 Moulding")





































































 industry
industrySimilar presentations:










Light RTM (LRTM) Moulding “Mould build technology"
1. Light RTM (LRTM) Moulding
“Mould build technology"Presented By
Alan Harper, Managing Director, Plastech TT. UK.
Plastech TT Ltd.,
1
2. Master Model
OrientationFlange
Surface
Draft
angle
Release agent
Plastech TT Ltd.,
2
3. Master Model Orientation
Plastech TT Ltd.,3
4. Lounger pattern Flange
Dual level flangingSimple flange
Plastech TT Ltd.,
4
5. Flange/seal rules
Plastech TT Ltd.,5
6. Primary and secondary seals may follow different paths
Plastech TT Ltd.,6
7. Corner radii restriction must be observed
Sealsplaced on
pattern to
simulate
paths
Plastech TT Ltd.,
7
8. Other Flange examples
130 mm +/- 5mmFlange direction
change
Plastech TT Ltd.,
8
9. Master Model -Pinch off detail
Plastech TT Ltd.,9
10. Inserts in the first mould flange
Flangevacuum
Injection port
Alternatives
Autosprue
10mm pipe
Plastech TT Ltd.,
10
11. Location of inserts on master pattern
Plastech TT Ltd.,11
12. Injection port on Face tool
Plastech TT Ltd.,12
13. Inserts illustrated
Flange vacuuminsert
Autosprue
insert
Plastech TT Ltd.,
13
14. General mould cross section
Plastech TT Ltd.,14
15. Typical VM mould production set up
Plastech TT Ltd.,15
16. Location - Dowelling
Xand y location
Plastech TT Ltd.,
16
17. Peripheral Fill
Resinmould flow designed to find initial
easy path around cavity.
Ideal - path fills before cavity starts to fill.
Theory to practise example………
Plastech TT Ltd.,
17
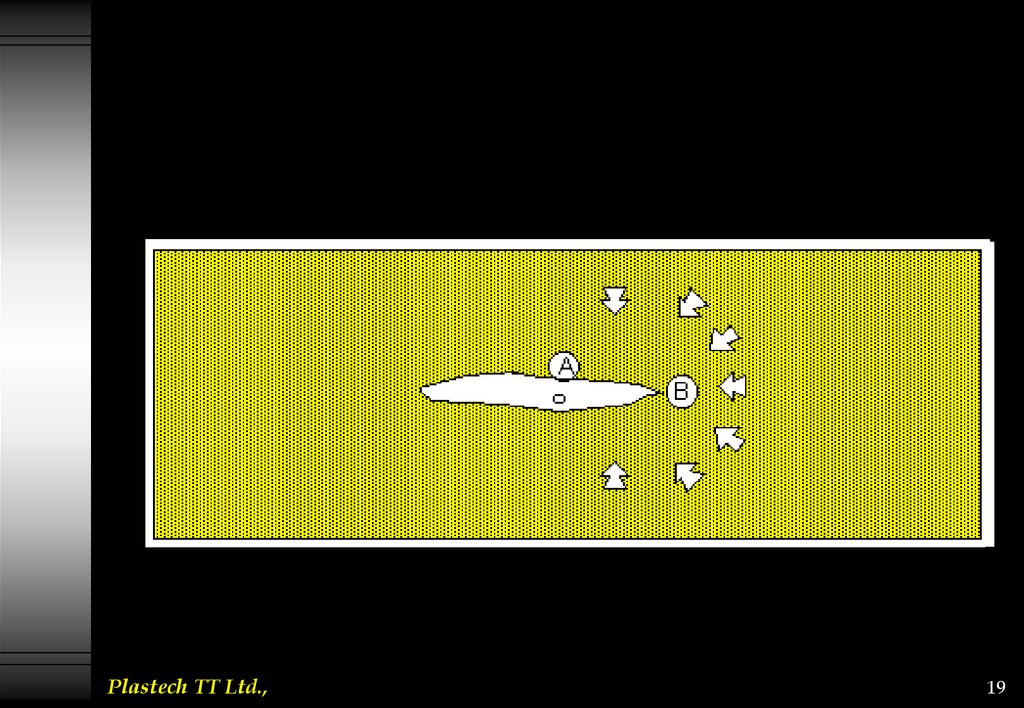
18. Flow path built into Mould flange
Plastech TT Ltd.,18
19.
Plastech TT Ltd.,19
20. 4m² small craft VM mould - filling
Plastech TT Ltd.,20
21. Reality
Plastech TT Ltd.,21
22. More Flow shots
Plastech TT Ltd.,22
23. Face tool Lay up
Releaseagent
Tooling gel coat VE
Tissue + VE
First layer 450 g/m² CSM + VE
Second 3 x 450 g/m² CSM + LP
Frame – wood or light steel
Plastech TT Ltd.,
23
24. Calibration of first mould
Plastech TT Ltd.,24
25. Seals and flow channel profiles
Plastech TT Ltd.,25
26. Seals and profiles
Plastech TT Ltd.,26
27. Resin Runner Profile
In facemould
or
contra
mould
Plastech TT Ltd.,
27
28. Resin runner position
Plastech TT Ltd.,28
29. Two vacuum levels
Vacuum1 to clamp mould flange.
At least 85% providing 1 tonne/linear m.
Vacuum 2 to clamp cavity and assist fill.
55% provides 0.55kg/cm ² clamping.
Plastech TT Ltd.,
29
30. Air driven vacuum control
Plastech TT Ltd.,30
31. Accuracy is the Key – Vacuum lock during LRTM Mould build
Plastech TT Ltd.,31
32. Total Cost of moulds
Mould material costs £340 / m²Labour costs average 30 hrs /m²
Comparison, LRTM tooling is less than
50% the cost of conventional RTM
tooling
Plastech TT Ltd.,
32
33. High Volume VM up to 800/ day!
Plastech TT Ltd.,33
34. VM will mould Small to Large Parts
Plastech TT Ltd.,34
35. LRTM can go big and complicated
Plastech TT Ltd.,35
36. Wind Turbine housing – approx. 100 m2 surface area
Plastech TT Ltd.,36
37.
Plastech TT Ltd.,37
38.
Difference between RTM and LRTMMoulding Speed
Moulding accuracy
Equipment requirements
Plastech TT Ltd.,
38
39. “RTM” and complimentary “LRTM” closed moulding for composites
Difference between RTM and LRTMMoulding Speed
Plastech TT Ltd.,
39
40. Moulding Speed
LRTMinjects the fibre pack at
approximately 1/3 the speed of RTM
LRTM cannot be speeded up by using
higher injection pressure
RTM is able to inject 2 to 4 times faster
Optimised RTM 6 times faster
Plastech TT Ltd.,
40
41. “RTM” and complimentary “LRTM” closed moulding for composites
Difference between RTM and LRTMMoulding Speed
Moulding accuracy
Plastech TT Ltd.,
41
42. Moulding Accuracy
moulds within +/- 0.025”at bestRTM moulds within +/- 0.002” at best
LRTM mould accuracy governed by fibre
pack and vacuum level- unpredictable
RTM mould set accuracy controlled by
design - predictable
LRTM
Plastech TT Ltd.,
42
43. “RTM” and complimentary “LRTM” closed moulding for composites
Difference between RTM and LRTMMoulding Speed
Moulding accuracy
Equipment requirements
Plastech TT Ltd.,
43
44. Equipment requirements
RTMneeds a low pressure meter mix
machine and tool manipulator.
LRTM needs a VERY low pressure meter
mix machine and two vacuum sources
Plastech TT Ltd.,
44
45. Low pressure LRTM Machine
MouldPressure
Guard
Regulates
speed of
pump to
achieve safe
low pressure
Plastech TT Ltd.,
45
46. More Application examples
Plastech TT Ltd.,46
47. Sunlounger
Plastech TT Ltd.,47
48. Pacific Composites - Australia
PacificComposites Australia
Plastech TT Ltd.,
48
49. Invalid Bath
Plastech TT Ltd.,49
50. 10mm thick 80kg VE resin
Plastech TT Ltd.,50
51.
Plastech TT Ltd.,51
52.
Plastech TT Ltd.,52
53. VM can go big and complicated
Plastech TT Ltd.,53
54.
Plastech TT Ltd.,54
55.
Plastech TT Ltd.,55
56. Other VM applications
Plastech TT Ltd.,56
57. Conclusions
LRTMis a viable lower cost system
complimentary to RTM.
Tooling manufacture must be accurate
Material selection, resin, fibre critical.
Operating procedures must be
consistent for success.
Plastech TT Ltd.,
57
58. Heating /Temperature control
Plastech TT Ltd.,58
59.
Electrical Heater-Cloth Application.Plastech TT Ltd.,
59
60.
Plastech TT Ltd.,60
61.
Plastech TT Ltd.,61
62.
Plastech TT Ltd.,62
63.
Plastech TT Ltd.,63
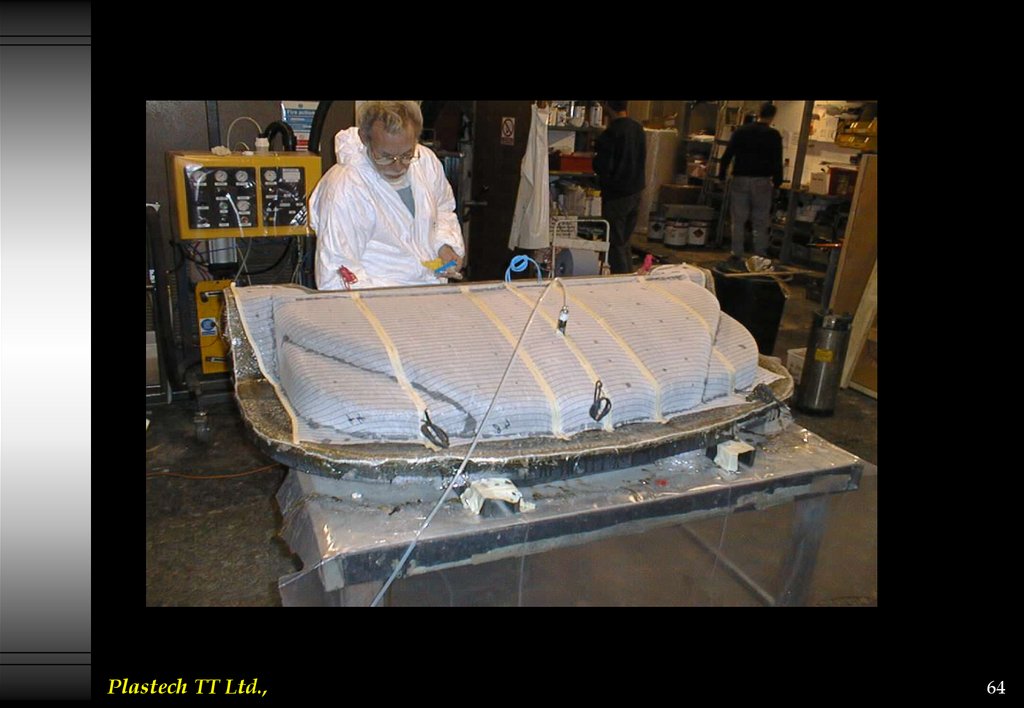
64.
Plastech TT Ltd.,64
65.
Plastech TT Ltd.,65
66.
Plastech TT Ltd.,66
67.
Plastech TT Ltd.,67
68.
Plastech TT Ltd.,68
69.
Plastech TT Ltd.,69
70.
Plastech TT Ltd.,70
71.
Plastech TT Ltd.,71
72.
Plastech TT Ltd.,72
73.
Plastech TT Ltd.,73
74.
Plastech TT Ltd.,74
75.
Plastech TT Ltd.,75