

 industry
industrySimilar presentations:










Автоматизация систем станков с числовым программным управлением фрезерно-расточной группы
1.
Министерство науки и высшего образования Российской ФедерацииФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ
ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ВЫСШЕГО ОБРАЗОВАНИЯ
«ОРЕНБУРГСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ»
Аэрокосмический институт
Кафедра систем автоматизации производства
Автоматизация систем станков с числовым программным
управлением фрезерно-расточной группы
Исполнитель
студент группы З-16АТП (ба) ОП-2 Дмитриев Л. В.
2.
Актуальность темыВ машиностроении остается оборудование повышенной степени
точности, но с ограниченными возможностями обработки.
Автоматизация данного оборудования позволяет расширить
возможности металлообработки, а также значительно снизить
затраты на новое оборудование путем автоматизации уже
имеющегося.
2
3.
Цели – Повышение качества обработки, выработки станка напримере модели 2254ВМФ4.
Задачи:
- Выбор направления модернизации;
- Интеграция нового УЧПУ в станок;
- Проектирование цепей защиты.
3
4.
Структурная схема системы ЧПУМеханическая часть
Электропривод
ЧПУ
Измерительная
система
4
5.
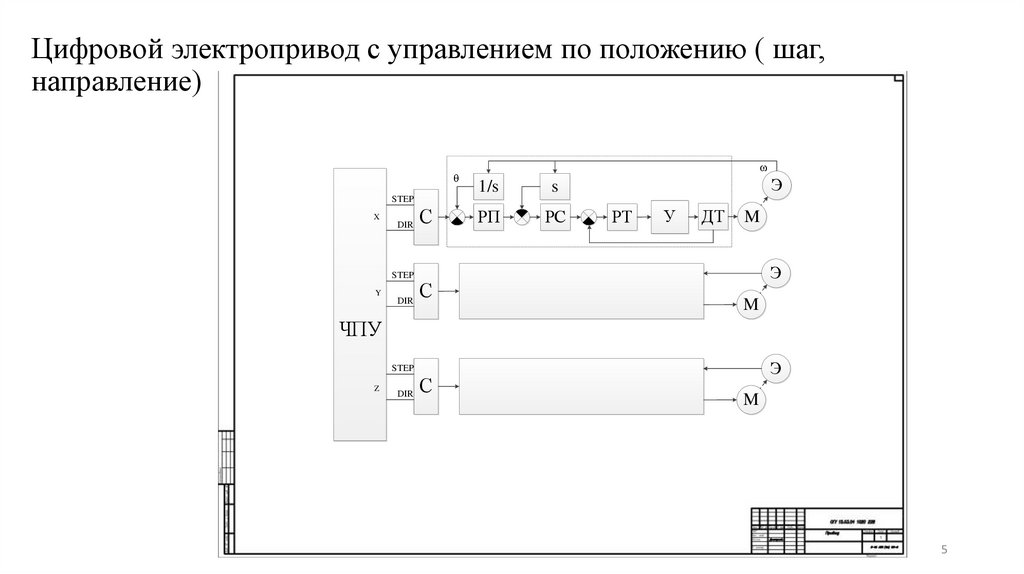
Цифровой электропривод с управлением по положению ( шаг,направление)
θ
STEP
X
DIR
STEP
Y
DIR
С
С
ω
1/s
s
РП
РС
Э
РТ
У
ДТ
M
Э
M
ЧПУ
Э
STEP
Z
DIR
С
M
5
6.
Аналоговый привод с обратной связью и управлением поскорости
θx
X
ωзx
ДП
Eω
ωp
РС
РТ
У
ДТ
M
ДС
θy
Y
ДП
ωзy
ЧПУ
M
ДС
θz
Z
ДП
ωзz
M
ДС
6
7.
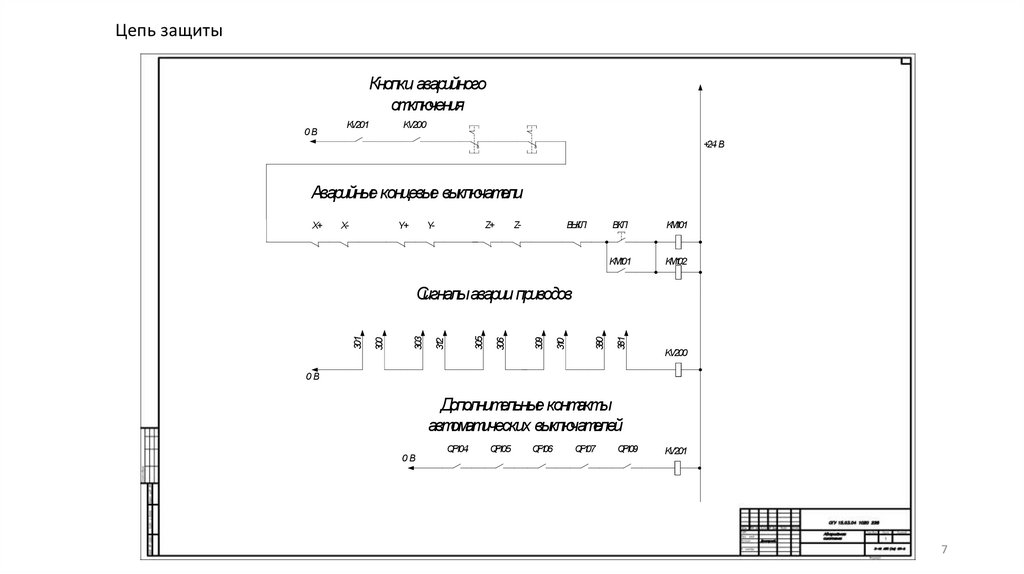
Цепь защитыКнопки аварийного
отключения
0В
KV201
KV200
+24 В
Аварийные концевые выключатели
X+
X-
Y+
Z+
Y-
Z-
ВЫКЛ
ВКЛ
KM101
KM101
KM102
381
380
310
309
306
305
312
303
300
301
Сигналыаварии приводов
KV200
0В
Дополнительные контакты
автоматических выключателей
0В
QF104
QF105
QF106
QF107
QF109
KV201
7
8.
ЗаключениеВ ходе работы были выбрано устройство ЧПУ, спроектирована цепь защиты, показаны системы
приводов осей. Это позволило повысить выработку станка, повысило качество обработки. Цепь защиты
позволит предотвратить аварийные ситуации.
Для завершения автоматизации необходимо:
• Проработать схемы электроавтоматики;
• Настроить контуры положения осей;
• Написать процедуры поиска исходной точки осей;
• Написать процедуры смены инструмента.
8