
























































 drafting
draftingSimilar presentations:










Соединения. Разъемные соединения
1.
6. СОЕДИНЕНИЯРАЗЪЕМНЫЕ
СОЕДИНЕНИЯ
Лекция 13
2.
Классификация соединенийРазъемные соединения – допускающие многократную сборку и разборку без нарушения
качества работы узла.
Неразъемные соединения – не допускают последующей разборки конструкции без
разрушения элементов.
3.
Разъемные соединения4.
Неразъемные соединения5.
1. РЕЗЬБОВЫЕ СОЕДИНЕНИЯ1.1. ОБЩИЕ СВЕДЕНИЯ
.
6.
1. Общие понятия и определенияРезьбовыми соединениями называют
разъемные соединения деталей с помощью
резьбы или резьбовыми крепежными деталями.
Резьба – выступы, образованные на основной
поверхности винтов или гаек и расположенные
по винтовой линии. Полученные таким образом
выступы носят название витков.
7.
2. Классификация резьбыПо расположению:
• наружная;
• внутренняя.
По направлению:
• правая;
• левая.
По поверхности расположения резьбы:
• цилиндрическая;
• коническая.
По числу заходов:
• однозаходная;
• многозаходная.
По шагу:
• с крупным шагом;
• с мелким шагом.
8.
По назначениюКрепежные резьбы предназначены
для скрепления деталей.
Крепежно-уплотняющие резьбы
помимо скрепления деталей
обеспечивают также уплотнение узла
(пробки, фитинги, штуцеры).
Резьбы ходовых и грузовых винтов преобразуют вращательное движение одной из
резьбовых деталей в поступательное – другой, или наоборот. Грузовые резьбы
воспринимают значительные осевые силы (винтовые домкраты, тиски, прессы, стяжки).
9.
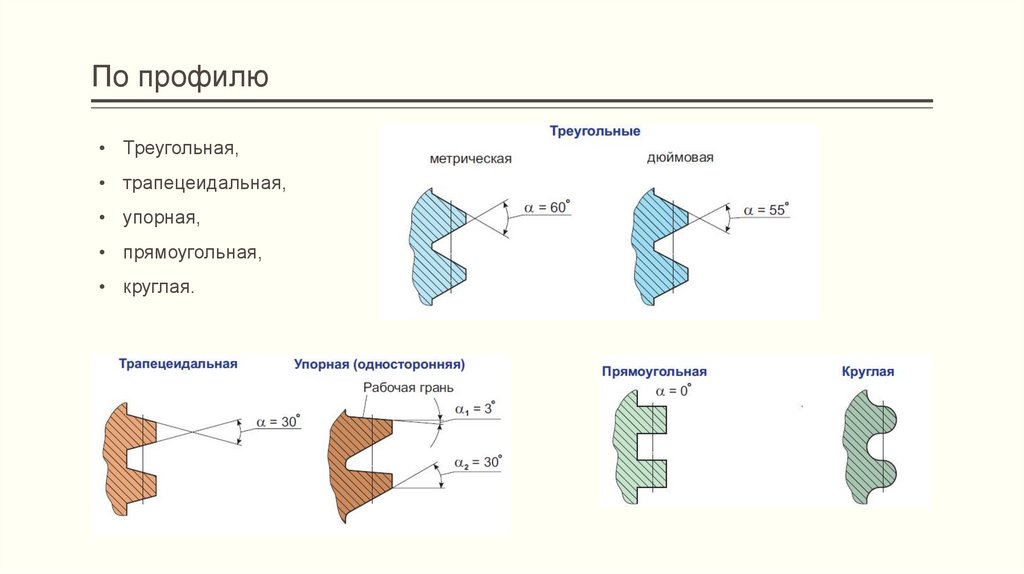
По профилю• Треугольная,
• трапецеидальная,
• упорная,
• прямоугольная,
• круглая.
10.
3. Цилиндрические крепежные и уплотнительные резьбыМетрическая цилиндрическая резьба (ГОСТ 24705-2004)
Треугольная резьба – основная крепежная и крепежноуплотняющая резьба. Преимущества:
• повышенное трение – меньше опасность ослабления;
• повышенная прочность резьбы;
• технологичность.
Метрическая цилиндрическая резьба
Треугольный профиль α = 60º. При номинальном
диаметре резьбы d (d = 20 мм) предусмотрены
различные шаги резьбы (ГОСТ 8724-2002):
• крупный шаг (P = 2,5 мм) – статическая нагрузка;
• мелкие шаги (P = 2,0; 1,5; 1,0; 0,75; 0,5 мм) –
динамическая нагрузка, регулировочные устройства,
тонкостенные детали.
11.
Геометрические параметры метрической резьбыd = D – наружный диаметр винта и гайки;
d2= D2 – средний диаметр вита и гайки;
d1= D1 – внутренний диаметр винта и гайки;
d3 – внутренний диаметр винта по дну
впадины;
P – шаг резьбы – расстояние между
средними точками ближайших одноименных
боковых сторон профиля резьбы;
Ph – ход резьбы – осевое перемещение
винта за один оборот в неподвижной гайке:
Ph = P·n
n – число заходов резьбы;
H1= (D - D1)/2 – рабочая высота профиля;
12.
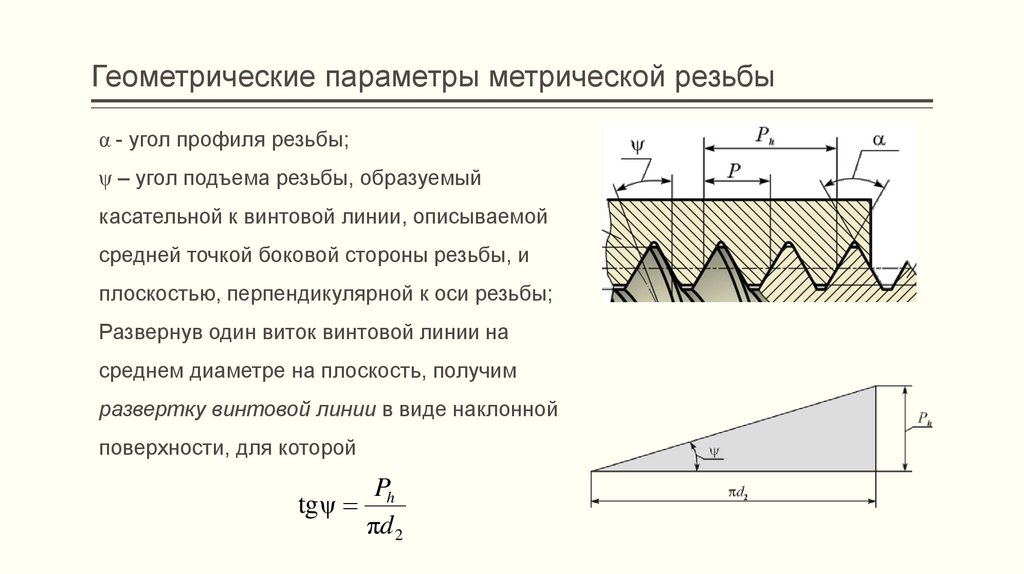
Геометрические параметры метрической резьбыα - угол профиля резьбы;
ψ – угол подъема резьбы, образуемый
касательной к винтовой линии, описываемой
средней точкой боковой стороны резьбы, и
плоскостью, перпендикулярной к оси резьбы;
Развернув один виток винтовой линии на
среднем диаметре на плоскость, получим
развертку винтовой линии в виде наклонной
поверхности, для которой
Ph
tgψ
πd 2
13.
Условное обозначение метрической резьбы(ГОСТ 8724-2002)
Обозначение метрической резьбы начинается с буквы M.
Метрическая резьба с крупным шагом P=2,5 (см. ГОСТ 8724-2002) с номинальным
диаметром d=20 мм:
M20
Метрическая резьба с мелким шагом P=1,5, диаметром d=20 мм:
M20×1,5
Метрическая резьба левая
M20-LH M20×1,5-LH
Метрическая многозаходная с ходом Ph=3, мелким шагом P=1,5, левая
M20×Ph3P1,5-LH
В полное обозначение входит так же поле допуска (ГОСТ 16093-2004):
M20×1,5-6g, M20-6g-LH
* Если параметры не указываются, то крупный шаг, правая однозаходная резьба.
14.
Дюймовая цилиндрическая резьба.Трубная цилиндрическая резьба (ГОСТ 6357-81)
Треугольный профиль α=55º, используется главным
образом в соединении трубопроводов.
Трубная резьба – это мелкая дюймовая резьба с
закруглениями профиля для обеспечения
герметичности.
Условное обозначение состоит из буквы G и
условного внутреннего диаметр трубы (проход в свету)
в дюймах (3/4’’):
G¾
шагов на дюйм z=14; P=1,814; d=D=26,411; d2=D2=25,279; d1=D1=24,117
Левая, класс точности А:
G ¾ LH-A
15.
4. Конические резьбыМетрическая коническая (ГОСТ 25229-82)
Конические резьбы обеспечивают непроницаемость
без специальных уплотнений.
Метрическая коническая резьба
Треугольный профиль α=60º, конусность 1:16.
Возможно соединение конус-конус, или наружная
коническая с внутренней цилиндрической с профилем
по ГОСТ 9150-2002.
Обозначение резьбы метрической конической d=16,
P=1,5
MK16×1,5
16.
Дюймовая коническая (ГОСТ 6111-52)Треугольный профиль α=60º, конусность
1:16. Стандарт для резьбовых соединений
топливных, масляных, водяных и
воздушных трубопроводов машин и
станков.
Обозначение резьбы дюймовой
конической с условным диаметром 1½’’
K 1½
17.
Трубная коническая (ГОСТ 6211-82)Треугольный профиль α=55º, конусность
1:16. Применяется в конических
соединениях, а так же в соединениях
наружной конической с внутренней
цилиндрической по ГОСТ 6357-81.
Обозначение резьбы трубной конической с
условным диаметром 1½’’
R 1½ - наружная, Rc 1½ - внутренняя.
18.
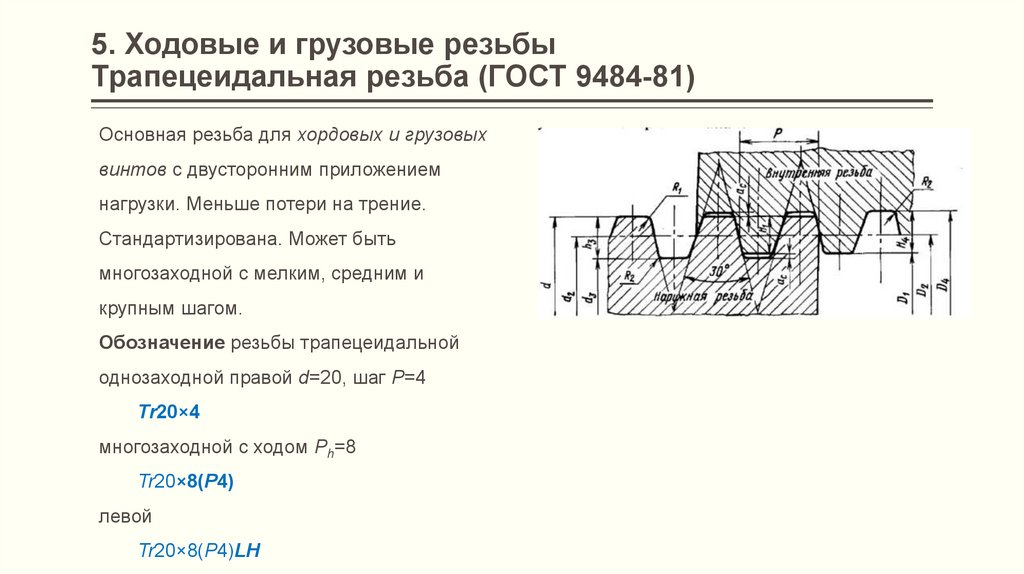
5. Ходовые и грузовые резьбыТрапецеидальная резьба (ГОСТ 9484-81)
Основная резьба для хордовых и грузовых
винтов с двусторонним приложением
нагрузки. Меньше потери на трение.
Стандартизирована. Может быть
многозаходной с мелким, средним и
крупным шагом.
Обозначение резьбы трапецеидальной
однозаходной правой d=20, шаг P=4
Tr20×4
многозаходной с ходом Ph=8
Tr20×8(P4)
левой
Tr20×8(P4)LH
19.
Упорная резьба (ГОСТ 10177-82)Является несимметричной и используется
для винтов с большой односторонней
нагрузкой (прессы, домкраты, тиски ). Угол
наклона рабочей стороны α=3º, нерабочей
30º или 45 º. малые потери на трение,
высокая прочность.
Обозначение резьбы упорной
однозаходной правой d=50, шаг P=8
S50×8
многозаходной с ходом Ph=16
S50×16(P8)
левой
S50×16(P8)LH
20.
Прямоугольная резьбаПрямоугольная резьба не стандартизована,
не технологична. Используется крайне редко
при необходимости получения наименьших
потерь на трение.
Профиль резьбы – квадрат. Обладает
пониженной прочностью. При изнашивании
образуются осевые зазоры, которые трудно
устранить. Применяется в малонагруженных
передачах винт-гайка.
21.
6. Другие типы резьбыКруглая резьба
Резьба круглая удобна для изготовления способом
литья на чугунных, стеклянных, пластмассовых и
других изделиях, а также накаткой и выдавливанием
на тонкостенных металлических и пластмассовых
деталях.
Круглая резьба используется в качестве крепежной и
крепежно-уплотняющей для винтов, подверженных
большим динамическим нагрузкам, при частом
завинчивании и отвинчивании в загрязненной среде
(пожарная арматура).
22.
7. Поля допусков резьбовых деталей (ГОСТ 16093-2004)Основное применение получил средний класс точности. Точная резьба для точных
перемещений и сильно напряженных ответственных соединений.
Предпочтительное применение* - 6g, 6H, 8g, 7H
23.
8. Материалы резьбовых деталейОсновной материал – конструкционные и легированные стали. Выбирают по
характеру нагрузки (статическая или переменная), способу изготовления и объему
производства.
Крепежные детали общего назначения
Низко- и среднеуглеродистая сталь (Cталь 10, 35) - высокая пластичность.
В серийном производстве при штамповке заготовок с последующей накаткой
резьбы. (Холодное деформирование материала повышает прочность и снижает
пластичность).
Для высоконагруженных деталей, работающих при переменных и ударных
нагрузках применяют:
легированные стали (35Х, 30ХГСА и др). Например, шпильки крепления головки
блока цилиндров двигателя внутреннего сгорания.
24.
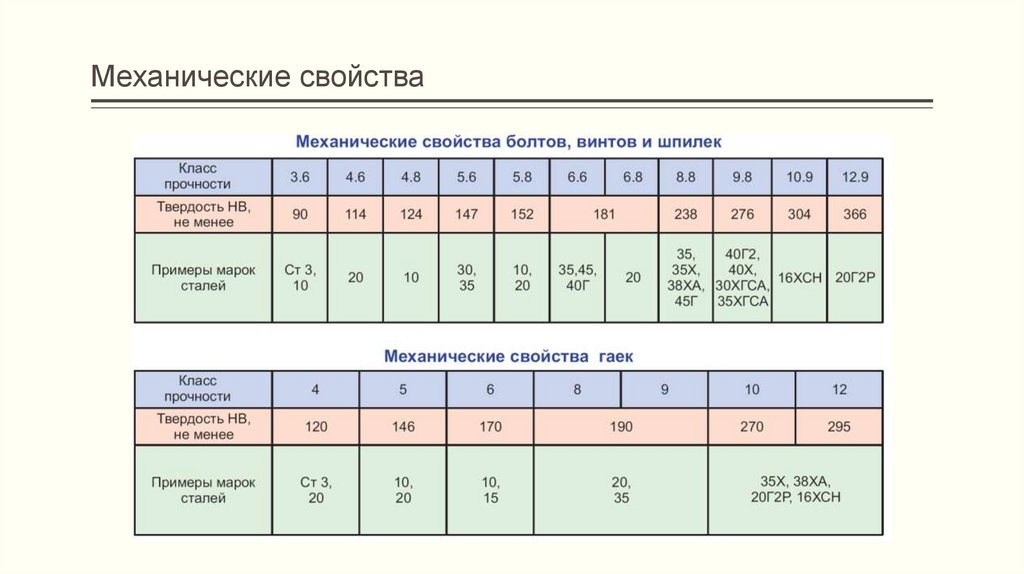
9. Классы прочностиСтальные винты и шпильки в соответствии с ГОСТ 1759-82 изготовляют 12-ти
классов прочности. Класс прочности обозначают двумя числами:
первое число умноженное на 100 – временное сопротивление σв МПа,
второе число, деленное на 10 – отношение предела текучести к временному
сопротивлению.
Например, для болтов класса прочности 3.6: σВ = 300, σТ = 300*0,6=180.
Допускаемые напряжения растяжения при действии постоянной нагрузки
выбирают по пределу текучести:
[σ]р = σТ/s
s – коэффицент запаса 1,5…2,5 (меньшее при контроле силы затяжки), для малых
диаметров <10 без контроля затяжки s увеличивают до 4.
25.
Механические свойства26.
10. Способы изготовления резьбНарезание резьб
плашками и метчиками.
Точение резьб
резьбовыми резцами и
гребенками.
Резьбофрезерование
дисковыми и
червячными фрезами.
Нарезание резьб
резьбонарезными
головками;
Накатывание резьб.
27.
1.2. СТАНДАРТНЫЕКРЕПЕЖНЫЕ ИЗДЕЛИЯ
28.
Виды резьбовых соединенийТермин винт применяют как общий (объединяющий также болты и шпильки) и как частный
(винт, вращаемый при завинчивании и отвинчивании, т.е. ввинчивающийся в деталь).
Термин болт предполагает взаимодействие его с гайкой и наличие головки.
Гайка – деталь с резьбовым отверстием, навинчиваемая на винт и имеющая форму,
приспособленную для захвата ключом или рукой.
29.
Классификация крепежных изделий30.
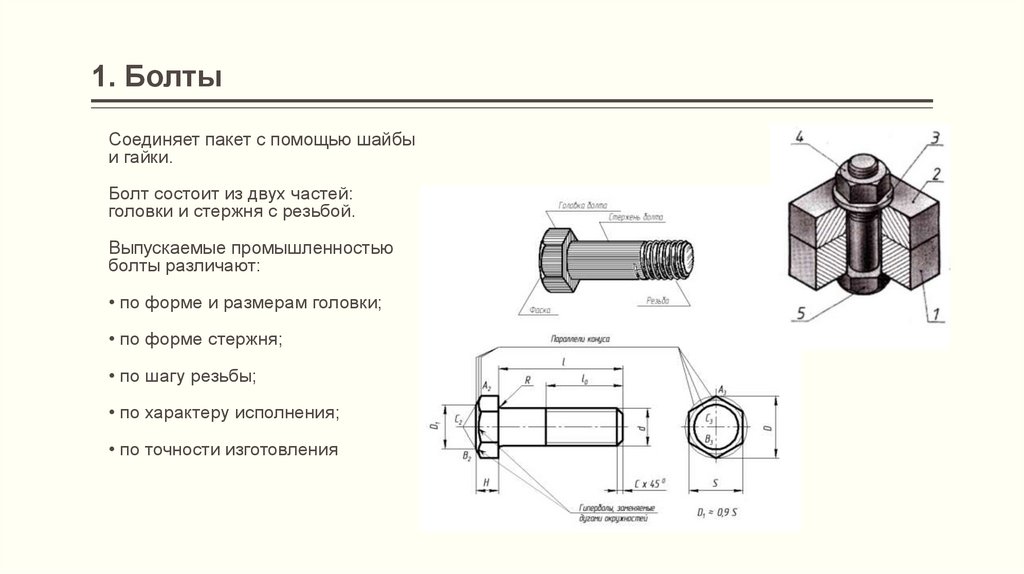
1. БолтыСоединяет пакет с помощью шайбы
и гайки.
Болт состоит из двух частей:
головки и стержня с резьбой.
Выпускаемые промышленностью
болты различают:
• по форме и размерам головки;
• по форме стержня;
• по шагу резьбы;
• по характеру исполнения;
• по точности изготовления
31.
Формы головок болтов32.
Резьбы для крепежных болтовБолты выполняют с метрической резьбой с крупным и мелким шагом, причем для
каждого диаметра d резьбы предусмотрен стандартом лишь один мелкий шаг.
Размеры берутся по: ГОСТ 9150-81, ГОСТ 24705-2004, ГОСТ 8724-81, а допуски
резьбы берутся по ГОСТ 16093-2004.
Для болтов нормальной и повышенной точности изготовления поле допуска
принимают 6g и 8g.
33.
Болты с шестигранной головкой (ГОСТ 7798-70)Номинальный диаметр резьбы от 6 до 48 мм,
длиной от 8 до 300 мм.
Повышенной, нормальной и грубой точности
(классов прочности А, В, С), с нормальной
или уменьшенной головкой, с крупным или
мелким шагом резьбы, 4-х исполнений.
34.
Прочие стандарты35.
Примеры обозначений болтовБолт 3 М12 х 1,25 – 6g х 60.109.40Х.016 ГОСТ 7798-70*
3 – исполнение, М – метрическая резьба, 12 – номинальный диаметр, 1,25 –
мелкий шаг резьбы, 6g – поле допуска, 60 – длина болта, 109 – класс прочности,
40Х – марка стали, 016 – вид покрытия (цинковое, хроматированное), толщиной 6
мкм. Класс точности (в данном примере – В) и размеры головки (в данном
примере – нормальная) определены ГОСТом 7798-70*.
Болт 3 М12 х 1,25 – 6g х 60.109.40Х.016 ГОСТ 7805-70*
В этой записи болта изменился только ГОСТ, а это означает, что это такой же болт,
как в первом примере, но повышенной точности (класса А) и с уменьшенной
головкой под ключ.
36.
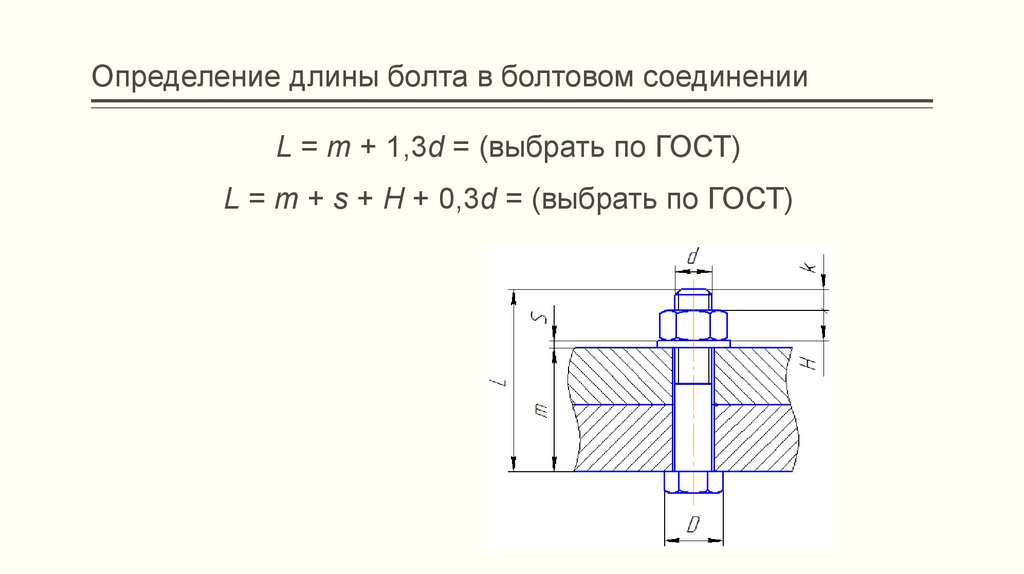
Определение длины болта в болтовом соединенииL = m + 1,3d = (выбрать по ГОСТ)
L = m + s + H + 0,3d = (выбрать по ГОСТ)
37.
2. ВинтыВинты ввинчиваются в отверстия с резьбой
(в гнездо) одной из соединяемых деталей.
Винты подразделяют на крепежные и
установочные.
38.
Винт с цилиндрической головкой ГОСТ 1491-80Наибольшее применение в технике
получили винты крепежные с
цилиндрической головкой, используемые
в соединениях всех видов: с шайбой или
без нее, с утопленными или
неутопленными головками.
Размеры винта берутся из
соответствующих стандартов, а l
рассчитывается в зависимости от
толщины притягиваемой винтом детали,
а затем выбирают ближайшее значение l
из таблиц ГОСТа.
39.
Винт с потайной головкой ГОСТ 17475-80Не меньшее применение находят винты с
потайной головкой.
У винтов с потайной головкой размер l
включает высоту головки винта H.
40.
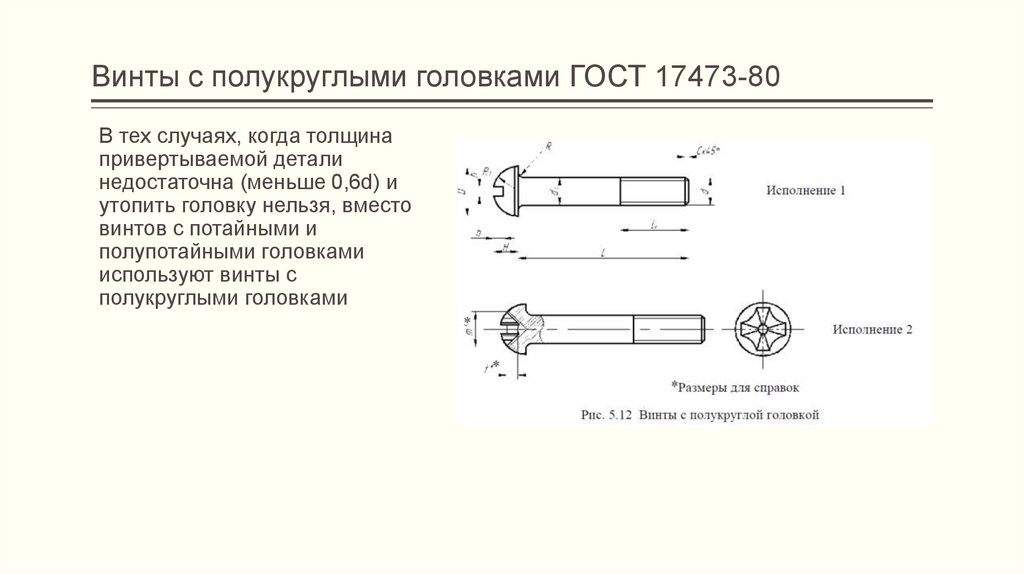
Винты с полукруглыми головками ГОСТ 17473-80В тех случаях, когда толщина
привертываемой детали
недостаточна (меньше 0,6d) и
утопить головку нельзя, вместо
винтов с потайными и
полупотайными головками
используют винты с
полукруглыми головками
41.
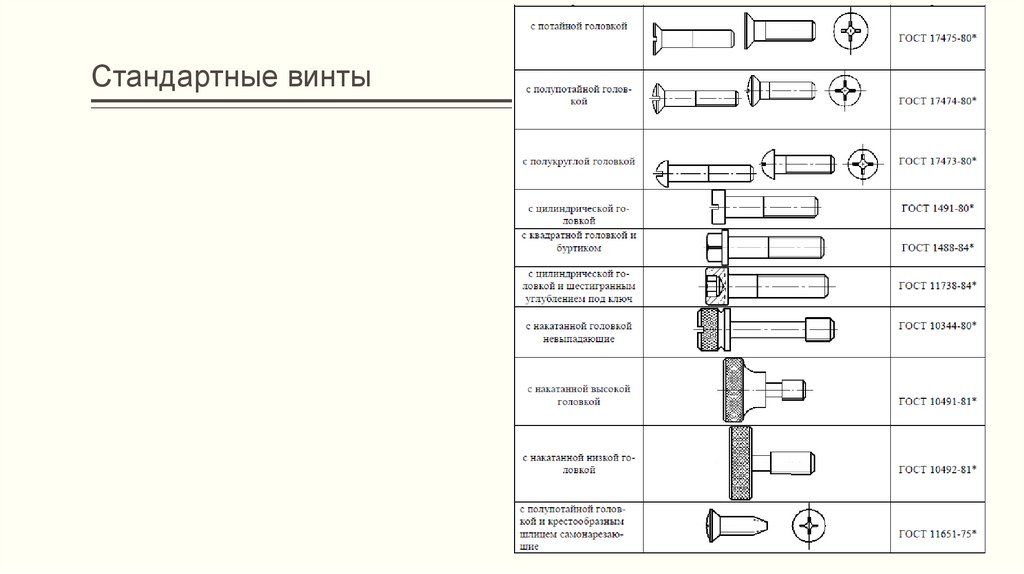
Стандартные винты42.
Стандартныеустановочные винты
43.
Пример обозначения винтовВинт В2.М8×1–8×50.48.016. ГОСТ 17475-80
В – класс точности, 2 – хроматированное исполнение, М – метрическая резьба, 8 –
номинальный диаметр, 1 – мелкий шаг, 8g – поле допуска, 50 – длина винта L, класс
прочности 4.8, 016 – вид покрытия (цинковое, хроматированное), толщиной 6 мкм.
Винт А.М8–6g×50.48 ГОСТ 1491-80
А – класс точности, 1 исполнение (не указывают), М – метрическая резьба с крупным
шагом (не указывают шаг), 6g – поле допуска, 50 – длина L, 4.8 – класс прочности, без
покрытия.
Винт A.M10–6g×25.45H.05 ГОСТ 1488-84
А – класс точности, М10 – метрическая резьба с номинальным диаметром 10, 6g –
поле допуска, 25 – длина L, 45Н – класс прочности, 05 – покрытие.
44.
Определение длины винтаСталь, бронза, титан: L = m + 1d = (выбрать по ГОСТ)
Чугун: L = m + 1,25d (или 1,6d) = (выбрать по ГОСТ)
Легкие сплавы: L = m + 2d (или 2,5d)= (выбрать по ГОСТ)
45.
3. ШпилькиШпилька от болта отличается тем, что у нее
отсутствует головка и на обоих концах имеется
резьба треугольного профиля.
Одним концом шпилька ввертывается в
отверстие детали (этот конец шпильки
называют посадочным), а на другой конец
навертывается гайка (этот конец шпильки
называют стяжным).
Шпильки служат для соединения деталей в
таких местах, где головки болтов по
конструктивным соображениям нежелательны.
46.
Стандарты шпилекШпильки выпускают по ГОСТ 2203276*… ГОСТ 22043-76* классов
точности А и В с диаметром резьбы
2…48 мм и длиной 10…300 мм (рис.
5.14), где L – длина шпильки,
указываемая в обозначении, L0 –
длина гаечного конца (без сбега), L1
– длина резьбы, включая сбег
ввинчиваемого посадочного конца
шпильки.
47.
Обозначение шпилекШпилька М16-6g×120.58 ГОСТ 22032-76
М – метрическая резьба, 16 – номинальный диаметр резьбы с крупным шагом,
6g – поле допуска, 120 – длина шпильки L, 5,8 – выполнена из стали классом
прочности 5,8, без покрытия.
Шпилька 2М16×1,5-8g×120.109.40Х.016 ГОСТ 22032-76
2 – изготовление шпильки с d1 ≈ d2, M – метрическая резьба, 16 – номинальный
диаметр резьбы, 1,5 – мелкий шаг резьбы, 8g – поле допуска, 120 – длина
шпильки, 109 – класс прочности, 40Х – марка стали, 016 – вид покрытия
(цинковое, хроматированное), толщины 6 мкм.
48.
Определение длины шпильки, выбор посадочного концаДлина шпильки определяется так же как и длина
болта:
L = m+ 1,3d = (выбрать по ГОСТ)
L = m + s + H + 0,3d = (выбрать по ГОСТ)
Длина посадочного конца L1 зависит от материала,
в который шпилька ввинчивается:
1d для ввинчивания в резьбовые отверстия в
деталях из стали, бронзы, латуни и титановых
сплавов (ГОСТ 22032…);
1,25×d и 1,6×d – в деталях из ковкого и серого
чугуна (ГОСТ 22034…);
2×d и 2,5×d – в деталях из легкого сплава (ГОСТ
22038…).
49.
4. ГайкиОсновным типом являются
шестигранные гайки
нормальной высоты.
Шестигранные гайки,
выпускаются в одном, в двух и
трёх исполнениях, повышенной,
нормальной и грубой точности
(классов точности А,В и С);
нормальной высоты; низкие,
высокие и особо высокие; с
нормальным или уменьшенным
размером “под ключ”; с крупным
или мелким шагом.
50.
Применение гаекНизкие гайки используют как контргайки для предотвращения самоотвинчивания.
Высокие гайки служат для предотвращения износа резьбы при частом
отвинчивании. Глухие гайки применяют в тех случаях, когда требуется
изолировать конец стержня (ГОСТ 11860-85*). Гайки с накаткой используют при
частом отвинчивании вручную (ГОСТ 14742-69*). Квадратные гайки применяют в
конструкциях, в которых нельзя использовать шестигранные или круглые гайки,
например в клеммной колодке, эти разновидности гаек определены
соответствующим стандартом.
51.
Cтандарты гаек52.
Cтандарты гаек53.
Примеры обозначений гаекГайка 2М12×1,25-6Н.12.40Х.016 ГОСТ 5915-70*
2- исполнение (рис. 5.13), М – метрическая резьба, 12 – номинальный диаметр
резьбы, 1,25- мелкий шаг, 6Н- поле допуска, 12- класс прочности, 40Х – марка стали,
016- вид покрытия (цинковое, хроматированное), толщиной 6 мкм. Гайка нормальной
точности класса В, нормальной высоты (0,8d)-это определяет номер стандарта
Гайка М12-6Н.05 ГОСТ 5918-73
1 – исполнение, т.е. гайка прорезная (не пишут), М – метрическая резьба, 12 –
номинальный диаметр резьбы с крупным шагом (шаг не пишут), 6Н – поле допуска, 0.5
– класс прочности, без покрытия.
Гайка 2М12×1,25-6Н.04.019 ГОСТ 5918-73
2 – исполнение (т.е. корончатая), М – метрическая резьба, 12 – номинальный диаметр
резьбы, 1,25 – мелкий шаг, 6Н –поле допуска, 04 – класс прочности, 016 – вид
покрытия (цинковое, хроматированные) и толщина покрытия 6мкм.
54.
6. ШайбыШайбы применяют в качестве
прокладки под крепёжные детали
для увеличения трении
предотвращения
самоотвинчивания, также для
предохранения поверхности
детали от повреждения при
затяжке гайкой и увеличения
площади опорной гайки.
Кроме того, шайбы способствуют
более равномерному
распределению давления от
болта на соединяемые детали
55.
Типы шайбРазличают шайбы круглые, квадратные, пружинные (представляющие в виде
витка винтового выступа левого направления), многолапчатые, стопорные,
сферические устраняющие перекос шпильки или болта при изменении положения
части соединяемых деталей (ГОСТ 3391 – 70), быстросъёмные (ГОСТ 11648 – 75),
косые для выравнивания уголков полок швеллеров и двутавровых балок (ГОСТ
10906-75).
56.
Стандарты шайб57.
Обозначение шайбШайба А 12.01.08 кп.016 ГОСТ 11371-78*
исполнение 1 (не указывают), класс точности – А, для крепёжной детали с диаметром резьбы 12
мм, с толщиной, установленной стандартом, 01- группа материала, из стали марки 08кп
(указывают для групп 01, 02, 11, 32, так как каждая из них содержит подве марки стали), 0.16 –
вид покрытия (цинковое, хроматированное) и толщина покрытия 6мкм.
Шайба 64.02. Ст3. 016 ГОСТ 11872-89
64- диаметр резьбы круглой шлицевой гайки, 02- группа материала, из стали марки Ст 3, 016вид и толщина покрытия.
Шайба 5.03.016 ГОСТ 11648-75
5- диаметр отверстия, согласованный с диаметром d1 проточки на валу, 03- группа материала,
016- вид и толщина покрытия.
Шайба 12 65Г ГОСТ6402-70*
12- диаметр резьбы крепёжной детали, 65Г – марка стали (пружинная марганцовистая),
исполнение 1 (не пишется), шайба нормального типа (литеру Н не указывают), без покрытия.
Запись в обозначении, например, 12Т определит шайбу пружинную тяжёлого типа, где 12диаметр резьбы крепёжной детали.
58.
Стопорение резьб59.
1.3. ОСНОВЫ РАСЧЁТАРЕЗЬБОВЫХ СОЕДИНЕНИЙ
60.
1. Момент завинчиванияПри завинчивании гайки или винта к гаечному ключу необходимо
приложить момент завинчивания, используемый на преодоление
момента сопротивления в резьбе и момента сил трения на
торце гайки о неподвижную поверхность:
Tзав Tр Tт
Tр- момент сил трения в резьбе
Tт- момент трения на торце гайки.
61.
Момент сопротивления в резьбеРассмотрим взаимодействие элемента гайки с витком
прямоугольной резьбы винта. Развернем виток по среднему
диаметру d2 в наклонную плоскость, а гайку заменим ползуном.
Представим процесс как перемещение ползуна весом Fa вверх по
наклонной плоскости под действием горизонтальной силы Ft.
Сила FR, действующая на элемент гайки со стороны опорной
поверхности, представляет собой равнодействующую нормальной
силы FN и силы трения Fтр. В результате разложения силы FR:
Ft Fa tg(ψ )
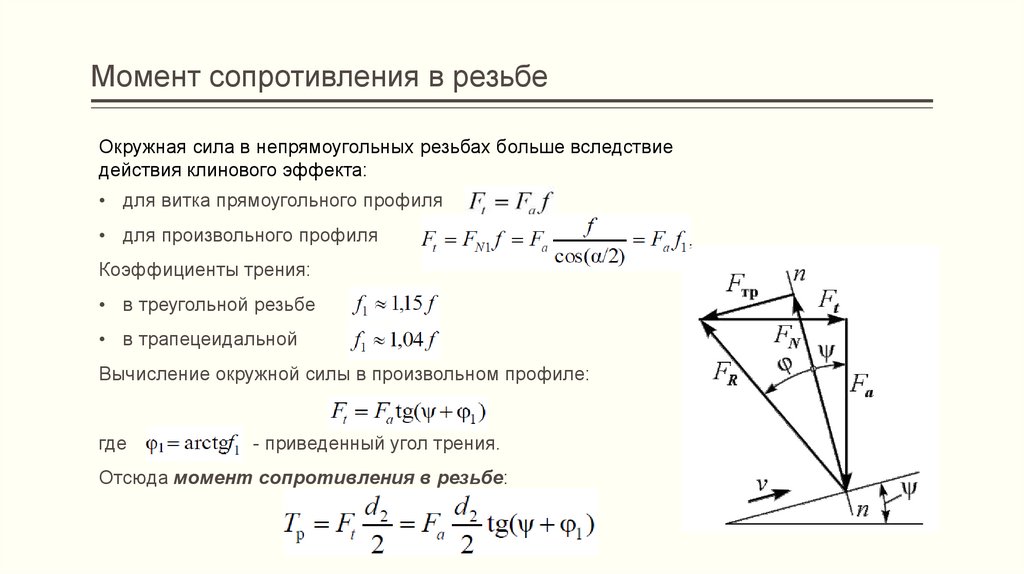
62.
Момент сопротивления в резьбеОкружная сила в непрямоугольных резьбах больше вследствие
действия клинового эффекта:
• для витка прямоугольного профиля
• для произвольного профиля
Коэффициенты трения:
• в треугольной резьбе
• в трапецеидальной
Вычисление окружной силы в произвольном профиле:
где
- приведенный угол трения.
Отсюда момент сопротивления в резьбе:
63.
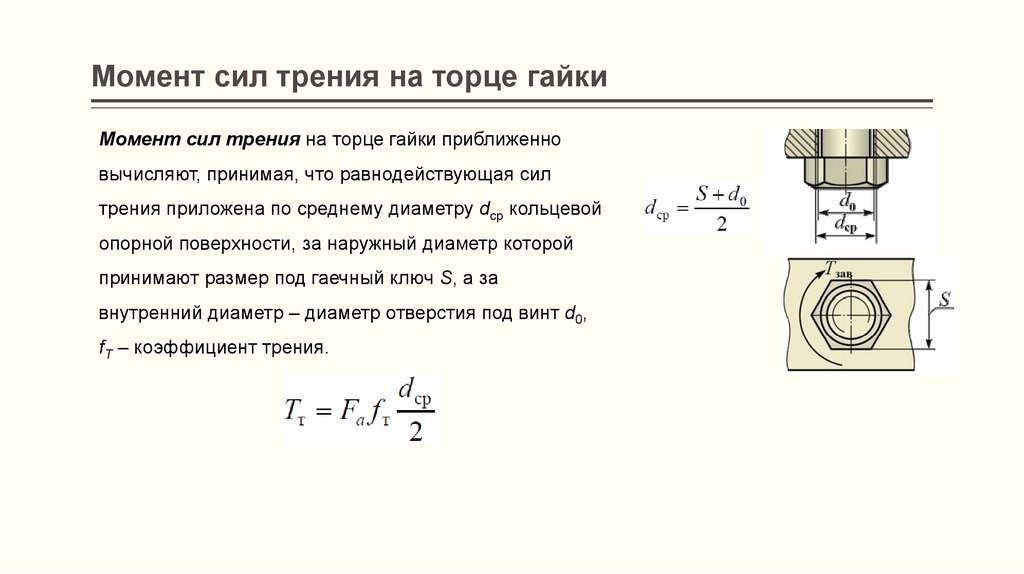
Момент сил трения на торце гайкиМомент сил трения на торце гайки приближенно
вычисляют, принимая, что равнодействующая сил
трения приложена по среднему диаметру dср кольцевой
опорной поверхности, за наружный диаметр которой
принимают размер под гаечный ключ S, а за
внутренний диаметр – диаметр отверстия под винт d0,
fT – коэффициент трения.
64.
Выигрыш в силе при применении винтовыхмеханизмов
Из условия равенства момента завинчивания и момента на ключе
Lкл 14d
Fa 70 F
65.
Коэффициент полезного действия резьбыКПД резьбы определяется как отношение полезной Апол работы на
винте к затрачиваемой работе на ключе Азатр при повороте винта или
гайки на произвольный угол.
При повороте гайки на один оборот полезная работа есть работа осевой
силы Fа на пути, равном ходу Ph винта
затраченная работа есть работа окружной силы Ft на пути, равном
длине окружности среднего диаметра
с учетом
КПД:
66.
Момент отвинчивания и условие самоторможенияПри отвинчивании гайки сила трения в резьбе Fтр меняет
направление. Величина окружной силы Ft в этом случае
зависят от соотношения углов трения φ1 и подъема винтовой
линии ψ. В результате разложения силы FR получим
Момент сопротивления в резьбе при отвинчивании гайки
Условие отсутствия самопроизвольного отвинчивания гайки, то
есть
возможно при
условие самоторможения резьбы:
отсюда