


















































































 industry
industrySimilar presentations:










Универсальная зажимная оснастка
1.
Квалификация: «Автоматизация производственных процессов механообработки»Чапышев А.П.
2.
Основные понятия, определения, классификация3.
Вспомогательное устройство длявыполнения операций механической
обработки, сборки, испытания и контроля
4.
По целевому назначениюПо степени специализации
По степени механизации и автоматизации
5.
СтаночныеФиксации инструмента
Сборочные
Контрольные
Манипуляции с заготовками (деталями) в
процессе загрузки (выгрузки) в (из)
технологического оборудования
6.
СтаночныеУСП
Столы
Тиски
Патроны
7.
Фиксации инструментаФиксация
матриц/пуансонов
Зажим режущего
инструмента
Типы цанговых зажимов
Цанговые зажимы
инструмента
8.
СборочныеСекция приспособления для сборки
с ручными блоками зажима
Автоматизированный комплекс
зажимных механизмов, используемых
при сборке кузова автомобиля
9.
КонтрольныеНабор установочных струбцин
Вспомогательный модуль контроля геометрии инструмента
10.
Контрольные4
2
3
1
5
Модульная оснастка для контроля геометрии на КИМ
11.
Манипуляции с заготовками (деталями) впроцессе загрузки (выгрузки) в (из)
технологического оборудования
Деталь после завершения
полировки в схвате
манипулятора
Модуль хранения
заготовок/готовых деталей
поворотный
Финишная обработка заготовки
коленчатого вала
12.
УниверсальныеСпециализированные
Специальные
13.
-Универсальные приспособления:
Индивидуальный и мелкосерийный тип
производства;
Изготавливаются на специализированных
предприятиях;
Патроны, тиски, поворотные столы и.т.д.
Струбцины
Наклоняемые столы
Наклоняемые тиски
Наклоняемые
основания
Зажимы
Прихваты
Поворотные столы/стойки
Тиски
14.
--
Специализированные приспособления:
Мелкосерийный и среднесерийный тип
производства;
Используются для групповой обработки
Для заготовок, сходных по технологическим
признакам;
Специализированное
многоместное приспособление
для деталей типа “Рычаг”
Специализированное
многоместное приспособление
для деталей типа “Кронштейн”
15.
Специализированные приспособления(безналадочные):
1
3
2
4
16.
Специализированные приспособления(наладочные):
Базовый модуль+сменный модуль (модули)
4
1
2
3
5
6
17.
Специализированные приспособления(наладочные):
2
1
3
4
5
18.
Специальные приспособления:-
Для выполнения только одной
технологической операции;
-
Используются для крупносерийного и
массового производства.
Приспособление для комплексной обработки (расточка
отверстий) фланца несущего винта за один установ
Приспособление для расточки отверстий редуктора
Приспособление для хонингования
блока цилиндров дизеля
19.
Специальные приспособления:3
1
2
4
20.
РучныеМеханизированные
Автоматизированные
Автоматические
21.
Установочные блокиЗажимные блоки
Блоки стабилизации положения режущего
инструмента
Приводы зажимных элементов
Корпуса (основания) для установки блоков
Вспомогательные модули
22.
1Установочные блоки:
2
3
23.
Установочные блоки:Плиты
1
2
3
Установочный штифт
Плита
Стол станка
4
5
Монтаж плит в плоскости стола с Тобразными пазами
Прямоугольные блоки
24.
Установочные блоки:Тумбы
1
2
Примеры фиксации деталей типа “Корпус” и “Кронштейн”на установочных блоках вертикального типа (“Тумба”)
25.
Зажимные блоки:Требования
-
-
не должно нарушаться положение заготовки, достигнутое при
базировании;
Отсутствие деформации закрепляемых заготовок;
Минимально необходимая сила зажима;
Минимальные затраты времени на закрепление;
Зажимные блоки не должны воспринимать силы резания;
26.
Зажимные блоки:Факторы, подлежащие учёту при расчёте
сил зажима
27.
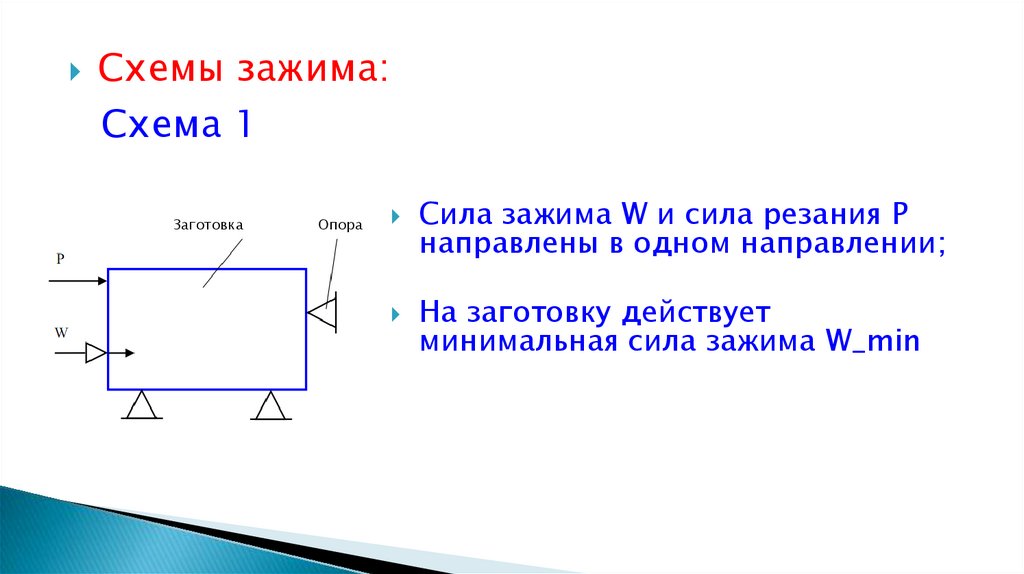
Схемы зажима:Схема 1
Заготовка
Опора
Сила зажима W и сила резания P
направлены в одном направлении;
На заготовку действует
минимальная сила зажима W_min
28.
Схемы зажима:Схема 2
Заготовка
Опора
Сила зажима W и сила резания
P направлены в
противоположном
направлении;
Требуемая сила зажима W=KP
29.
Схемы зажима:Схема 3
Заготовка
Опора
Сила зажима W и сила резания
P направлены в взаимно
перпендикулярном
направлении;
30.
Схемы зажима:Схема 4
Заготовка
Опора
Сила зажима W прижимает
заготовку к опорам;
Первая компонента силы резания
P1 прижимает заготовку к
нижним опорам;
Вторая компонента силы резания
P2 перпендикулярна силе
зажима.
31.
Схемы зажима:Схема 5
Сила зажима W действует
горизонтально;
32.
Зажимные блоки:Учёт влияния факторов резбовых соединений
Трение головки болта
Сила
закрепления
Момент
Трение в резьбовом соединении
33.
1Зажимные блоки:
2
5
3
4
34.
1Зажимные блоки:
2
3
4
35.
Зажимные блоки:4
1
2
3
5
36.
Зажимные блоки:2
1
A
B
3
37.
Зажимные блоки:1
3
2
4
38.
Зажимные блоки:1
2
39.
Зажимные блоки:40.
Зажимные блоки:1
2
3
41.
Зажимные блоки:1
2
7
4
3
8
5
6
42.
Зажимные блоки:43.
Комбинированные зажимные/установочные блоки:2
1
4
3
44.
Комбинированные зажимные/установочные блоки:1
3
4
2
45.
Комбинированные зажимные/установочные блоки:1
3
2
4
46.
Вспомогательные модули:2
1
3
47.
Вспомогательные модули:A
C
2
B
1
3
48.
Преимущества:+ Высокое быстродействие;
+ Простая аппаратура для управления;
+ Надёжность и стабильность;
+ Отсутствие влияния изменений температуры
окружающей среды;
Недостатки:
- Большие габариты;
- Невысокий КПД;
- Трудность обеспечения плавности хода зажимных
элементов при работе
49.
Преимущества:+ Меньше масса и габариты исполнительного
механизма;
+ Смазка трущихся частей гидроаппаратуры
гидравлической жидкостью;
Недостатки:
- Сложность и большие габариты гидроустановки;
- Высокая стоимость;
50.
Вспомогательные модули:51.
Базирование в приспособлениях52.
53.
54.
Исполнения угловых рифлёных опорГладкие
цилиндрические
Рифлёные
Плавающие
Эластичные
Винтовые
С абразивным
покрытием
Угловые
рифлёные
Угловые
Регулируемые
Исполнения круглых
(цилиндрических) рифлёных опор
55.
Конструктивные варианты установки рабочихэлементов рифлёных опор в узлы оснастки
1
3
5
2
4
6
56.
Конструктивные варианты сборных плавающих опор1
3
2
57.
Конструктивные варианты сборных опор4
1
2
3
58.
Использование сборных плавающих опорОпора 1
Заготовка
Опора 2
59.
12
3
Упор с возможностью тонкой регулировки положения с испоьзованием эксцентрика
4
5
Упор с функцией зажима
6
60.
12
4
5
3
6
7
Примеры специализированных многоместных приспособлений для повышения
производительности операций фрезерования или обработки отверстий
61.
21
4
3
5
6
Примеры специализированных многоместных приспособлений для повышения
производительности операций фрезерования или обработки отверстий
62.
12
3
4
5
6
63.
13
2
64.
Промышленные рабочиестанции
Интерфейсы
1
Датчики
2
3
65.
12
3
66.
12
Примеры использования системы Ball-lock
67.
1.Стол станка
2.
Винт фиксации
переходной плиты
3.
Втулка системы
Ball-Lock
4.
Спутник
5.
Фиксатор Ball-Lock
6.
Переходная плита
7.
Штифт
8.
Сухарь
5
2
4
3
6
7
1
8
Типовая структура системы Ball-lock
68.
Зажимнойсухарь
Штифт
Поршень
Структура модуля
Предельные установочные
параметры
69.
32
Полость подачи масла
Поршень
Пружины
1
Структура гидравлического
модуля
4
70.
ЦангаПружины
Поршень
Полость подачи масла
71.
ПружиныПоршень
72.
12
Стадия фиксации
73.
12
Стадия очистки
74.
Центрирование + зажим1
Зажим в двух плоскостях
(люфт до 0,1мм)
2
Зажим с компенсацией
термических деформаций
Типы используемых сухарей в зависимости от
числа мест в паллете
75.
12
5
3
6
7
4
8
Примеры технических решений применения модулей быстрого базирования в
приспособлениях различного назначения
9
76.
Способы фиксациизаконцовочных сухарей
Моно-, дуо- и
квадропаллеты
Типы законцовочных
сухарей
Пример использования квадро- и дуопаллеты с
двойным и четверным настольным зажимом
77.
Внешний видавтоматического фиксатора
Фиксация
Разжим
Принцип работы автоматического фиксатора
78.
34
2
5
1
Примеры применения модулей быстрого базирования с автоматическими фиксаторами
79.
12
4
5
3
6
Примеры специализированных многоместных приспособлений для повышения
производительности операций фрезерования или обработки отверстий
80.
12
3
Примеры специализированных многоместных приспособлений для повышения
производительности операций фрезерования или обработки отверстий
4
81.
Томбстоун1
3
2
4
82.
ТомбстоунУниверсальный базовый модуль
Установка переходных втулок для последующего
монтажа базовых/зажимных элементов
83.
ТомбстоунУниверсальные базовые модули
(двухпозиционные)
Универсальные базовые модули
(четырёхпозиционные)
84.
ТомбстоунПриспособление для деталей
призматического типа на базе четырёх
многоместных тисочных модулей с
регулируемыми упорами для
позиционирования деталей
Многоместный тисочный модуль для
деталей призматического типа и
томбстоун на его базе
85.
ТомбстоунПроцесс обработки деталей типа
“Корпус” на приспособлении Томбстоун
с гидроприводом зажима
Тисочные модули, отдельно
установленные на столе станка
Снятие деталей с приспособления
на базе тисочных модулей для
заготовок призматического типа
после завершения обработки
86.
Томбстоун87.
Томбстоун88.
21