







 industry
industrySimilar presentations:










Основные подходы к расчету параметров прокатки в ЛПА
1. Национальная академия наук Украины Институт черной металлургии им. З.И. Некрасова
Научно-техническая конференция«Молодая академия 2011»
«Основные подходы к расчету параметров прокатки в ЛПА»
Докладчик
инж. Бадюк С.И.
1
2. ОСНОВНЫЕ ЗАВИСИМОСТИ ДЛЯ РАСЧЕТА ЭНЕРГОСИЛОВЫХ ПАРАМЕТРОВ ПРОКАТКИ
Среднее контактное нормальное напряжениеpcр n nk n
n – коэффициент, учитывающий влияние среднего главного
напряжения;
nk - коэффициент влияния формы калибра;
n - коэффициент напряженного состояния;
- среднее напряжение текучести в очаге деформации.
Коэффициент напряженного состояния
n nb n n n
Сила прокатки
P pср bср ld
Момент прокатки
M 2 P l d (T0 T1 ) R
nb – коэффициент, учитывающий влияние внешнего трения в связи с
уширением;
n , n , n - коэффициенты, учитывающие влияние внешнего трения,
внешних зон и натяжения (подпора).
ld - длины дуги захвата с учетом упругого сплющивания валков;
bср – средняя ширина раската в очаге деформации.
ψ - коэффициент плеча момента;
T0 и T1 – величины заднего и переднего натяжения соответственно;
R - радиус рабочего валка.
Коэффициент плеча момента
1 S ln h0 / h1 S – опережение металла при прокатке.
3
2 1 h0 / h1 l d / hср
Мощность прокатки
– угловая скорость валков
N M
2
3.
ВЗАИМОСВЯЗЬ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ПРОКАТКИ В ЛПА3
4. ДЕФОРМАЦИЯ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ В ЛИНИИ МНЛЗ
45. ОСНОВНЫЕ ЗАВИСИМОСТИ ДЛЯ РАСЧЕТА ЗАПАСА ПЛАСТИЧНОСТИ
Последовательность расчета степени использования запаса пластичности:1. Определение напряженно-деформированного состояния металла.
2. Определение значений интенсивности скоростей деформации сдвига Н и показателя
напряженного состояния.
3. Определение пластичности металла в зависимости от различных термомеханических
параметров.
.
4. Определение степени использования запаса пластичности
5
6. ФАКТОРЫ, ВЛИЯЮЩИЕ НА ПОВРЕЖДЕННОСТЬ ЗАГОТОВОК
ТЕМПЕРАТУРНО-ВРЕМЕННЫЕ ОБЛАСТИ ОБРАЗОВАНИЯТРЕЩИН В НЛЗ
ЗАВИСИМОСТЬ ОТНОСИТЕЛЬНОГО СУЖЕНИЯ СТАЛИ ОТ
ТЕМПЕРАТУРЫ
ИЗМЕНЕНИЕ ОСТАТОЧНОЙ ПОВРЕЖДЕННОСТИ ( ОСТ) И ЗАЛЕЧИВАНИЯ ( ) НЛЗ ПРИ ТЕРМОСТАТИРОВАНИИ В
ЗАВИСИМОСТИ ОТ ИСХОДНОЙ ПОВРЕЖДЕННОСТИ ( 1)
6
7. ХАРАКТЕРНАЯ МАКРАСТРУКТУРА И РАСПРЕДЕЛЕНИЕ ТЕМПЕРАТУРЫ ПО СЕЧЕНИЮ ЗАГОТОВКИ НА ВЫХОДЕ ИЗ МНЛЗ
78. ВЛИЯНИЕ ТЕМПЕРАТУРНОГО ПОЛЯ НА ПРОДОЛЬНЫЕ НАПРЯЖЕНИЯ ПРИ ПРОКАТКЕ НЛЗ
ХАРАКТЕР НАПРЯЖЕНИЙ ПРИ ПРОКАТКЕЗАГОТОВКИ С РАВНОМЕРНЫМ ТЕМПЕРАТУРНЫМ
ПОЛЕМ
ХАРАКТЕР НАПРЯЖЕНИЙ ПРИ ПРОКАТКЕ
ЗАГОТОВКИ С НЕРАВНОМЕРНЫМ ТЕМПЕРАТУРНЫМ
ПОЛЕМ
8
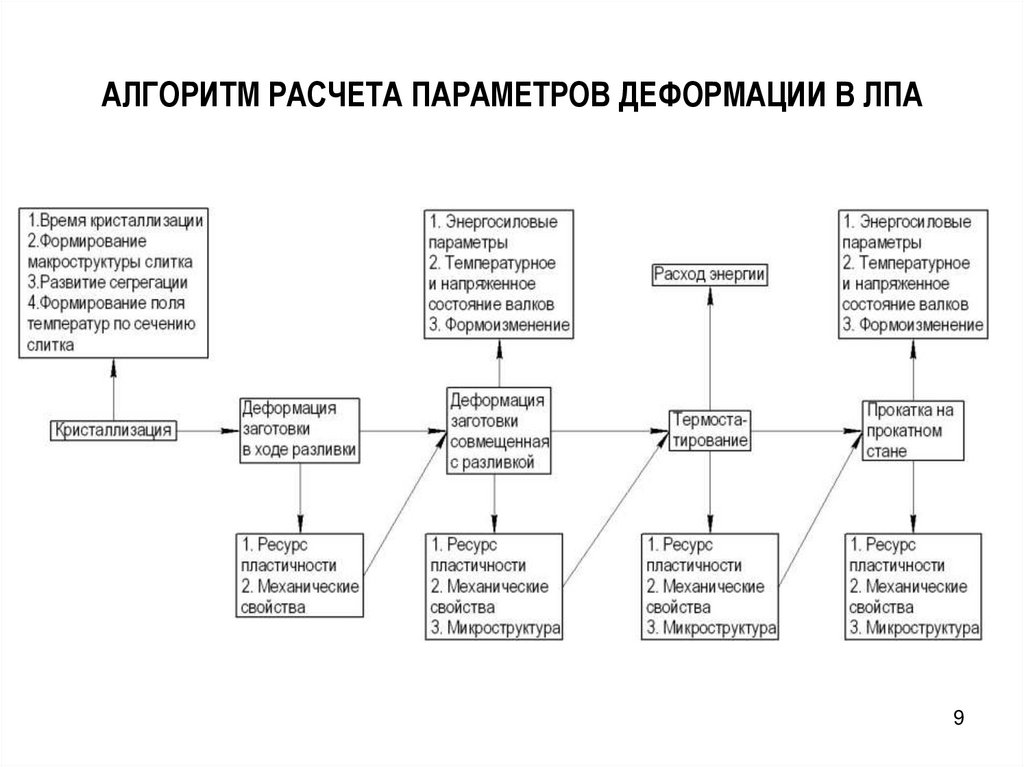
9.
АЛГОРИТМ РАСЧЕТА ПАРАМЕТРОВ ДЕФОРМАЦИИ В ЛПА9