 industry
industrySimilar presentations:



")




")
")
Классификация производственных потоков. Типы швейных потоков. Лекция №3
1.
1Лекция №3
«КЛАССИФИКАЦИЯ ПРОИЗВОДСТВЕННЫХ ПОТОКОВ. ТИПЫ
ШВЕЙНЫХ ПОТОКОВ»
План лекции:
1 Общие сведения о производственных потоках
2 Типы потоков
3 Классификация производственных потоков
1
Непоточное производство
отсутствует равенство или
кратность продолжительности
операций;
нет ритмичной повторяемости
работ.
Недостатки непоточного производства:
Пролёживание полуфабриката в ожидании следующих операций
Неупорядоченность маршрута перемещения деталей и
полуфабрикатов
Простои оборудования и рабочих
Непредсказуемость и сложность управления процессом
изготовления одежды
Разделение
труда
(поточное
производство)
–
экономическое
явление, при котором происходит профессиональная специализация,
сужение и иногда углубление функций отдельного специалиста.
Общий производственный процесс разбивается на предельно простые
операции, каждую из которых выполняет отдельный человек либо
механизм.
2.
2Поточное производство
все операции согласованы во времени и повторяются через строго
установленные интервалы;
все рабочие места специализированные и располагаются в
соответствии с ходом технологического процесса;
передача полуфабриката с операции на операцию выполняется
немедленно после ее выполнения, т.е. процесс НЕПРЕРЫВНЫЙ.
Основные черты поточного производства
Непрерывность движения обрабатываемых предметов (деталей,
узлов, изделий);
Закрепление каждой организационной операции за определенным
рабочим местом;
Расположение оборудования и рабочих мест в соответствии с
технологической последовательностью обработки изделия;
Механизация передачи обрабатываемых изделий от операции к
операции;
Ритмичность работы на всех рабочих местах за счет одинаковых
затрат времени на выполнение операций, закрепленных за каждым
рабочим местом.
3.
32
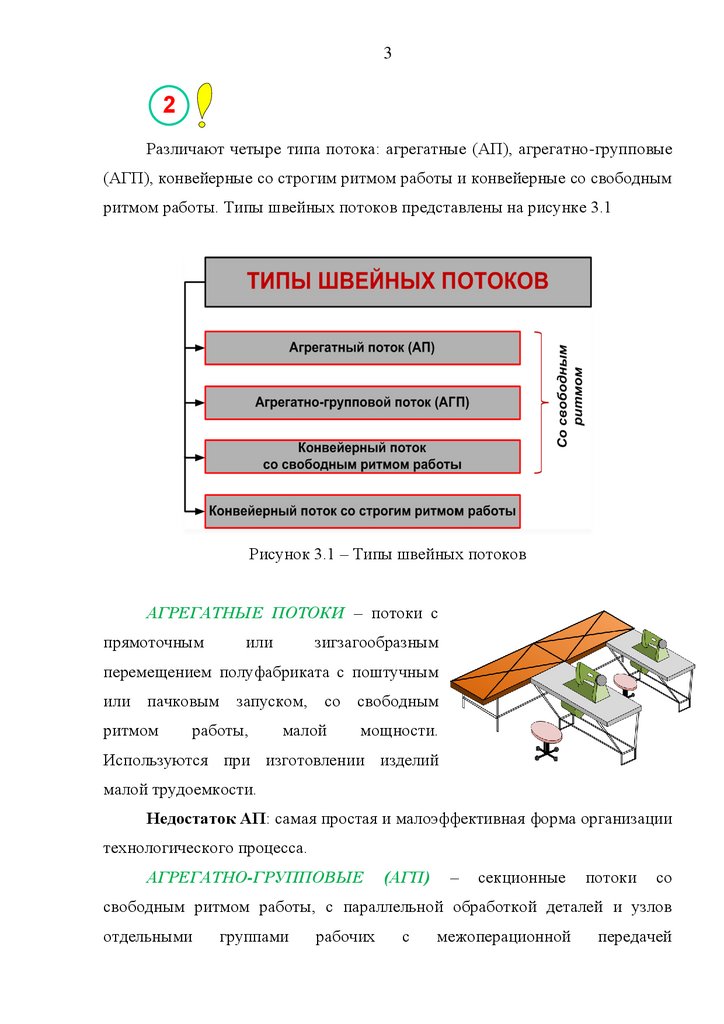
Различают четыре типа потока: агрегатные (АП), агрегатно-групповые
(АГП), конвейерные со строгим ритмом работы и конвейерные со свободным
ритмом работы. Типы швейных потоков представлены на рисунке 3.1
Рисунок 3.1 – Типы швейных потоков
АГРЕГАТНЫЕ ПОТОКИ – потоки с
прямоточным
или
зигзагообразным
перемещением полуфабриката с поштучным
или пачковым
ритмом
запуском, со свободным
работы,
малой
мощности.
Используются при изготовлении изделий
малой трудоемкости.
Недостаток АП: самая простая и малоэффективная форма организации
технологического процесса.
АГРЕГАТНО-ГРУППОВЫЕ
(АГП)
–
секционные
потоки
со
свободным ритмом работы, с параллельной обработкой деталей и узлов
отдельными
группами
рабочих
с
межоперационной
передачей
4.
4полуфабриката пачками с помощью бесприводных транспортных устройств.
АГП применяется при изготовлении белья, мужских сорочек, детских
костюмов, легких платьев, брюк, а также в заготовительных секциях при
пошиве верхней одежды.
Основные условия организации АГП:
Разделение всего процесса изготовления изделия на секции, а затем
заготовительной секции – на группы по обработке отдельных узлов
Обработка каждого узла производится отдельной группой рабочих,
численность которых зависит от трудоемкости узла
Изготовление
узлов
изделия
осуществляется
одновременно,
т.е.
синхронно.
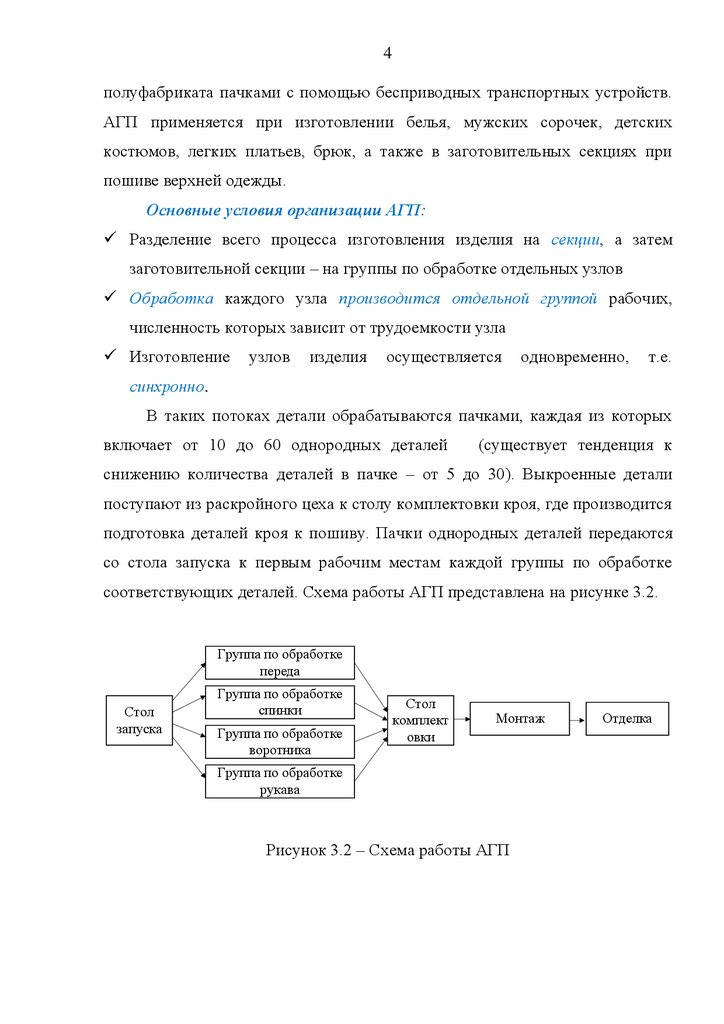
В таких потоках детали обрабатываются пачками, каждая из которых
включает от 10 до 60 однородных деталей
(существует тенденция к
снижению количества деталей в пачке – от 5 до 30). Выкроенные детали
поступают из раскройного цеха к столу комплектовки кроя, где производится
подготовка деталей кроя к пошиву. Пачки однородных деталей передаются
со стола запуска к первым рабочим местам каждой группы по обработке
соответствующих деталей. Схема работы АГП представлена на рисунке 3.2.
Группа по обработке
переда
Стол
запуска
Группа по обработке
спинки
Группа по обработке
воротника
Стол
комплект
овки
Монтаж
Группа по обработке
рукава
Рисунок 3.2 – Схема работы АГП
Отделка
5.
5Достоинства АГП:
Параллельная обработка деталей и узлов изделия
Применение бесприводных транспортных средств для передачи
полуфабрикатов
Запуск деталей пачками
Специализация рабочих мест, лучшее использование оборудования
(чем в АП)
Полное освоение рабочими всех операций по обработке данного узла,
следовательно, возможность взаимозаменяемости в случае невыхода на
работу и взаимопомощь, кроме того, минимальны потери на освоение
операций при смене моделей.
Недостатки АГП:
Увеличение объема незавершенного производства (НП), т.к. работа
осуществляется пачками
Требование постоянного наблюдения за синхронностью изготовления
узлов
Усложнение планировки потока
АГП применяется при изготовлении стабильных малогабаритных
изделий при большой и средней мощности потока.
КОНВЕЙЕРНЫЕ ПОТОКИ СО СТРОГИМ РИТМОМ – это потоки, в
которых время перемещения транспортера строго согласуется со временем
выполнения операции.
Таким образом, конвейер не просто
перемещает детали, а за время, равное
такту, перемещается на величину, равную
шагу ячейки. Взяв детали из движущейся с
постоянной
исполнитель
скоростью
после
выполнения
ячейки,
операции
должен
обработанные детали в ту же ячейку, из которой их взял.
успеть
вернуть
6.
6Достоинства конвейерных потоков со строгим ритмом:
Высокая организованность коллектива исполнителей
Облегчение
труда,
благодаря
механизации
транспортирования
полуфабрикатов
Сокращение НП и производственного цикла (ПЦ)
Простота учета и обслуживания потока
Недостатки конвейерных потоков со строгим ритмом:
Строгий ритм требует тщательных расчетов потока, его перерасчета и
перестановки рабочих мест при смене моделей
Строгое
согласование
необходимость
времени
нарушения
операции
технологической
иногда
вызывает
целесообразности
комплектования операций
Эти
потоки
требуют
полного
обеспечения
рабочей
силой
и
ограничивают индивидуальные способности.
Применяются при изготовлении трудоемких и крупногабаритных
изделий стабильного ассортимента.
КОНВЕЙЕРНЫЕ ПОТОКИ СО СВОБОДНЫМ РИТМОМ – это
потоки со свободным ритмом, оснащенные транспортной системой, с
размещением рабочих мест по ходу
технологического
процесса
вдоль
транспортера.
Ритмичность и непрерывность
производства обеспечивается за счет
запаса незавершенного производства
на рабочих местах. Могут работать в
режиме диспетчер-операция-диспетчер (ДОД) или диспетчер-операцияоперация (ДОО). Они могут быть с прямоточным и круговым перемещением
полуфабрикатов в коробках, каретках-зажимах различной конструкции.
7.
7Наиболее распространены конвейерные круговые потоки. Самые простые –
ленточные.
Достоинства конвейерных потоков со свободным ритмом:
Позволяет специализировать рабочие места и более полно использовать
оборудование даже в потоках малой мощности.
Дают возможность изготавливать изделия небольшими партиями без
заметной перестройки процесса
Способствуют
более
полному
использованию
индивидуальной
производительности труда
Недостатки конвейерных потоков со свободным ритмом:
Увеличение НП по сравнению с АП и конвейерным потоком со строгим
ритмом
Затрудняет изготовление моделей с большими отклонениями в
трудоемкости
Усложняется учет НП и выполнения норм выработки.
3
КЛАССИФИКАЦИЯ ШВЕЙНЫХ ПОТОКОВ:
1 По количеству моделей, изготавливаемых в потоке:
Узкоспециализированные
Многомодельные
Многоассортиментные
2 По структуре:
Секционные
Несекционные
8.
8В секционных потоках выделяют специализированные по общности
участки – секции. В швейных потоках принято выделять три секции:
Заготовительную (ЗС), монтажную (МС) и отделочную (ОС).
В ЗС сосредоточены операции по обработке отдельных узлов и
деталей. Могут быть выделены группы по обработке отдельных сборочных
единиц (перед, спинка).
В МС вносят операции по сборке деталей и узлов (наиболее
стабильные операции), которые зависят от модели.
ОС предусматривает выполнение заключительных операций ВТО
изделия, пришивания пуговиц и т.д.
3 По организационной форме работы:
Со строгим ритмом работы
Со свободным ритмом работы
Комбинированные
Организационная форма определяется его ритмом или тактом.
Под тактом понимается определенный промежуток времени между
следующими друг за другом выпусками или запусками единиц продукции.
Потоки
со
согласованностью
строгим
между
ритмом
тактом
потока
характеризуются
и
скоростью
строгой
перемещения
конвейера, связывающего рабочие места в одну линию.
В потоках со свободным ритмом скорость транспортного средства не
регламентирует продолжительность операции. Ритмичность достигается
рядом организационных мероприятий.
4 По способу внутрипроцессного транспортирования
полуфабрикатов:
Конвейерные
Неконвейерные
9.
9Конвейерные потоки могут работать в двух режимах:
Д-О-О
Д-О-Д
В конвейерных потоках со строгим ритмом всегда Д-О-О.
В конвейерных потоках со свободным ритмом может быть как Д-О-О,
так и Д-О-Д.
5 По виду движения предметов труда:
Параллельные
Последовательные
Комбинированные
Параллельное движение предметов труда характеризуется
выделением групп. Группы могут быть с подетальной специализацией
(ПСУ), а могут быть с технологической специализацией (ТСУ )( по
общности оборудования: вышивальное оборудование, прессы для
дублирования и т.д.).
При последовательном движении операции выполняются на
оборудовании, которое поставлено в линию или по кругу.
6 По способу рассадки рабочих (по расположению оборудования):
Прямолинейные
Круговые
Групповые
Прямолинейные потоки представлены на рисунке 3.3.
10.
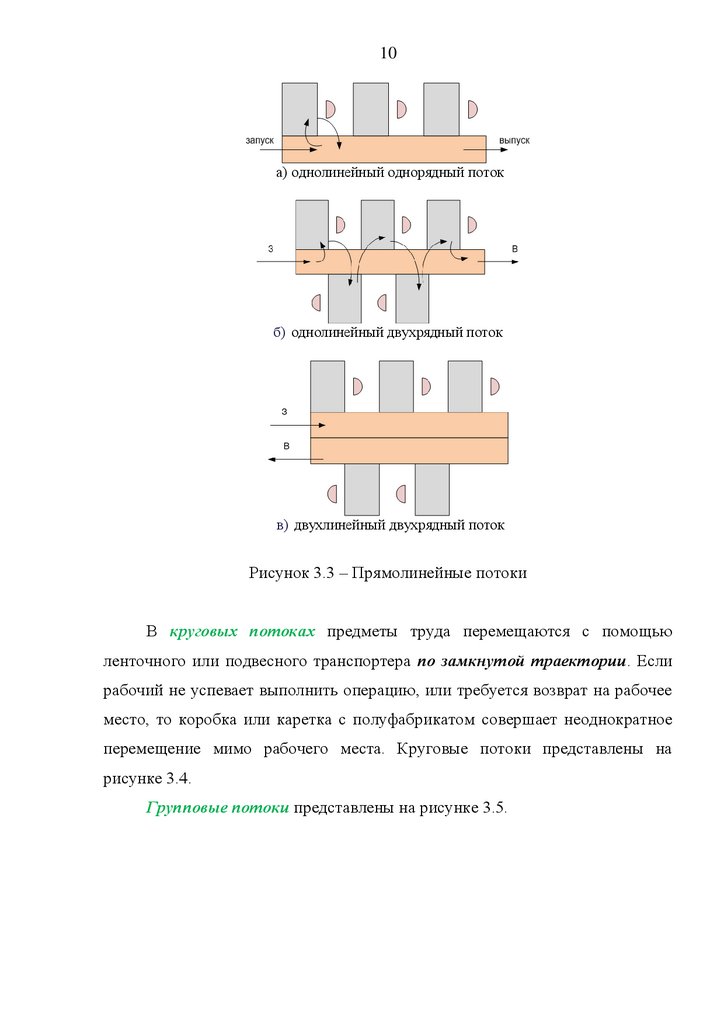
10а) однолинейный однорядный поток
б) однолинейный двухрядный поток
в) двухлинейный двухрядный поток
Рисунок 3.3 – Прямолинейные потоки
В круговых потоках предметы труда перемещаются с помощью
ленточного или подвесного транспортера по замкнутой траектории. Если
рабочий не успевает выполнить операцию, или требуется возврат на рабочее
место, то коробка или каретка с полуфабрикатом совершает неоднократное
перемещение мимо рабочего места. Круговые потоки представлены на
рисунке 3.4.
Групповые потоки представлены на рисунке 3.5.
11.
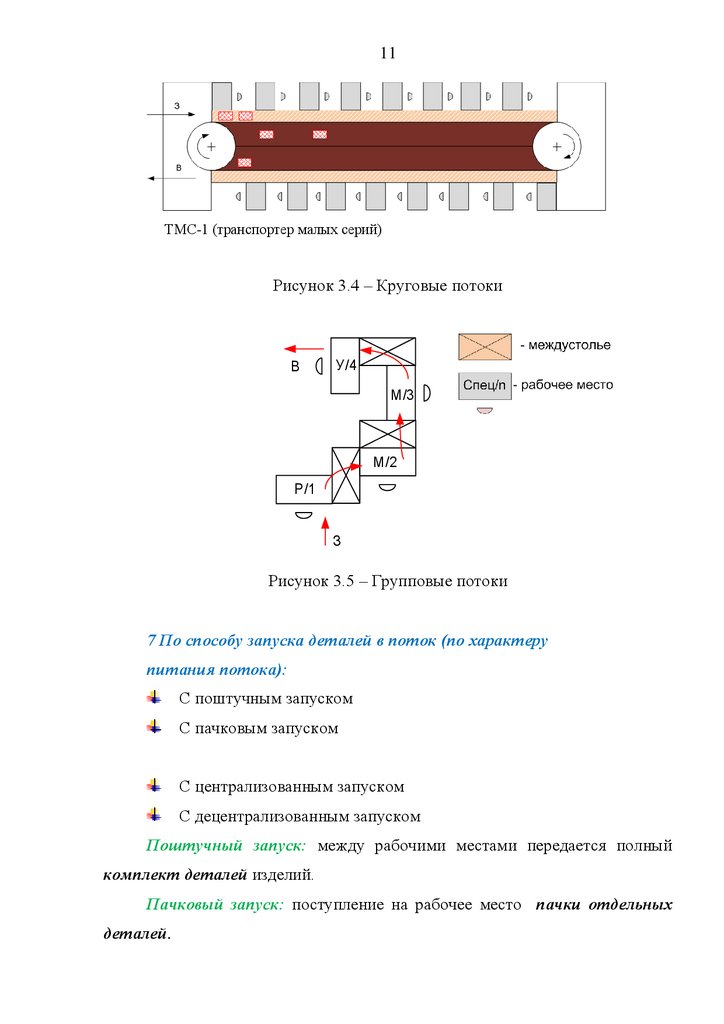
11ТМС-1 (транспортер малых серий)
Рисунок 3.4 – Круговые потоки
В
У/4
М/3
М/2
Р/1
З
Рисунок 3.5 – Групповые потоки
7 По способу запуска деталей в поток (по характеру
питания потока):
С поштучным запуском
С пачковым запуском
С централизованным запуском
С децентрализованным запуском
Поштучный запуск: между рабочими местами передается полный
комплект деталей изделий.
Пачковый запуск: поступление на рабочее место пачки отдельных
деталей.
12.
12Количество пачек деталей называется транспортной партией.
Централизованный
запуск
характеризуется
последовательным
поступлением к рабочим местам полного комплекта деталей со стола
запуска.
Децентрализованный запуск характеризуется подачей пачек кроя
непосредственно к рабочим местам их обработки или готовых узлов к местам
их соединения с полуфабрикатом.
8 По мощности:
Малая
Большая
Средняя
Мощность швейного потока оценивается двумя показателями:
М (ед/см) – сменный выпуск продукции,
N (чел.) – количество рабочих в потоке.
Классификация швейных потоков по мощности указана в нормативном
документе «Инструкция по расчету производственных мощностей
предприятий швейной промышленности (крупных, средних и мелкого
бизнеса) в условиях рыночной экономики» (Издательство ЦНИИШП).
9 По преемственности смен:
Съемные
Несъемные
В съемных потоках рабочие каждой смены по окончании рабочего дня
снимают поступившие к ним предметы труда и выкладывают их в места
хранения. Обработку этих изделий они продолжают на следующий день.
Несъемные потоки более производительны и отличаются большей
непрерывностью, чем съемные, так как обработку изделий, запущенных в
поток в одной смене, продолжают рабочие другой смены.
Как правило, используются несъемные потоки.
13.
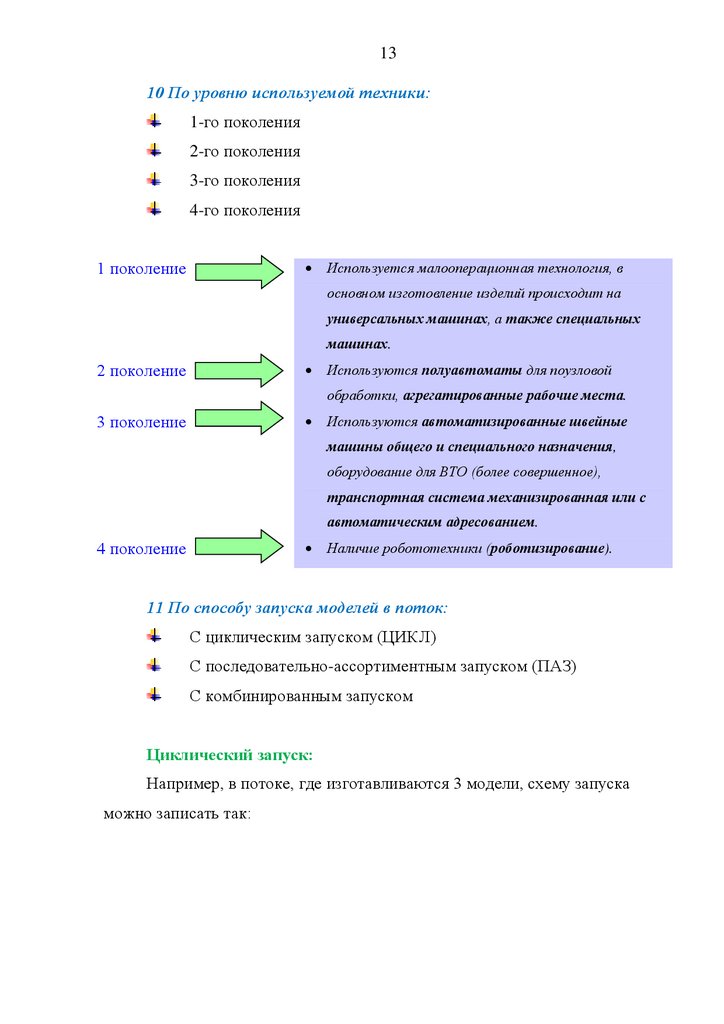
1310 По уровню используемой техники:
1-го поколения
2-го поколения
3-го поколения
4-го поколения
1 поколение
Используется малооперационная технология, в
основном изготовление изделий происходит на
универсальных машинах, а также специальных
машинах.
2 поколение
Используются полуавтоматы для поузловой
обработки, агрегатированные рабочие места.
3 поколение
Используются автоматизированные швейные
машины общего и специального назначения,
оборудование для ВТО (более совершенное),
транспортная система механизированная или с
автоматическим адресованием.
4 поколение
Наличие робототехники (роботизирование).
11 По способу запуска моделей в поток:
С циклическим запуском (ЦИКЛ)
С последовательно-ассортиментным запуском (ПАЗ)
С комбинированным запуском
Циклический запуск:
Например, в потоке, где изготавливаются 3 модели, схему запуска
можно записать так:
14.
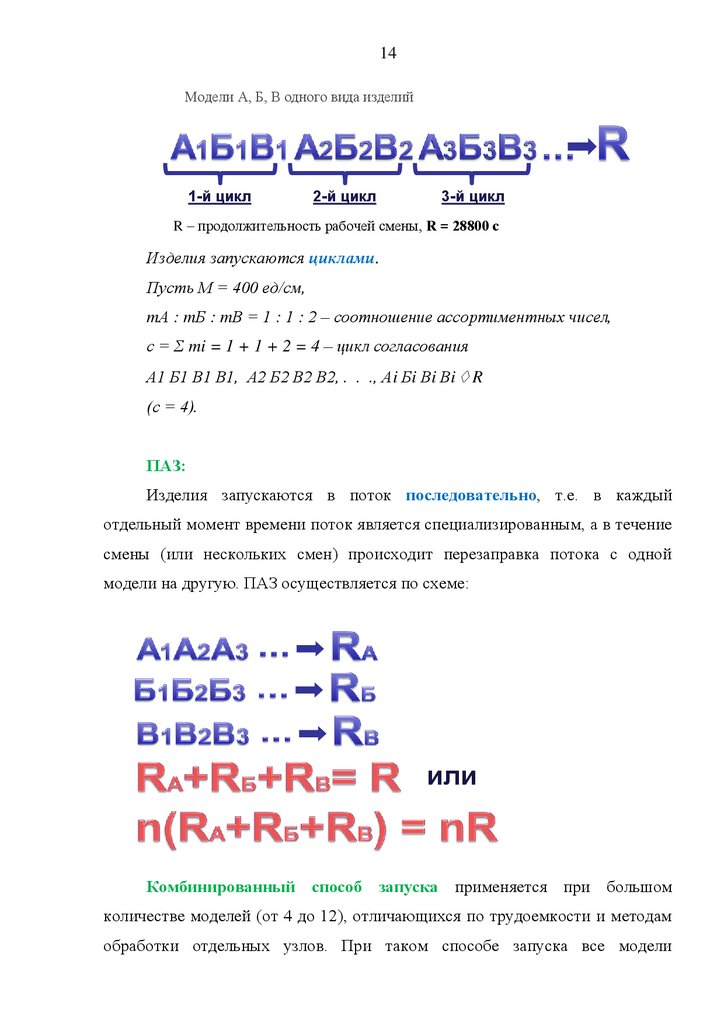
14Модели А, Б, В одного вида изделий
1-й цикл
2-й цикл
3-й цикл
R – продолжительность рабочей смены, R = 28800 с
Изделия запускаются циклами.
Пусть М = 400 ед/см,
mА : mБ : mВ = 1 : 1 : 2 – соотношение ассортиментных чисел,
с = Σ mi = 1 + 1 + 2 = 4 – цикл согласования
А1 Б1 В1 В1, А2 Б2 В2 В2, . . ., Аi Бi Вi Вi R
(с = 4).
ПАЗ:
Изделия запускаются в поток последовательно, т.е. в каждый
отдельный момент времени поток является специализированным, а в течение
смены (или нескольких смен) происходит перезаправка потока с одной
модели на другую. ПАЗ осуществляется по схеме:
или
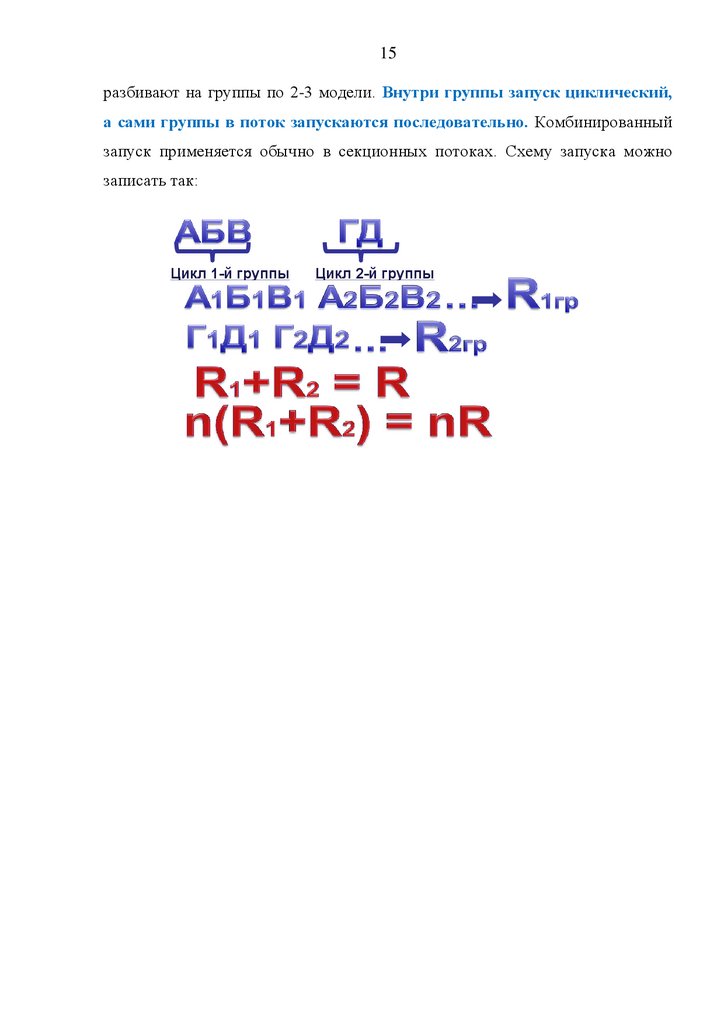
Комбинированный способ запуска применяется при большом
количестве моделей (от 4 до 12), отличающихся по трудоемкости и методам
обработки отдельных узлов. При таком способе запуска все модели
15.
15разбивают на группы по 2-3 модели. Внутри группы запуск циклический,
а сами группы в поток запускаются последовательно. Комбинированный
запуск применяется обычно в секционных потоках. Схему запуска можно
записать так:
Цикл 1-й группы
Цикл 2-й группы