



















 drafting
draftingSimilar presentations:










Допуски и посадки
1.
А2.
Б3.
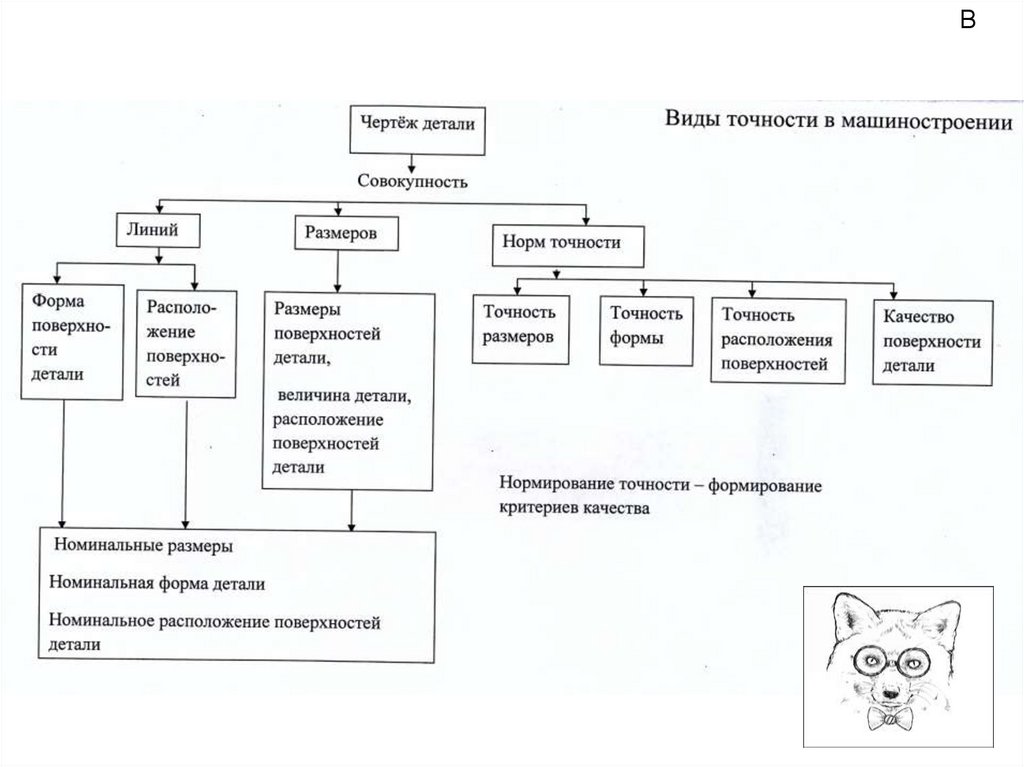
В4.
1Классификация размеров
на чертеже
5.
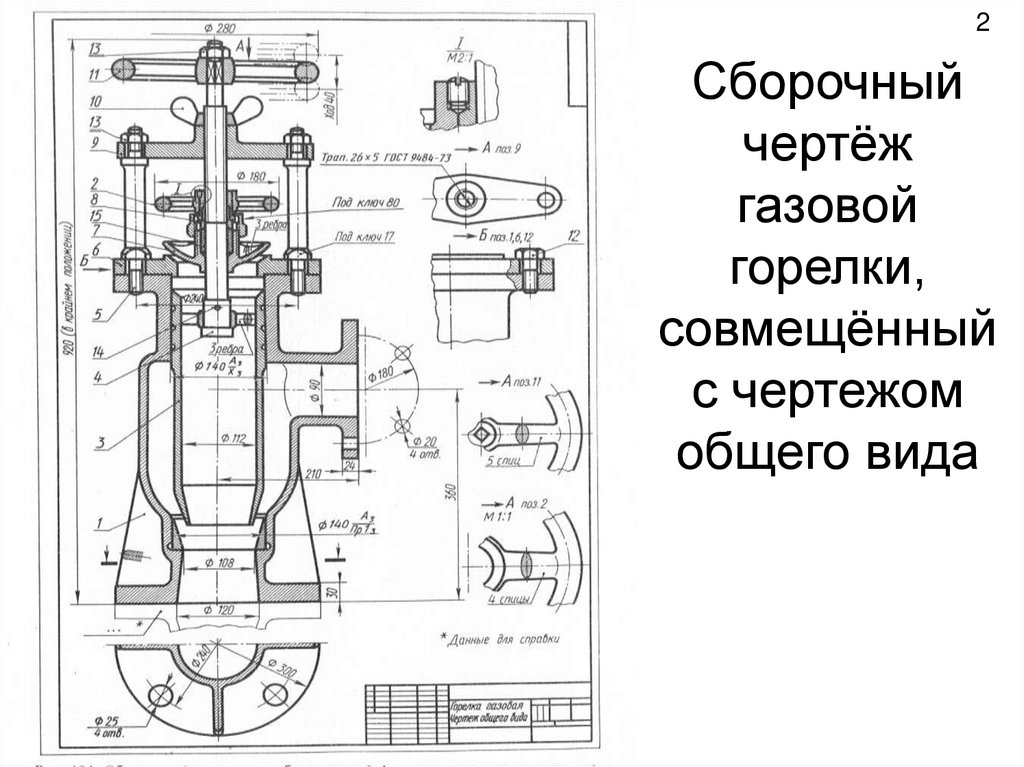
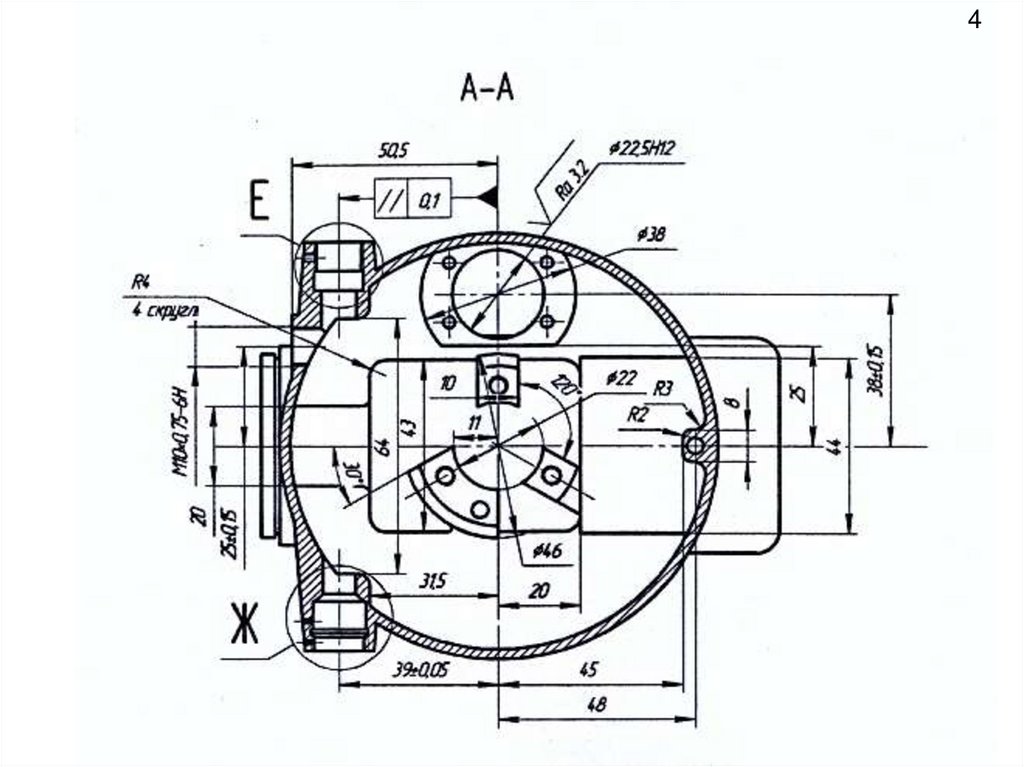
2Сборочный
чертёж
газовой
горелки,
совмещённый
с чертежом
общего вида
6.
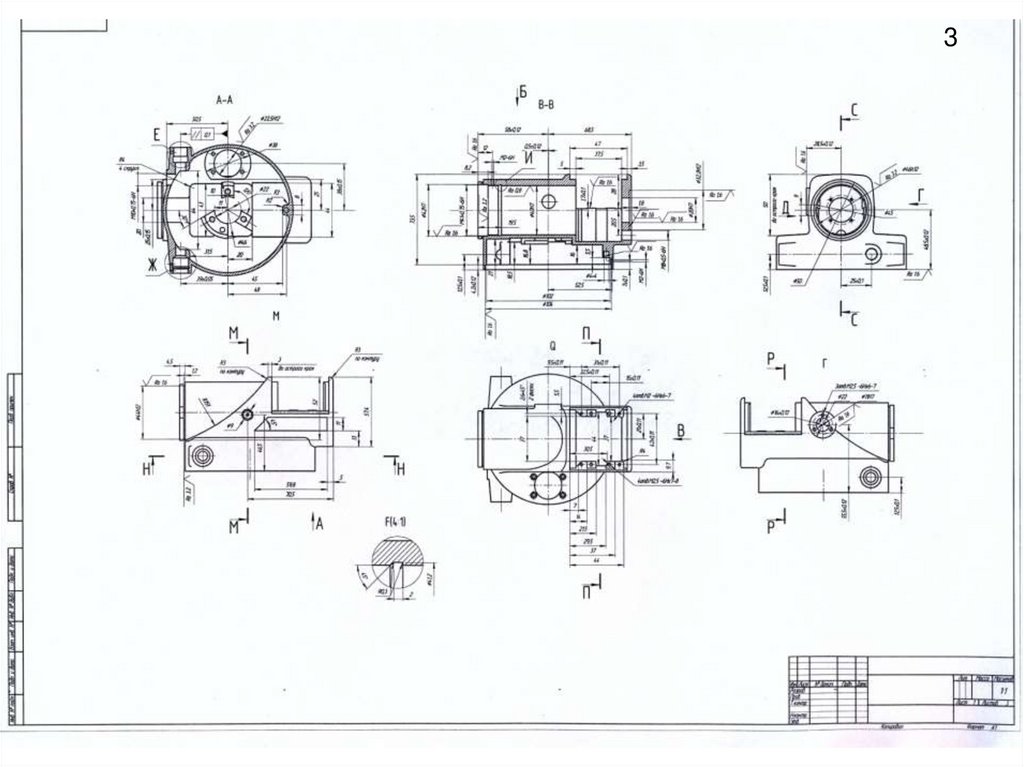
37.
48.
59.
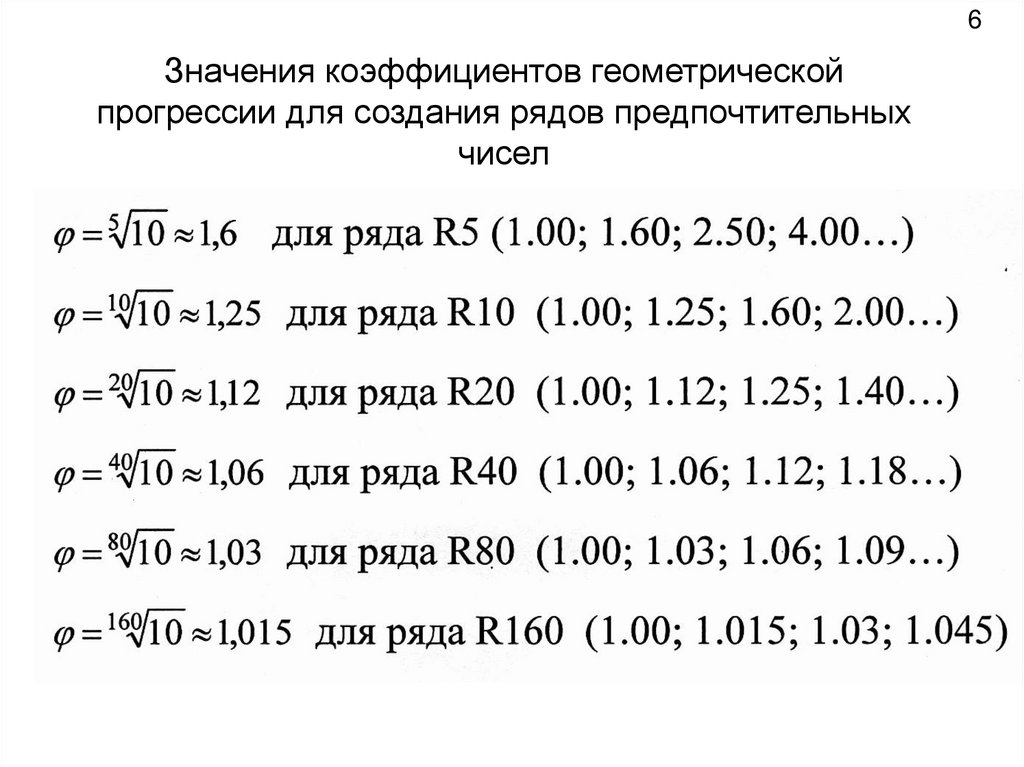
6Значения коэффициентов геометрической
прогрессии для создания рядов предпочтительных
чисел
10.
7Допуски и посадки
11.
812.
913.
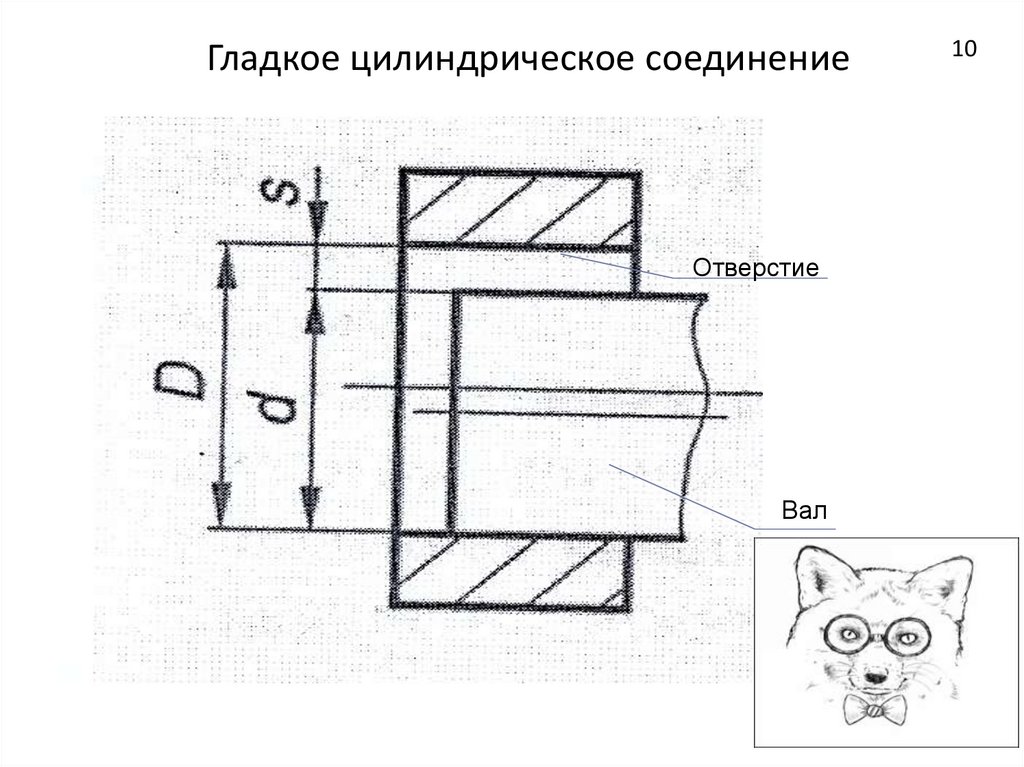
Гладкое цилиндрическое соединениеОтверстие
Вал
10
14.
1115.
Условное графическое изображениеполей допусков деталей соединения
втулка
вал
12
16.
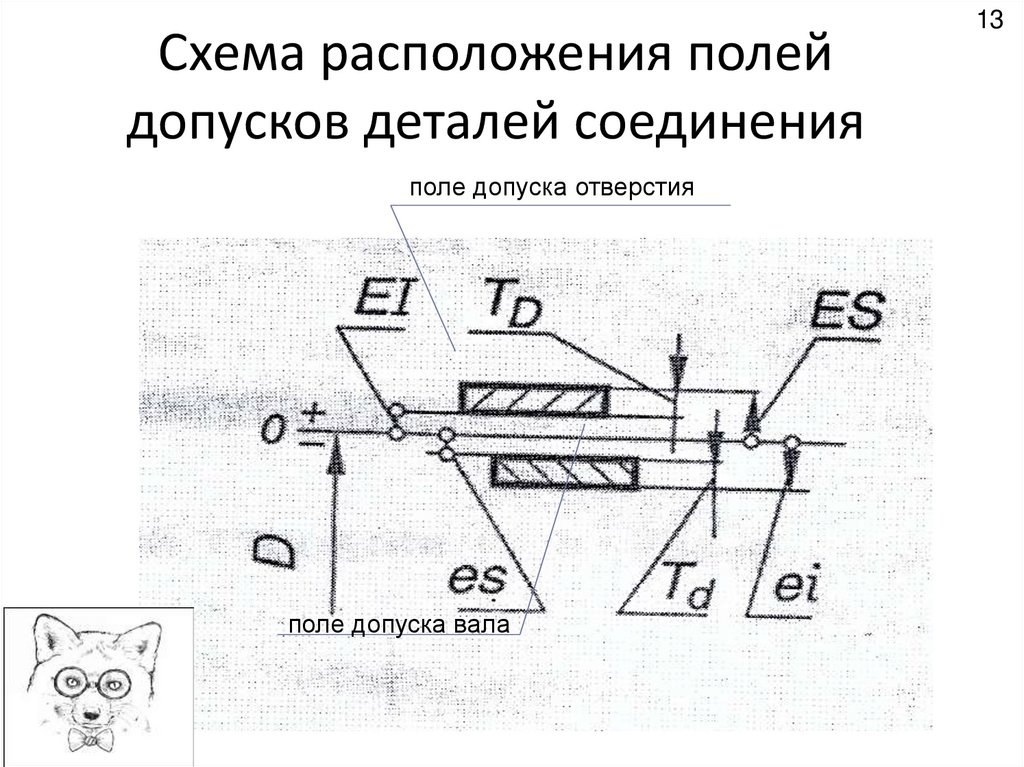
Схема расположения полейдопусков деталей соединения
поле допуска отверстия
поле допуска вала
13
17. Посадки
14Посадки
18.
15Посадки с зазором
19.
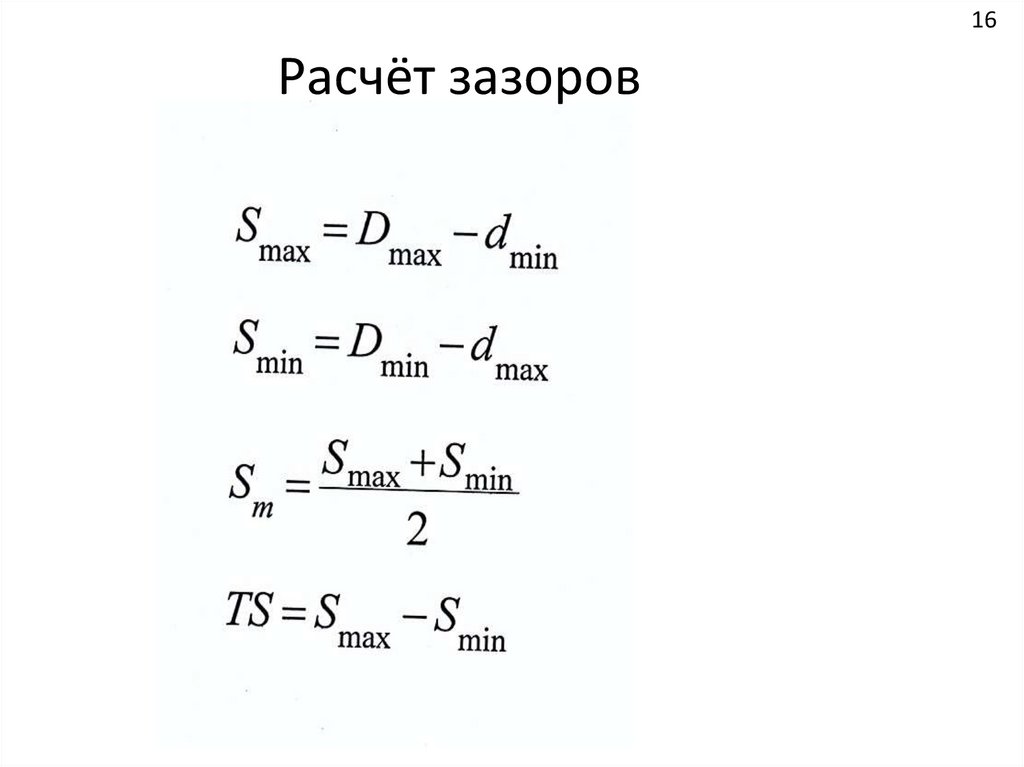
16Расчёт зазоров
20.
17Посадки с натягом
21.
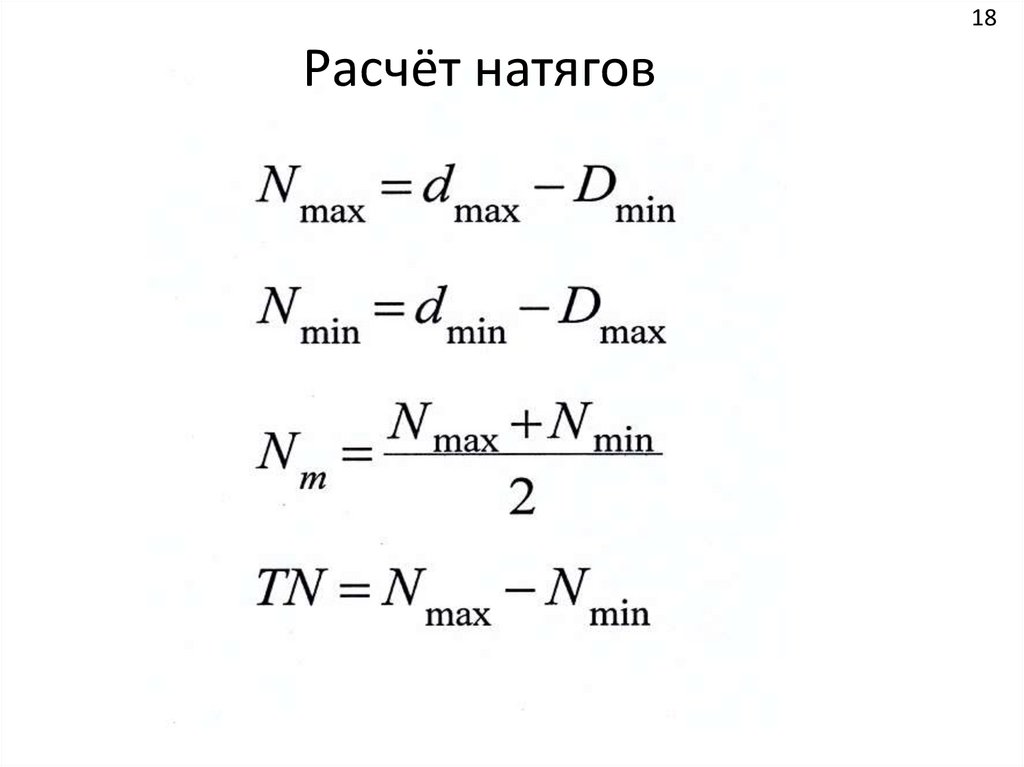
18Расчёт натягов
22.
190
Переходные посадки
23.
20Переходные
посадки
ах
24. Единая система допусков и посадок ЕСДП
21Единая система допусков и
посадок ЕСДП
25. Основные стандарты ЕСДП
22Основные стандарты ЕСДП
ГОСТ 25346 – 82 Единая система допусков и посадок.
Общие положения, ряды допусков и основных
отклонений
ГОСТ 25347 – 82 Единая система допусков м посадок.
Поля допусков и рекомендуемые посадки (1 мм - 3150
мм)
ГОСТ 25348 – 82 Единая система допусков и посадок.
Поля допусков и рекомендуемые посадки (3150 мм –
10000 мм)
26. Принципы построения ЕСДП
23Принципы построения ЕСДП
1. Способы образования посадок – система
отверстия и система вала.
2. Расположение поля допуска основной
детали – одностороннее предельное.
3. Единица допуска.
4. Уровни (квалитеты) точности.
5. Диапазоны и интервалы размеров.
6. Основные отклонения и образование
посадок.
7. Рекомендуемые посадки и поля допусков
предпочтительного применения.
8. Нормальная температура при измерении и
контроле.
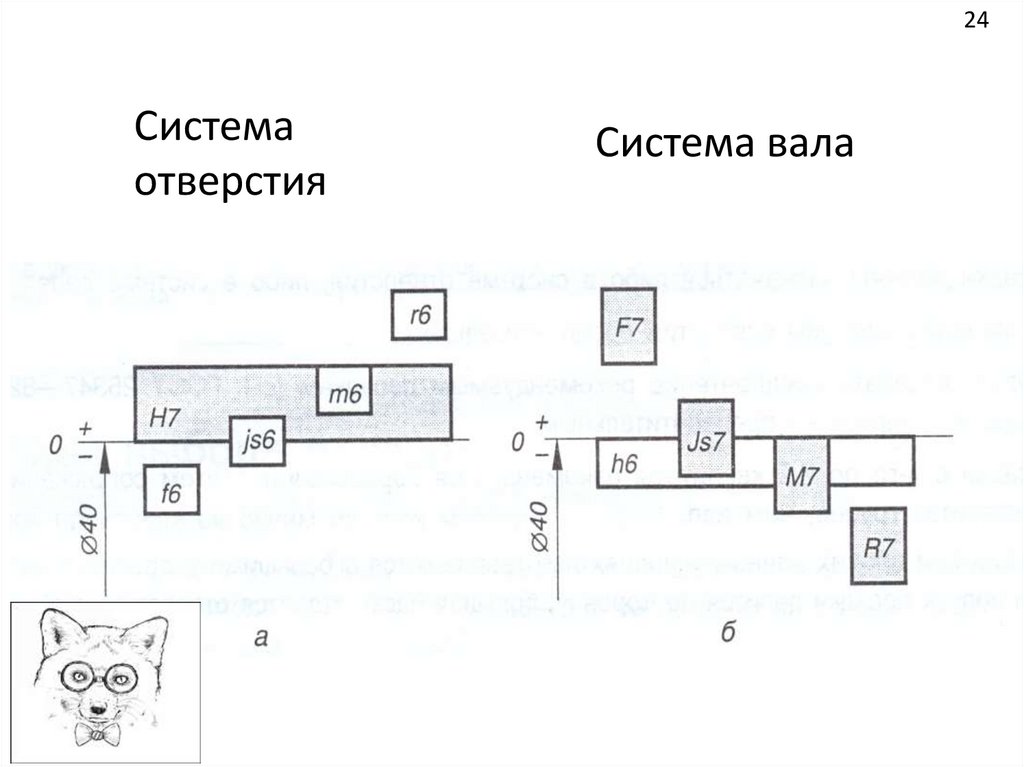
27.
24Система
отверстия
Система вала
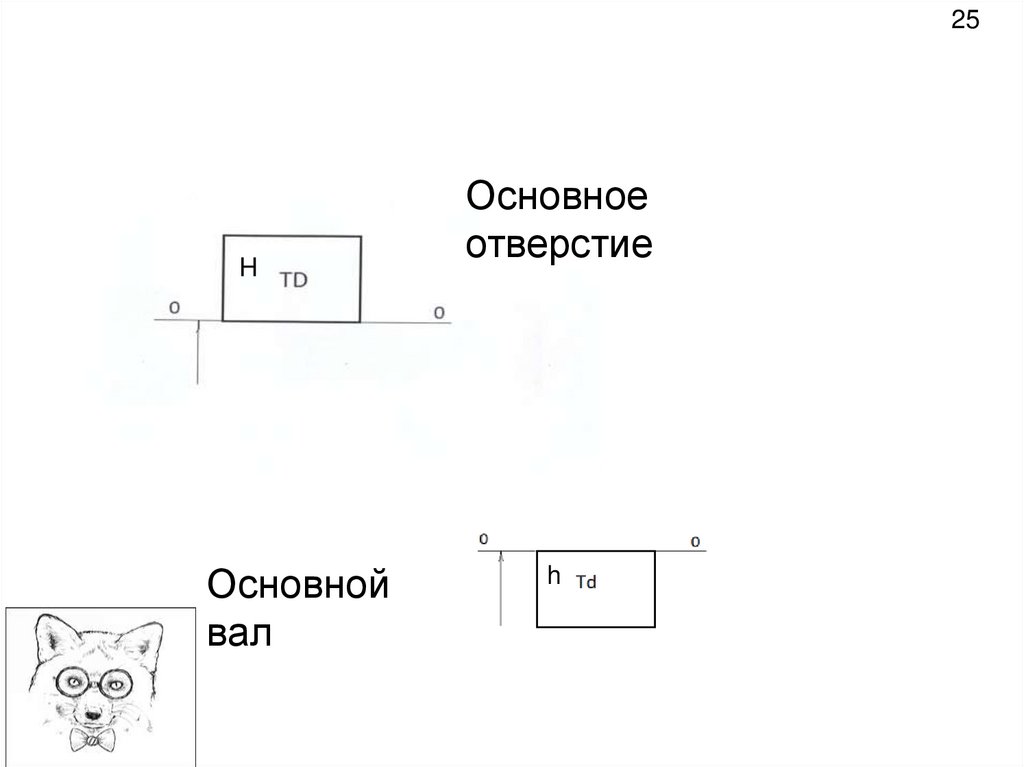
28.
25H
Основной
вал
Основное
отверстие
h
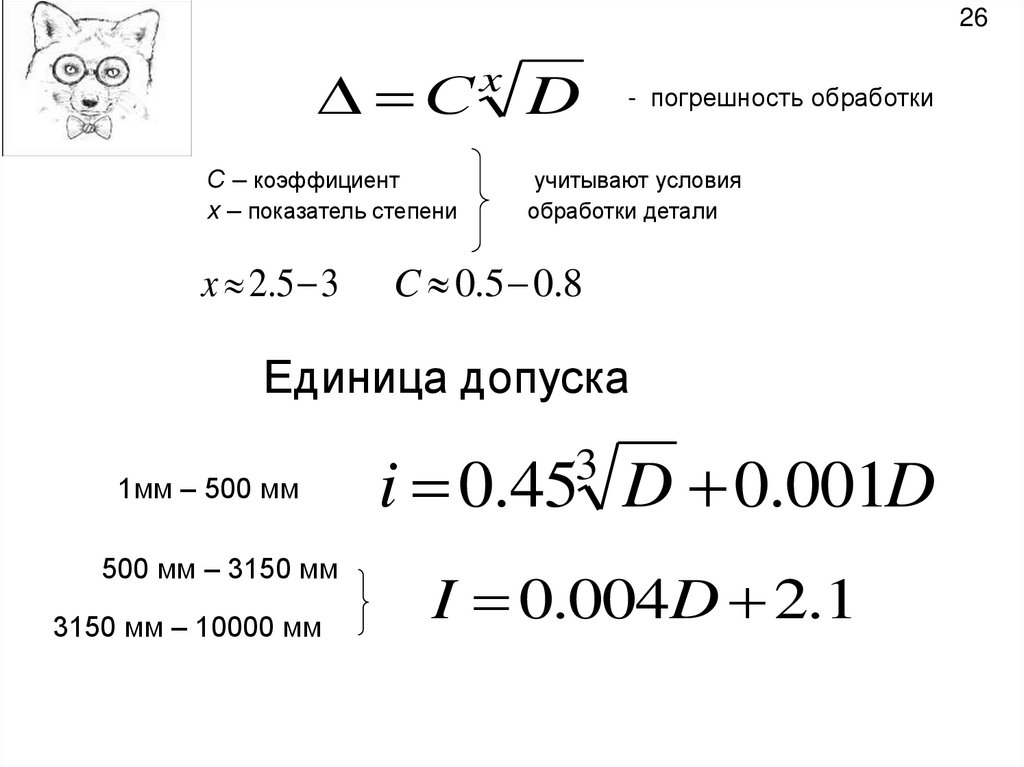
29.
26С D
x
С – коэффициент
x – показатель степени
x 2.5 3
- погрешность обработки
учитывают условия
обработки детали
C 0.5 0.8
Единица допуска
1мм – 500 мм
500 мм – 3150 мм
3150 мм – 10000 мм
i 0.45 D 0.001D
3
I 0.004D 2.1
30.
27T a i
- допуск на изготовление
деталей (5 – 18 квалитеты
точности)
i - единица допуска
a - количество единиц допуска
31.
28Диапазон размеров 1 мм – 3150 мм
ИСО
18 квалитетов точности
01, 0, 1, 2, 3, ……………………..16
Обозначение: IT01, IT0, IT5, IT16
ГОСТ 20 квалитетов точности
01, 0, 1, 2, 3, ……………………..18
Обозначение: IT01, IT0, IT5, IT18
32.
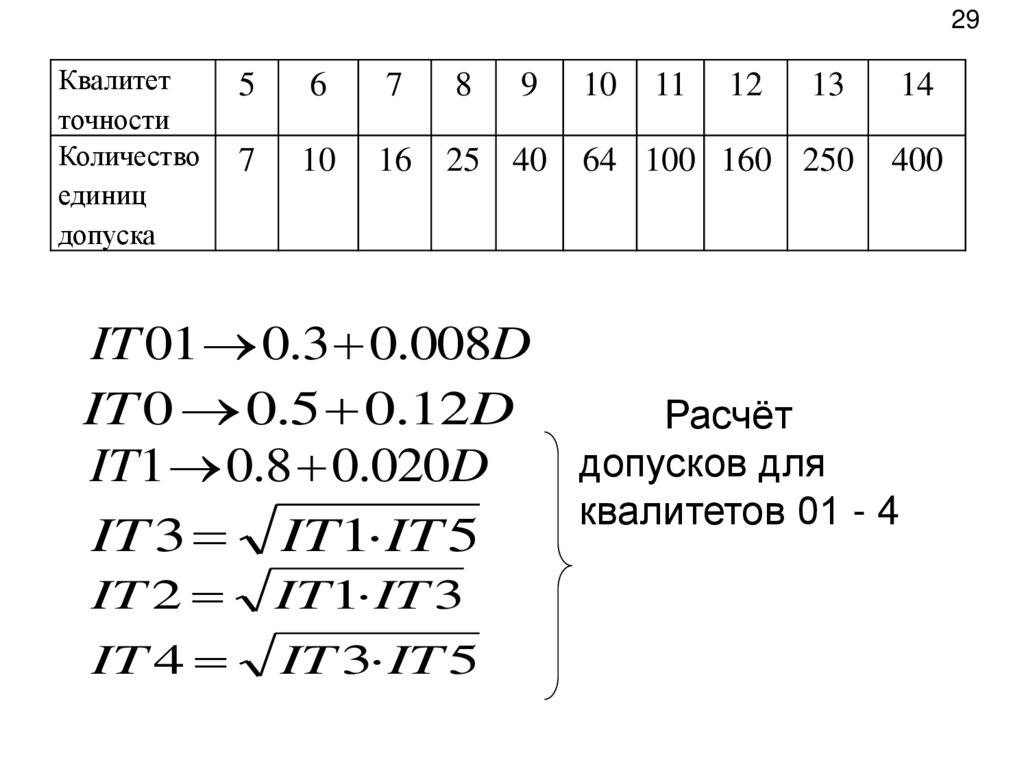
29Квалитет
точности
Количество
единиц
допуска
5
6
7
8
9
7
10
16
25 40
10
11
12
13
14
64 100 160 250
400
IT 01 0.3 0.008D
IT 0 0.5 0.12D
Расчёт
допусков для
IT1 0.8 0.020D
квалитетов 01 - 4
IT 3 IT 1 IT 5
IT 2
IT1 IT 3
IT 4
IT 3 IT 5
33.
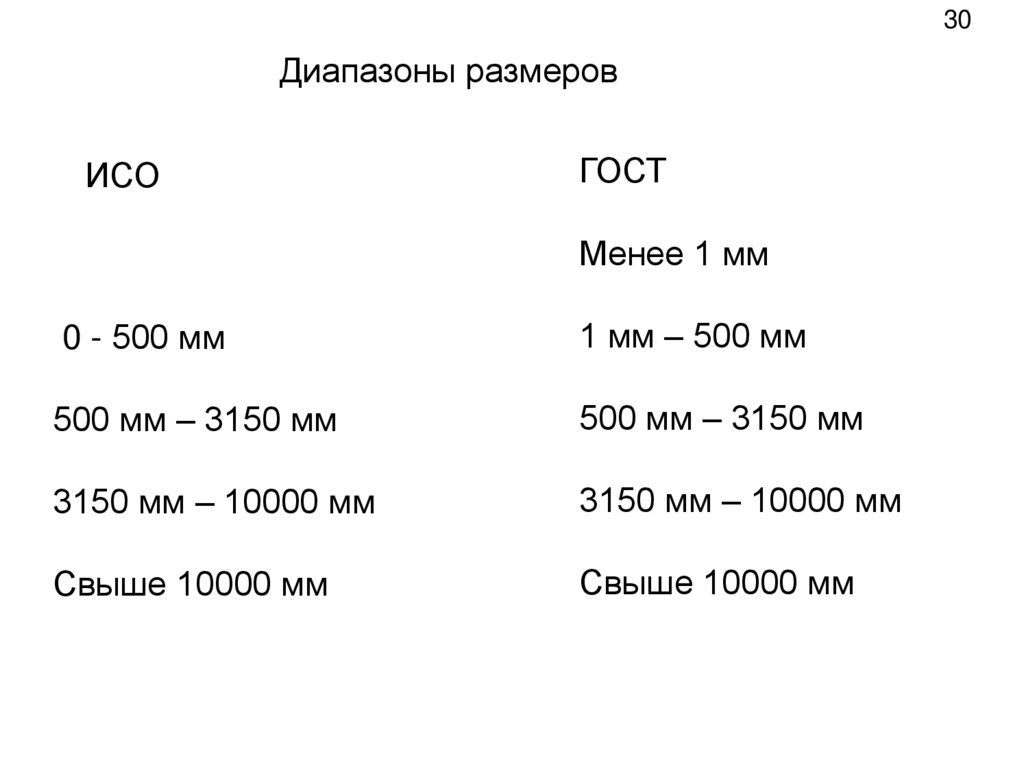
30Диапазоны размеров
ИСО
ГОСТ
Менее 1 мм
0 - 500 мм
1 мм – 500 мм
500 мм – 3150 мм
500 мм – 3150 мм
3150 мм – 10000 мм
3150 мм – 10000 мм
Свыше 10000 мм
Свыше 10000 мм
34.
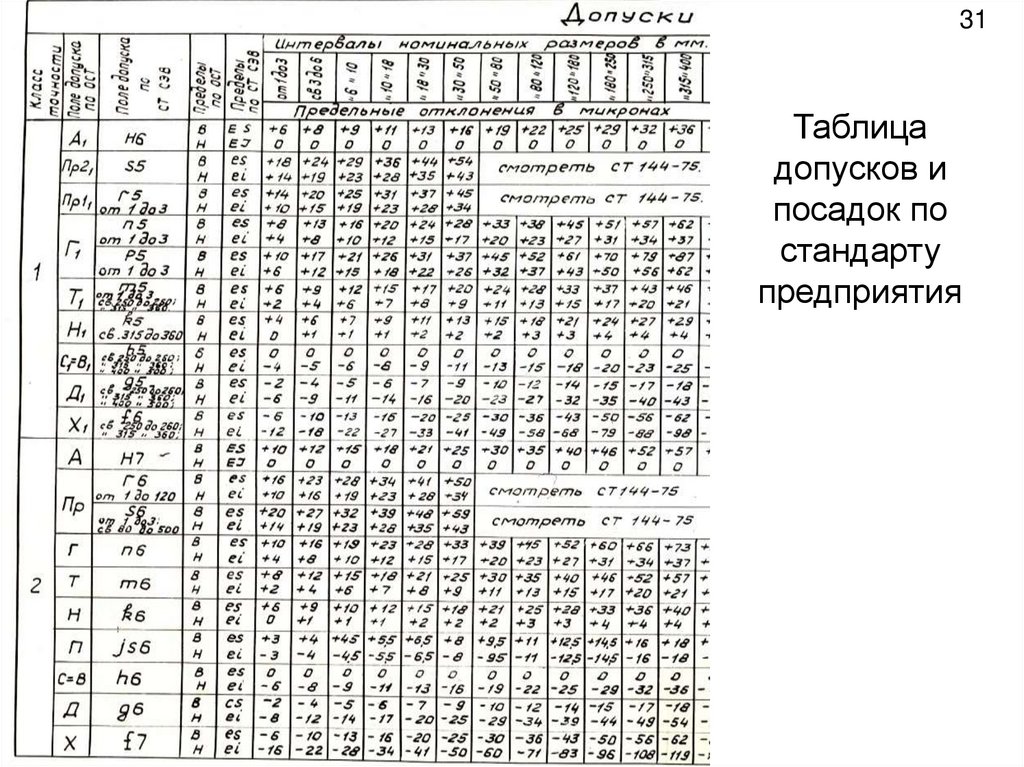
31Таблица
допусков и
посадок по
стандарту
предприятия
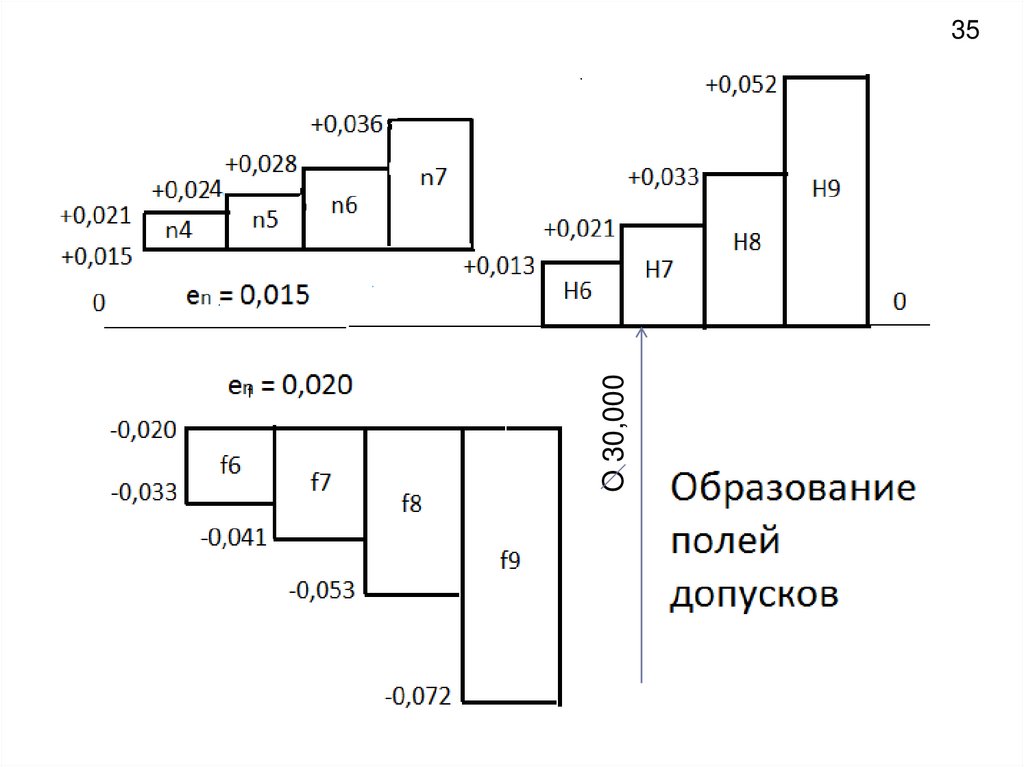
35.
Схема расположения полей допусков32
36.
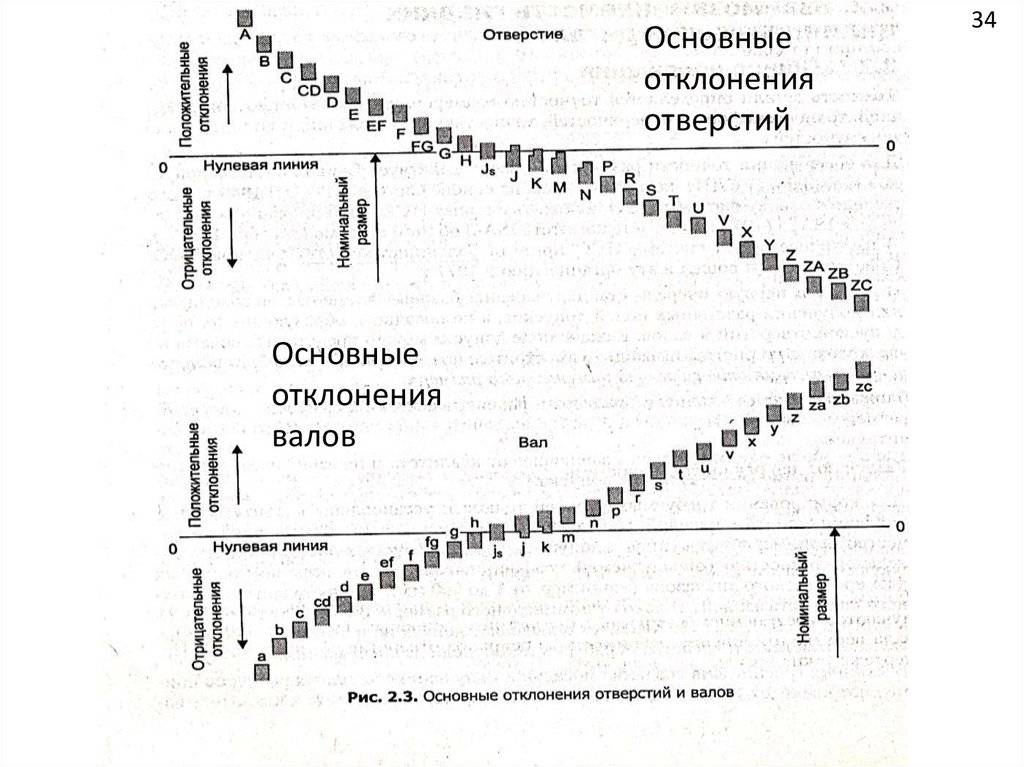
33Основные отклонения валов и отверстий в
системе допусков и посадок ИСО
37.
Основныеотклонения
отверстий
Основные
отклонения
валов
34
38.
fO 30,000
35
39.
34T a i
- допуск на изготовление
деталей (5 – 18 квалитеты
точности)
i - единица допуска
a - количество единиц допуска
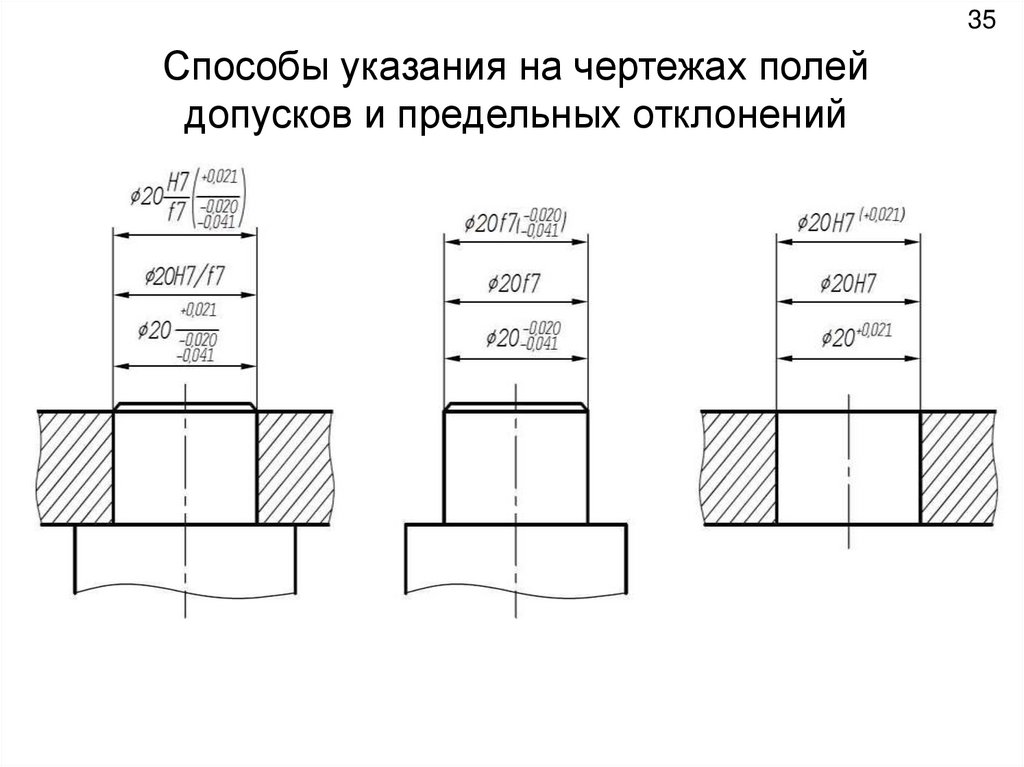
40.
35Способы указания на чертежах полей
допусков и предельных отклонений
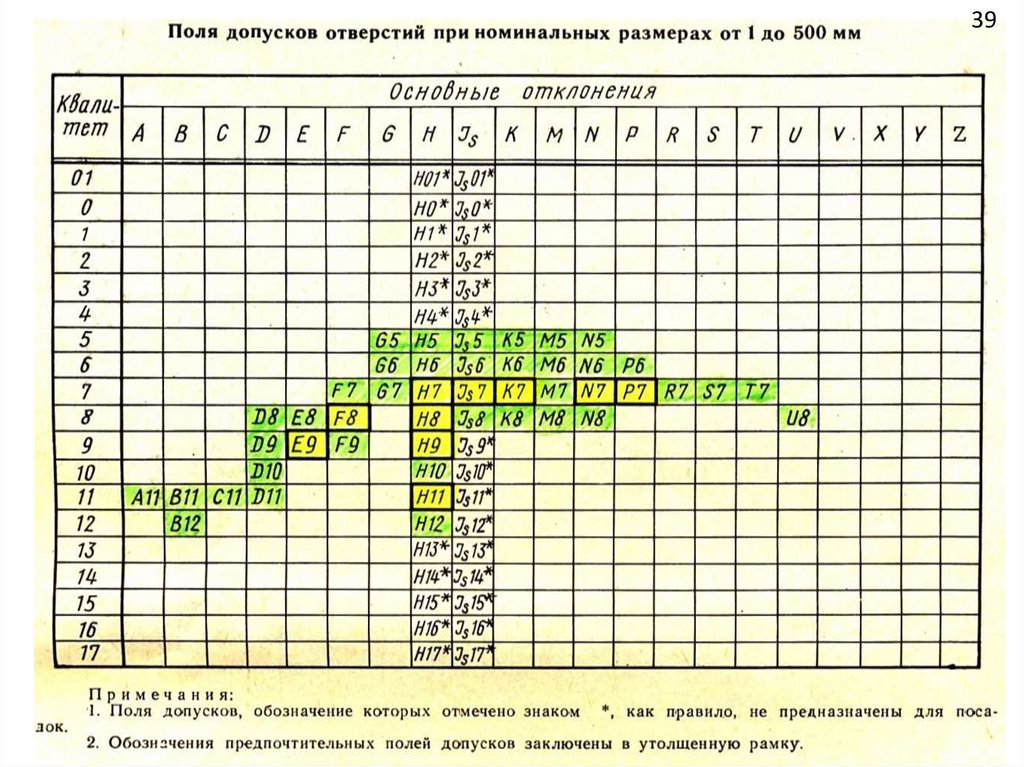
41.
Предпочтительные идополнительные классы допуска
для отверстий
36
42.
37Предпочтительные и
дополнительные классы
допуска для валов
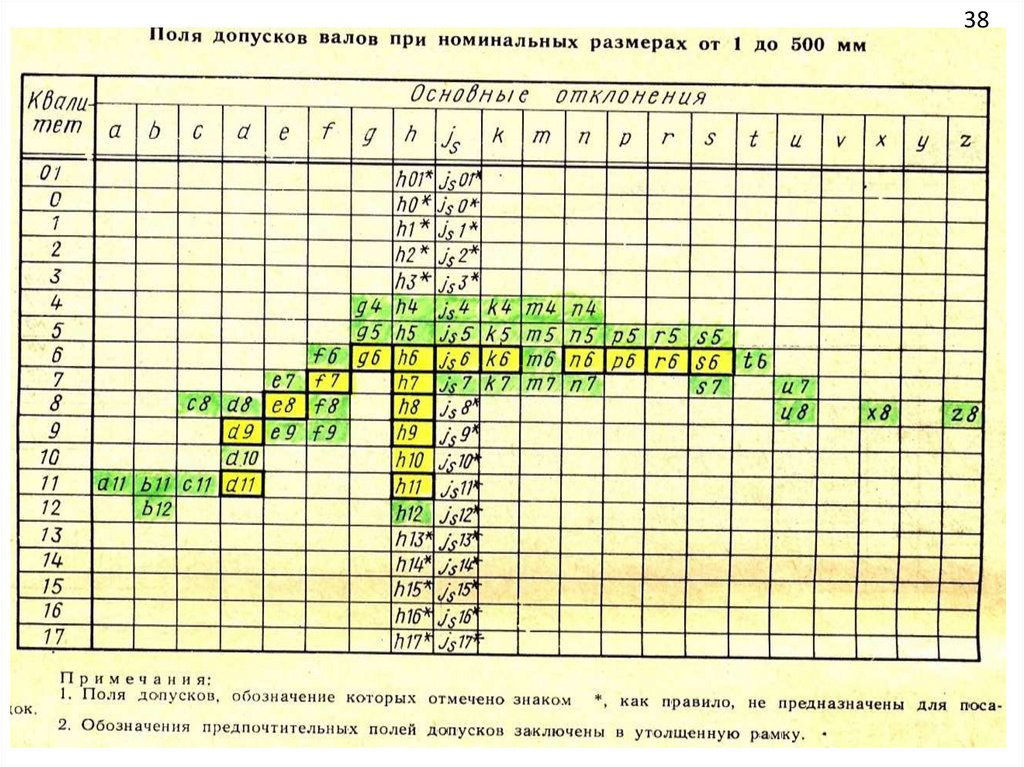
43.
3844.
3945.
40Предпочтительные посадки в
системе отверстия
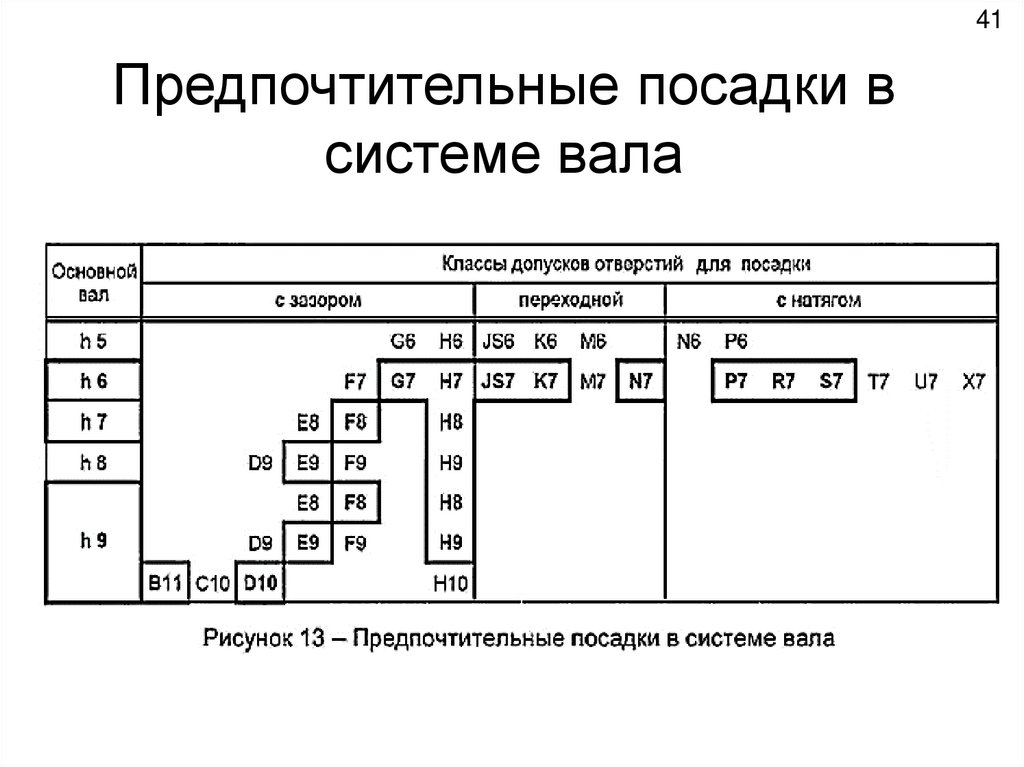
46.
41Предпочтительные посадки в
системе вала