













.")
 из древесины.")







 industry
industrySimilar presentations:







")


Технология деревоперерабатывающих производств
1. ТЕХНОЛОГИЯ ДЕРЕВОПЕРЕРАБАТЫВАЮЩИХ ПРОИЗВОДСТВ
Федяев Артур Александровичк.т.н., доц. каф. Технологии материалов,
конструкций и сооружений из древесины
Каф. 3-022
2. Литература
Основная литература.• Калитеевский Р.Е., Артеменков А.М., Тамби
А.А. Информационные технологии в
лесопилении. – СПб.: Профи, 2010. – 192 с.
• Калитеевский Р. Е. Лесопиление в XXI веке.
СПб.: Профи-информ, 2005. 480 с.
• Леонович А. А. Технология древесных плит.
СПб.: Химиздат, 2005. 208 с.
• Левинский Ю.Б., Онегин В.И., Черных А.Г.,
Афанасьев М.В., Казаков Ю.Н. Деревянное
3. Литература
Дополнительная литература.• Чубинский А.Н., Тамби А.А., Шагалова Т.А.
Основы проектирования предприятий.
Технологическое проектирование
деревообрабатывающих производств. СПб
.:СПбГЛТА, 2011 г. - 168 c.
• Чубинский А.Н., Тамби А.А. Продукция и
процессы обработки древесины..
Методические указания. СПб: СПбГЛТА, 2007-36
с.
• Каталог деревообрабатывающего
4.
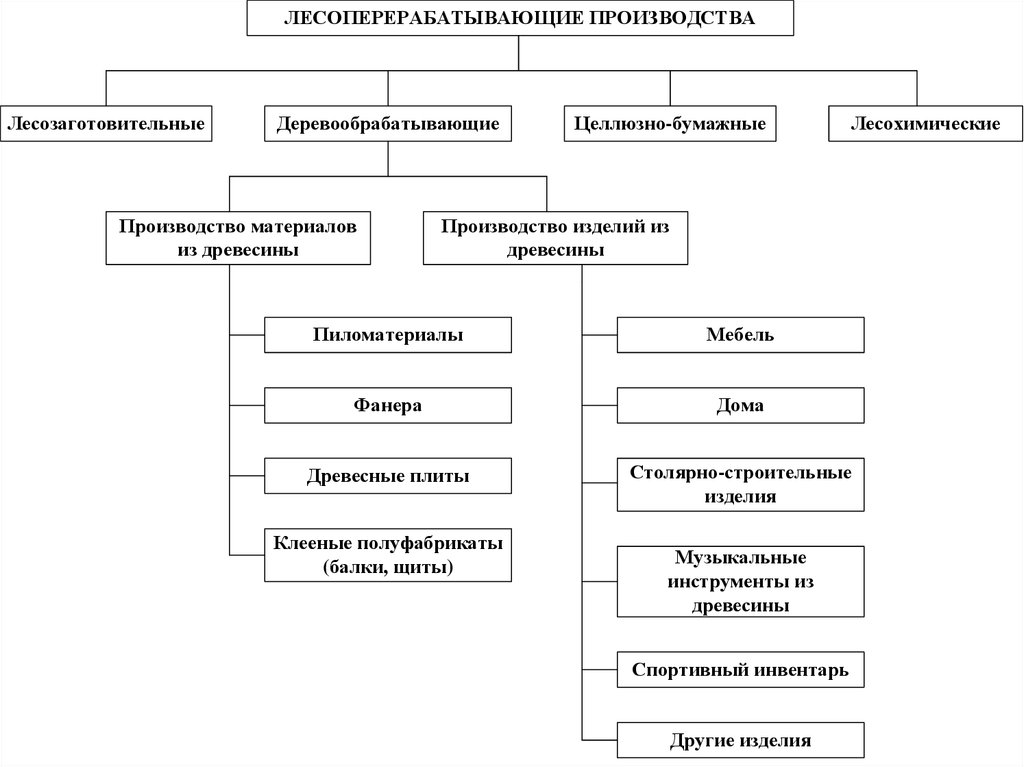
ЛЕСОПЕРЕРАБАТЫВАЮЩИЕ ПРОИЗВОДСТВАЛесозаготовительные
Деревообрабатывающие
Производство материалов
из древесины
Целлюзно-бумажные
Лесохимические
Производство изделий из
древесины
Пиломатериалы
Мебель
Фанера
Дома
Древесные плиты
Столярно-строительные
изделия
Клееные полуфабрикаты
(балки, щиты)
Музыкальные
инструменты из
древесины
Спортивный инвентарь
Другие изделия
5.
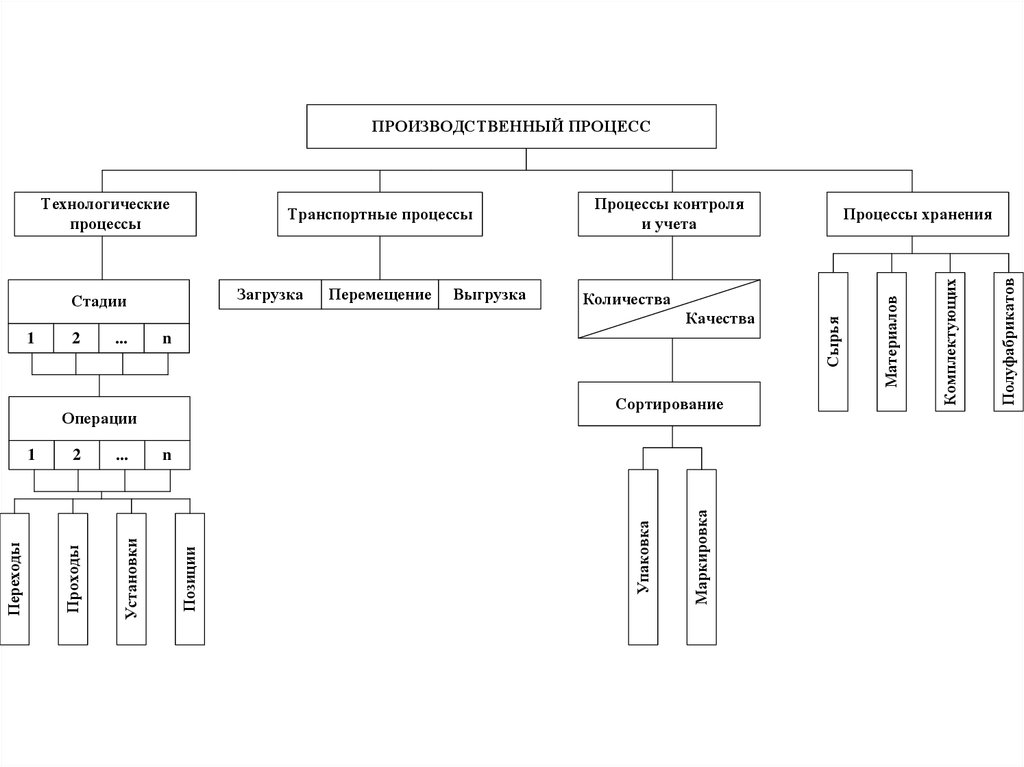
ПРОИЗВОДСТВЕННЫЙ ПРОЦЕССКачества
n
Сортирование
Операции
n
Позиции
...
Установки
2
Проходы
Переходы
1
Полуфабрикатов
...
Количества
Маркировка
2
Выгрузка
Упаковка
1
Перемещение
Процессы хранения
Комплектующих
Загрузка
Стадии
Процессы контроля
и учета
Материалов
Транспортные процессы
Сырья
Технологические
процессы
6.
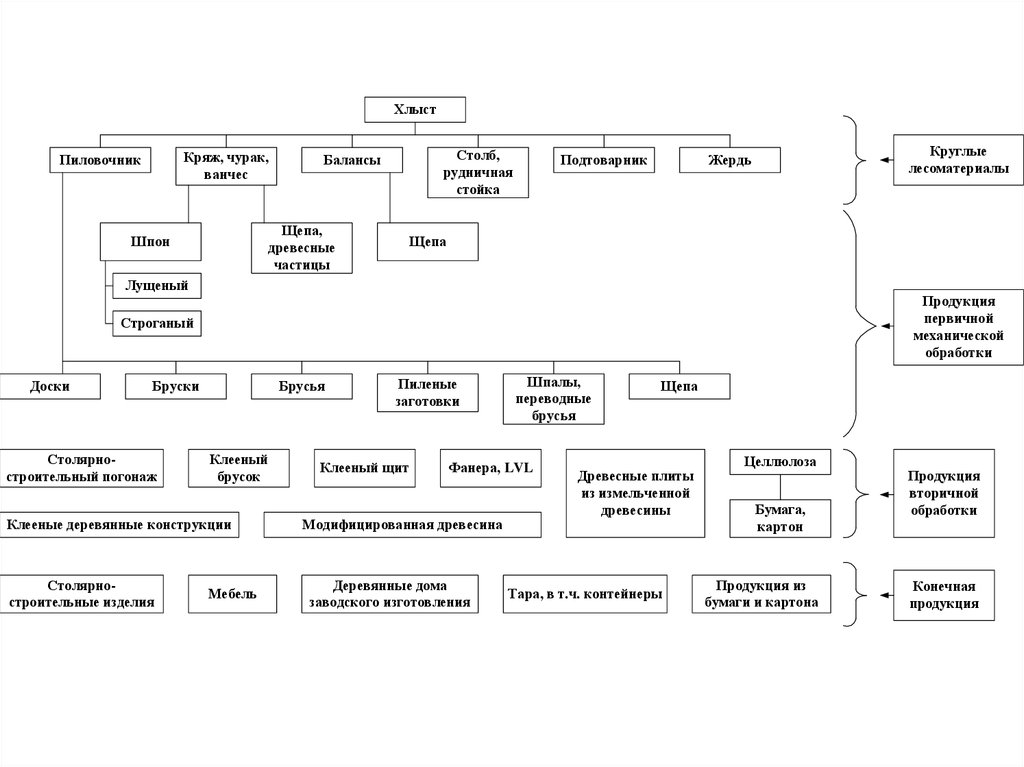
ХлыстКряж, чурак,
ванчес
Пиловочник
Щепа,
древесные
частицы
Шпон
Столб,
рудничная
стойка
Балансы
Подтоварник
Круглые
лесоматериалы
Жердь
Щепа
Лущеный
Продукция
первичной
механической
обработки
Строганый
Доски
Бруски
Столярностроительный погонаж
Брусья
Клееный
брусок
Клееные деревянные конструкции
Столярностроительные изделия
Мебель
Пиленые
заготовки
Клееный щит
Шпалы,
переводные
брусья
Фанера, LVL
Модифицированная древесина
Деревянные дома
заводского изготовления
Щепа
Древесные плиты
из измельченной
древесины
Тара, в т.ч. контейнеры
Целлюлоза
Бумага,
картон
Продукция из
бумаги и картона
Продукция
вторичной
обработки
Конечная
продукция
7.
8.
9.
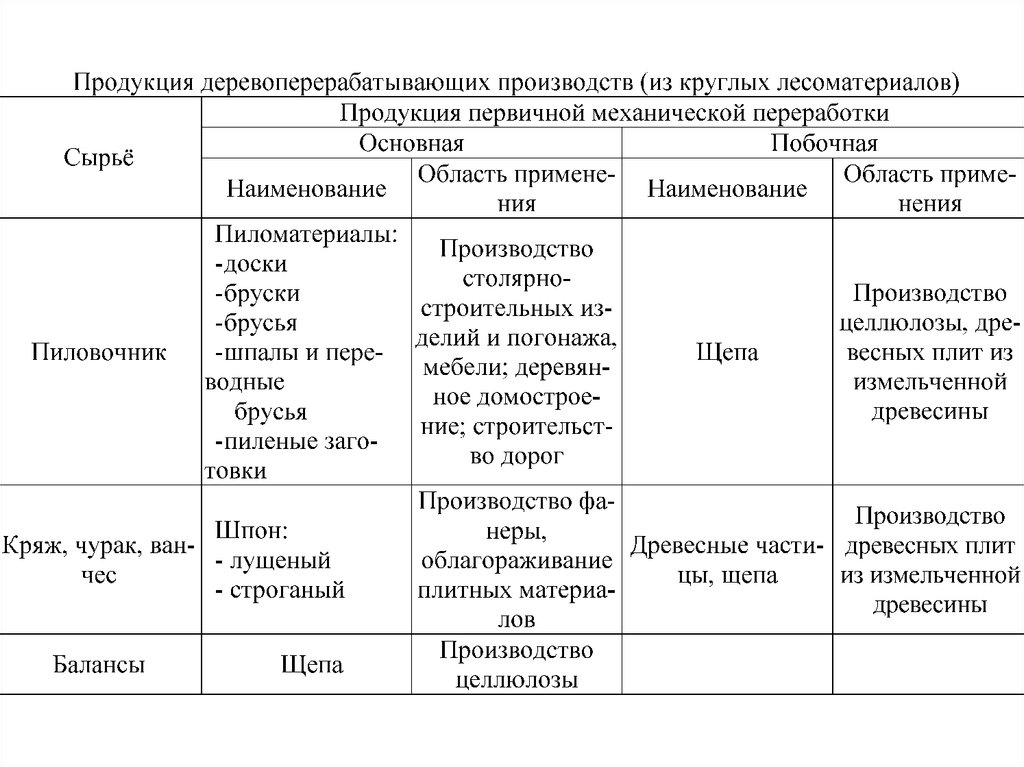
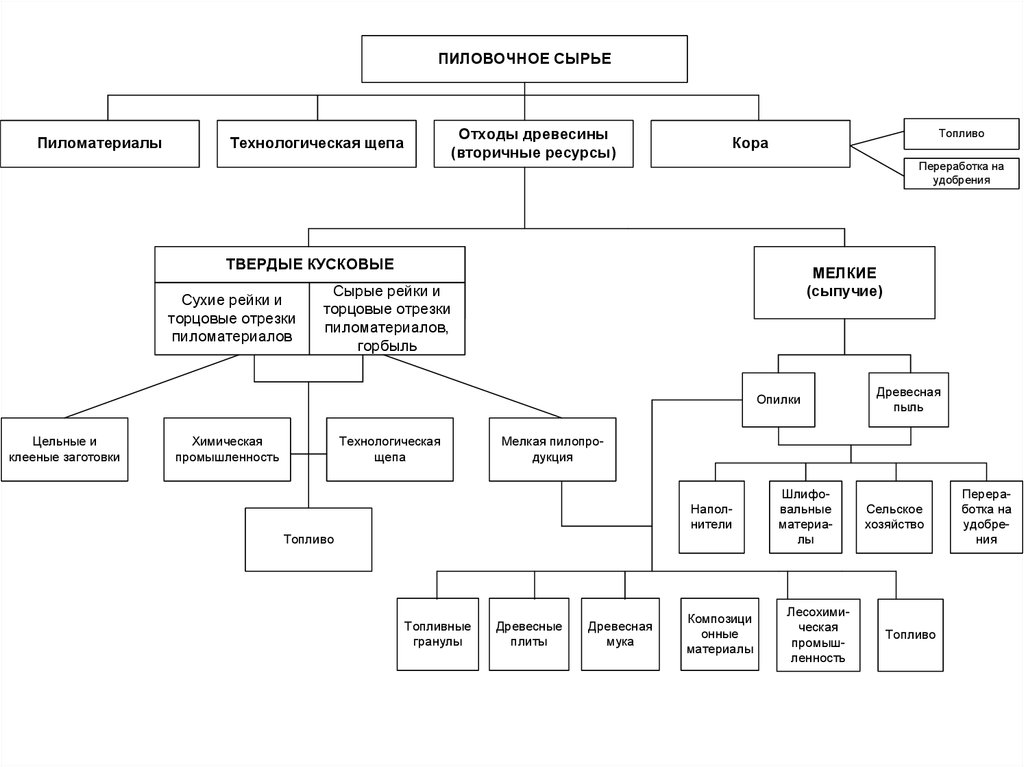
ПИЛОВОЧНОЕ СЫРЬЕПиломатериалы
Отходы древесины
(вторичные ресурсы)
Технологическая щепа
Топливо
Кора
Переработка на
удобрения
ТВЕРДЫЕ КУСКОВЫЕ
Сухие рейки и
торцовые отрезки
пиломатериалов
МЕЛКИЕ
(сыпучие)
Сырые рейки и
торцовые отрезки
пиломатериалов,
горбыль
Опилки
Цельные и
клееные заготовки
Химическая
промышленность
Технологическая
щепа
Мелкая пилопродукция
Наполнители
Топливо
Топливные
гранулы
Древесная
пыль
Древесные
плиты
Древесная
мука
Композици
онные
материалы
Шлифовальные
материалы
Лесохимическая
промышленность
Сельское
хозяйство
Топливо
Переработка на
удобрения
10. Пиломатериалы классифицируют по влажности: сырые, сухие транспортной влажности, сухие технологической (в зависимости от вида
дальнейшей обработки) влажности;по виду обработки поверхности: нестроганые
(поверхность обработана методом пиления), строганые
(поверхность обработана методом цилиндрического или
торцового фрезерования).
К основным сортообразующим порокам и дефектам
пиломатериалов относят: сучки, трещины, ненормальные
окраски и гнили, дефекты обработки, включая
несоответствие точности размеров стандартам, и другие.
Требования к конструкционным пиломатериалам для
несущих конструкций определяет свод правил
(строительные нормы и правила).
11. Фанеру изготавливают путем склеивания 3-х и более слоев лущеного шпона. В зависимости от условий эксплуатации и функционального
назначения фанеру производят: общего назначения (ГОСТ 3916)повышенной водостойкости на фенолоформальдегидных клеях (ФСФ)
и водостойкую на карбамидоформальдегидных клеях (ФК),
авиационную, облицованную строганым шпоном, декоративную
(облицованную пленками на основе бумаг, пропитанных смолами),
бакелизированную, для щитовой опалубки, для авто-, вагоно- и
контейнеростроения. Фанеру изготавливают как из лиственного шпона,
преимущественно березового, так и из хвойного (преимущественно
ели, сосны, лиственницы); фанеру считают изготовленной из той
породы древесины, из которой изготовлены её наружные слои.
Свойства фанеры и других клееных материалов из шпона зависят от
многих влияющих факторов: породы древесины, вида клея,
конструкции пакета шпона (его слойности и направления волокон в
смежных слоях шпона), способа нанесения клея на шпон, параметров
режима склеивания, способа и материалов для облагораживания
поверхности и др.
12. Для каждого вида фанеры регламентированы свои размерные характеристики, так толщина всех марок фанеры находится в диапазоне от
1,0 до 30,0 мм, а фанерных плит - от 8 до 78 мм. Основные форматыфанеры: 1525x1525мм, 1830x1220мм, 2440x1220мм, 1525x3050мм.
Большеформатная фанера, один из размеров (по длине или ширине)
которой превышает 1525 мм, в большей степени соответствует
требованиям строительного модуля (600 мм) и широко востребована в
строительстве. У фанеры общего назначения сорт зависит от качества и
количества сортообразующих пороков и дефектов у наружных слоев
шпона (лицевого и оборотного). Сорта фанеры обозначают двумя
разделенными символами: Е/Е, I/I, II/II, III/III, IV/IV, E/I, I/II, II/III, III/IV, E/II,
I/III, II/IV, E/III, I/IV - для лиственной фанеры и такими же символами, но с
индексом “х” (например Ix/IIx) - для хвойной.
Фанеру общего назначения разделяют не только по сортности, но и по
содержанию свободного формальдегида (классы эмиссии Е1 и Е2),
степени механической обработки поверхности: нешлифованная (НШ),
шлифованная с одной стороны (Ш1), с двух сторон (Ш2). Требования к
шероховатости поверхности (степени разрыхленности поверхности
древесины) зависят не только от способа обработки поверхности, но и от
породы древесины, из которой изготовлена фанера.
13. Для нешлифованной фанеры лиственных пород один из показателей, характеризующих шероховатость поверхности Rm, должен быть не
более200 мкм, для хвойной - не более 320 мкм, а шлифованной - не более 100 и
200 мкм, соответственно. Древесные плиты из измельченной древесины
классифицируют следующим образом:
- древесностружечные плиты (particleboard), ДСтП;
- древесностружечные плиты с ориентированными крупномерными
частицами (oriented strand board), OSB;
- древесноволокнистые плиты (fiberboard), ДВП:
мягкие, ДВПм;
- средней плотности (medium density), ДВПсп (MDF);
твердые, ДВПт.
ДСтП общего назначения (ГОСТ 10632) изготавливают на
карбамидоформальдегидных смолах с классом токсичности Е1 и Е2,
марок П-А и П-Б, с обычной и мелкоструктурной поверхностью,
шлифованные и нешлифованные. Плиты повышенной водостойкости в
нашей стране, как правило, изготавливают с применением
фенолоформальдегидных смол. Облицованные пленками на основе
термореактивных полимеров ДСтП выпускают трех групп качества А, Б, У
(ГОСТ Р52078).
14. Древесноволокнистые плиты в соответствии с ГОСТ 4598 в зависимости от плотности определяют следующим образом: мягкие (100 – 400
кг/м3);полутвердые (400 - 800 кг/м3);
твердые (не менее 800 кг/м3);
сверхтвердые (950 кг/м3).
По Европейскому стандарту EN 622 производят плиты средней плотности
(MDF), которые находят сегодня широкое применение в производстве
мебели, вытесняя древесностружечные плиты, в первую очередь, для
производства фасадных элементов, т.к. MDF позволяют выполнять на их
поверхности по пласти торцовое фрезерование, формируя различное
объемное изображение, что повышает архитектурно-художественную
ценность изделия, её потребительские свойства.
Древесностружечные плиты с ориентированными крупномерными
частицами (OSB) изготавливают из древесных частиц толщиной 0,5 - 0,9
мм, шириной 6-40 мм, длиной до 180 мм (соотношение длины и ширины,
как правило, 3 к 1 или 6 к 1).
В Европейском стандарте EN 300 OSB делят на 4 типа в зависимости от
физико-механических свойств и влагостойкости:
15. OSB/1 - ограждающие панели общего назначения, используемые для изготовления встроенной мебели, эксплуатируемой в сухих
условиях;OSB/2 - несущие панели, эксплуатируемые в сухих условиях;
OSB/3 - несущие панели, эксплуатируемые во влажных условиях;
OSB/4 - несущие панели, эксплуатируемые в тяжелом режиме во
влажных условиях.
Выпускают плиты форматом 1220 х 2440 мм, 1220 х 3660 мм, 915 х
1830 мм, соответствующим строительному модулю, толщиной от 6
до 38 мм. Наиболее востребованы плиты толщиной 10 -18 мм.
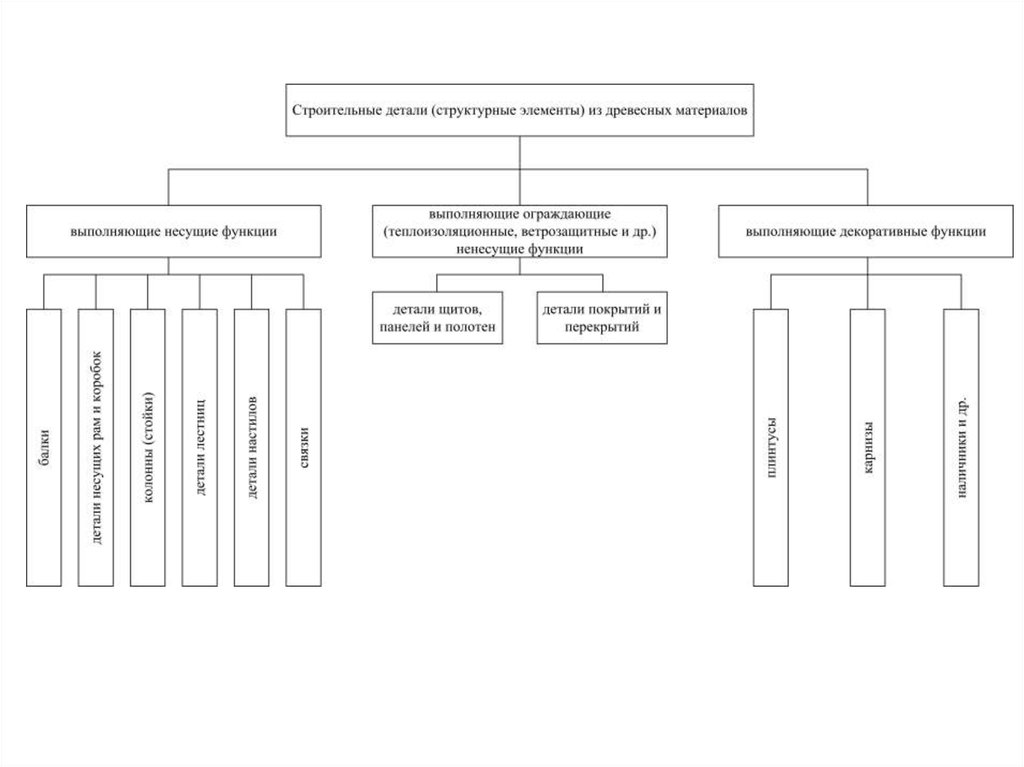
Изучив основные древесные материалы, применяемые в
строительстве, студент переходит к освоению основных видов
несущих и ограждающих конструкций из древесины, столярностроительного погонажа.
К ограждающим конструкциям относят: настилы, плиты на
деревянном каркасе, светопрозрачные ограждающие конструкции
(оконные блоки из древесных материалов), дверные блоки.
16. К основным несущим конструктивным элементам из древесины следует отнести: балки из древесины материалов (цельные из
пиломатериалов (брус), и клееные из пиломатериалов, клеефанерные,двутавровые балки из пиломатериалов, фанеры или OSB и др.); клееные
деревянные арки, деревянные рамы, деревянные фермы и др.
Общий вид двутавровых балок: а – с использованием пиломатериалов и
OSB; б – с использованием пиломатериалов и фанеры.
17. Общий вид клееного бруса различного назначения и профиля.
18. а б в Виды несущих элементов из древесины: а – арка; б – рама; в – ферма.
19.
20.
21. Классификация оконных блоков (окон).
22. Классификация дверных блоков (дверей) из древесины.
23.
24. Структура технологического процесса производства сухих строганых пиломатериалов из цельной древесины.
СырьеХранение сырья
1
Окорка пиловочника
2
Раскрой пиловочника
Раскрой сырых пиломатериалов
3
Снятие обзола
Торцевание
Раскрой на
заготовки
4
Сушка пиломатериалов
5
Строгание (обработка в
размер по сечению)
пиломатериалов
Продукция
Структура
технологического
процесса
производства сухих
строганых
пиломатериалов из
цельной древесины.
25.
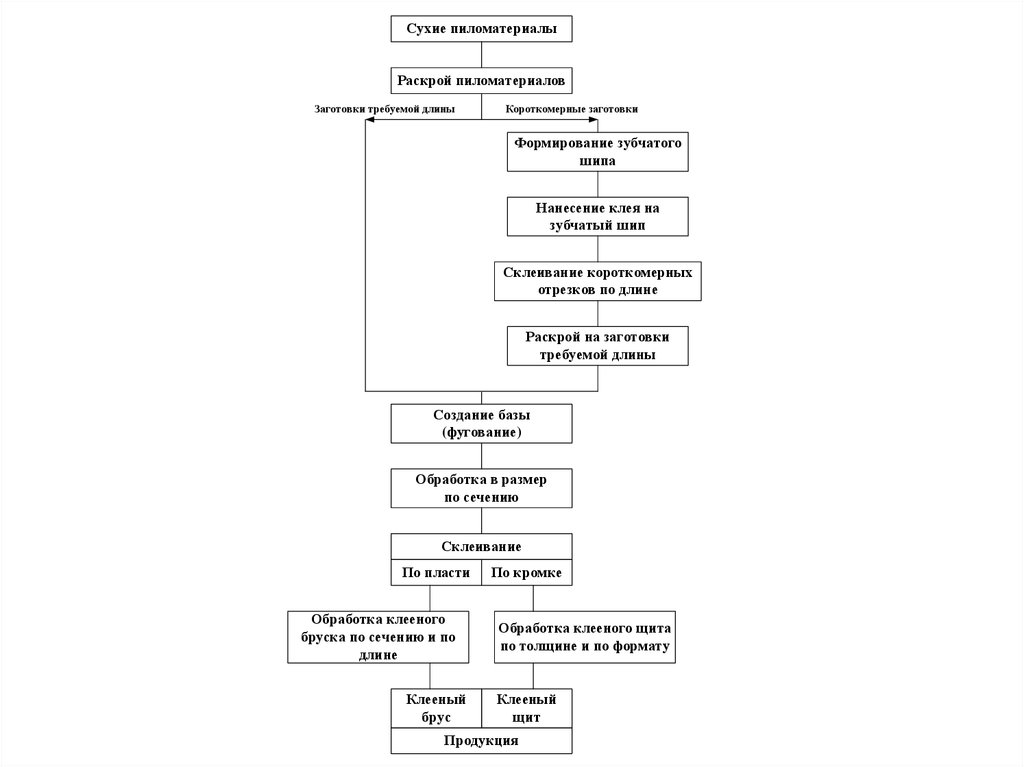
Сухие пиломатериалыРаскрой пиломатериалов
Заготовки требуемой длины
Короткомерные заготовки
Формирование зубчатого
шипа
Нанесение клея на
зубчатый шип
Склеивание короткомерных
отрезков по длине
Раскрой на заготовки
требуемой длины
Создание базы
(фугование)
Обработка в размер
по сечению
Склеивание
По пласти
Обработка клееного
бруска по сечению и по
длине
Клееный
брус
По кромке
Обработка клееного щита
по толщине и по формату
Клееный
щит
Продукция
26.
27.
28.
29. Вопросы экзаменационных билетов Виды древесноволокнистых плит. Сортообразование. Виды древесностружечных плит.
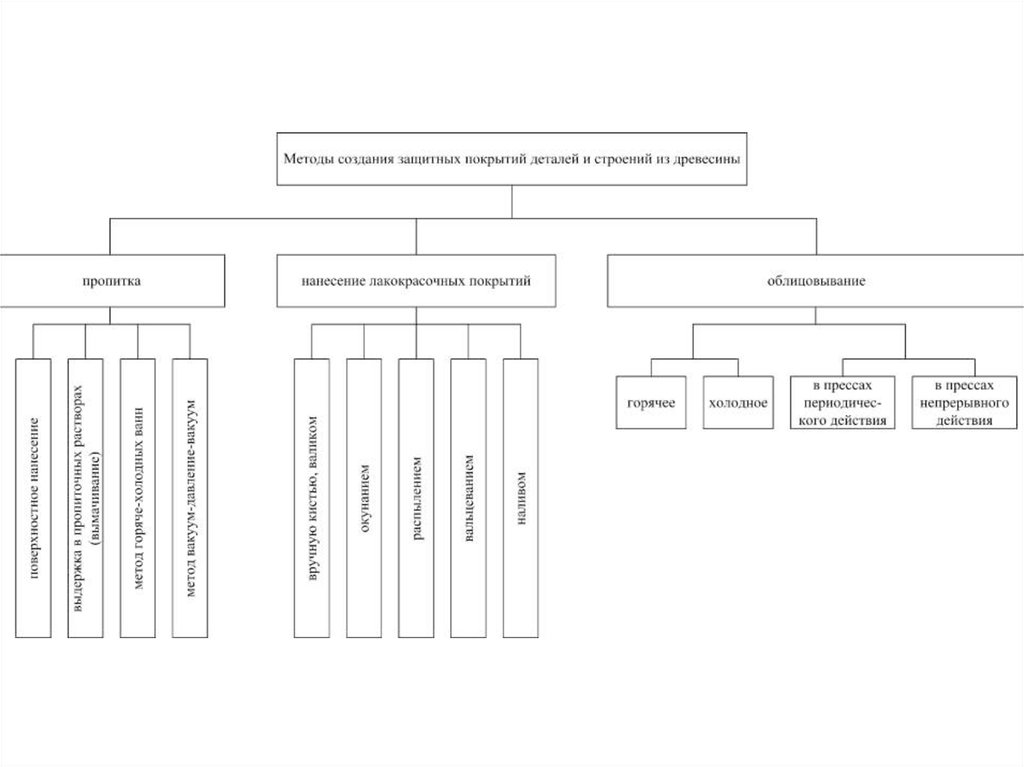
Сортообразование.Виды защитно-декоративных покрытий.
Древесно-полимерные композиционные материалы. Виды и
отличительные характеристики.
Использование древесных материалов в строительстве.
Требования СП.
Классификационные признаки мебели.
Классификация бревнопильного оборудования.
Классификация оконных блоков.
Классификация деревянных домов заводского изготовления
Классификация древесины по влажности. Требования к уровню
влажности в производстве материалов различного назначения.
Классификация древесных плит из измельченной древесины.
Сортообразование.
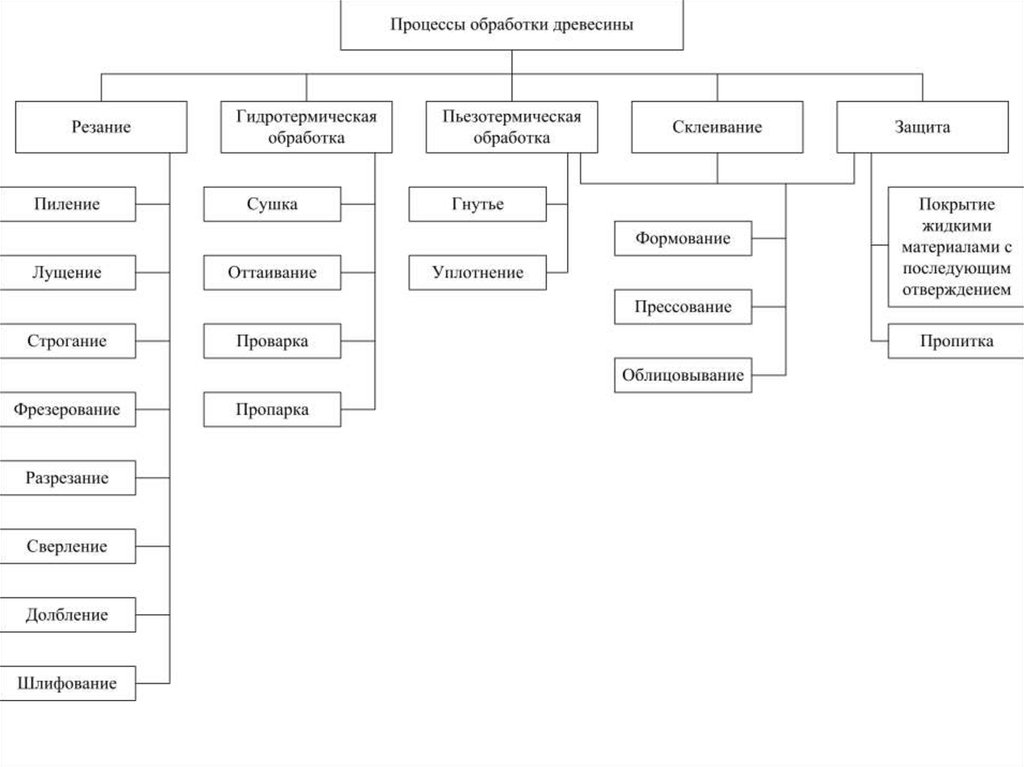
30. Классификация круглых лесоматериалов. Классификация материалов для производства мебели. Классификация производственных
операций.Классификация процессов обработки древесины.
Классификация столярно-строительных изделий.
Классификация факторов, влияющих на качество процесса
резания древесины.
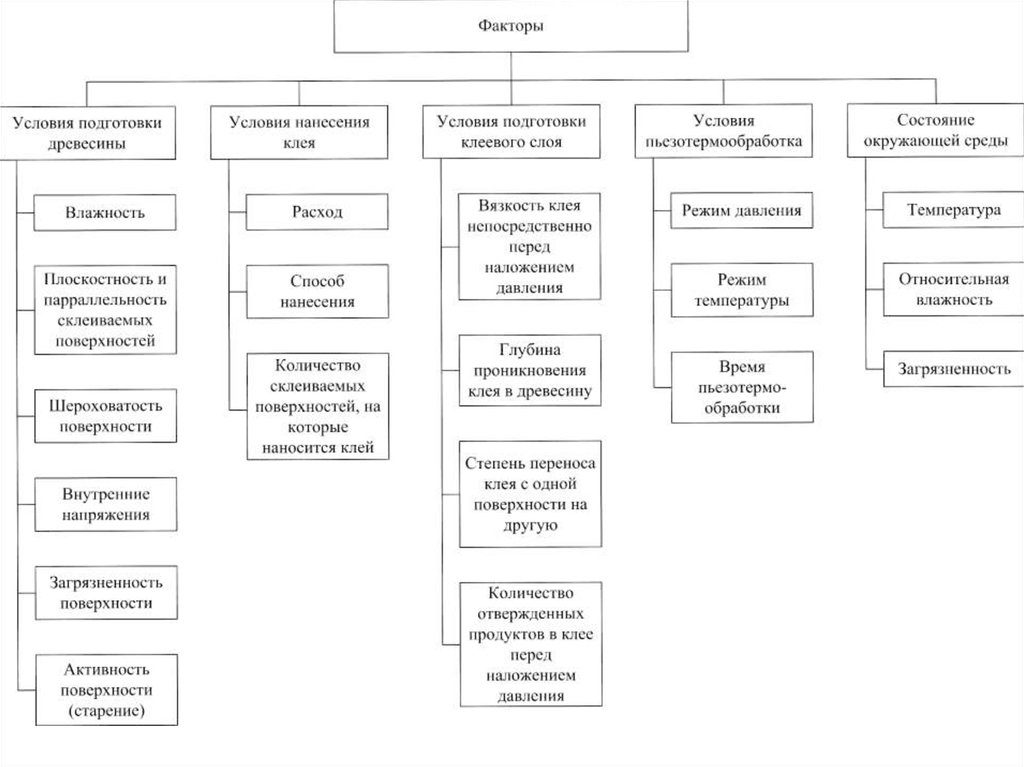
Классификация факторов, влияющих на формирование клеевых
соединений.
Клеи, применяемые для склеивания плитных материалов из
древесины.
Клеи, применяемые для склеивания фанеры.
Клеи, применяемые для склеивания цельной древесины.
Модифицированная древесина. Виды и отличительные
характеристики.
Оборудование для изготовления древесно-стружечных плит.
Оборудование фанерного производства.
31. Обоснование породы древесины для изготовления строительных древесных материалов. Основные виды материалов из древесины.
Назначение.Основные виды пиломатериалов. Сортообразование.
Основные виды фанеры. Сортообразование.
Основные древесные материалы для изготовления фанеры.
Сравнительный анализ.
Последовательность технологических операций в производстве
LVL бруса.
Последовательность технологических операций в производстве
дверных блоков.
Последовательность технологических операций в производстве
древесностружечных плит.
Последовательность технологических операций в производстве
клееного бруса.
Последовательность технологических операций в производстве
оконных блоков.
32. Последовательность технологических операций в производстве паркета Последовательность технологических операций в производстве
пиломатериалов.Последовательность технологических операций в производстве
столярных плит.
Последовательность технологических операций в производстве
столярно-строительного погонажа.
Последовательность технологических операций в производстве
топливных гранул.
Последовательность технологических операций в производстве
фанеры.
Последовательность технологических операций при
изготовлении CLT панелей.
Последовательность технологических операций при
изготовлении OSB. Виды и отличительные характеристики.
33. Применение ДВП в производстве мебели и строительстве. Производственный и технологический процессы деревоперерабатывающего
предприятия.Процессы пропитки древесины.
Сортообразование пиломатериалов. Различия стандартов ГОСТ и
EN
Тенденции экспорта основных видов древесных материалов
Тенденция производства основных видов древесных материалов.
Требования к поверхности древесины, подлежащей склеиванию.
Экологические аспекты производства плитных материалов из
древесины.