
Техника сварки вертикальных швов")
Техника сварки горизонтальных швов")


Техника сварки потолочных швов")


 industry
industrySimilar presentations:










Техника сварки вертикальных, горизонтальных и потолочных швов
1. Техника сварки вертикальных, горизонтальных и потолочных швов
План урока:I. Техника сварки вертикальных швов
II. Техника сварки горизонтальных швов
III. Техника сварки потолочных швов
2. (I)Техника сварки вертикальных швов
• При сварке вертикальных швов каплирасплавленного металла стремятся стекать
вниз. Поэтому такие швы выполняют более
короткой дугой, при которой капли,
вследствие действия сил поверхностного
натяжения, легче переходят с электрода в
кратер шва.
• Конец электрода отводят вверх или в
сторону от капли, давая ей возможность
затвердеть.
3.
• Вертикальные швы стыковые и угловыемогут выполнятся:
1. Снизу вверх;
2. Сверху вниз.
(1) Вертикальные швы лучше сваривать снизу
вверх, тогда нижележащий кратер будет
удерживать капли металла. Дугу
возбуждают в нижней точке шва. Сваркой
подготавливают горизонтальную площадку
сечением, равным сечению шва.
4.
• При этом электрод совершает поперечныеколебания. Наибольший провар
достигается при положении электрода,
перпендикулярном вертикальной оси.
Стекание расплавленного металла
предотвращают наклоном электрода вниз
на 45-50°.
• Вертикальные швы выполняют с током на
10% меньшим, чем при сварке в нижнем
положении. При этом уменьшается объем
жидкого металла в кратере шва, что
облегчает сварку.
5.
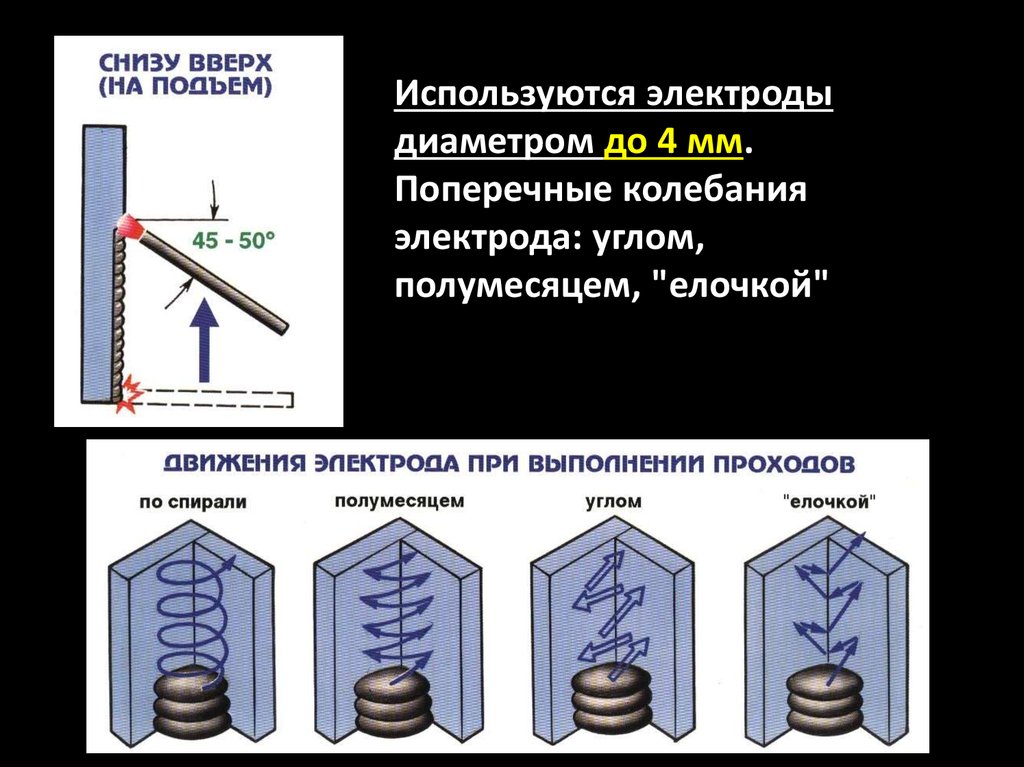
Используются электродыдиаметром до 4 мм.
Поперечные колебания
электрода: углом,
полумесяцем, "елочкой"
6.
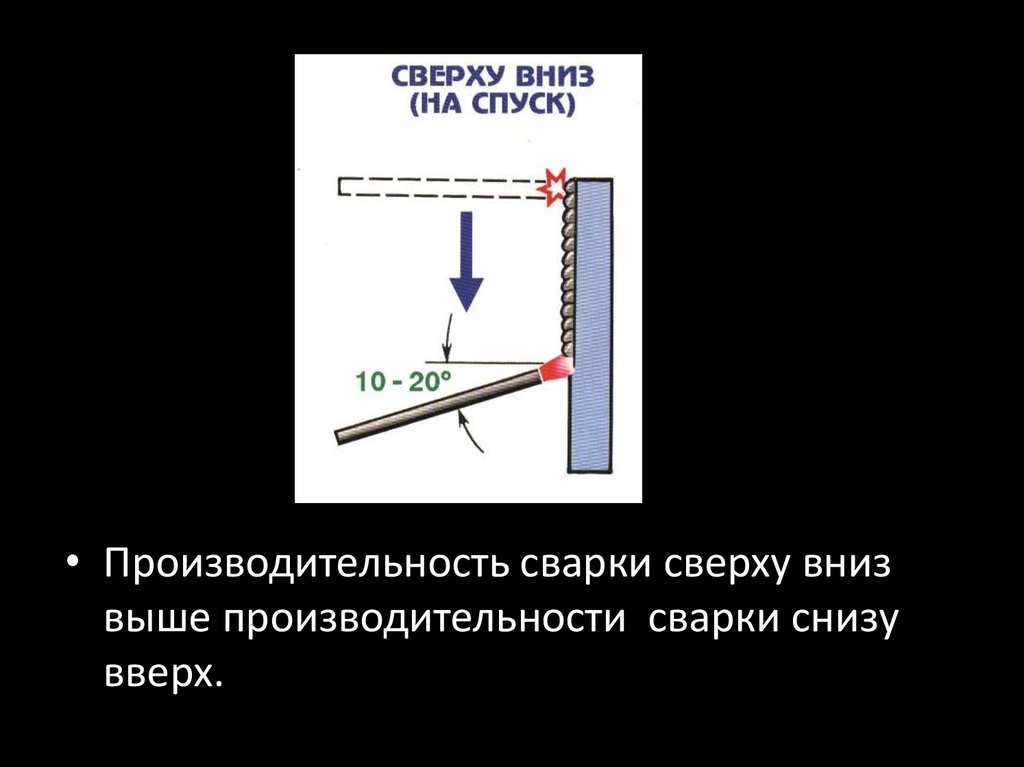
(2) Вертикальная сварка сверху вниз возможнаэлектродами дающими тонкий
шлак(«короткие» шлаки), металл в
сварочной ванне затвердевает быстрее и
стекания его не происходит. Например
электроды с целлюлозным покрытием (ОЗС9, АНО-9, ВСЦ-2, ВСЦ-3).
• Дугу возбуждают в верхней точке шва. После
образования капли жидкого металла электрод
наклоняют так, чтобы дуга была направлена
на жидкий металл.
• Рекомендуется в основном для сварки
тонких металлов (до 5 мм).
7.
• Производительность сварки сверху внизвыше производительности сварки снизу
вверх.
8. (II)Техника сварки горизонтальных швов
• Для уменьшения стекания металла привыполнении горизонтальных швов скос
кромок делают только у верхнего листа.
Дугу возбуждают на нижней кромке, а
затем переводят ее на кромку верхнего
листа, поднимая вверх стекающую каплю
металла.
9. Схема сварки горизонтальных швов
10.
• Горизонтальные швы толщиной более 8ммвыполняют многопроходными
(продольными ниточными валиками),
причем первый валик (корень шва)
выполняют электродом диаметром 4 мм, а
последующие— электродом 5 мм.
11.
• Горизонтальные швы хуже по качеству, чемвертикальные. При сварке возможно
образование подрезов на верхней кромке,
возможны шлаковые включения и поры в
корне шва.
12. (III)Техника сварки потолочных швов
• Наиболее трудно выполнять потолочные швы,которые свариваются возможно более короткой
дугой и быстрыми колебательными
движениями. Для сварки потолочных швов
применяют электроды с покрытиями более
тугоплавкими, чем металл электрода. В этом
случае покрытие образует на конце электрода
чехольчик, удерживающий капли металла.
13.
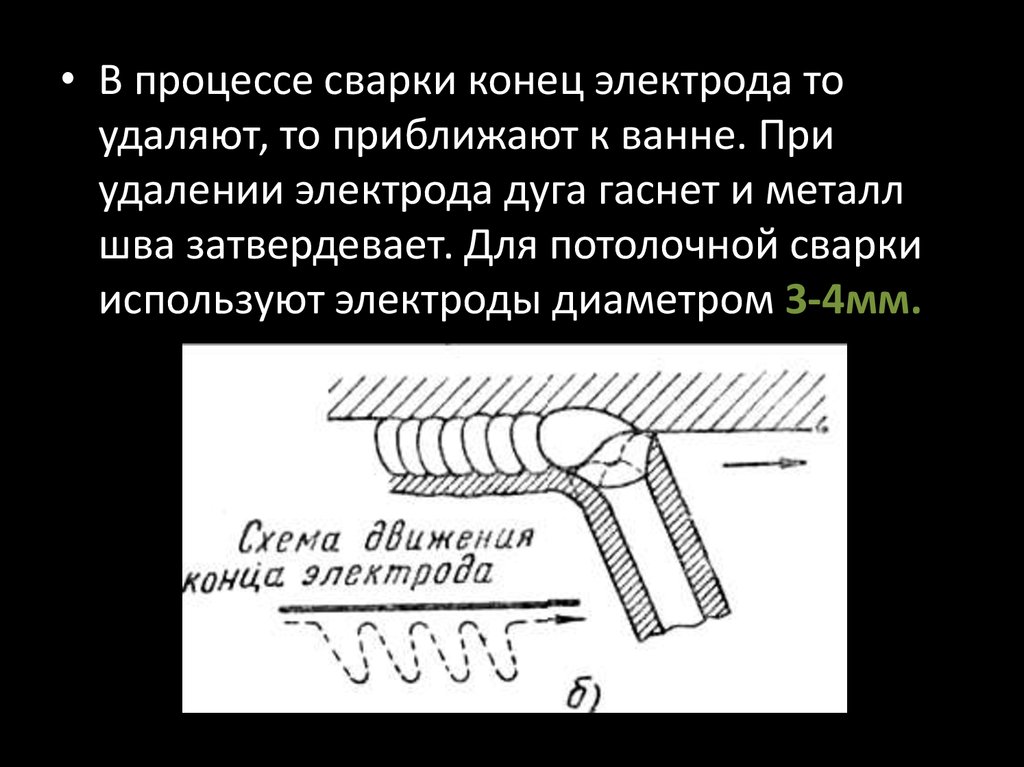
• В процессе сварки конец электрода тоудаляют, то приближают к ванне. При
удалении электрода дуга гаснет и металл
шва затвердевает. Для потолочной сварки
используют электроды диаметром 3-4мм.
14.
15.
• При сварке потолочных швов пузырьки газа,всплывая, попадают в корень шва, что
снижает прочность сварного соединения.
Следовательно, для сварки в потолочном
положении необходимо пользоваться
хорошо просушенными электродами.
• Для сварки в любом пространственном
положении пригодны электроды марок:
ОМА-2, ОММ-5, ОЗЦ-1, ЦМ-7, ОЗС-4, ОЗС-2,
УОНИ-13/45
16.
• Потолочная сварка применяется только примонтаже крупных конструкций, сварке
неповоротных стыков трубопроводов,
ремонтной сварке и других подобных
работах, когда выполнение шва в нижнем
положении невозможно.
17. Самостоятельно
1.
2.
1 вариант
Самостоятельно
• 2 вариант
Чему д.б. равна длина дуги?
Преимущества Х-образной
разделки кромок.
3. Какие меры применяют для
надeжного провара корня шва?
4. В каких случаях применяют
многослойные швы?
5. Трудности при сварке угловых
швов.
6. В каком случае для угловых швов
делают разделку кромок?
7. Если толщина свариваемых листов
4 и 6мм, то чему равен катет шва?
8. Способы сварки вертикальных
швов.
9. Какие дефекты возможны при
сварке горизонтальных швов.
10. В каких случаях применяют
потолочные швы?
1.
2.
Недостатки сварки длинной дугой.
Недостатки V-образной разделки
кромок.
3. Какие меры применяют для
надежного провара корня шва?
4. Преимущества многослойных
швов.
5. Способы сварки угловых швов.
6. Угол скоса кромки в угловом шве.
7. Если толщина свариваемых листов
10 и 15мм, то чему равен катет?
8. Трудности при сварке
вертикальных швов.
9. Какую разделку кромок выполняют
для горизонтальных швов?
10. Какие трудности возникают при
сварке потолочных швов?
18.
• Выбрать режимсварки для
низкоуглеродистой
стали толщиной 80
мм, шов
вертикальный, длина
3000мм (указать
разделку кромок и
количество слоев).
• Выбрать режим
сварки для
низкоуглеродистой
стали толщиной 2мм,
шов потолочный,
длина 5000мм
(указать разделку
кромок и количество
слоев).