















 chemistry
chemistrySimilar presentations:







")


Наноструктурированные тонкие пленки суперсплавов Mo, W и Re с 3d6-8 металлами
1.
Национальная академия наук УкраиныИнститут общей и неорганической химии имени В.И.Вернадского, Киев
Наноструктурированные
тонкие пленки
суперсплавов Mo, W и Re с
3d6-8 металлами
д.х.н. Кублановский Валерий Семенович,
д.т.н. Берсирова Оксана Леонидовна
XXVI МЕЖДУНАРОДНАЯ КОНФЕРЕНЦИЯ «НОВЫЕ ТЕХНОЛОГИИ В МАШИНОСТРОЕНИИ»
1
3–8 сентября 2016 г., Коблево, Николаевская обл, Украина
2.
Институт общей и неорганической химии им. В.И.ВернадскогоНациональной академии наук Украины
2
3. Electrochemistry in World:
Contribution of countries into worldwide information inelectrochemistry (average for the period 2000-2015)
3
4.
Катализаторы иэлектрокатализаторы
Микроэлектромеханические
системы
Функциональные покрытия
4
5.
Институт общей и неорганической химии имени В.И.Вернадского НАН УкраиныОтдел электрохимического материаловедения и электрокатализа
академик Б.М. Графов:
“…В последнее время наблюдается сдвиг в сторону прикладной электрохимии
(электрохимическая энергетика, электрохимические сенсоры, электрохимическое материаловедение)…”
5
6. Дизайн функциональных материалов
«Функциональные материалы»материалы –
это материалы, обладающие определенным уровнем физикохимических и механических свойств, которые в совокупности
обеспечивают использование этих материалов в качестве
рабочего элемента или детали в определенном устройстве,
приборе или конструкции.
Функциональные материалы
От микроэлектроники ……………………..до космических исследований
Обладают вполне определенными, желательно настраиваемыми,
физическими и химическими свойствами.
«Новые материалы» - это, как правило, материалы, которые освоены недавно
(не более 20-30 лет назад) или осваиваются промышленностью в настоящее время,
а также находящиеся на стадии разработки или исследования.
Таким образом, к “новым” относится большое количество разнообразных материалов.
6
7.
Институт общей и неорганической химии имени В.И.Вернадского НАН УкраиныОтдел электрохимического материаловедения и электрокатализа
Электрохимический
синтез
Технология
электрохимического
формирования осадков
состав
ЭАК
параметры
электролиза
j, E, , dE/dj
структура
- внешнее строение.
- внутреннее строение
- кристаллографическая
ориентация
- неориентированные
-ориентированные
-текстурированные
- Наноразмерные осадки
- Наноструктурированные
осадки
свойства
- механические
- химические
-электрические
-магнитные
-электрохимические
-функциональные
функция
(функциональный
материал)
-Электрические материалы
Полупроводники, диэлектрики,
пьезо- и сегнетоэлектрики
-Конструкционные материалы
Термостойкие, механически прочные,
Износостойкие
-Электрокаталитические
материалы
-Магнитные материалы
Магнитомягкие, магнитожесткие, ППГ
-Пористые материалы
Адсорбенты, тепловые трубы
-Катализаторы
СО2-лазеры и др.
-Оптические материалы
Прозрачные в различных областях
спектра,люминесцентные,
электрохромные
7
8. Общие направления работ
Институт общей и неорганической химии имени В.И.Вернадского НАН УкраиныОтдел электрохимического материаловедения и электрокатализа
Общие направления работ
Прикладные направления:
-функциональная гальванотехника
-электрокатализаторы
Фундаментальное направление:
электрохимическая кинетика и электрокатализ
Э\х кинетика как основа управляемого синтеза функциональных материалов:
- функциональных гальванических покрытий;
- электрокатализаторов
(разработка перспективных композиционных материалов
с высокими электрокаталитическими свойствами,
напр., этанольные электрокатализаторы, электрокатализаторы кислородной,
водородной реакции в ТЭ)
8
9. Анализ современного состояния проблемы
Применение сплавовБинарные суперсплавы M1M2
(где М1 - 3d6-8 металлы подгруппы железа: Fe, Co, Ni;
и М2 - Mo, W, Re)
Уникальный комплекс функциональных свойств
магнитных,
Устройства для записи и хранения информации; микроэлектромеханические системы; магнитные микросенсоры
коррозионных,
Коррозионностойкие и защитно-декоративные покрытия,
фотоэлектрохимических,
способные заменить хромовые покрытия
износостойких и
Электрокаталитические материалы для процессов
электрокаталитических
восстановления водорода/кислорода и окисления этанола
инновационная перспективность
9
10. Анализ современного состояния проблемы
Вклад ученых разных стран в изучение теоретических и прикладныхаспектов электроосаждения сплавов молибдена и вольфрама
(Analysis of papers published in the issues referred by “ISI Web of Knowledge” database, за
период с 1990 года.)
Самым первым работам в области электроосаждения сплавов Mo/W/Re уже более 80 лет
(Brenner, Holt, Vasko…..)
За последние годы большой вклад в ЭЛЕКТРОХИМИЮ СУПЕРСПЛАВОВ 3d6-8 МЕТАЛЛОВ внесли:
E.Gomez, E.Pellicer, E.Valles, E.Chassaing, E.Beltowska-Lehman, VD.Jovic, N.Li, E.Matsubara,
R.Hashimoto, E.Lagiewka, D.Landolt, EJ.Podlaha, S.Prasad, SM.Zhou, H.Cesiulis, P.Ozga,
M.Donten, N.Sakhnenko, M.Ved, A.Dikusar, V.Kuznetsov, et all.
10
11. Анализ современного состояния проблемы
контролируемое формированиеКоличество печатных работ посвященных исследованию магнитных (а),
и электрокаталитических (б) свойств гальванических покрытий W и Mo,
согласно международной базы данных WEB of Science® и Science Citation Index ExpandedTM).
O. Bersirova, H.Cesiulis, M.Donten, A.Krolikowski, Z.Stoek, G. Baltrunas,
Corrosion and anodic behavior of electrodeposited Ni-Mo alloys
// Physicochemical Mechanics of Materials, 2004, № 4, p. 620-625.
11
12. Анализ современного состояния проблемы
• Основная идея (современный тренд) –пути управления составом сплавов
(увеличения либо уменьшения
тугоплавкого компонента в сплаве) в
плане получения комплекса
оптимальных функциональных свойств
для разного применения (инноваций)
12
13.
Электрохимический синтез (дизайн)может быть проведен в трех основных средах:
электролиз расплавленных солей; электролиз из неводных растворов;
и, наконец, электролиз из водных растворов.
Основная ванна для нанесения сплавов подгруппы железа с W, Mo, Re - цитратная ванна.
Общая проблема электрохимического синтеза
таких сплавов из водных растворов –
• относительно низкое процентное содержание
тугоплавких металлов в сплаве
• низкая скорость осаждения
•ограничения эффективности процесса
(выход по току в большинстве случаев не превышает 10-15%,
если содержание тугоплавкого металла >25ат.%)
13
14. Разработка высокоэффективного электрохимического синтеза
Соосаждение W, Mo и Re с металлами подгруппыжелеза в водных растворах происходит по так
называемому "индуцированному" механизму,
который ограничивает максимальное содержание
тугоплавких металлов в сплавах в большинстве
случаев на значениях менее 30 ат.%.
14
15. Разработка высокоэффективного электрохимического синтеза
Увеличение эффективности осаждения сплавапутем введения дополнительных лигандов в цитратную
ванну, таких как
аммиак, ЭДТА, и пирофосфаты,
которые позволяют значительно увеличить скорость
осаждения.
Для интенсификации процесса соосаждения металлов
в сплав был рекомендован следующий ряд
комплексообразователей - аминокислот:
глицин> серин> аланин.
15
16.
Полилигандный цитратно-пирофосфатный электролитОсновной состав электролита для получения покрытий сплавами Со-Мо:
Сo (II) – 0.1; Mo (VI) – 0.1; Na3Cit – 0.2; K4P2O7 – 0.2; Na2SO4 – 0.5.
Направления исследований:
Влияние соотношение металлов на состав сплавов;
Влияние соотношений лигандов на количественный состав сплавов;
Зависимость состава и выхода по току от условий электроосаждения
(плотности тока, температуры);
Исследование кинетики разряда металлов в сплав.
Изучение коррозионных свойств полученных покрытий;
Изучение магнитных свойств сплавов;
Изучение электрокаталитических свойств в реакции восстановления
водорода/кислорода и окислении этанола; и др.
16
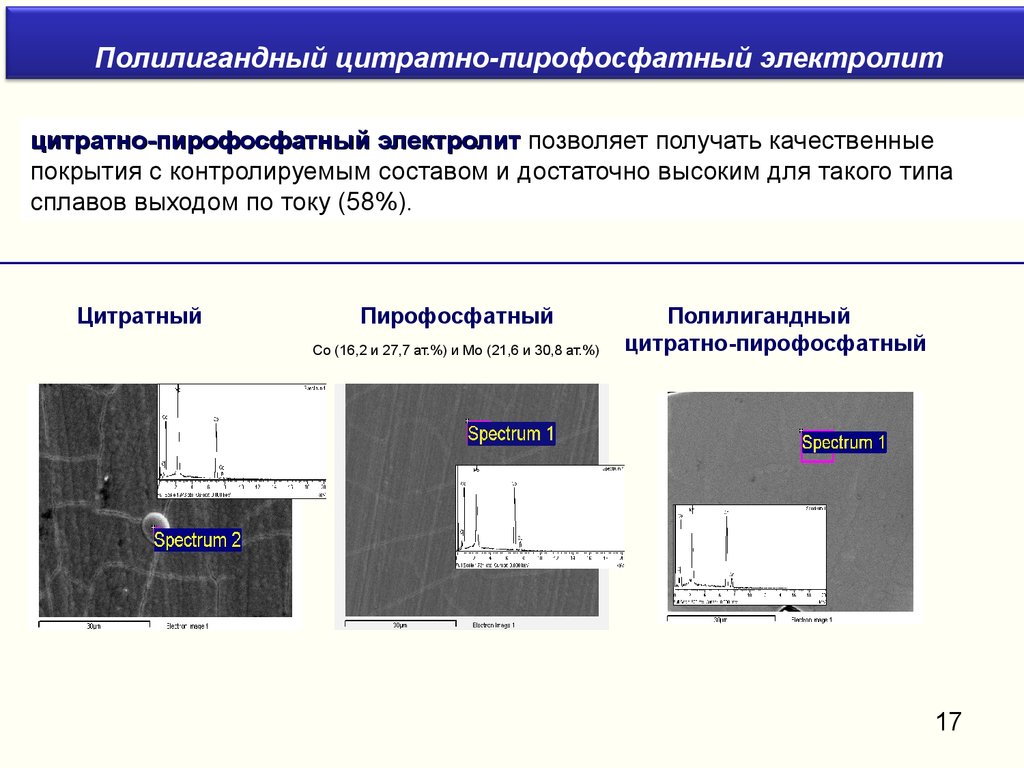
17.
Полилигандный цитратно-пирофосфатный электролитцитратно-пирофосфатный электролит позволяет получать качественные
покрытия с контролируемым составом и достаточно высоким для такого типа
сплавов выходом по току (58%).
Цитратный
Пирофосфатный
Со (16,2 и 27,7 ат.%) и Мо (21,6 и 30,8 ат.%)
Полилигандный
цитратно-пирофосфатный
17
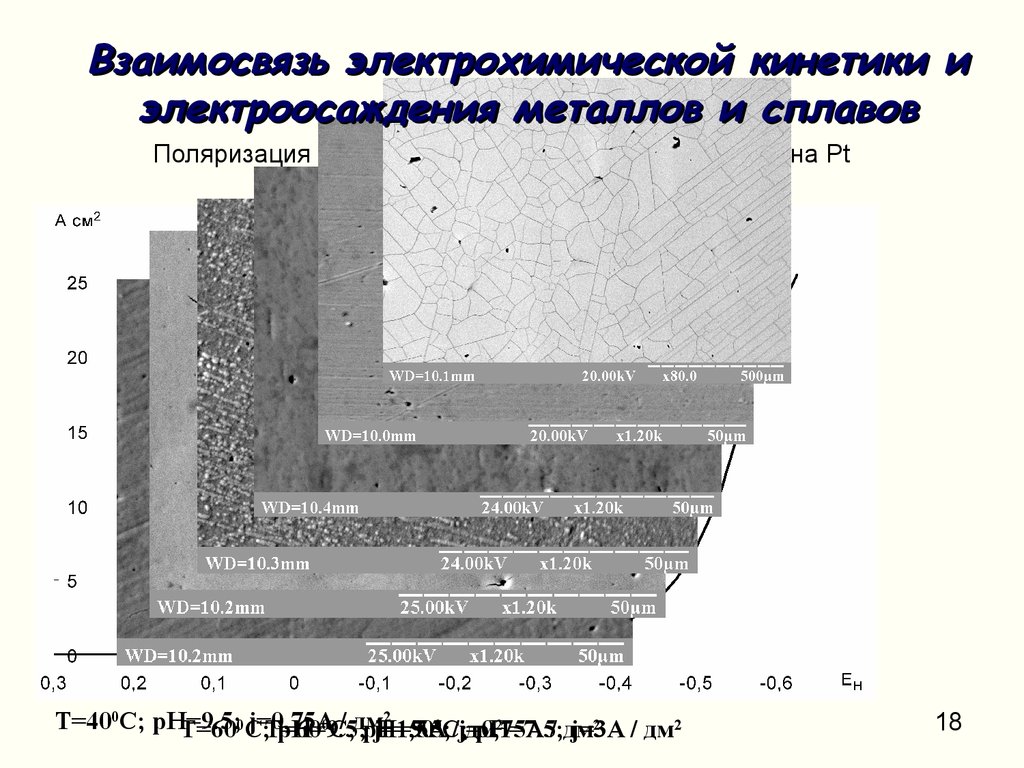
18.
Взаимосвязь электрохимической кинетики иэлектроосаждения металлов и сплавов
Поляризация электрода при выделении сплава Ni-W на Pt
из цитратно-пирофосфатного электролита
2
T=400C; pH=9.5;
j=0,75A
0 / дм
2
2
T=600C;
T=60
pH=9.5;
C; pH=9.5;
j=1,5A
T=500C;
/j=0,75A
дм
pH=7.5;
/ дм
j=3A
/ дм2
18
19.
Взаимосвязь между структурой осадков исоставом сплавов
Fe-W
рН 9.0
рН 7.5
intensity
Fe -28 at.% W
110
200
30
j, А дм-2
45
60
75
2 theta
211
Fe metallurg.
90
105
Месбауерівські спектри (а) та характеристичні
XRD-спектри (б) для металургійного Fe і
електроосадженого сплаву Fe-W (Fe - 28aт.% )
Найдено новое явление:
при переходе от условий осаждения, в которых формируется аморфно-кристаллический тип
сплава в аморфный, возникает скачок скорости осаждения, что при одинаковом
19
количественном составе сплавов дает различную структуру и функциональные свойства
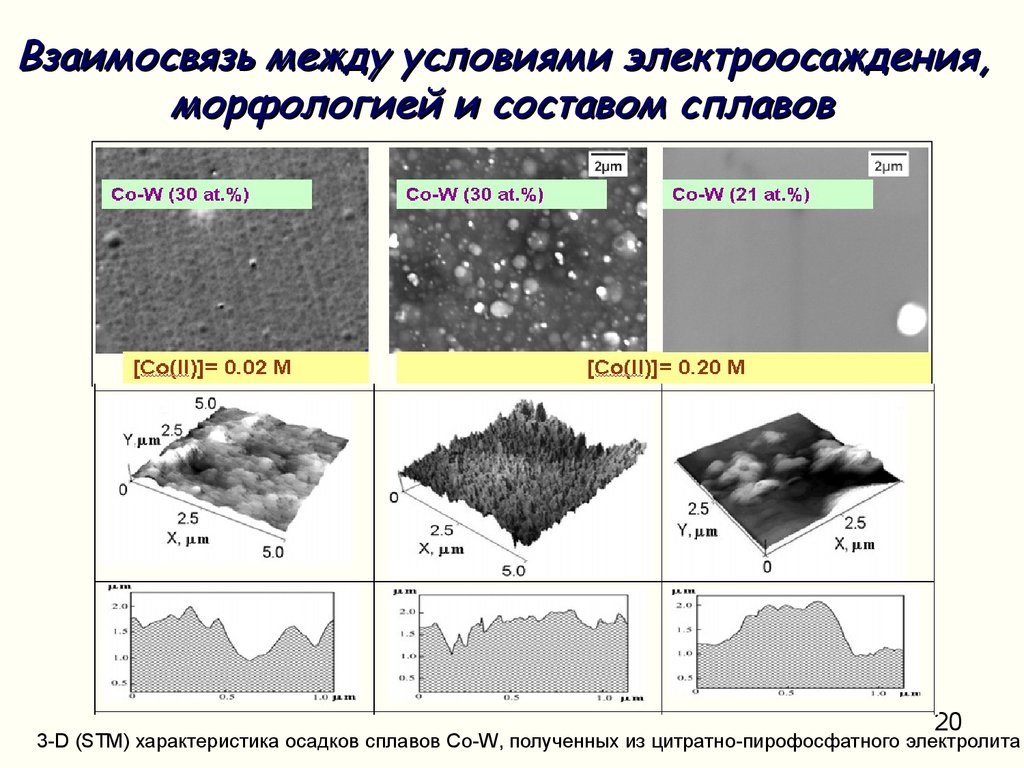
20.
Взаимосвязь между условиями электроосаждения,морфологией и составом сплавов
20
3-D (STM) характеристика осадков сплавов Co-W, полученных из цитратно-пирофосфатного электролита
21. Roughness of the tungsten alloys
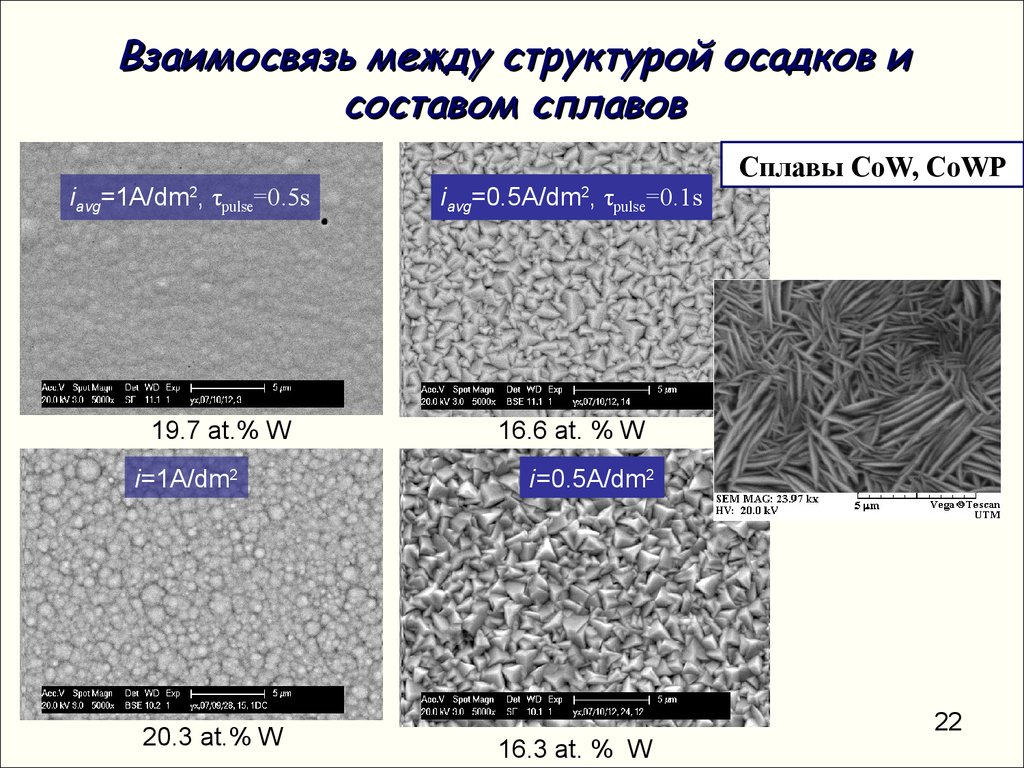
2122.
Взаимосвязь между структурой осадков исоставом сплавов
Сплавы CoW, CoWP
iavg=1A/dm2, τpulse=0.5s
19.7 at.% W
i=1A/dm2
20.3 at.% W
iavg=0.5A/dm2, τpulse=0.1s
16.6 at. % W
i=0.5A/dm2
16.3 at. % W
22
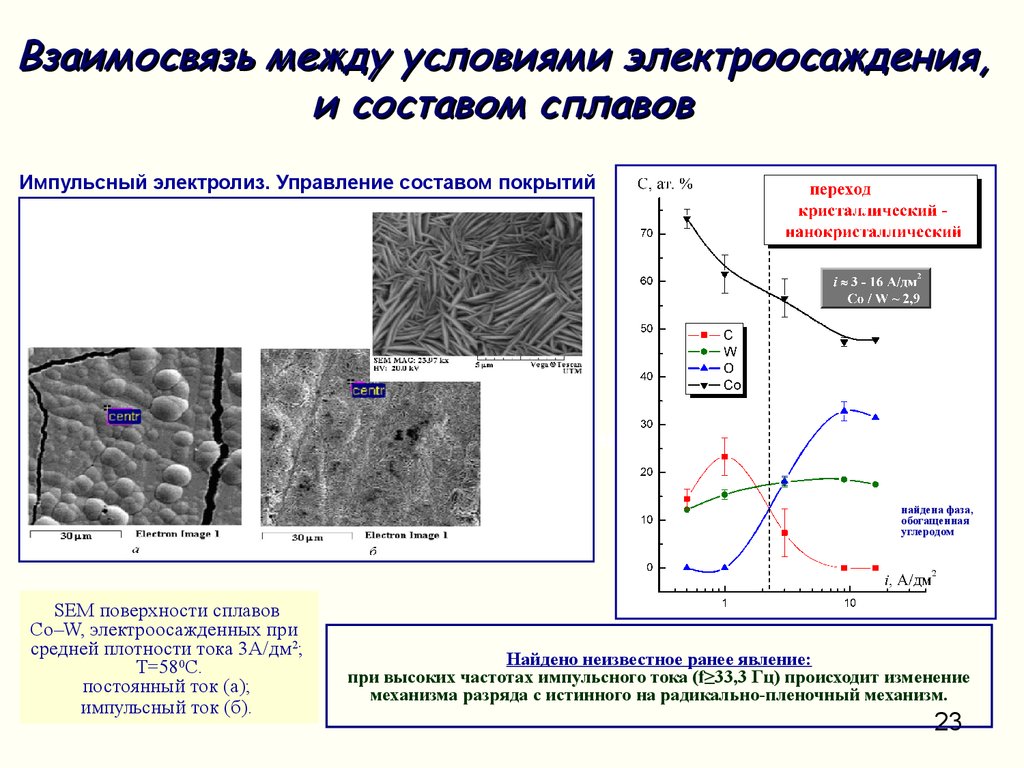
23.
Взаимосвязь между условиями электроосаждения,и составом сплавов
Импульсный электролиз. Управление составом покрытий
Этанольный топливный элемент
найдена фаза,
обогащенная
углеродом
SEM поверхности сплавов
Co–W, электроосажденных при
средней плотности тока 3А/дм2;
Т=580С.
постоянный ток (а);
импульсный ток (б).
Найдено неизвестное ранее явление:
при высоких частотах импульсного тока (f≥33,3 Гц) происходит изменение
механизма разряда с истинного на радикально-пленочный механизм.
23
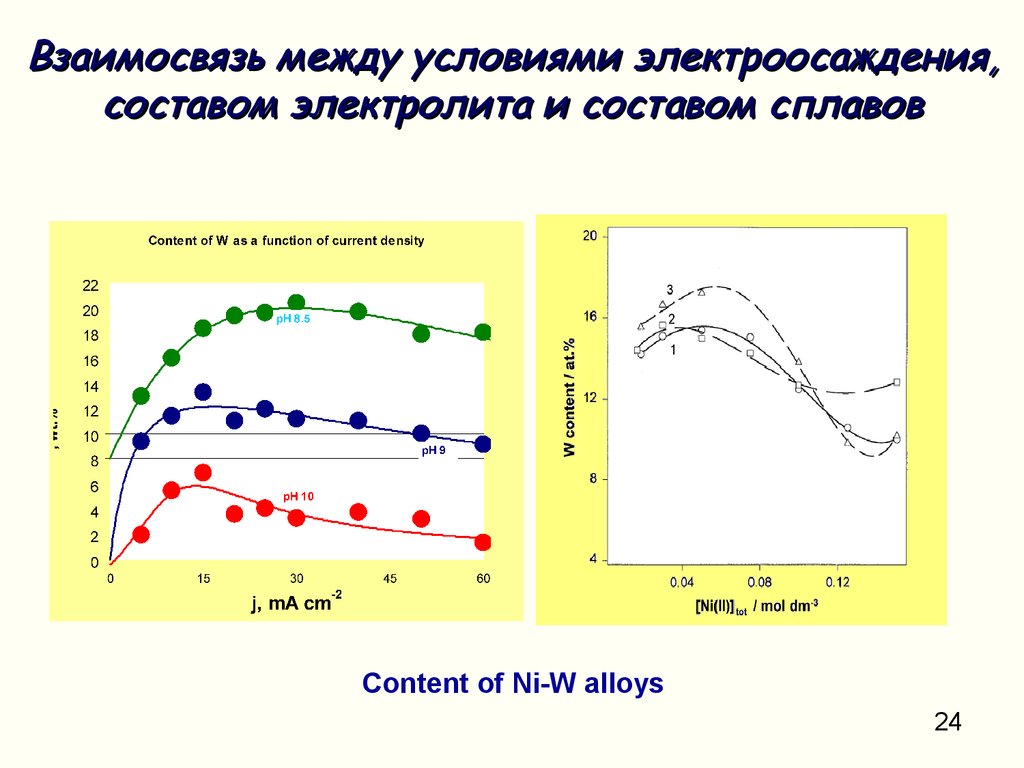
24.
Взаимосвязь между условиями электроосаждения,составом электролита и составом сплавов
Content of Ni-W alloys
24
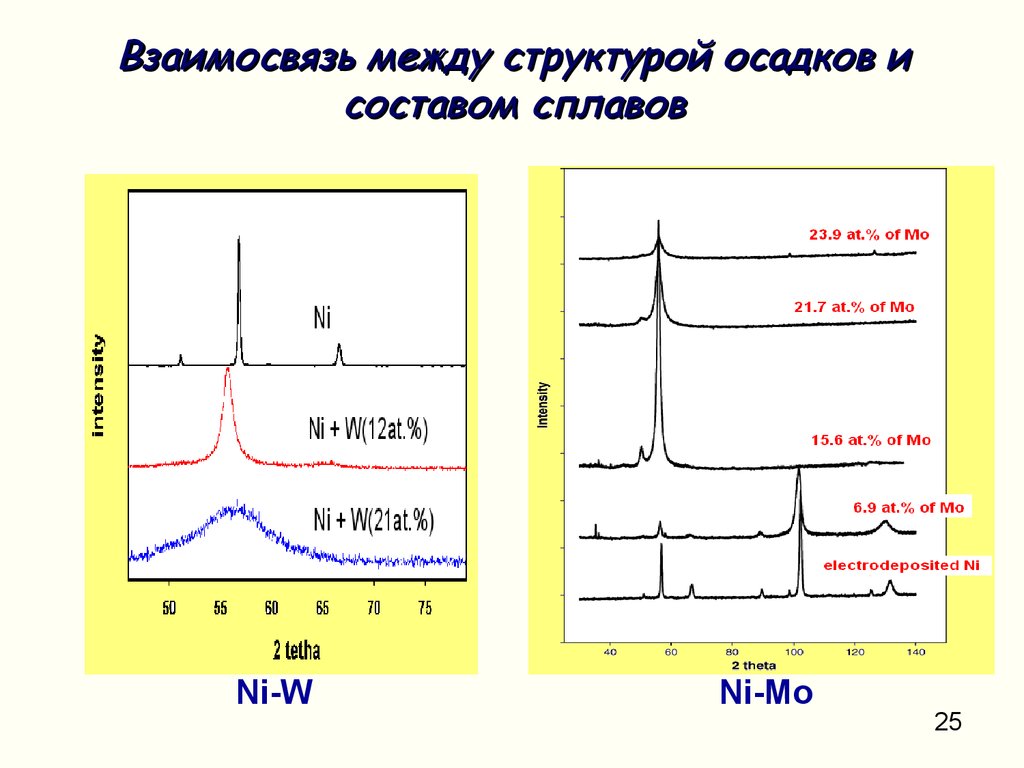
25.
Взаимосвязь между структурой осадков исоставом сплавов
Ni-W
Ni-Mo
25
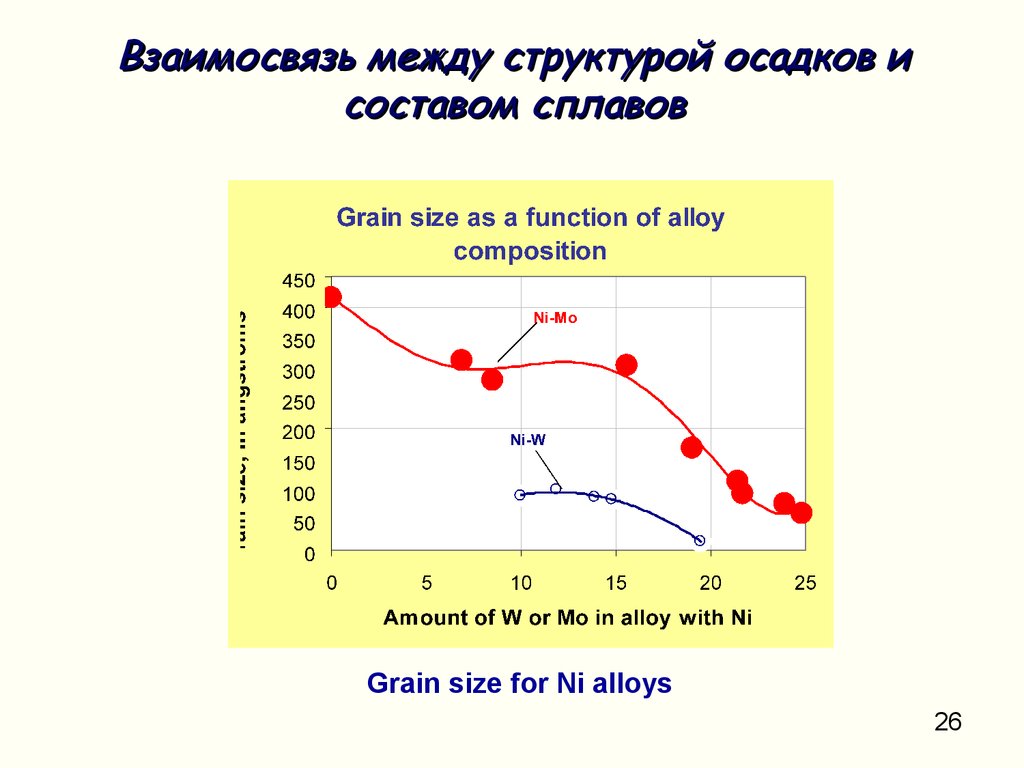
26.
Взаимосвязь между структурой осадков исоставом сплавов
Grain size for Ni alloys
26
27. Поверхность становится более гладкой, при увеличении количества легирующего элемента в сплаве
Взаимосвязь между структурой осадков исоставом сплавов
Установлена роль тугоплавких компонентов (W, Mo, Re) в нанокристаллических
сплавах с металлами подгруппы железа, которая базируется на возможности
контролировать размер зерна, и таким образом, делает возможным варьирование
структуры (нанокристаллическая, "аморфоподобная"), изменяя состав сплава.
Морфология покрытий Co-Mo
5.9 % Mo
7.8 % Mo
Поверхность становится более гладкой, при
увеличении количества легирующего
элемента в сплаве
16.7 % Mo
27
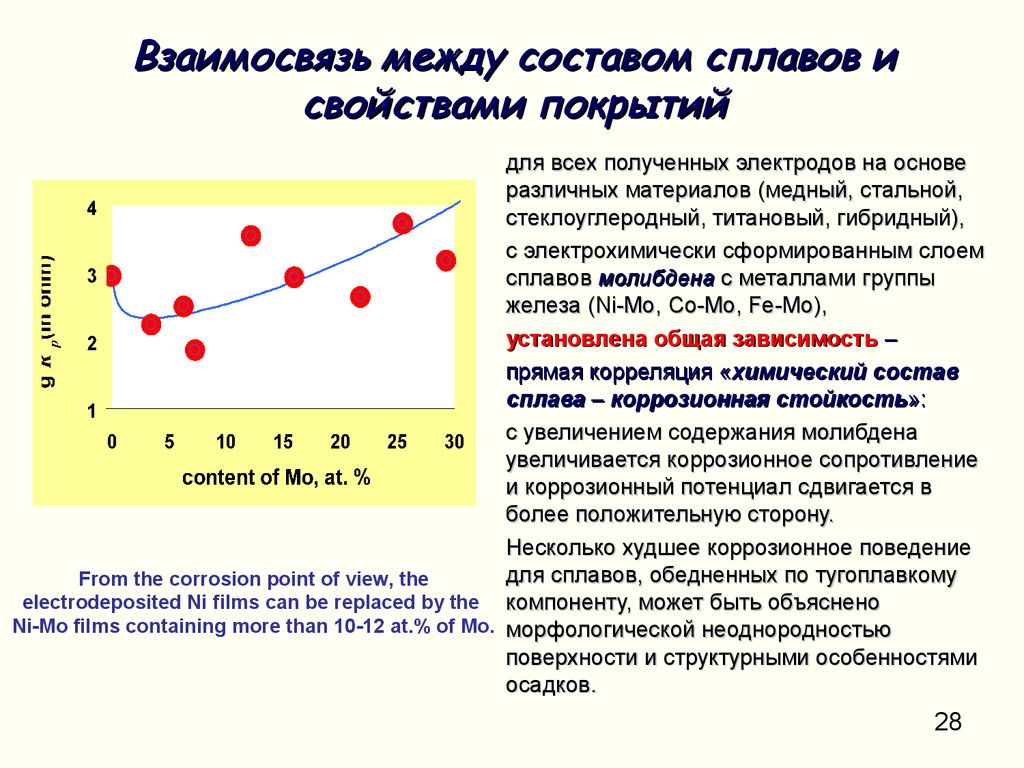
28.
Взаимосвязь между составом сплавов исвойствами покрытий
для всех полученных электродов на основе
различных материалов (медный, стальной,
стеклоуглеродный, титановый, гибридный),
с электрохимически сформированным слоем
сплавов молибдена с металлами группы
железа (Ni-Mo, Co-Mo, Fe-Mo),
установлена общая зависимость –
прямая корреляция «химический состав
сплава – коррозионная стойкость»:
с увеличением содержания молибдена
увеличивается коррозионное сопротивление
и коррозионный потенциал сдвигается в
более положительную сторону.
Несколько худшее коррозионное поведение
для сплавов, обедненных по тугоплавкому
From the corrosion point of view, the
electrodeposited Ni films can be replaced by the компоненту, может быть объяснено
Ni-Mo films containing more than 10-12 at.% of Mo. морфологической неоднородностью
поверхности и структурными особенностями
осадков.
28
29.
Взаимосвязь между составом сплавов исвойствами покрытий
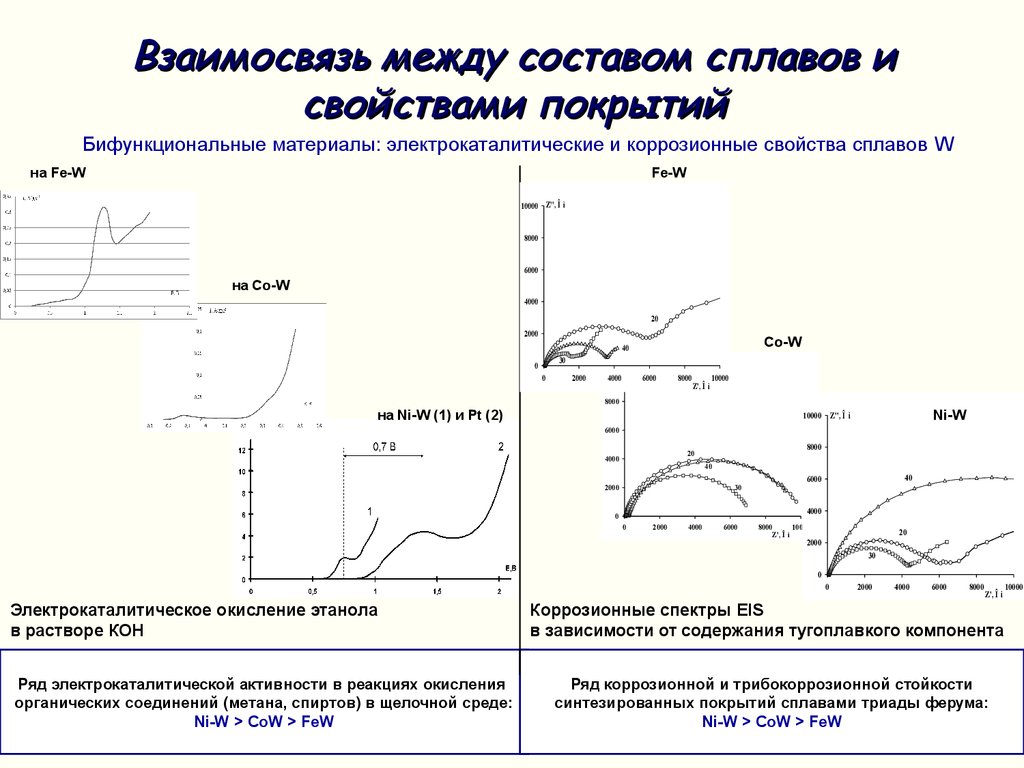
Бифункциональные материалы: электрокаталитические и коррозионные свойства сплавов W
на Fe-W
Fe-W
10000 Z'', Î ì
8000
6000
на Co-W
4000
20
2000
Co-W
40
30
0
0
2000
10000 Z'', Î ì
4000
6000
8000
Z', Î ì
10000
8000
на Ni-W (1) и Pt (2)
10000
Ni-W
Z'', Î ì
6000
8000
20
4000
40
30
2000
40
6000
4000
0
0
2000
4000
6000
8000
10000
Z', Î ì
20
2000
30
0
0
Электрокаталитическое окисление этанола
в растворе КОН
Ряд электрокаталитической активности в реакциях окисления
органических соединений (метана, спиртов) в щелочной среде:
Ni-W > CoW > FeW
2000
4000
6000
8000
Z', Î ì
Коррозионные спектры EIS
в зависимости от содержания тугоплавкого компонента
Ряд коррозионной и трибокоррозионной стойкости
синтезированных покрытий сплавами триады ферума:
Ni-W > CoW > FeW
29
10000
30.
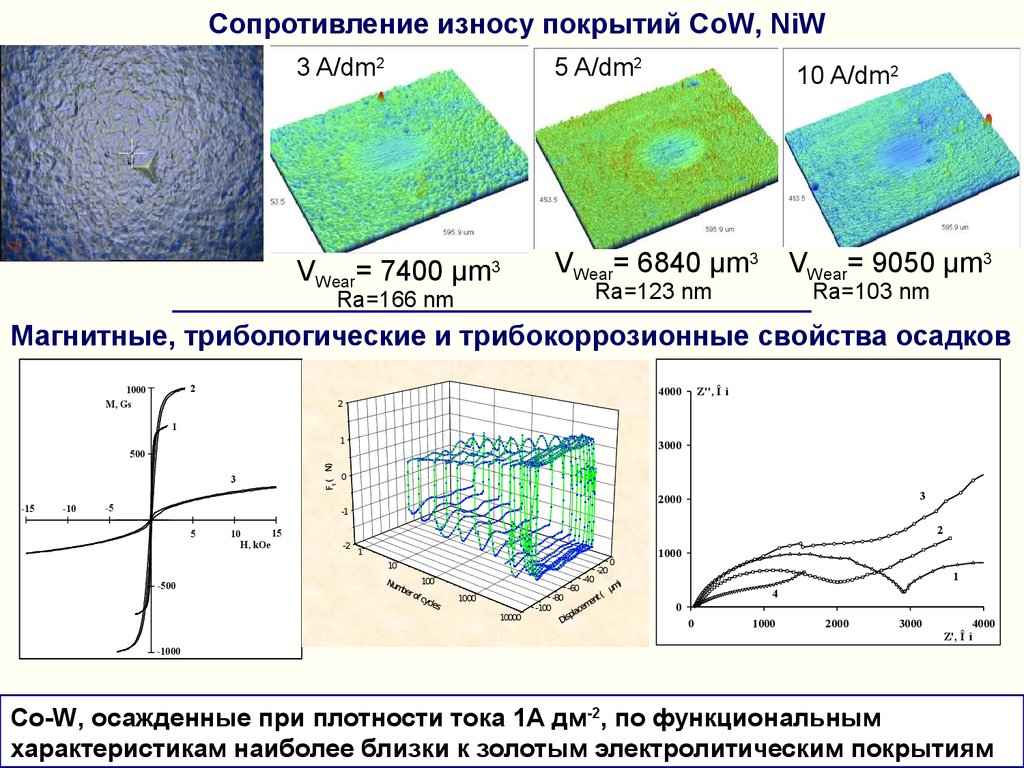
Сопротивление износу покрытий СoW, NiW3 A/dm2
5 A/dm2
VWear= 7400 µm3
VWear= 6840 µm3
10 A/dm2
VWear= 9050 µm3
Ra=123 nm
Ra=166 nm
Ra=103 nm
Магнитные, трибологические и трибокоррозионные свойства осадков
1000
1000
M, Gs
2
Z'', Î ì
4000
2
1
1
3000
500
500
0
3
-15
-10
-5
-15
-10
-5
3
2000
-1
0
5
0
10
H, kOe
2
15
-2
1
10
-500
-500
100
-80
1000
10000
-1000
-100
-60
-40
-20
0
1000
1
4
0
0
1000
2000
3000
4000
Z', Î ì
-1000
Co-W, осажденные при плотности тока 1А дм-2, по функциональным
30
характеристикам наиболее близки к золотым электролитическим покрытиям