
 industry
industrySimilar presentations:










Сварка стыковых и угловых швов в нижнем положении
1.
Сварка стыковых и угловыхшвов в нижнем положении
2.
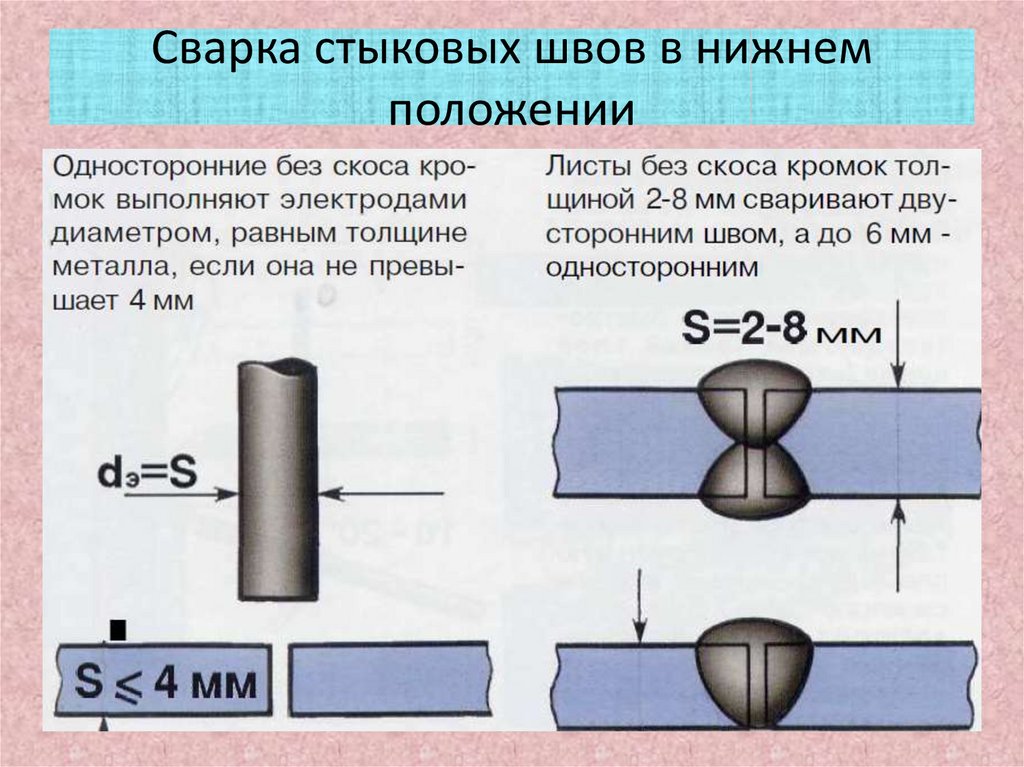
Сварка стыковых швов в нижнемположении
3.
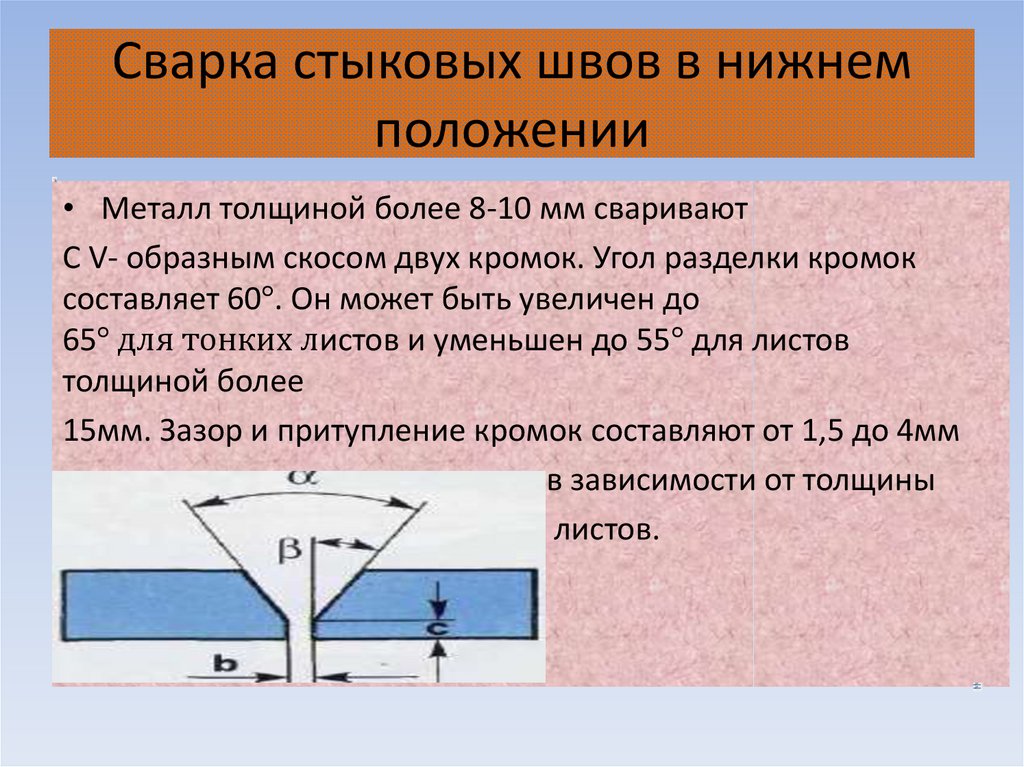
Сварка стыковых швов в нижнемположении
• Металл толщиной более 8-10 мм сваривают
С V- образным скосом двух кромок. Угол разделки кромок
составляет 60°. Он может быть увеличен до
65° для тонких листов и уменьшен до 55° для листов
толщиной более
15мм. Зазор и притупление кромок составляют от 1,5 до 4мм
в зависимости от толщины
листов.
4.
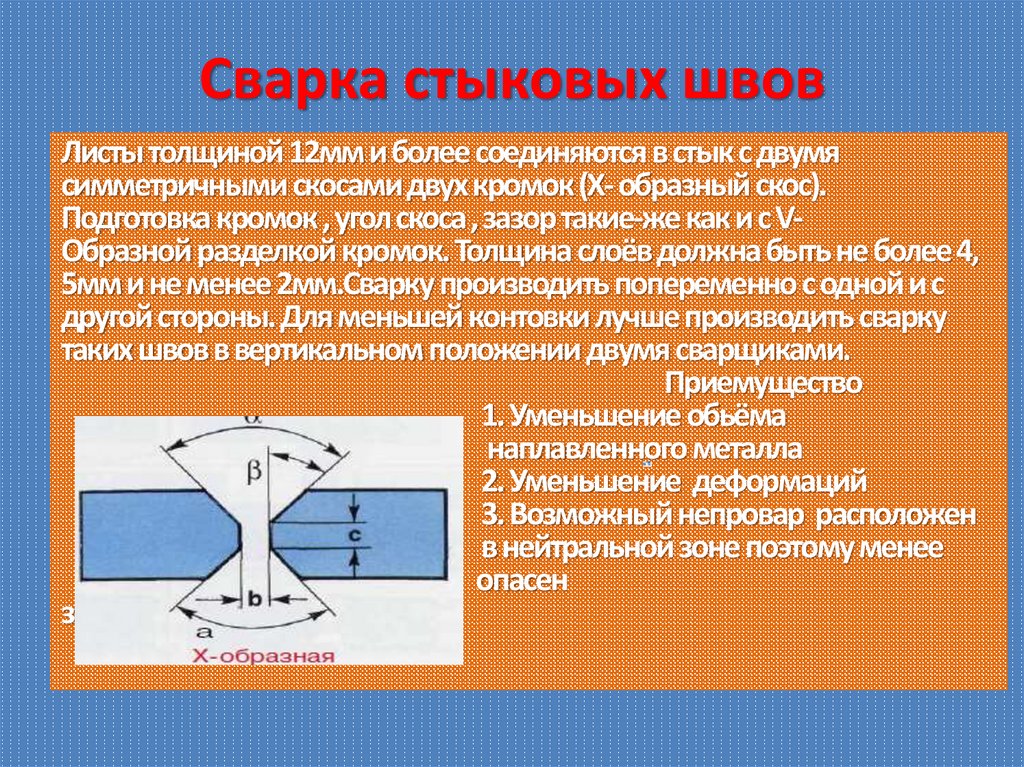
Сварка стыковых швовЛисты толщиной 12мм и более соединяются в стык с двумя
симметричными скосами двух кромок (Х- образный скос).
Подготовка кромок , угол скоса , зазор такие-же как и сVОбразной разделкой кромок. Толщина слоёв должна быть не более 4,
5мм и не менее 2мм.Сварку производить попеременно с одной и с
другой стороны. Для меньшей контовки лучше производить сварку
таких швов в вертикальном положении двумя сварщиками.
Приемущество
1. Уменьшение обьёма
наплавленного металла
2. Уменьшение деформаций
3. Возможный непровар расположен
в нейтральной зоне поэтому менее
опасен
зоне поэтому менее опасен
5.
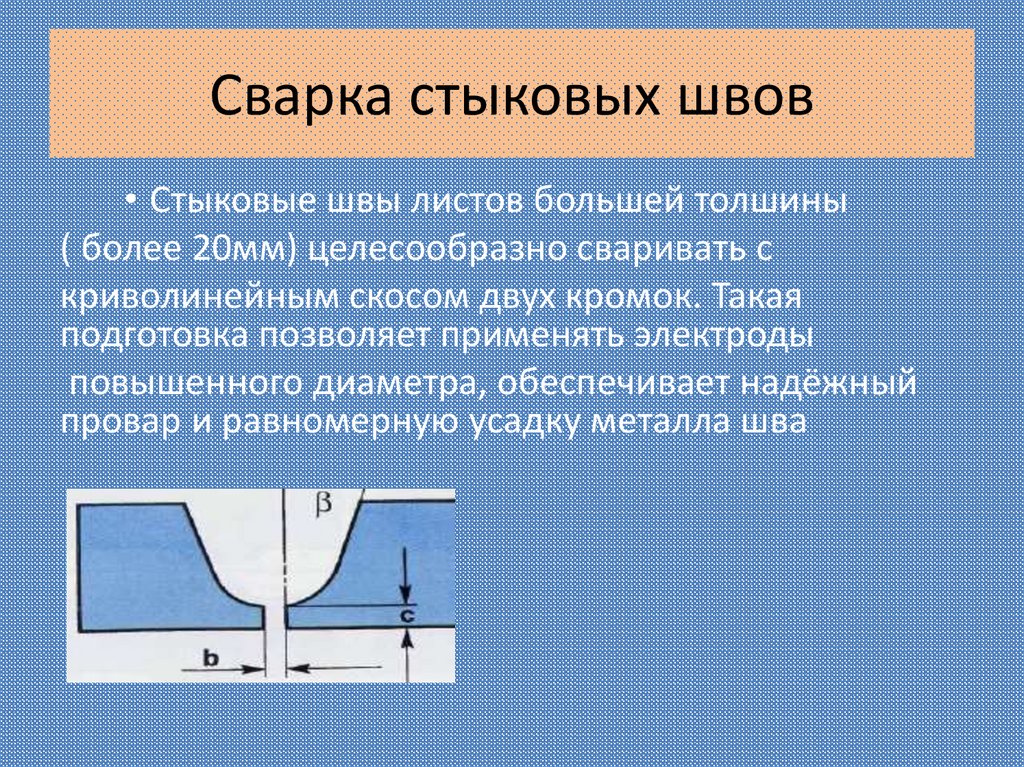
Сварка стыковых швов• Стыковые швы листов большей толшины
( более 20мм) целесообразно сваривать с
криволинейным скосом двух кромок. Такая
подготовка позволяет применять электроды
повышенного диаметра, обеспечивает надёжный
провар и равномерную усадку металла шва
6.
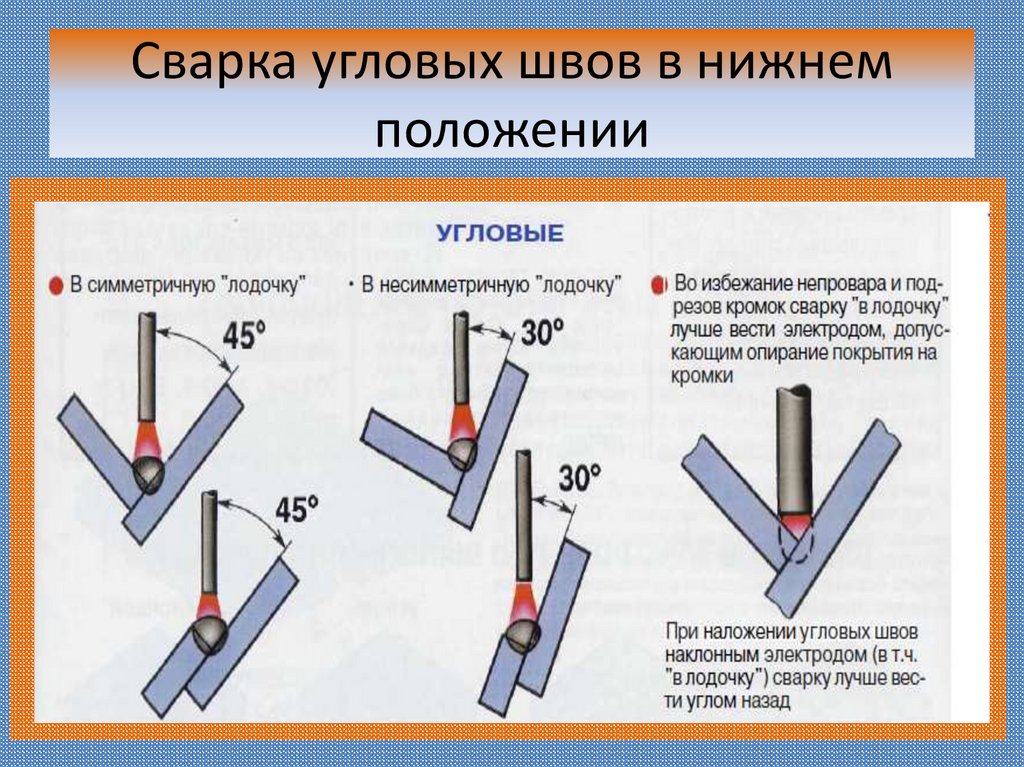
Сварка угловых швов в нижнемположении