
 industry
industrySimilar presentations:










Разработка мероприятий по качеству в литейном корпусе 49
1.
Разработка мероприятий по качеству влитейном корпусе 49
Выполнила: Павлычева
Мария Ивановна
2.
Цели• систематизация, закрепление и расширение
теоретических и практических знаний по
специальности «Менеджмент организации»,
применение полученных знаний при решении
конкретных управленческих, экономических, научных
и производственных задач;
• развитие навыков ведения самостоятельной работы и
овладение методами исследования и
экспериментирования при решении разрабатываемых
в дипломном проекте проблем и вопросов;
3.
Задачи• обоснование актуальности выбранной темы, ее
ценности и значения для совершенствования
функционирования объекта дипломного проекта,
• теоретическое исследование и анализ дискуссионных
вопросов по рассматриваемой в дипломном проекте
проблематике,
• экономический анализ и диагностика состояния
объекта дипломного проекта, выявление тенденций и
проблем, требующих решения,
4.
Организация ПАО «ОДК Сатурн»5.
Литейный корпус• В данном корпусе имеется три вида цветного литья:
титановое, магниевое и алюминиевое литье. И
каждый сплав имеет свою значимость, тонкости и
свои характеристики и нюансы в изготовлении.
6.
Литейный корпус 49• Задачей литейного производства является
изготовление из металлов сплавов изделий-отливок,
имеющих разнообразные формы и очертания, а так
же различающихся по массе и сложности
изготовления, предназначенные для двигательностроительного производства.
7.
Титановое литье• Литьё — наполнение формы веществом,
пребывающим в жидком агрегатном состоянии.
• Литейное промышленное предприятие – это сфера
индустрии, которая занимается производством
изделий либо заготовок посредством заливки жидкого
сплава в намеренно произведенную форму.
• По ГОСТ 3.1109-82: производство заготовки либо
продукта из жидкого материала заполнением им
полости установленных конфигураций и объемов с
дальнейшим затвердением.
8.
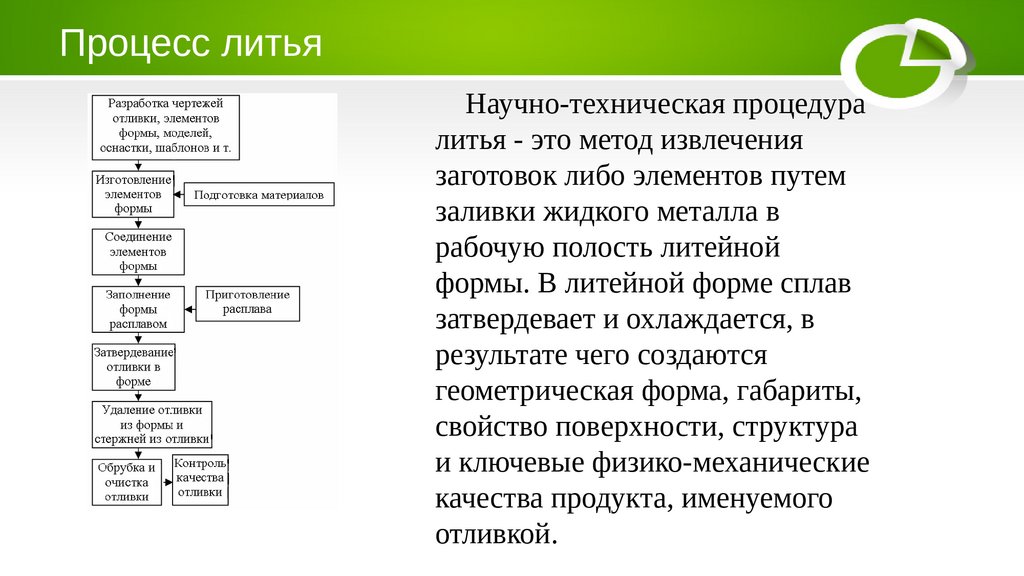
Процесс литьяНаучно-техническая процедура
литья - это метод извлечения
заготовок либо элементов путем
заливки жидкого металла в
рабочую полость литейной
формы. В литейной форме сплав
затвердевает и охлаждается, в
результате чего создаются
геометрическая форма, габариты,
свойство поверхности, структура
и ключевые физико-механические
качества продукта, именуемого
отливкой.
9.
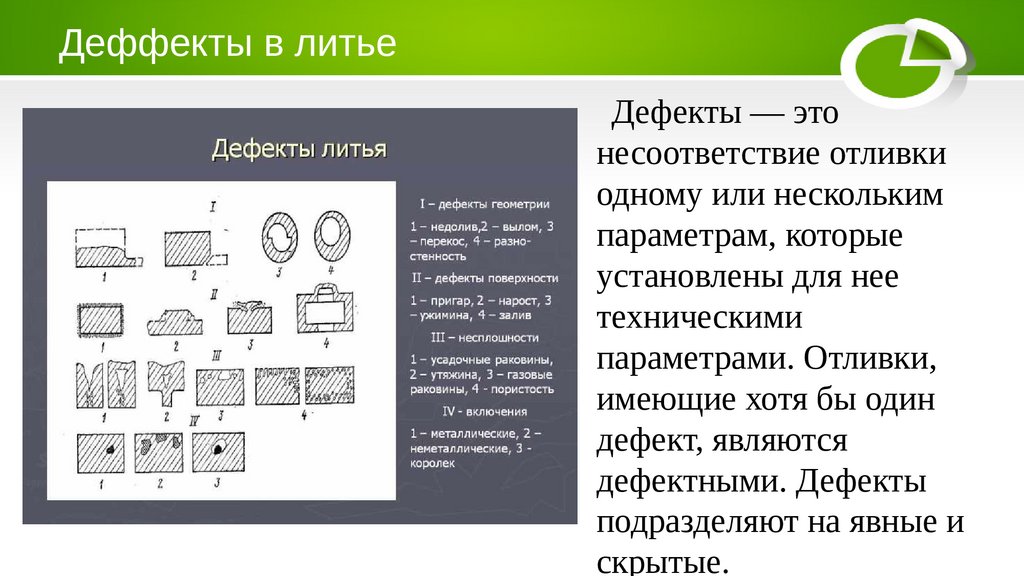
Деффекты в литьеДефекты — это
несоответствие отливки
одному или нескольким
параметрам, которые
установлены для нее
техническими
параметрами. Отливки,
имеющие хотя бы один
дефект, являются
дефектными. Дефекты
подразделяют на явные и
скрытые.
10.
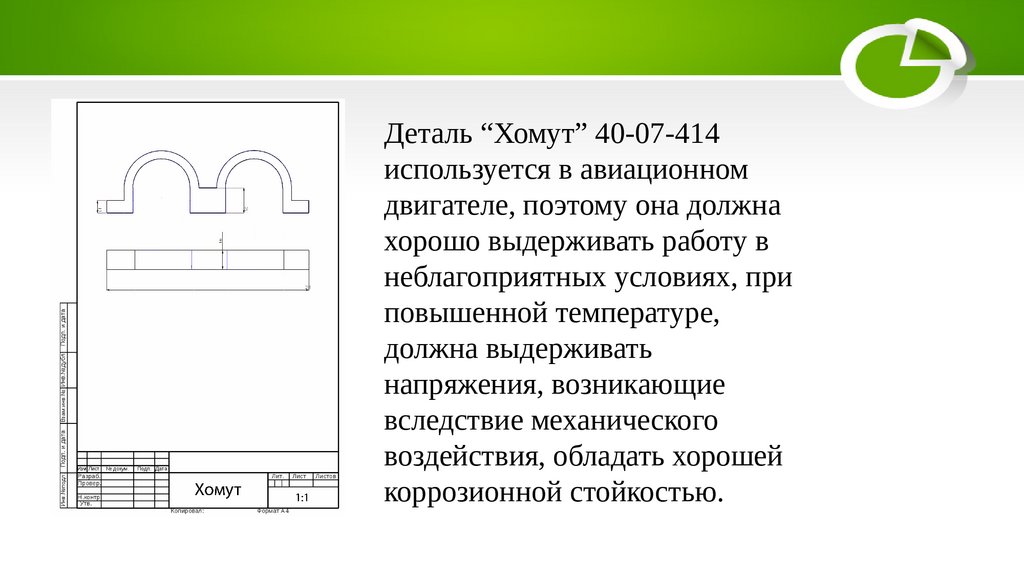
Деталь “Хомут” 40-07-414используется в авиационном
двигателе, поэтому она должна
хорошо выдерживать работу в
неблагоприятных условиях, при
повышенной температуре,
должна выдерживать
напряжения, возникающие
вследствие механического
воздействия, обладать хорошей
коррозионной стойкостью.
11.
• FMEA — аббревиатура от Failure Mode and EffectAnalysis. Это — технология анализа разновидностей и
последствий возможных отказов (дефектов, по
причине которых объект теряет возможность
выполнять свои функции). - Перечень потенциальных
дефектов и неисправностей; анализ причин их
возникновения, тяжести и последствий; рекомендации
по снижению рисков в порядке приоритетности; общая
оценка безопасности и надежности продукции и
системы в целом.
12.
В анализе участвуют следующие люди:
Алексеев А.А - старший мастер
Иванов А.Н - обрубщик
Петров К.К - ведущий специалист
Сидорко А.П - распределитель работ
Соловьева В.А - контролер
Кузнецов В.В - сварщик
Салтыков А.Н - плавильщик
13.
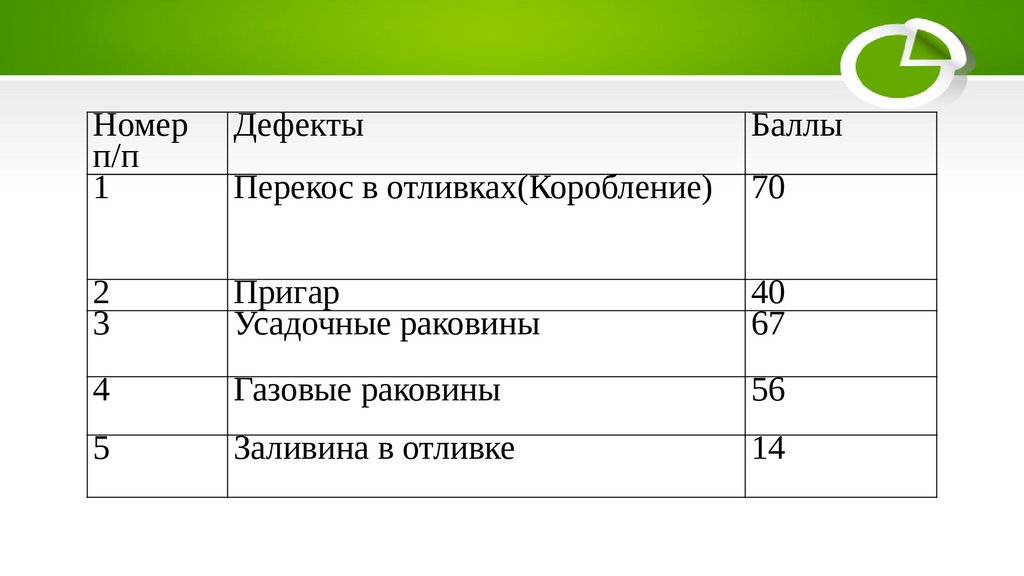
Номерп/п
1
Дефекты
Баллы
Перекос в отливках(Коробление)
70
2
3
Пригар
Усадочные раковины
40
67
4
Газовые раковины
56
5
Заливина в отливке
14
14.
Ранг (балл) значимости (S) – балльная оценка по шкале от1 до 10 серьезности последствий несоответствия.
Ранг (балл) возникновения (O) – балльная оценка по шкале
от 1 до 10 частоты возникновения причины несоответствия
(несоответствия).
Ранг (балл) обнаружения (D) – балльная оценка по шкале
от 1 до 10 способности существующих действий контроля
обнаруживать потенциальные причины несоответствия.
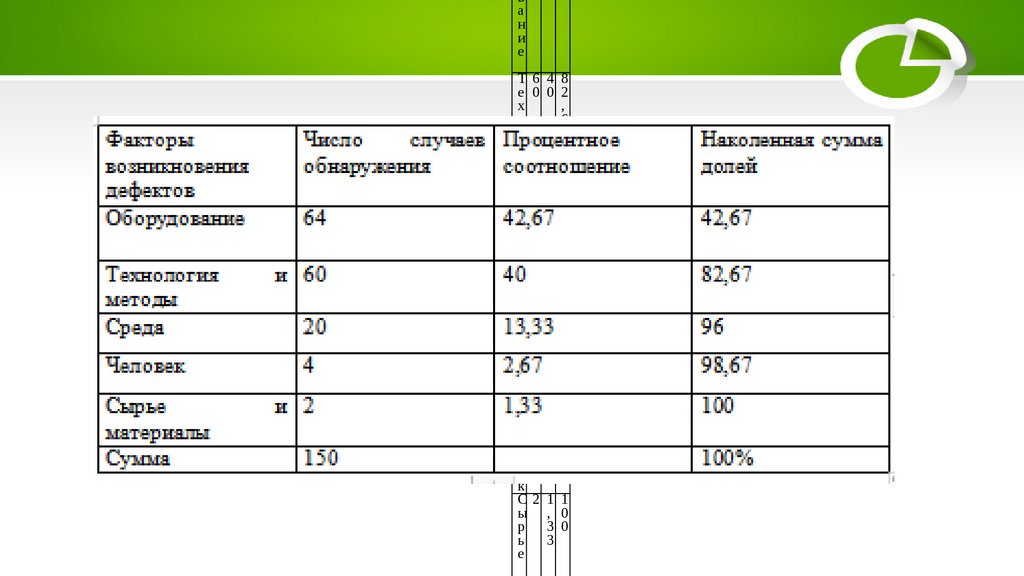
15.
Анализ вознекновения дефектовДля рассчета в даной системе деталь «Хомут»,
была зафиксировна на наличие дефектов. Всего
было изготовлено 64 детали 40-07-414. По
причине оборудования данная плавка получила
дефект коробление 64 из 64. В связи с
температурой, которую не смогло поддерживать
оборудование.
16.
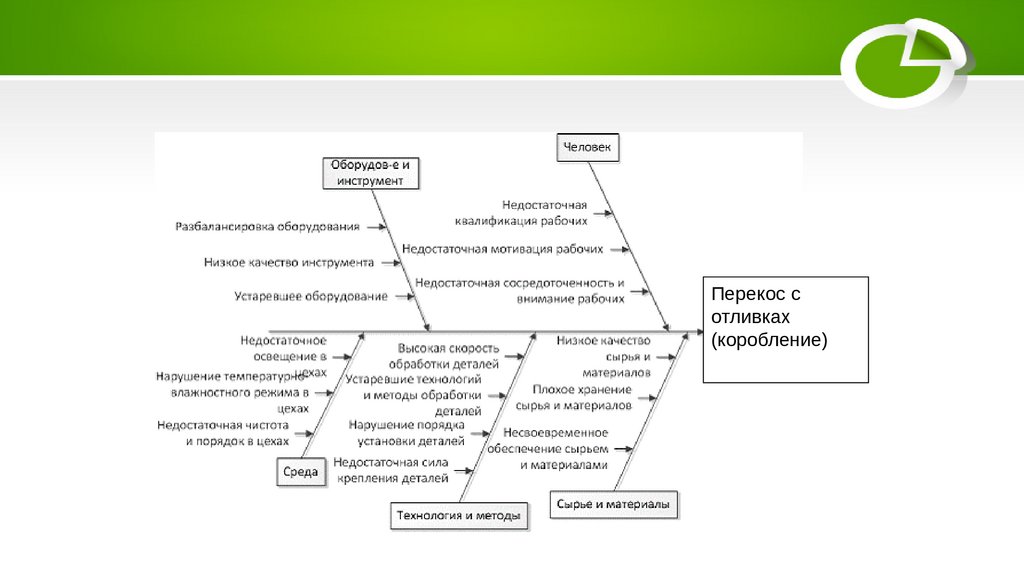
Перекос сотливках
(коробление)
17.
ва
н
и
е
Т6 4 8
е 0 0 2
х
,
н
6
о
7
л
о
г
и
я
и
м
е
т
о
д
ы
С
р
е
д
а
Ч
е
л
о
в
е
к
С
ы
р
ь
е
2 1 9
0 3 6
,
3
3
4 2 9
, 8
6 ,
7 6
7
2 1 1
, 0
3 0
3
18.
19.
Обоснование и покупка оборудования20.
• Сушильный вакуумный шкаф ШСВ-65В/3,521.
• Сушильный шкаф ED 2322.
• Шкаф сушильный FD-24023.
24.
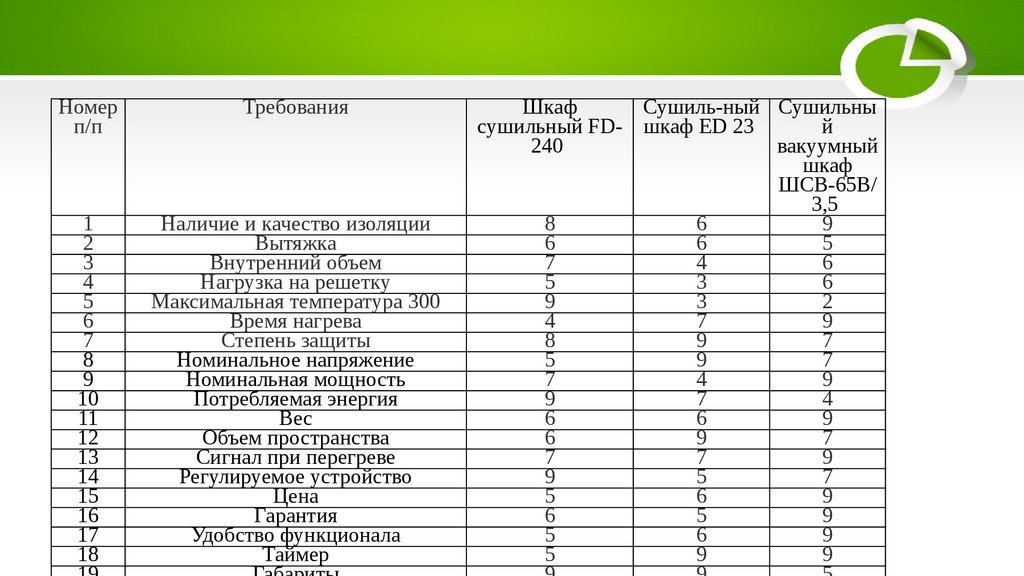
Номерп/п
Требования
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
Наличие и качество изоляции
Вытяжка
Внутренний объем
Нагрузка на решетку
Максимальная температура 300
Время нагрева
Степень защиты
Номинальное напряжение
Номинальная мощность
Потребляемая энергия
Вес
Объем пространства
Сигнал при перегреве
Регулируемое устройство
Цена
Гарантия
Удобство функционала
Таймер
Шкаф
Сушиль-ный Сушильны
сушильный FD- шкаф ED 23
й
240
вакуумный
шкаф
ШСВ-65В/
3,5
8
6
9
6
6
5
7
4
6
5
3
6
9
3
2
4
7
9
8
9
7
5
9
7
7
4
9
9
7
4
6
6
9
6
9
7
7
7
9
9
5
7
5
6
9
6
5
9
5
6
9
5
9
9