







 industry
industrySimilar presentations:










Обработка детали по управляющей программе
1. Презентация на тему: «Обработка детали по управляющей программе»
Прохоров Кирилл гр.4012.
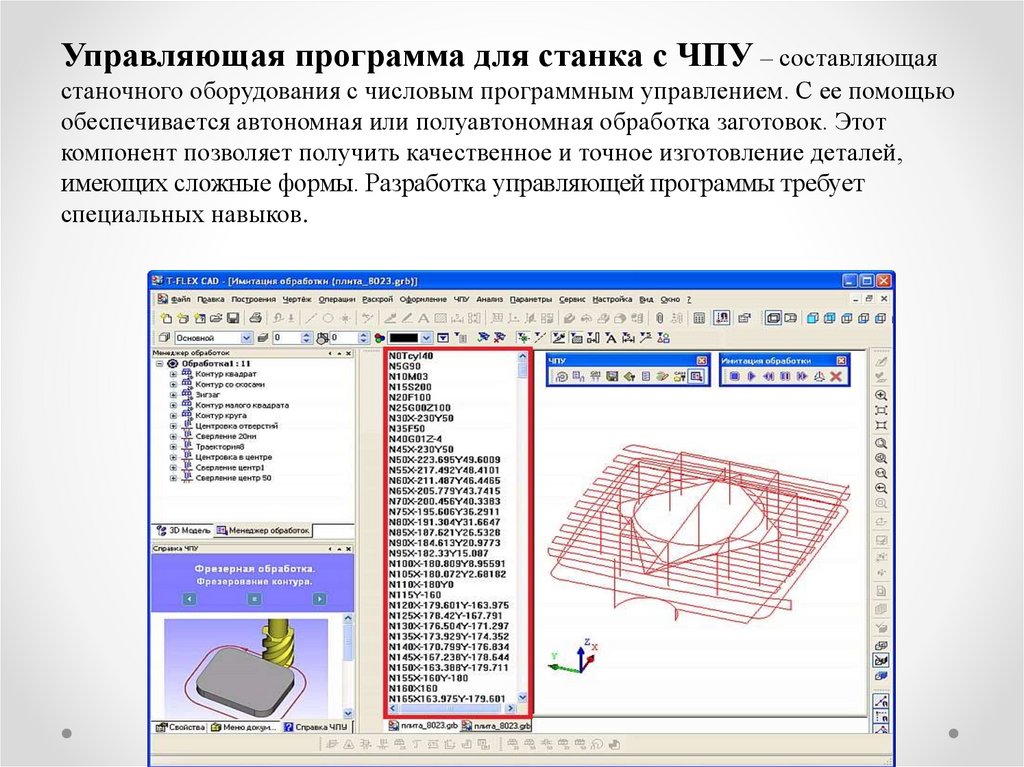
Управляющая программа для станка с ЧПУ – составляющаястаночного оборудования с числовым программным управлением. С ее помощью
обеспечивается автономная или полуавтономная обработка заготовок. Этот
компонент позволяет получить качественное и точное изготовление деталей,
имеющих сложные формы. Разработка управляющей программы требует
специальных навыков.
3. Предназначение
Управляющая программа обеспечивает контроль над станками на числовомпрограммном управлении. без необходимости постоянного слежения. Она
представляет собой комплекс команд, которые подаются рабочему
оборудованию
При помощи команд:
• перемещаются инструменты;
• перемещаются заготовки;
• контролируется скорость обработки.
Написание программы осуществляется под конкретные заготовки.
Для ее создания необходимо установить на компьютер специальную
программу. Наличие подобного софта позволит создать методики
контроля самостоятельно при наличии базовых навыков.
4. Токарный станок с ЧПУ Фрезерный станок с ЧПУ
Программное управление бывает дискретным иконтурным. Первый вариант используется для обработки
заготовок с простыми формами. Он позволяет выполнить
базовые функции. УП второго типа предназначен для
сложной обработки. Он чаще всего используется на
токарных и фрезерных станках. Обработка осуществляется
в зависимости от характеристик конкретного прибора. На
их основе выполняются заданные функции.
Токарный станок с ЧПУ
Фрезерный станок с ЧПУ
5. Создание
Методика создания УП включает несколько этапов. На первом этапесоздания управляющей программы строится цифровая модель изделия.
После этого проводится программный анализ. С его помощью модель
можно разделить на точки, чтобы разработать систему координат. По ней
будут двигаться инструменты и заготовка в ходе работы.
6.
Создать программу без трехмерной модели изделия неполучится. Данная задача выполняется специалистом. Также
уже готовые модели можно скачать в интернете, но нет
гарантии, что они подойдут для нужной работы. При
изготовлении программ для станков с ЧПУ можно
использовать системы автоматизированного проектирования,
самыми популярными из которых являются:
• AutoCAD;
• NanoCAD;
• T-FlexCAD;
• ArtCam;
• SolidWorks.
7.
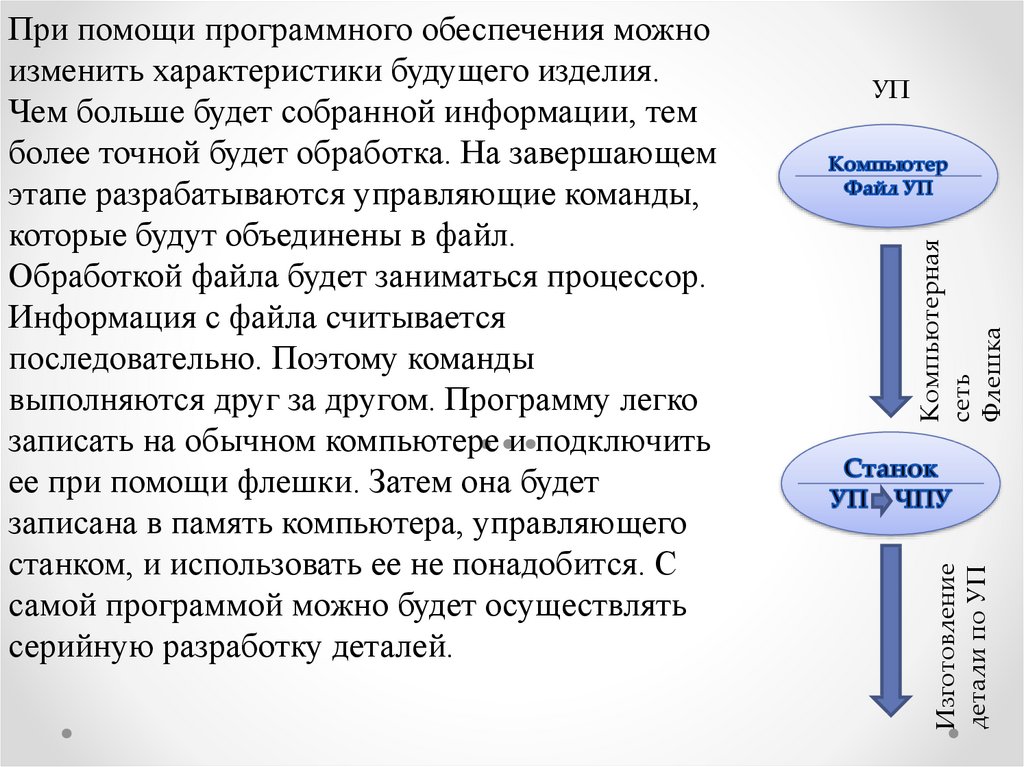
Компьютернаясеть
Флешка
УП
Изготовление
детали по УП
При помощи программного обеспечения можно
изменить характеристики будущего изделия.
Чем больше будет собранной информации, тем
более точной будет обработка. На завершающем
этапе разрабатываются управляющие команды,
которые будут объединены в файл.
Обработкой файла будет заниматься процессор.
Информация с файла считывается
последовательно. Поэтому команды
выполняются друг за другом. Программу легко
записать на обычном компьютере и подключить
ее при помощи флешки. Затем она будет
записана в память компьютера, управляющего
станком, и использовать ее не понадобится. С
самой программой можно будет осуществлять
серийную разработку деталей.
8.
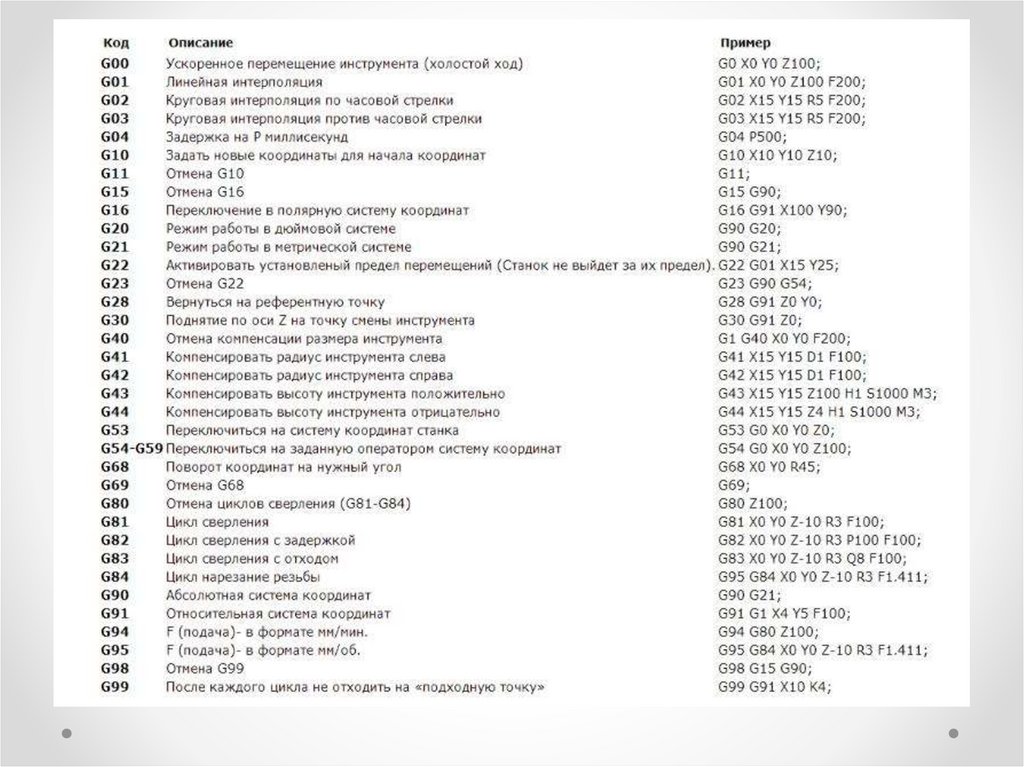
G-кодОсновной составляющей управляющих программ является G-код. Он
состоит из числовых символов. Символы числовой системы могут быть
различными командами:
• технологическими;
• геометрическими;
• подготовительными;
• вспомогательными.
Первый тип отвечает за определение рабочего инструмента, скорость
обработки, включение и выключение прибора. Второй тип определяет и
контролирует заданные координаты. Третий тип позволяет программе
управлять станком, а также задает режимы производства. Последний тип
включает и выключает отдельные механизмы. Разобраться в коде может
технолог-программист.
9.
10. Особенности УП
При создании программы для станков необходимо учестьцелый комплекс вопросов:
• на каких оборотах способен работать шпиндель;
• на каких скоростях он может работать;
• с какой производительностью способен работать станок;
• насколько может перемещаться рабочий инструмент;
• сколько инструментов может использовать станок.
Большинство вопросов связаны с характеристиками станка.
Для определения необходимых данных достаточно
воспользоваться инструкцией, которая следует вместе с
оборудованием при его покупке. Некоторые управляемые
станки могут иметь дополнительные функции. Их также
нужно учитывать при программировании, иначе обработка
может осуществляться неточно. Список дополнительных
функций также имеется в инструкции.
11.
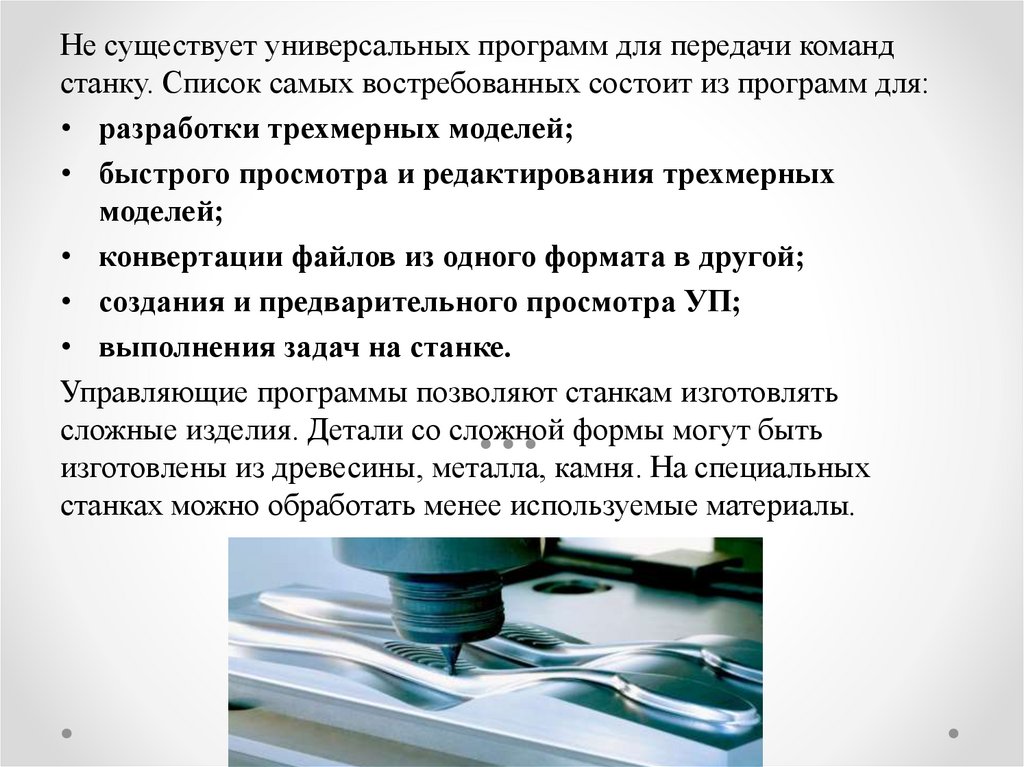
Не существует универсальных программ для передачи командстанку. Список самых востребованных состоит из программ для:
• разработки трехмерных моделей;
• быстрого просмотра и редактирования трехмерных
моделей;
• конвертации файлов из одного формата в другой;
• создания и предварительного просмотра УП;
• выполнения задач на станке.
Управляющие программы позволяют станкам изготовлять
сложные изделия. Детали со сложной формы могут быть
изготовлены из древесины, металла, камня. На специальных
станках можно обработать менее используемые материалы.
12. Преимущества
Управляющая программа помогает упросить производственный процесс внесколько раз. На станках с ЧПУ не требуется больше одного оператора агрегата,
и работает по простой методике. УП экономят время и повышают точность
обработки.
УП используются при:
изготовлении рекламных баннеров;
производстве мебели;
дизайнерском оформлении помещения;
порезке и раскрое листового материала;
изготовлении сувенирных изделий.
При помощи современных приложений составить управляющую программу
может человек, не имеющий образования в области программирования.
Благодаря поддержке различных операционных систем, запустить УП можно
практически на любом компьютерном устройстве, связанным со станком с
системой числового программного управления. Недостаток программных
приложений заключается в периодическом возникновении ошибок.
13. Виды ошибок
Ошибки возникают чаще всего при разработке УП для обработки деталей,имеющих сложные формы. Наиболее частой причиной является
недостаточная подготовка оператора-программиста. Поэтому УП должны
разрабатываться подготовленными сотрудниками.
Ошибки бывают трех типов:
• геометрического;
• технологического.
Первый вид ошибок возникает на этапе расчетов. В большинстве случаев
они связаны с нарушением параметров заготовки, вычислении координат
опорных точек, определения положения рабочих инструментов станочного
прибора.
Технологические ошибки возникают, когда станок настраивается. Их
причина заключается в неправильно заданной скорости, параметров
обработки, и других команд, задаваемых для оборудования с ЧПУ. Третий
тип ошибок возникает в перфорированной ленте или перфораторе.
14. ВНИМАНИЕ!!!
Спасибо за внимание (*・ω・)Старался для вас: Прохоров Кирилл гр.401
Источник:vseochpu.ru