







 industry
industrySimilar presentations:






")



Проектирование реакционного узла для жидкофазных реакторов. Лекция 5
1. Проектирование реакционного узла для жидкофазных реакторов
2. Математические модели изотермических реакторов
Обозначения:V – объём жидкости в реакторе: л,м3;
q – объёмный расход реакционной массы: л,м3;
co, co – концентрация компонента на входе в реактор, моль/л;
c – концентрация на выходе из реактора, моль/л;
τ – время пребывания (заполнения) реактора;
t – время;
L (l) – длина реактора;
r, r(c) – скорость химической реакции;
w – линейная скорость.
3.
Пусть в реакторе протекает одна химическая реакция:А + ……. → ….. продукты
c – концентрация компонента А исходного сырья.
1. Модель реактора периодического действия:
dc
r (c) , где r (c) 0
dt
4.
2. Модель реактора идеального смешения:dc
V
qco qc Vr (c) , q,V const
dt
q,co
c
q,c
q (c co )
qco qc Vr (c ) 0; V
r (c )
с концентрация компонента исходного сырья
5.
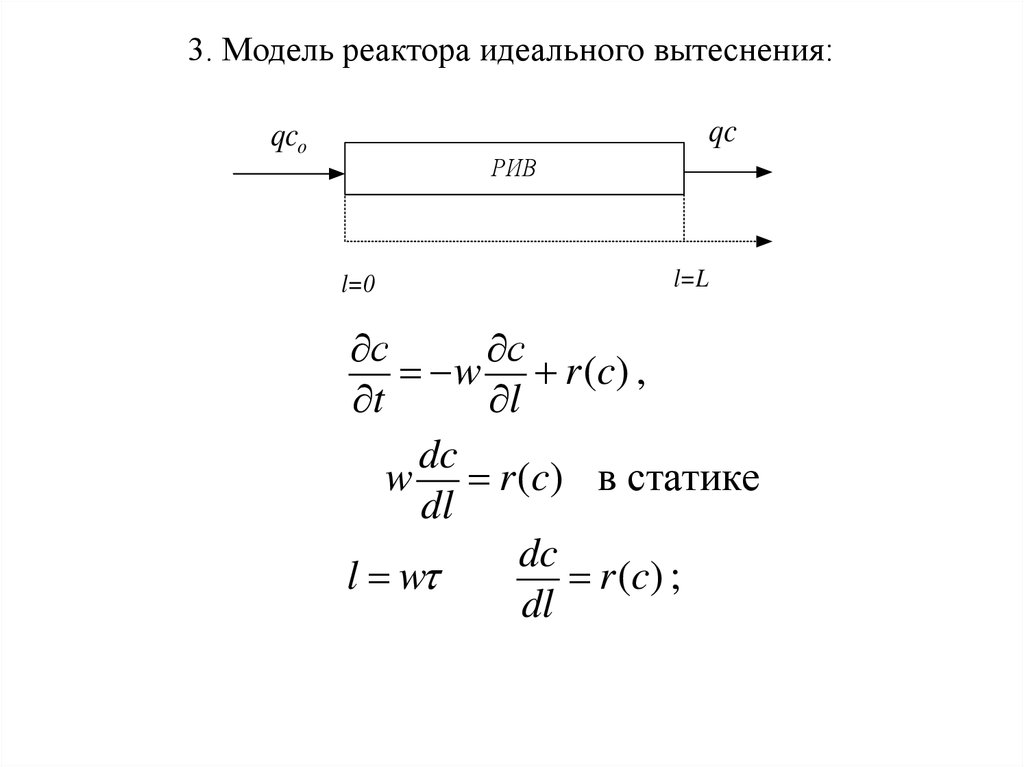
3. Модель реактора идеального вытеснения:qc
qco
РИВ
l=0
l=L
с
c
w r (c ) ,
t
l
dc
w r (c) в статике
dl
dc
l w
r (c) ;
dl
6.
4. Ячеечная модель:qco
1
qc1
2
qc2
qci 1
i
qci
n
qcn
V dci
V
qci 1 qci r (ci ) i 1,..., n
n dt
n
n – число ячеек идеального смешения;
ci – молярная концентрация компонента исходного сырья в
ячейке i.
7.
5. Однопараметрическая диффузионная модель:qc
qco
l=lk
l=0
с
2c
c
Dl 2 w r (c) где Dl коэффициент продольной диффузии
t
l
l
l 0
wco wc Dl
l lk
c
0
l
c
l
8.
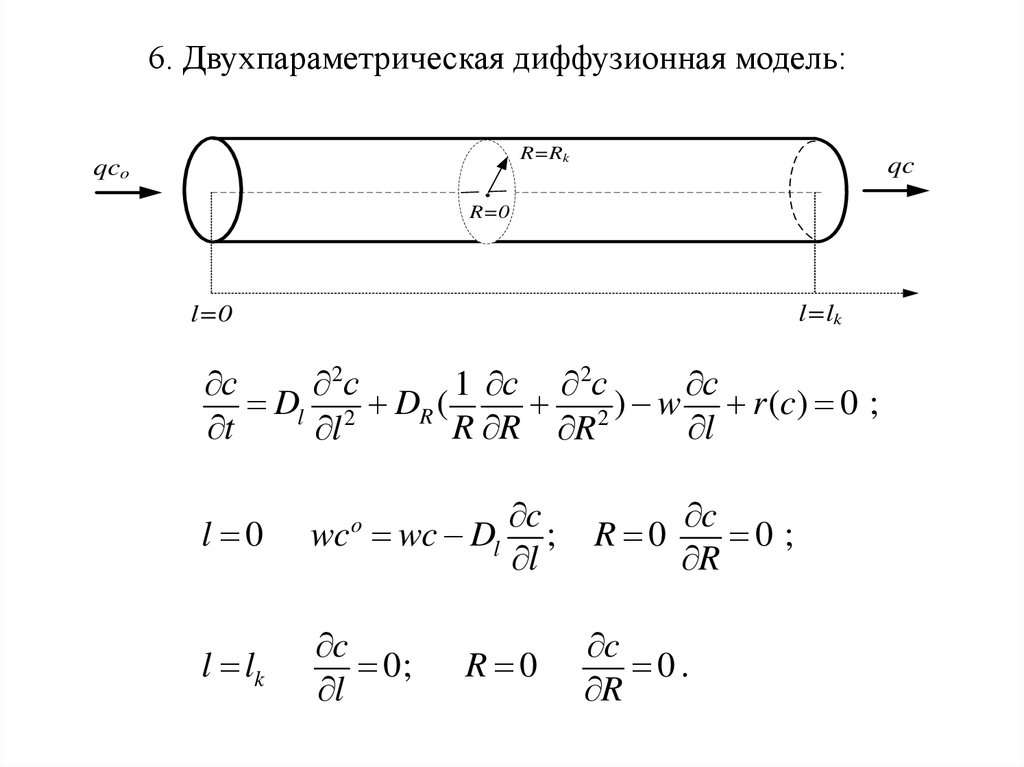
6. Двухпараметрическая диффузионная модель:R=Rk
qco
qc
.
R=0
l=lk
l=0
с
2c
1 c 2c
c
Dl 2 DR (
2 ) w r (c ) 0 ;
t
R R R
l
l
l 0
wco wc Dl
l lk
c
0;
l
c
;
l
R 0
R 0
c
0 ;
R
c
0.
R
9.
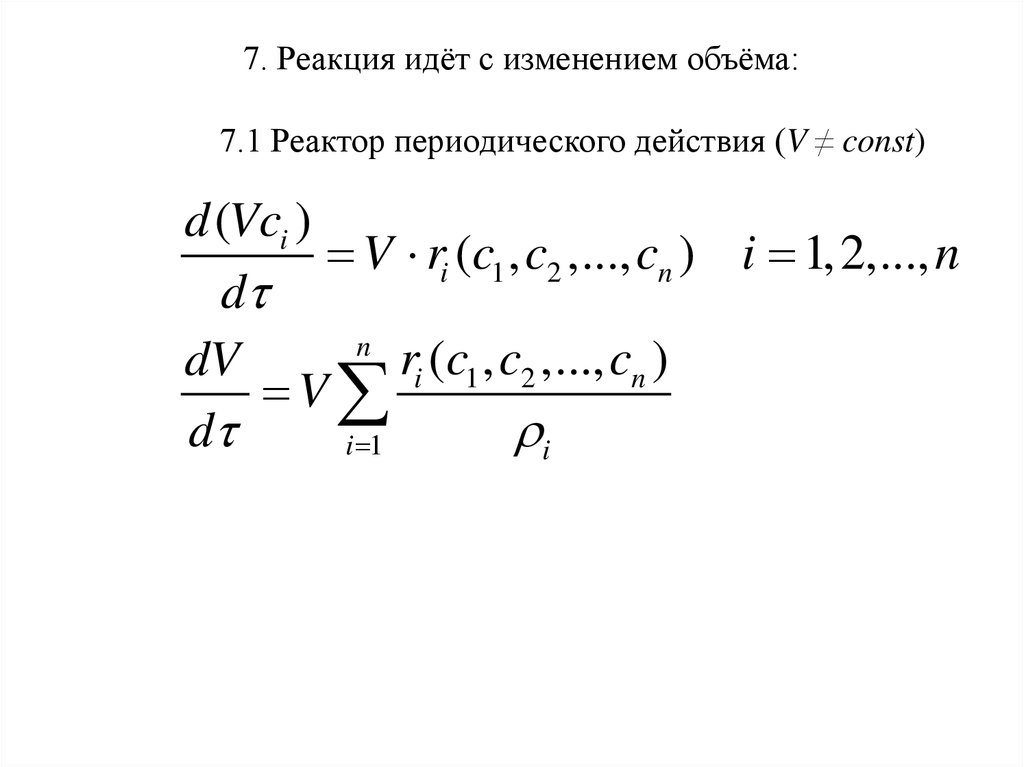
7. Реакция идёт с изменением объёма:7.1 Реактор периодического действия (V ≠ const)
d (Vci )
V ri (c1 , c2 ,..., cn ) i 1, 2,..., n
d
n
ri (c1 , c2 ,..., cn )
dV
V
d
i
i 1
10.
7.2 Реактор идеального вытеснения (V ≠ const)d (qci )
ri (c1 , c2 ,..., cn )
dV
n
ri (c1 , c2 ,..., cn )
dq
dV i 1
i
или
d (qci )
Sri (c1 , c2 ,..., cn )
dl
n
ri (c1 , c2 ,..., cn )
dq
S
dl
i
i 1
i f (T )
11.
Выбор конструкции жидкофазного реактора1. Селективность.
2. Удельная производительность.
3. Концентрация целевого продукта на выходе
1. Параллельные реакции первого порядка.
k1
A
B целевой продукт;
k2
A
D побочный продукт .
k1
B
k1 k2
- селективность не зависит от типа аппарата и от степени
превращения, а зависит только от условий проведения процесса:
температура, соотношение реагентов и др.
12.
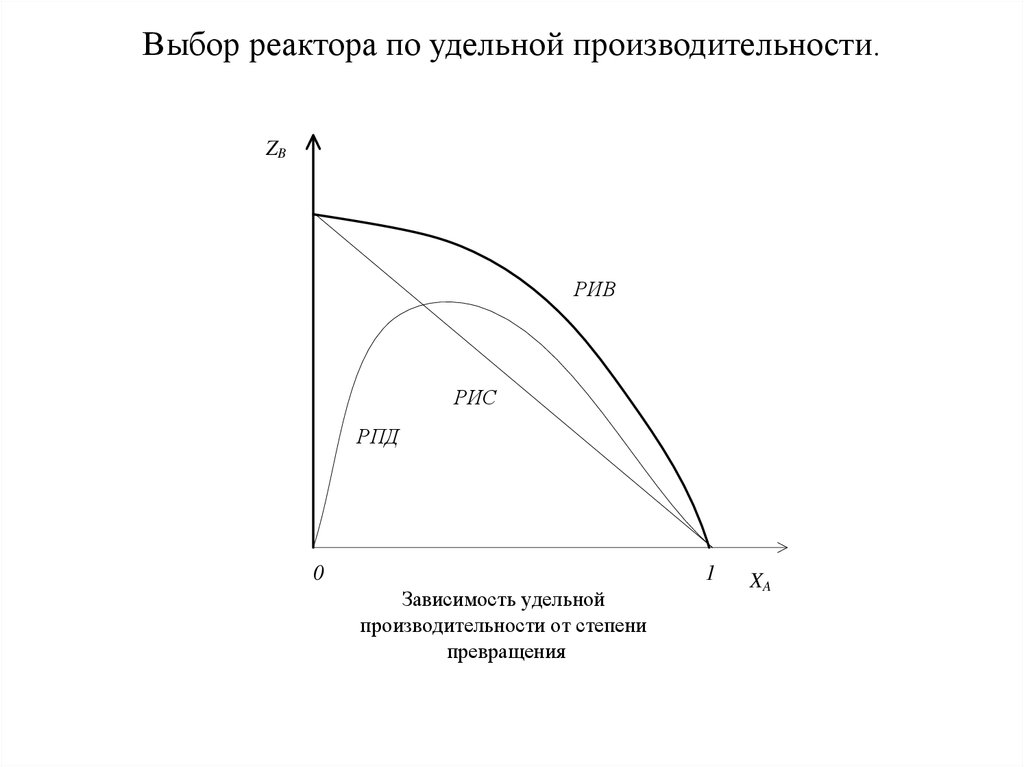
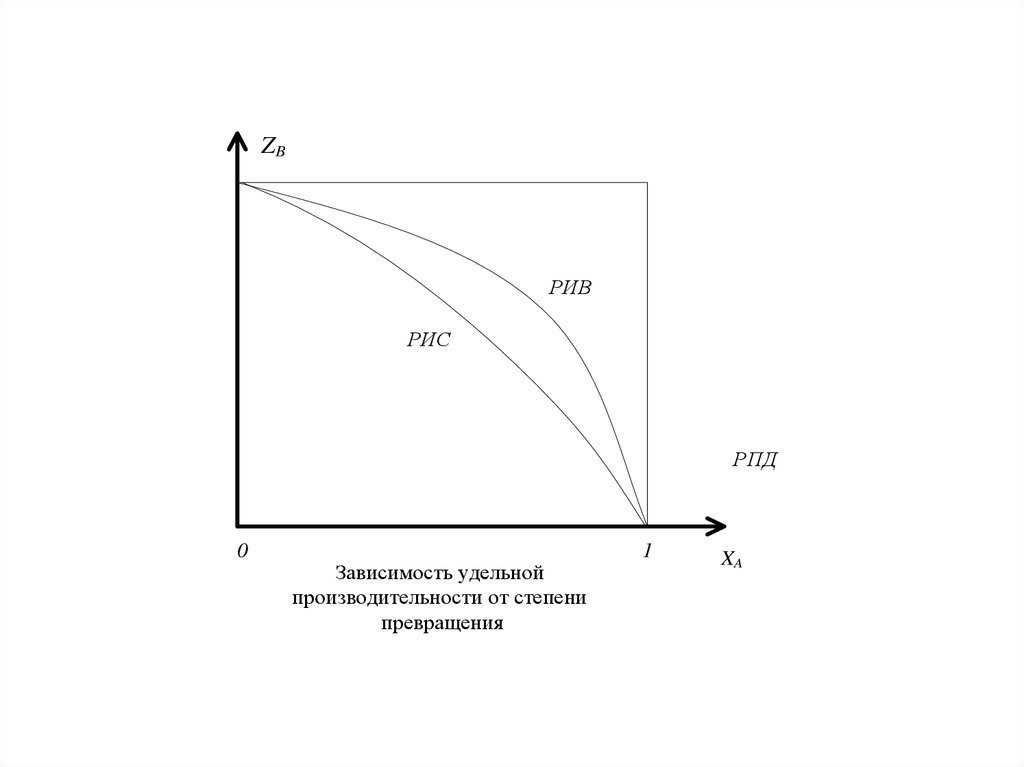
Выбор реактора по удельной производительности.ZB
РИВ
РИС
РПД
0
1
Зависимость удельной
производительности от степени
превращения
XA
13.
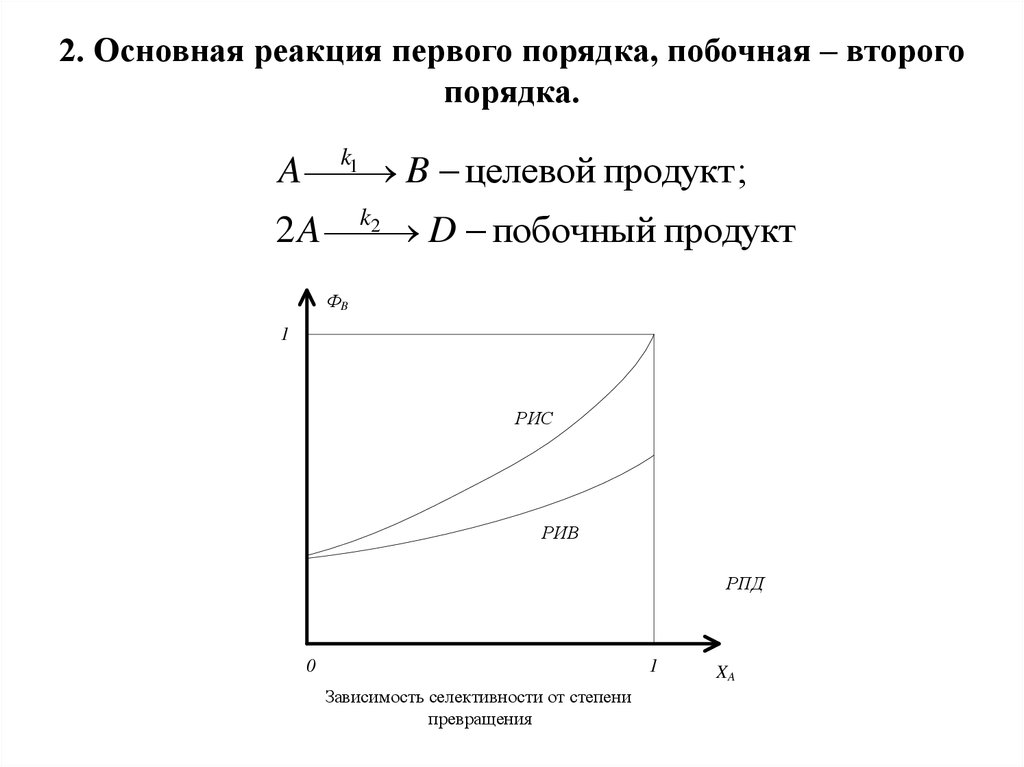
2. Основная реакция первого порядка, побочная – второгопорядка.
k1
A
B целевой продукт;
k2
2 A
D побочный продукт
ФB
1
РИС
РИВ
РПД
0
1
Зависимость селективности от степени
превращения
XA
14.
ZBРИВ
РИС
РПД
0
Зависимость удельной
производительности от степени
превращения
1
XA
15.
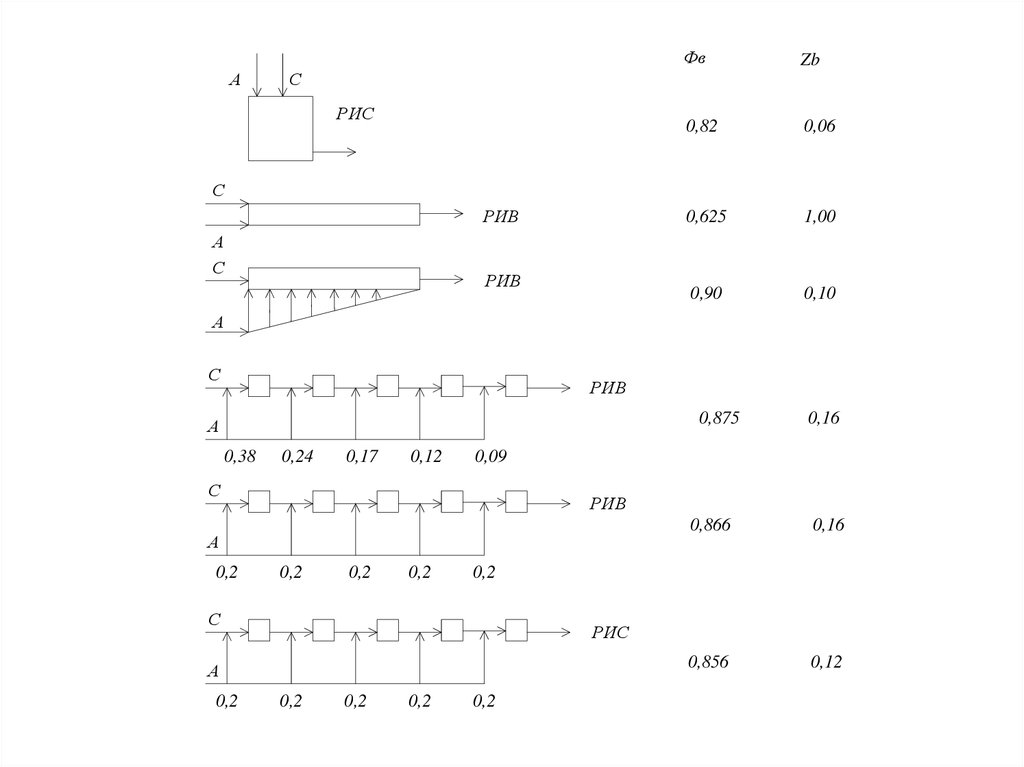
Пример. Варианты аппаратурного оформления реакционного узла.(С - в избытке, реакция псевдопервого порядка)
k1
A C
B целевой продукт
k2
2 А D побочный продукт
k1 k2 ; xA 0,95 .
16.
АФв
Zb
0,82
0,06
0,625
1,00
0,90
0,10
С
РИС
С
РИВ
А
С
РИВ
А
С
РИВ
0,875
А
0,38
0,24
0,17
0,12
0,09
С
РИВ
А
0,2
0,2
0,2
0,2
0,866
0,16
0,856
0,12
0,2
С
РИС
А
0,2
0,16
0,2
0,2
0,2
0,2
17.
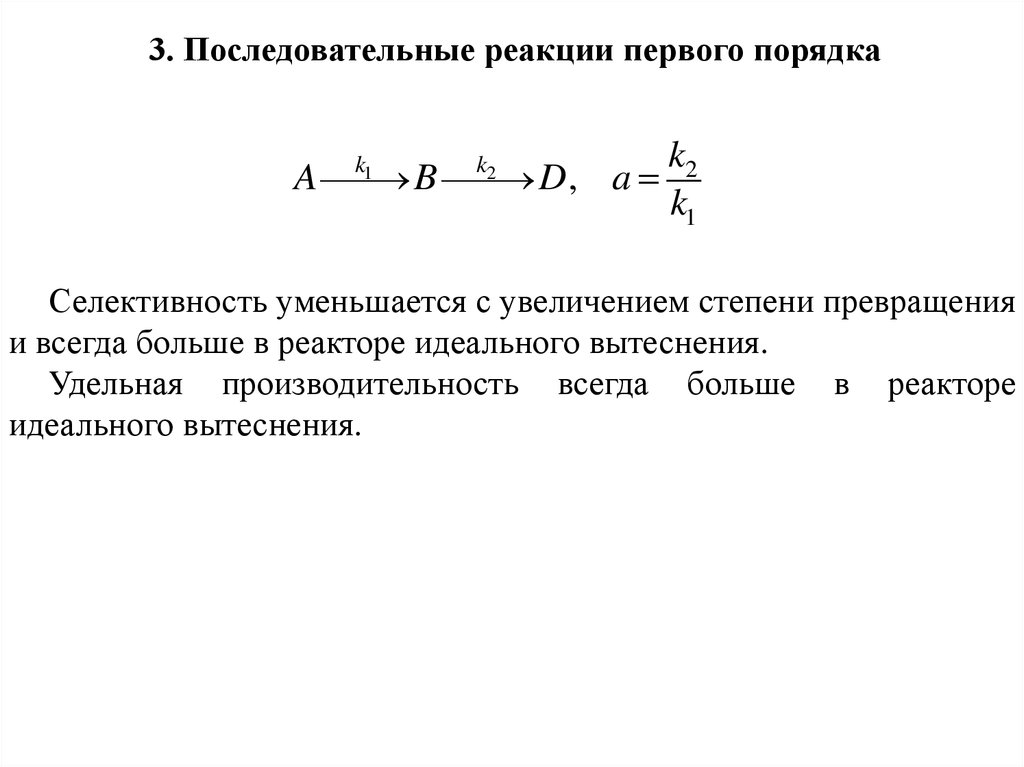
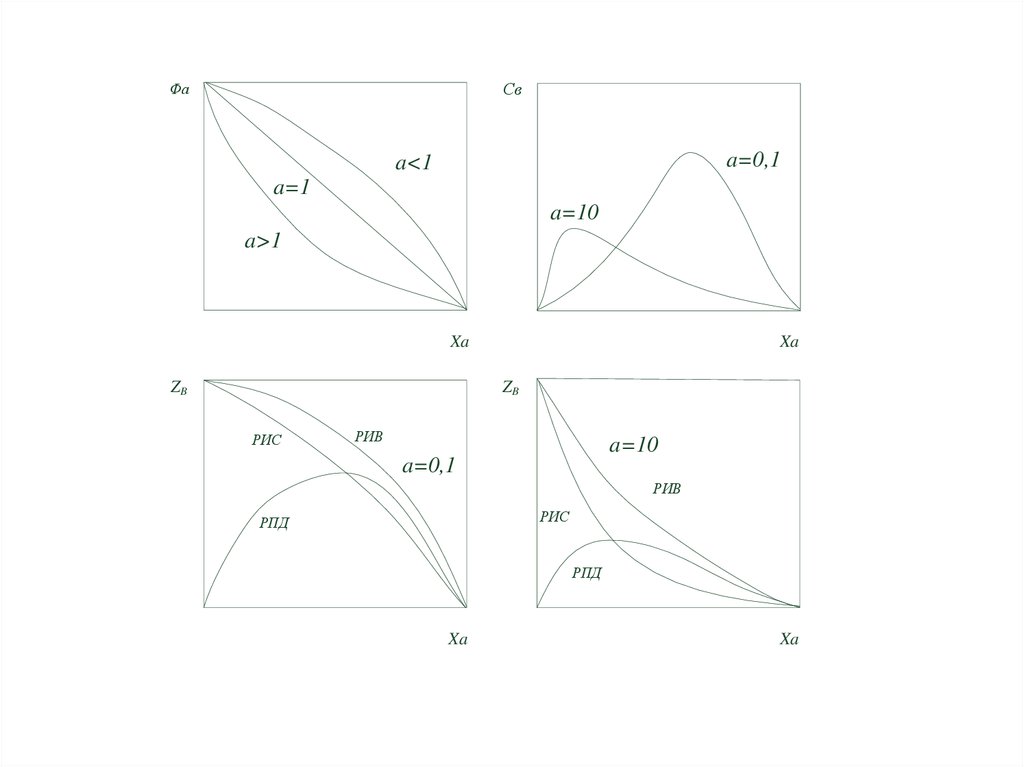
3. Последовательные реакции первого порядкаk2
A B D , a
k1
k1
k2
Селективность уменьшается с увеличением степени превращения
и всегда больше в реакторе идеального вытеснения.
Удельная производительность всегда больше в реакторе
идеального вытеснения.
18.
СвФа
a=0,1
a<1
a=1
a=10
a>1
Xa
ZB
Xa
ZB
РИС
РИВ
a=10
a=0,1
РИВ
РИС
РПД
РПД
Xa
Xa
19.
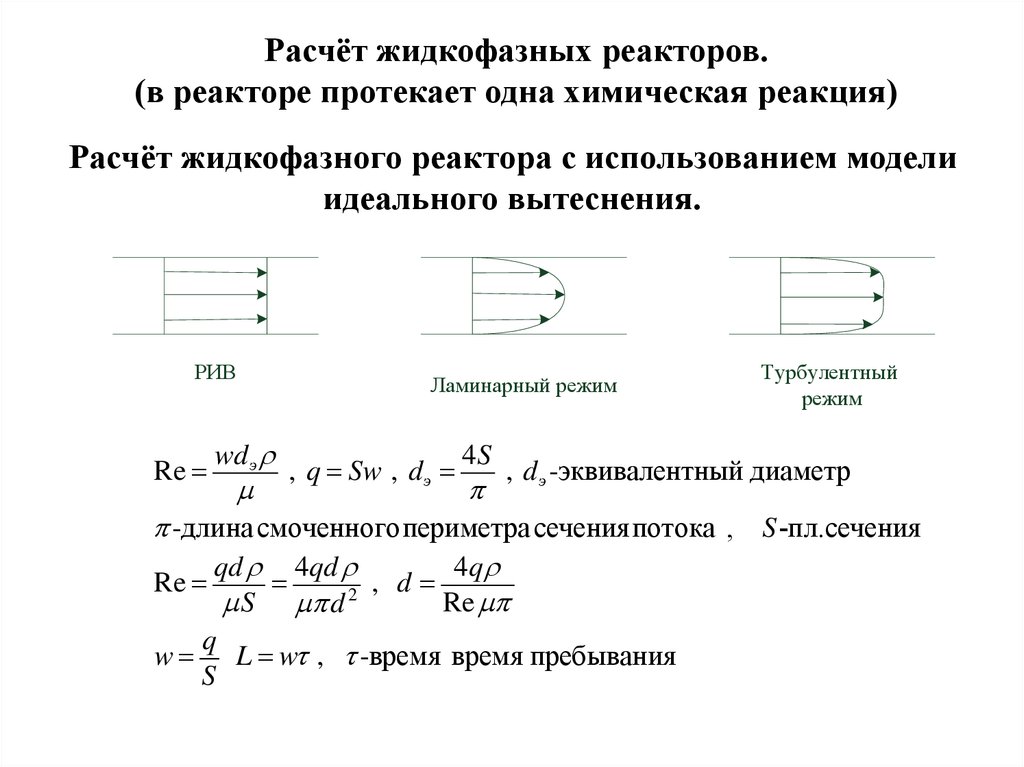
Расчёт жидкофазных реакторов.(в реакторе протекает одна химическая реакция)
Расчёт жидкофазного реактора с использованием модели
идеального вытеснения.
РИВ
Re
wd э
Ламинарный режим
, q Sw , d э
4S
Турбулентный
режим
, d э -эквивалентный диаметр
-длина смоченногопериметра сеченияпотока , S -пл.сечения
qd 4qd
4q
Re
,
d
S d 2
Re
w
q
L w , -время время пребывания
S
20.
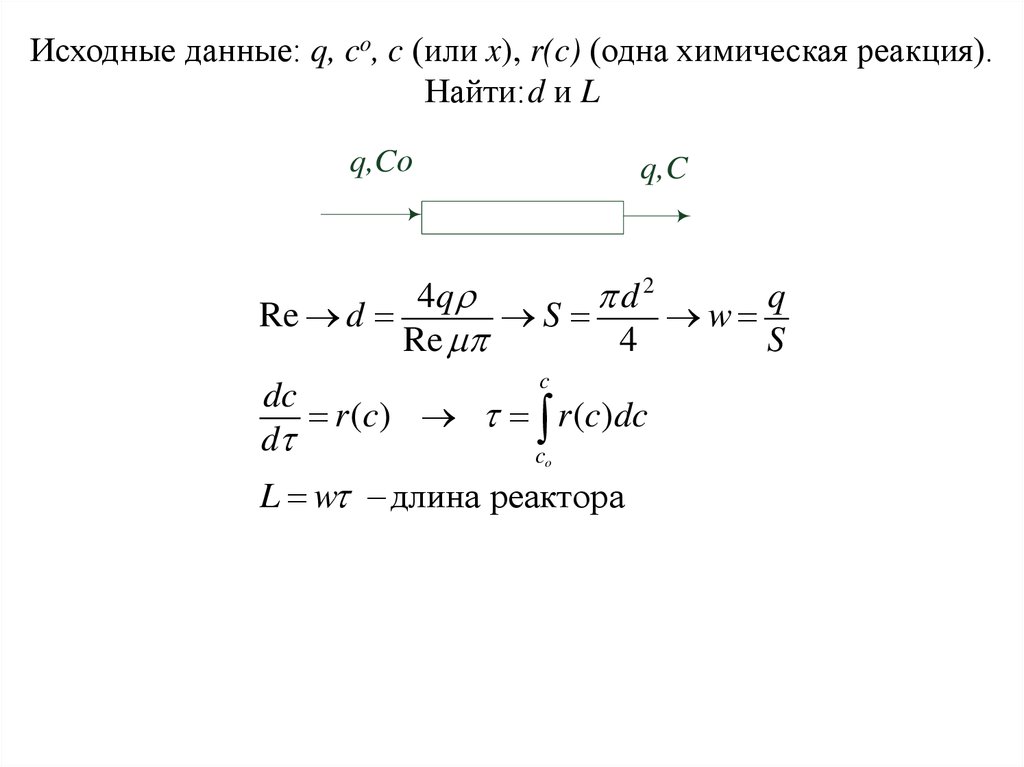
Исходные данные: q, co, c (или x), r(c) (одна химическая реакция).Найти:d и L
q,Cо
q,C
4q
d2
q
Re d
S
w
Re
4
S
c
dc
r (c) r (c)dc
d
c
o
L w длина реактора
21.
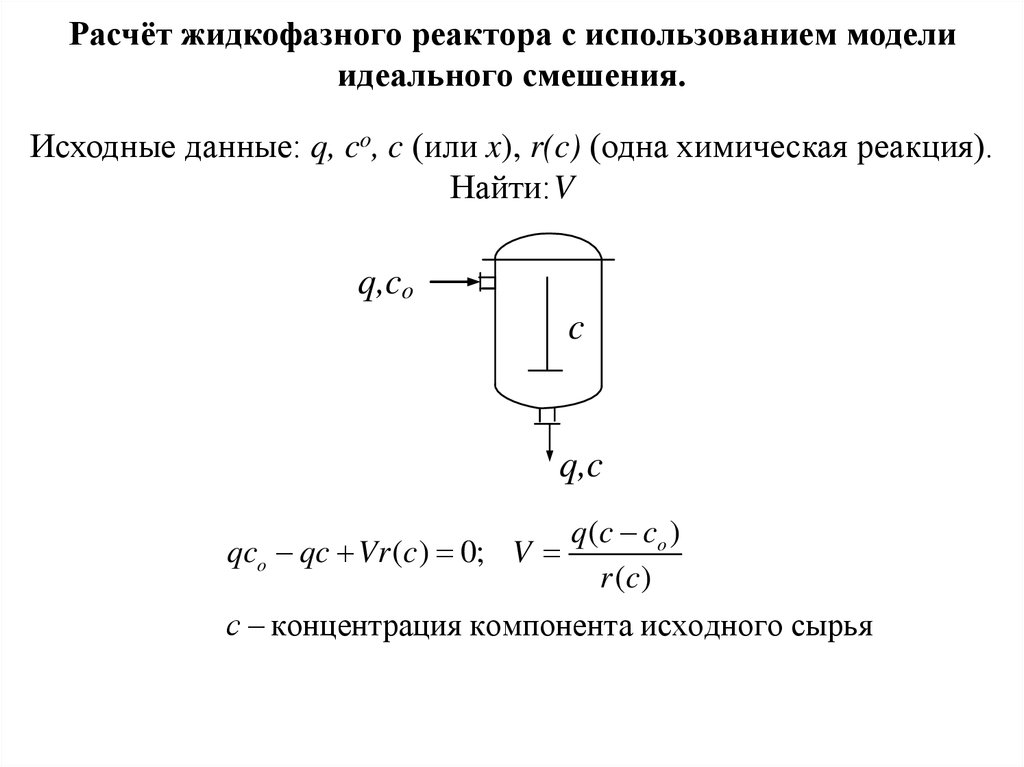
Расчёт жидкофазного реактора с использованием моделиидеального смешения.
Исходные данные: q, co, c (или x), r(c) (одна химическая реакция).
Найти:V
q,co
c
q,c
q (c co )
r (c )
с концентрация компонента исходного сырья
qco qc Vr (c ) 0; V
22.
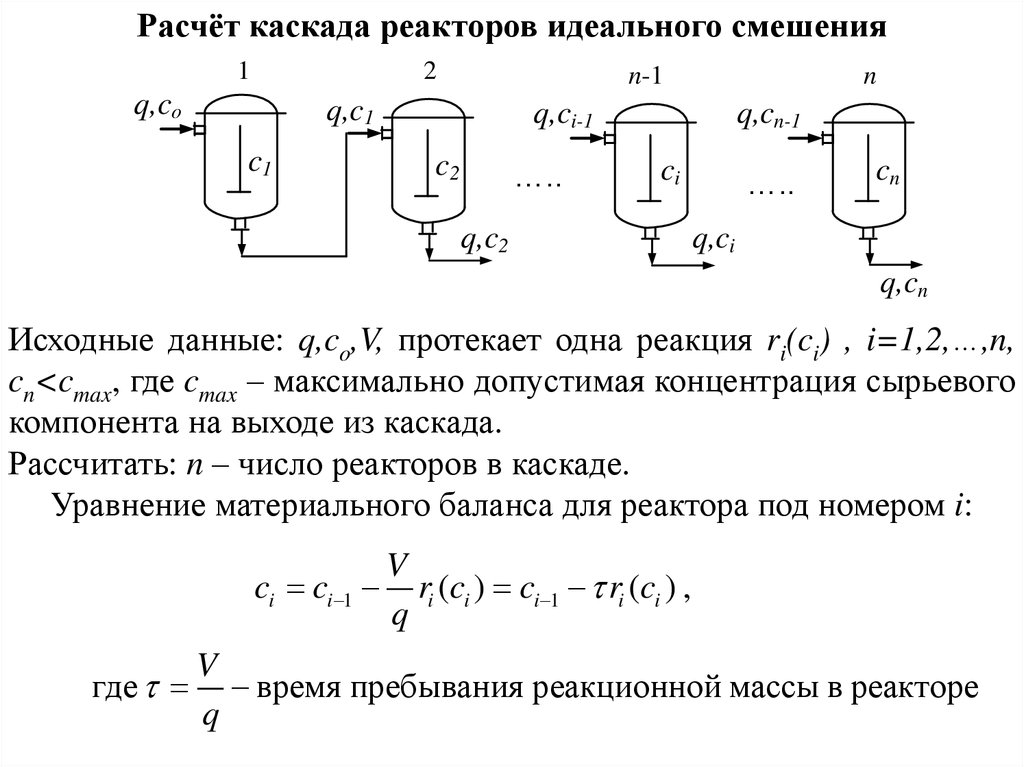
Расчёт каскада реакторов идеального смешения1
2
q,co
n-1
q,c1
c1
n
q,ci-1
c2
…..
q,cn-1
ci
q,c2
…..
cn
q,ci
q,cn
Исходные данные: q,co,V, протекает одна реакция ri(ci) , i=1,2,…,n,
cn<cmax, где cmax – максимально допустимая концентрация сырьевого
компонента на выходе из каскада.
Рассчитать: n – число реакторов в каскаде.
Уравнение материального баланса для реактора под номером i:
ci ci 1
V
ri (ci ) ci 1 ri (ci ) ,
q
V
где время пребывания реакционной массы в реакторе
q
23.
Расчёт проводим в следующей последовательности:1. Рассчитываем время пребывания:
V
q
2. Рассчитываем первый реактор, i =1:
c1 co r1 (c1 )
Решаем уравнение (в общем случае нелинейное) и находим
концентрацию на выходе из первого реактора – с1.
24.
3. Сравниваем полученное значение с смах:Если с1 < смах, то расчёт закончен (в каскаде один реактор).
Если с1 > смах, полагаем i =2 и продолжаем расчёт:
c2 c1 r2 (c2 )
и так далее.
Если с2 < смах, то расчёт закончен (в каскаде два реактора).
Если с2 > смах, полагаем i =3 и продолжаем расчёт.
Если в системе протекает M реакций, то на каждой итерации
решается система в общем случае нелинейных уравнений порядка
М.
25.
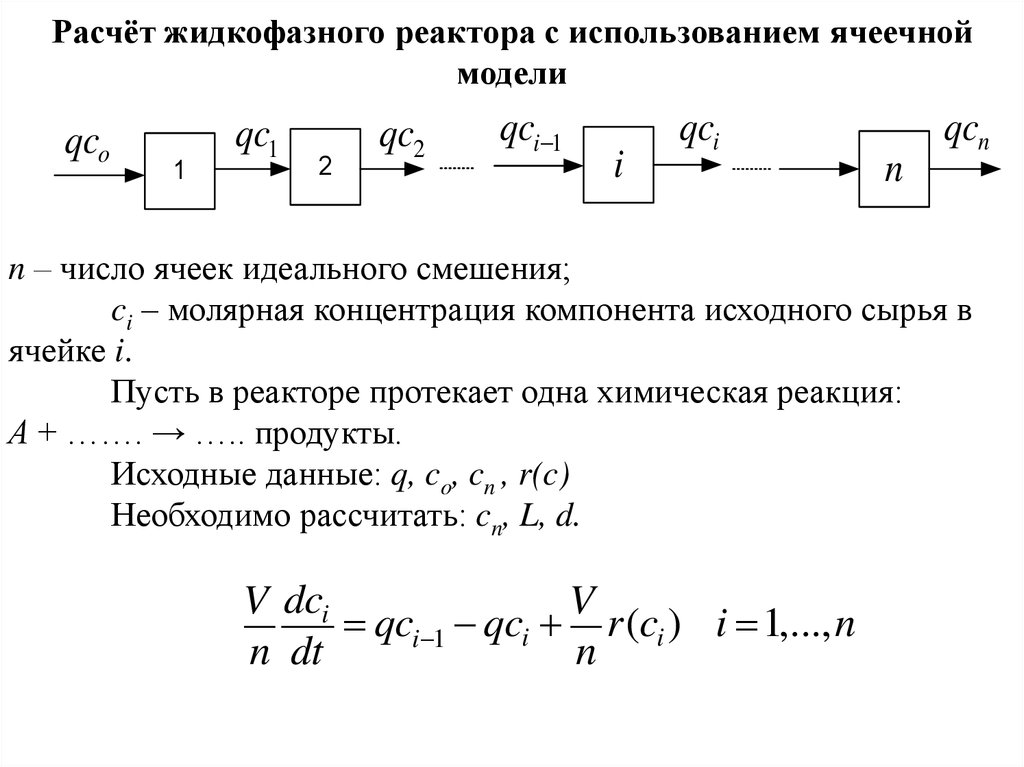
Расчёт жидкофазного реактора с использованием ячеечноймодели
qco
1
qc1
2
qc2
qci 1
i
qci
n
qcn
n – число ячеек идеального смешения;
ci – молярная концентрация компонента исходного сырья в
ячейке i.
Пусть в реакторе протекает одна химическая реакция:
А + ……. → ….. продукты.
Исходные данные: q, co, cn , r(c)
Необходимо рассчитать: cn, L, d.
V dci
V
qci 1 qci r (ci ) i 1,..., n
n dt
n
26.
Алгоритм расчёта:1. Выбираем режим движения жидкости, задавшись значением
критерия Рейнольдса (Re).
2. Зная объёмный расход q, рассчитываем диаметр реактора d (см.
расчёт реактора по модели идеального вытеснения).
3. Рассчитываем коэффициент продольной диффузии Dl f ( Re)
4. Задаёмся длиной реактора L (длина будет корректироваться в
ходе расчёта).
5. Рассчитываем диффузионный критерий Пекле:
Pe
wL
Dl
27.
6. Рассчитываем значение числа ячеек идеального смешения n потем или иным эмпирическим формулам, зная Pe.
7. Решаем систему уравнений материального баланса и находим
концентрацию на выходе из реактора – cpn.
8. Сравниваем расчетное значение концентрации cpn с заданным
значением с. Если они не совпадают с заданной степенью
точности, то корректируем длину реактора и повторяем расчёт с
пункта 5. Так как n – целое число, достаточно, чтобы расчётная
концентрация на выходе из реактора была немного меньше, чем
заданное.
9. В результате расчёта получаем длину L и d - диаметр аппарата.
28.
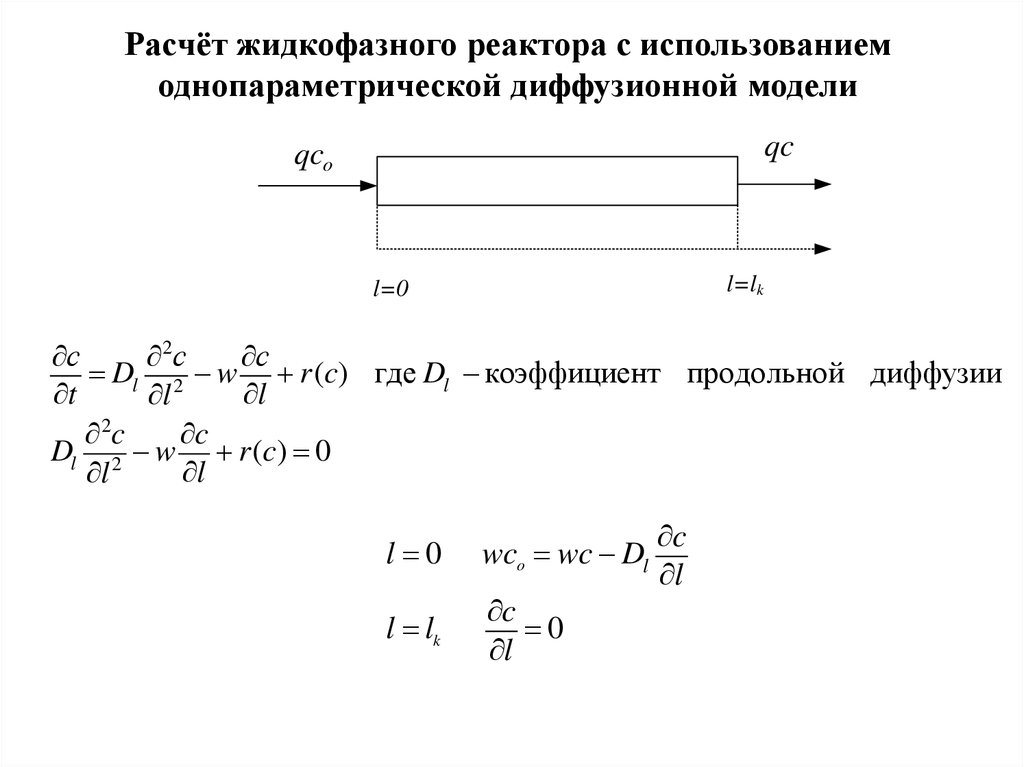
Расчёт жидкофазного реактора с использованиемоднопараметрической диффузионной модели
qc
qco
l=lk
l=0
с
2c
c
Dl 2 w r (c) где Dl коэффициент продольной диффузии
t
l
l
2c
c
Dl 2 w r (c) 0
l
l
l 0
wco wc Dl
l lk
c
0
l
c
l
29.
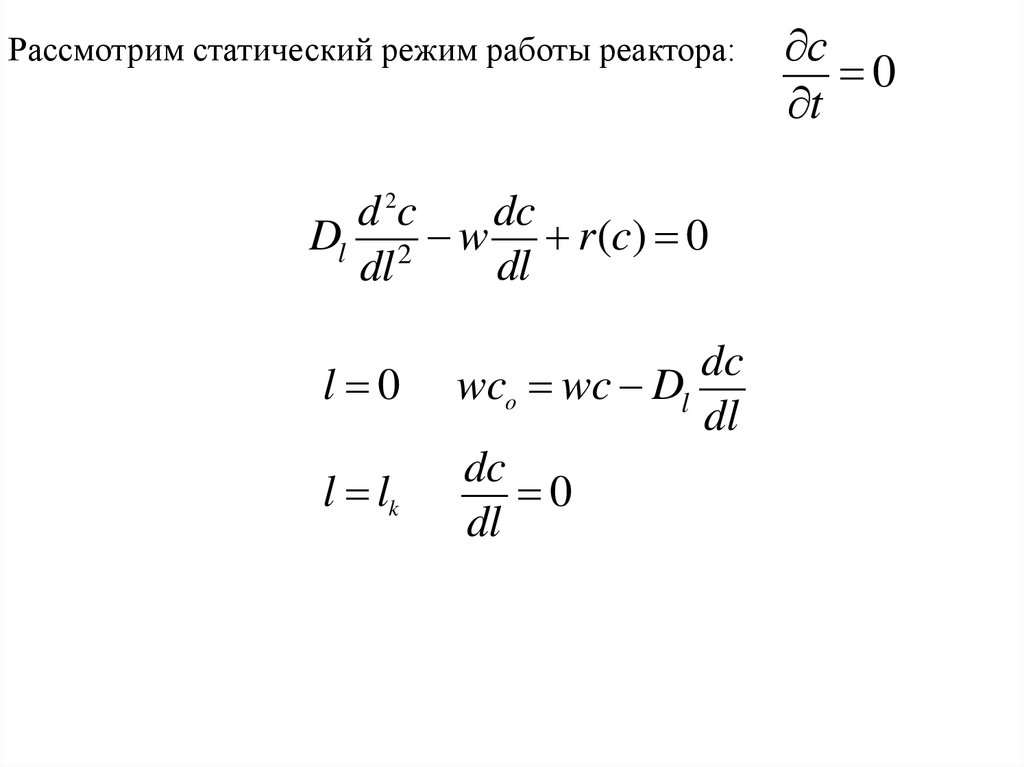
Рассмотрим статический режим работы реактора:d 2c
dc
Dl 2 w r (c) 0
dl
dl
l 0
l lk
dc
wco wc Dl
dl
dc
0
dl
с
0
t
30.
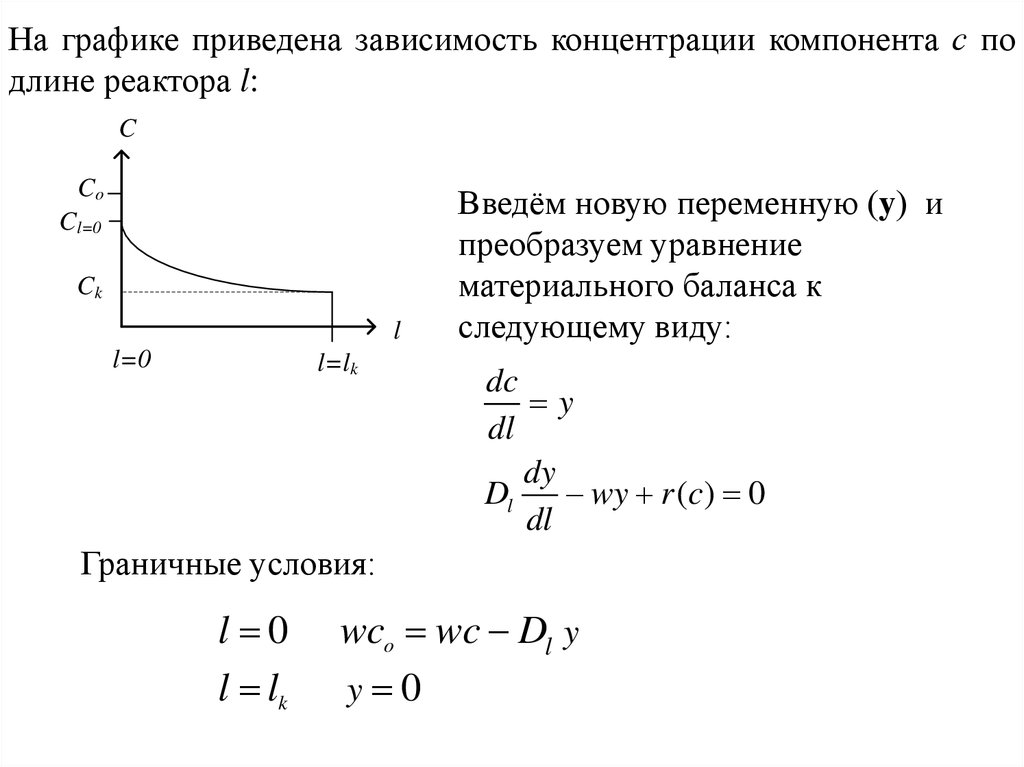
На графике приведена зависимость концентрации компонента с подлине реактора l:
C
Co
Cl=0
Ck
l
l=0
l=lk
Введём новую переменную (y) и
преобразуем уравнение
материального баланса к
следующему виду:
dc
y
dl
dy
Dl
wy r (c) 0
dl
Граничные условия:
l 0
l lk
wco wc Dl y
y 0
31.
Исходные данные: q, co, ck , r(c)Необходимо рассчитать: lk , d.
Расчёт проводим в следующей последовательности:
1. Выбираем режим движения жидкости, задав значение критерия
Рейнольдса – Re.
2. Рассчитываем диаметр реактора и линейную скорость движения
жидкости: d и w.
3. Задаёмся длиной реактора lk=L.
4. Рассчитываем коэффициент продольной диффузии Dl f ( Re)
5. Задаёмся концентрацией при cl=0 = c*. В ходе расчёта
концентрация будет корректироваться.
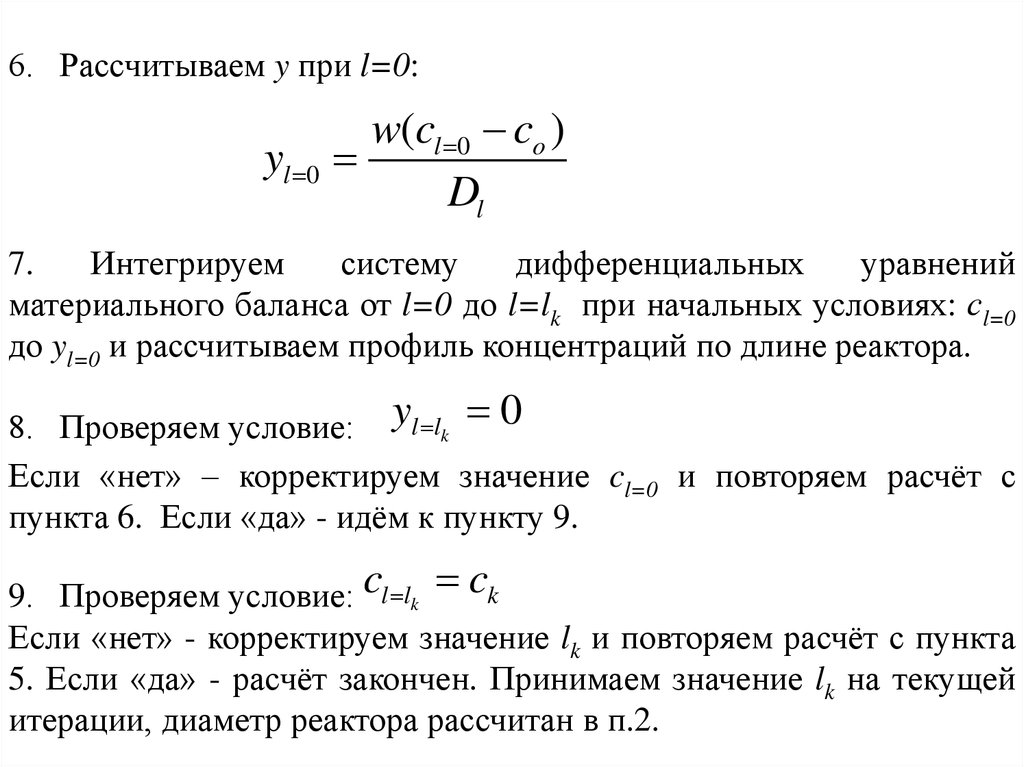
32.
6. Рассчитываем y при l=0:yl 0
w(cl 0 co )
Dl
7.
Интегрируем
систему
дифференциальных
уравнений
материального баланса от l=0 до l=lk при начальных условиях: сl=0
до yl=0 и рассчитываем профиль концентраций по длине реактора.
8. Проверяем условие: yl lk 0
Если «нет» – корректируем значение cl=0 и повторяем расчёт с
пункта 6. Если «да» - идём к пункту 9.
9. Проверяем условие: cl lk ck
Если «нет» - корректируем значение lk и повторяем расчёт с пункта
5. Если «да» - расчёт закончен. Принимаем значение lk на текущей
итерации, диаметр реактора рассчитан в п.2.
33.
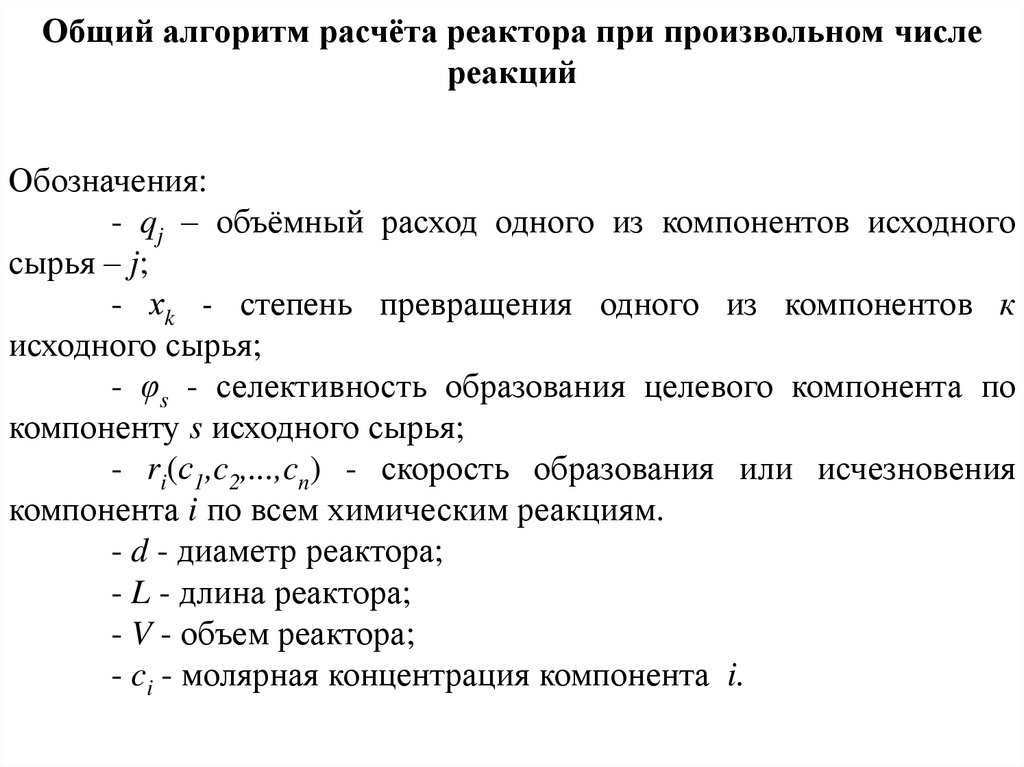
Общий алгоритм расчёта реактора при произвольном числереакций
Обозначения:
- qj – объёмный расход одного из компонентов исходного
сырья – j;
- хk - степень превращения одного из компонентов к
исходного сырья;
- φs - селективность образования целевого компонента по
компоненту s исходного сырья;
- ri(с1,c2,...,cn) - скорость образования или исчезновения
компонента i по всем химическим реакциям.
- d - диаметр реактора;
- L - длина реактора;
- V - объем реактора;
- ci - молярная концентрация компонента i.
34.
Исходные данные: - qj, φk, хk, ri(с1,c2,...,cn), состав исходного сырья идр. Рассчитать: d,L,V, ci
1.
Задаемся значениями факторов, влияющих на селективность
образования целевого продукта (температура, соотношение между
реагентами, степень превращения компонентов исх. сырья и др);
2.
Рассчитываем объемный расход реакционной массы q и
начальные концентрации компонентов cio.
3.
Задаемся временем пребывания реакционной массы в
реакторе - τ (это отношение V/q).
4.
Для модели идеального смешения рассчитываем объём
реактора: V=qτ.
5.
Для модели идеального вытеснения задаёмся диаметром
аппарата d и рассчитываем площадь сечения реактора S=πd2/4,
линейную скорость движения жидкости w=q/S и длину реактора
L=wτ.
35.
6.Для реального аппарата выбираем
режим движения
жидкости в реакторе, задавшись соответствующим значением
критерия Re. Рассчитываем диаметр d=4qρ/Reπμ, площадь сечения
S=πd2/4, линейную скорость, w=q/S и длину реактора L=wτ.
При использовании для расчёта ячеечной модели
рассчитываем параметр ячеечной модели
m – число ячеек
идеального смешения.
При использовании для расчёта диффузионной модели
рассчитываем параметры модели – коэффициенты диффузии в
продольном Dl и (или) радиальном направлении Dr.
7.
Решаем систему уравнений материального баланса
(составленных для каждого компонента) и рассчитываем
концентрации всех компонентов на выходе из реактора.
8.
Рассчитываем степень превращения компонента k исходного
сырья хk и селективность образования целевого продукта по
компоненту s исходного сырья - φs.
36.
9. Если степень превращения компонента k не равна заданной, токорректируем время пребывания реакционной массы и повторяем
расчёт с пункта 4. Если совпадает с определённой точностью,
переходим к пункту 10.
10. Если селективность образования целевого продукта по
компоненту s исходного сырья не равняется заданной φs, то
корректируем значения факторов, влияющих на селективность
процесса и повторяем расчёт с пункта 2.
Если значение селективности равно заданному (с
определённой точностью), то расчёт закончен.
Результаты расчёта: d, L, V, сi - концентрации компонентов
на выходе из реакторов.
37.
Расчёт реакторов периодического действияИсходные данные:
- В реакторе протекает одна реакция;
Qс – суточная производительность по сырью;
сo – начальная концентрация ключевого компонента
исходного сырья в реакционной массе;
с – конечная концентрация ключевого компонента;
r(c) – зависимость скорости химической реакции от
концентрации.
Необходимо рассчитать:
- объём реактора (объём реакционной массы в реакторе);
- число реакторов.
38.
Расчёт проводим в следующей последовательности:1. Рассчитывают период периодического процесса (Δτ) – время от
начала одной операции до начала последующей операции:
- загрузка исходных веществ - τ1;
- нагрев - τ 2;
- химическое превращение - τ 3;
- охлаждение реакционной массы - τ 4;
- выгрузка продуктов - τ 5;
- подготовка реактора к следующей операции - τ 6.
2. Δτ = 1+ τ 2+ τ 3+ τ 4+ τ 5+ τ 6;
39.
3. Для расчёта объёма реактора составляем пропорцию:За 24 часа необходимо переработать сырья (1+ z)Qс
За Δτ - всё сырьё, которое находится в реакторе, т.е. φnV,
(1 z ) QC
n
24 V
QC
m
n V
число реакторов объема V
число операций в сутки
где φ - коэффициент заполнения реактора (0,4 - 0,9),
производительности (5 - 20%).
(1 z )Qc
V
24n
z-запас
40.
4.Проводим теплотехнический расчёт по стадиям и находим
количество тепла, которое нужно подвести или отвести на каждой
стадии.
Q K F t cp
τ- время проведения стадии охлаждения или нагрева.
Δtcp- средняя разность температур.
К – коэффициент теплопередачи.
F – площадь поверхности теплообмена.
Для процесса охлаждения:
T1 T2
T2 t1
A 1
t cp
; A
T1 t1 A ln A
T2 t 2
ln
T2 t 2
где Т1 и Т2 – начальная и конечная температуры охлаждаемой
жидкости;
t1 и t2 – начальная и конечная температура нагреваемой жидкости
(хладогента).
41.
Для процесса нагрева:t1 t 2
T1 t 2
A 1
t cp
; A
T1 t1 A ln A
T2 t 2
ln
T2 t 2
где t1 и t2 – начальная и конечная температуры нагреваемой
жидкости;
T1 и T2 – начальная и конечная температура охлаждаемой жидкости
(теплоносителя).
5. Рассчитываем количество теплоносителей, подаваемых в реактор
на каждой стадии.