














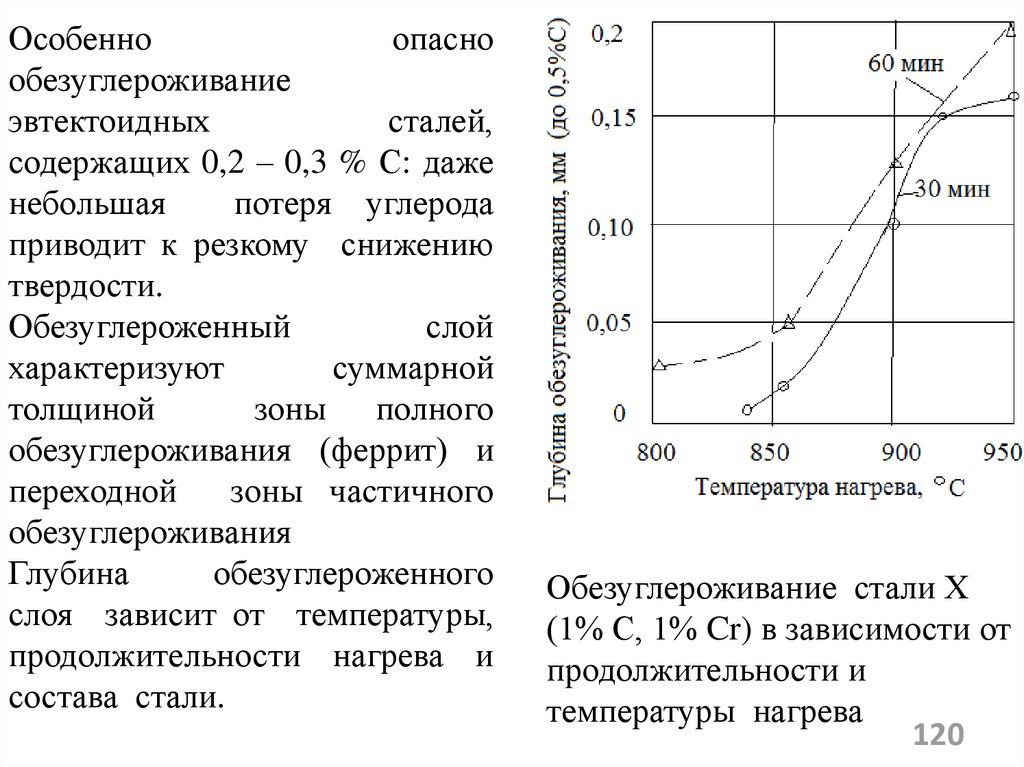
")
























")






")














































 industry
industrySimilar presentations:




")


")


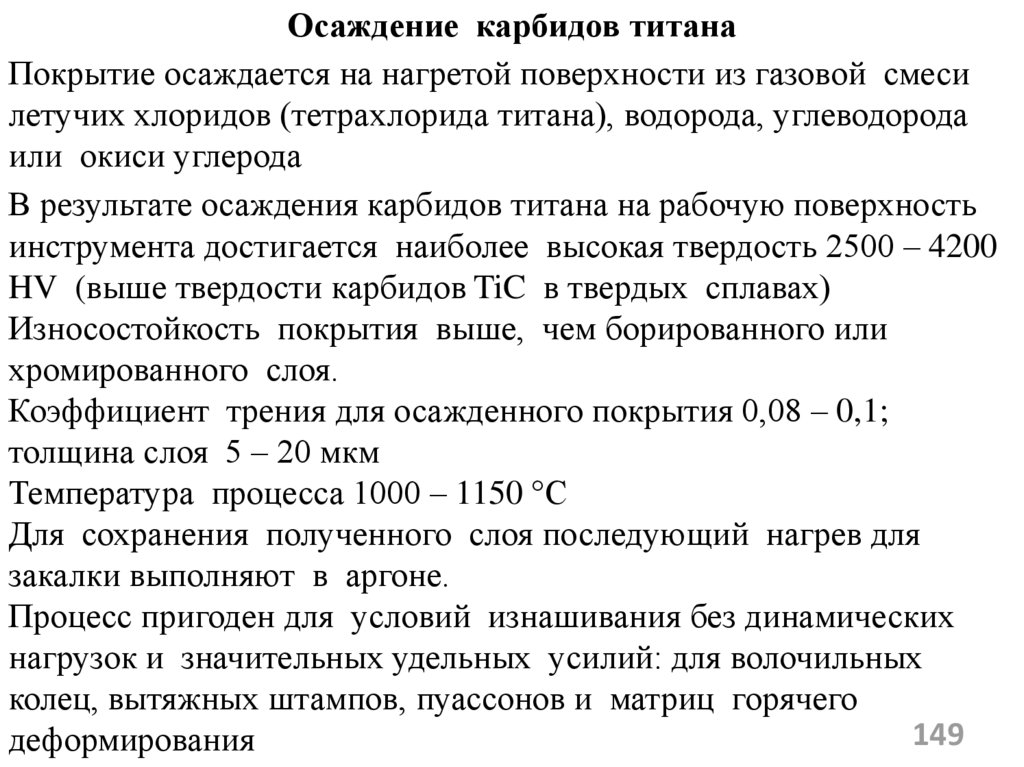
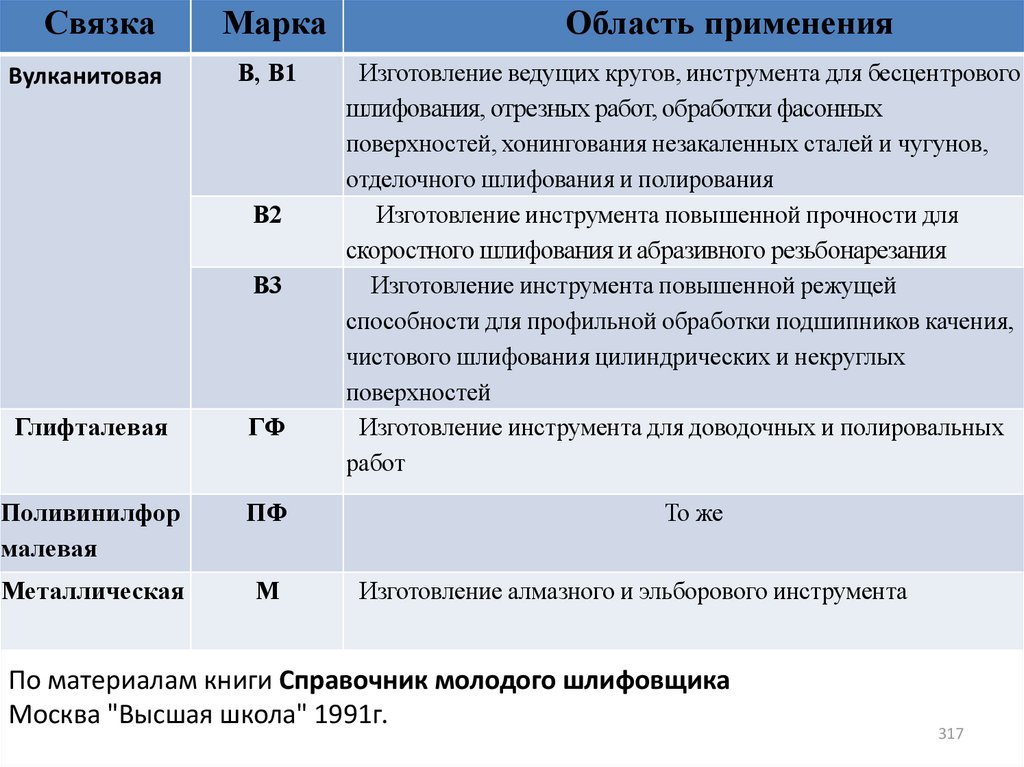
Инструментальные материалы и покрытия
1. №1. 1. Требования, предъявляемые к инструментальным материалам
Инструментальный материал:1. - должен иметь достаточно высокую твердость.
Твердость инструментального материала должна быть выше
твердости обрабатываемого не менее чем в 1,4 - 1.7 раза.
2.- обладать высокой теплостойкостью, т.е. способностью
сохранять достаточно высокую твердость при повышенных
температурах резания
(табл. 1).
Увеличение уровня
Скорость резания
теплостойкости
Теплостойкость, С
Материал
Стали 45 м/мин,
s=0,2 мм/об
инструментального
Углеродистая сталь
200 – 250
10 – 15
материала позволяет
Легированная сталь
350 – 400
15 – 30
ему работать с
Быстрорежущая
600 – 650
40 – 60
сталь
большими
150 – 250
Твердые сплавы ТК:
1000 – 1050
скоростями резания
200 - 300
С покрытием
1000 - 1100
1
400 – 600
(табл. 1).
Керамика
1200 -1250
2.
3. - обладать достаточно высокими прочностью и ударнойвязкостью и сопротивляться появлению трещин (т.е. иметь
высокую трещиностойкость).
Если высокая твердость материала рабочей части инструмента не сочетается с
необходимой прочностью и ударной вязкостью, то это приводит к поломке
инструмента и выкрашиванию режущих кромок.
4. - должен иметь высокую износостойкость при повышенной
температуре, т.е. обладать хорошей сопротивляемостью
истиранию обрабатываемым материалом и изменению формы
инструмента под действием нагрузок .
5. – иметь низкую физико-химическая активность по
отношению к обрабатываемому материалу .
Поэтому кристаллохимические свойства инструментального материала должны
существенно отличаться от соответствующих свойств обрабатываемого
материала. Степень такого отличия сильно влияет на интенсивность физикохимических процессов (адгезионно-усталостные, коррозионно-окислительные
и диффузионные процессы) и изнашивание контактных площадок инструмента.
2
3.
6. - должен обладать технологическими свойствами,обеспечивающими оптимальные условия изготовления из него
инструментов.
Для инструментальных сталей ими являются хорошая обрабатываемость
резанием и давлением; благоприятные особенности термической обработки
(малая чувствительность к перегреву и обезуглероживанию, хорошие
закаливаемость и прокаливаемость, минимальные деформирование и
образование трещин при закалке и т.д.); хорошая шлифуемость после
термической обработки.
Сочетание основных свойств и определяет область и условия
рационального использования инструментального материала
для резания или обработки давлением
Однако достижение всех оптимальных свойств одновременно
невозможно. Так, например, твердость и прочность
инструментальных материалов это свойства антагонисты, т.е. чем
выше твердость материала, тем ниже его прочность.
3
4. 2. Инструментальные материалы и тенденции их развития
45.
Разнообразие условий работы инструментов для обработкидавлением и резанием вызывает необходимость создания
большого числа различных инструментальных материалов
Инструментальные материалы могут быть подразделены на пять
основных групп:
1. инструментальные стали (углеродистые, легированные и
быстрорежущие);
2. металлокерамические твердые сплавы (группы ВК, ТК и ТТК);
3. режущая керамика (оксидная, оксикарбидная и нитридная);
4. абразивные материалы
5. и сверхтвердые материалы СТМ (на основе алмаза и
кубического нитрида бора (КНБ)).
5
6.
Анализ основных направлений совершенствованияинструментальных материалов позволяет отметить, что они
связаны с ростом твердости, теплостойкости, износостойкости при
снижении прочностных характеристик, вязкости и
трещиностойкости. Эти тенденции не соответствуют идее
создания идеального инструментального материала с
оптимальным сочетанием свойств по твердости, теплостойкости,
ударной вязкости, трещиностойкости, прочности.
Наиболее распространенные для обработки резанием из этих 5
групп – быстрорежущие стали, из которых изготавливается около
60% инструмента, из металлокерамических твердых сплавов –
около 30%, из остальных групп материалов – только около 10 %
лезвийного инструмента.
Поэтому различные инструментальные материалы имеют свои
области применения.
6
7.
Например, инструмент из сверхтвердых инструментальныхматериалов на основе алмаза и кубического нитрида бора (СТМ)
или из режущей керамики (РК), используют только для чистовой
обработки деталей повышенной твердости при весьма
ограниченных сечениях среза.
При обработке резанием конструкционных сталей на малых и
средних скоростях резания в сочетании со средними и большими
сечениями среза большие преимущества получают сложные по
форме инструменты из быстрорежущей стали.
Нетеплостойкие и полутеплостойкие легированные
инструментальные стали применяют для штампов холодного
деформирования, а теплостойкие стали повышенной вязкости –
для штампов горячего деформирования
Стали, применяющиеся для изготовления инструментов для
резания, обработки давлением и др. объединяют широким
классом инструментальных сталей
7
8. ИНСТРУМЕНТАЛЬНЫЕ СТАЛИ
1. Класификация инструментальных сталейИнструментальные стали классифицируют: по химическому
составу, по структуре, по теплостойкости, по механическим
свойствам , по прокаливаемости по износостойкости, по
назначению
По структуре различают:
1. Эвтектоидные (мартенсит или троостит 45-55 HRC )
2. Заэвтектоидные
3. ледебуритные (мартенсит + твердые карбиды). После
отпуска 58-60 HRC - 60-65 HRC
4. Дисперсионно упрочняемые за счет выделения
интерметаллидных соединений высоколегированнные стали :
мартенситные или аустенитные
По химсоставу различают:
1) – Углеродистые и малолегированные (до 4 – 5 % лег. Эл.)
2) высоколегированные (более 5 % лег. Эл.)
8
9.
По теплостойкости различают:1. нетеплостойкие, 2. полутеплостойкие,
3.теплостойкие (умеренной, повышенной и высокой
теплостойкости)
Нетеплостойкие инструментальные стали высокой твердости:
Углеродистые: У8А, У10А, У12А
Низколегированные : 9ХФ, 11ХФ, 13Х,
Легированные: В2Ф, ХВГ, 9ХС, ШХ15, 7ХГ2ВМ
Нетеплостойкие инструментальные стали повышенной вязкости :
У7, 7ХФ, прокаливаемость
6Х3ФС, 6ХС
По механическим свойствам различают:
1. Инструментальные стали высокой твердости ,
2. Инструментальные стали повышенной вязкости
9
10.
КЛАССИФИКАЦИЯ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ ПОСТРУКТУРЕ
Структура высоколегированных инструментальных
сталей сложна, неравновесна и неоднородна. Поэтому
можно указать лишь основные структурные особенности
(классы) инструментальных сталей:
1.Заэвтектоидные стали
2.Эвтектоидные стали
3.Ледебуритные стали
4.Стали с интерметаллидным упрочнением
10
11. Классификация инструментальных сталей по теплостойкости:
1. нетеплостойкие, 2. полутеплостойкие, 3.теплостойкие11
12.
Нетеплостойкие стали при закалке в результате мартенситногопревращения приобретают высокую твердость и прочность но при
повышении температуры выше 200 – 300 град. Цельсия мартенсит
распадается ,
а карбиды цементитного типа коагулируются, твердость снижается.
Нетеплостойкие инструментальные стали , как менее
легированные, различают по прокаливаемости:
а) углеродистые и низколегированные стали небольшой
прокаливаемости (прокаливающиеся полностью в образцах
диаметром до 10 -15 мм)-, б) повышенной прокаливаемости
более легированные, прокаливающиеся в образцах 50-80 мм, в)
– высокой прокаливаемости : еще более легированные и
прокаливающиеся полностью в образцах 80 – 100 мм
Полутеплостойкие инструментальные стали чаще всего
используемые для изготовления штампов,
по химсоставу высокохромистые (3 – 18% Cr) и одновременно
высокоуглеродистые (1 – 2,2 % C) , часть из них содержит Ванадий.
12
по структуре – ледебуритные.
13.
при закалке в результате мартенситного превращения приобретают высокуютвердость и прочность. При отпуске 250 – 400 град. Цельсия в них выделяются
легированнный мартенсит и карбиды хрома с большей устойчивостью к
коагуляции. Поэтому твердость сохраняется при более высоких температурах.
К полутеплостойким относят также хромомолибденовые (вольфрамовые) стали
с 0,25 -0,5 % С сохраняющие твердость 40-50 HRC при температуре 400 – 500
градусов Ц.
Полутеплостойкие инструментальные стали , различают по
износостойкости
Теплостойкие стали –быстрорежущие и штамповые –
классифицируют как стали пониженной, умеренной, повышенной
и высокой теплостойкости
-это высоколегированные стали, приобретающие повышенные
твердость и прочность в результате двойного упрочнения:
а) – мартенситного при закалке и
б) дисперсионного твердения при относительно высоком отпуске
500 – 625 град.Ц., вызываемого выделением упрочняющих фаз:
карбидов вольфрама, молибдена, ванадия, создающих карбидное
13
упрочнение.
14.
в) у сталей с низким содержанием углерода (<0,6%C) – создаетсяинтерметаллидное упрочнение.
Свойства, полученные термообработкой сохраняются при
высоком нагреве
Стали с карбидным упрочнением при С>0,6% имеют
ледебуритную структуру. Их называют быстрорежущими.
При меньшем содержании углерода и легирующих элементов
эти стали называют также быстрорежущими либо
штамповыми (в зависимости от состава и твердости),
Такие стали могут иметь и аустенитную структуру . В этом случае
они являются штамповыми. Некоторые из теплостойких сталей
являются и коррозионностойкими.
Теплостойкие инструментальные стали имеют более высокое (в
1,3 – 1,5 раза) сопротивление пластическим деформациям, в т.ч.
и при обычных температурах
14
15. Классификация инструментальных сталей по твердости и вязкости
Различают инструментальные стали : а) высокой твердости иизносостойкости, но пониженной вязкости и б) повышенной
вязкости, но более низкой твердости и износостойкости
Стали высокой твердости и износостойкости, но пониженной
вязкости: а) содержат 0,5 – 1,5 % С (и даже до 2%) и имеют
ледебуритную или заэвтектоидную структуру , либо б) –
безуглеродистые и низкоуглеродистые стали с интерметаллидным
упрочнением
Стали повышенной вязкости, но более низкой твердости и
износостойкости: - содержат 0,4 – 0,7 % С (и даже 0,2 – 0,3 %С но
при высоком легировании), имеют структуру эвтектоидную или
близкую. Повышенным отпуском им придают трооститную или
троосто-мартенситную структуру и твердость 40-55 HRC. При
этом ударная вязкость составляет 0,2 – 0,8 МДж/кв.м.
15
16. Классификация инструментальных сталей по назначению
Стали для режущих инструментов:Преимущественно используются быстрорежущие стали, т.е.
теплостойкие стали высокой твердости с карбидным
упрочнением. Они обеспечивают работоспособность режущих
инструментов при повышенных температурах : 550 – 650
град.Ц.
Инструментальные стали с интерметаллидным упрочнением
используют для инструментов небольших сечений, а также для
резания труднообрабатываемых материалов
Нетеплостойкие сплавы высокой твердости используют для
инструментов, работающих при невысоких температурах
(например, для слесарных инструментов: метчиков,
плашек, сверл (особенно малых диаметров), напильников и
др.
16
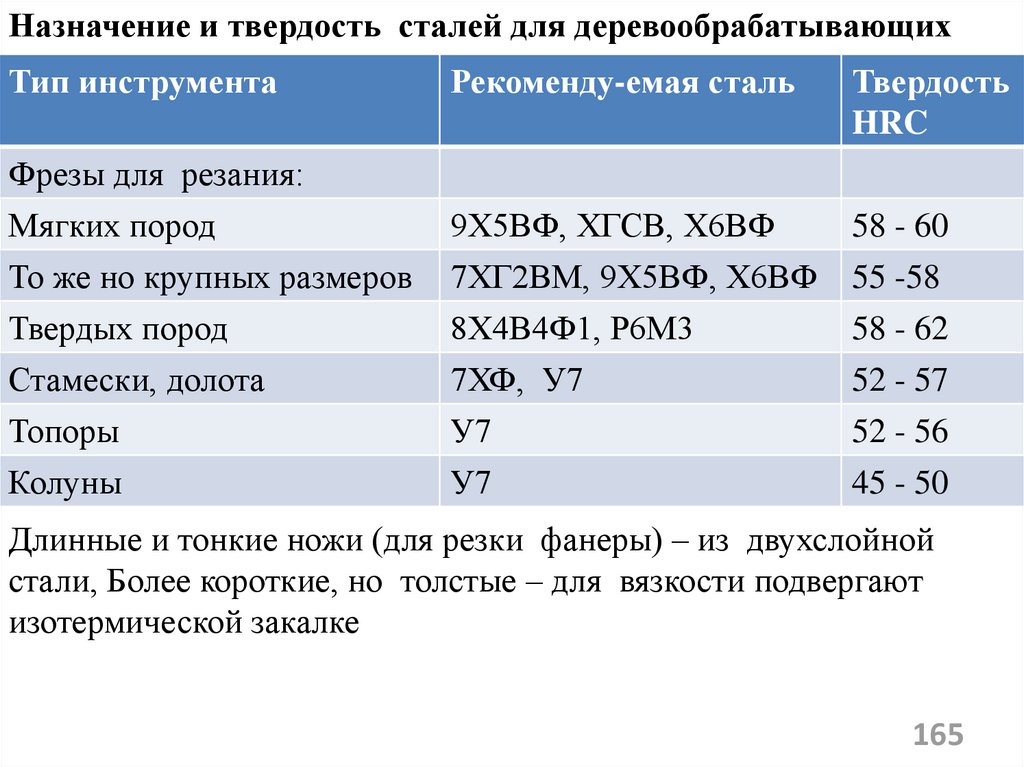
17.
Для металлорежущих и некоторых деревообрабатывающихинструментов используют заэвтектоидные стали этой
группы, а для деревообрабатывающих и других
инструментов, работающих при ударных нагрузках и
меньших температурах используют эвтектоидные (и близкие
к ним) стали
для некоторых специальных условий: хирургические
инструменты, бритвы и др. применяют полутеплостойкие
инструментальные стали, устойчивые против коррозии,
17
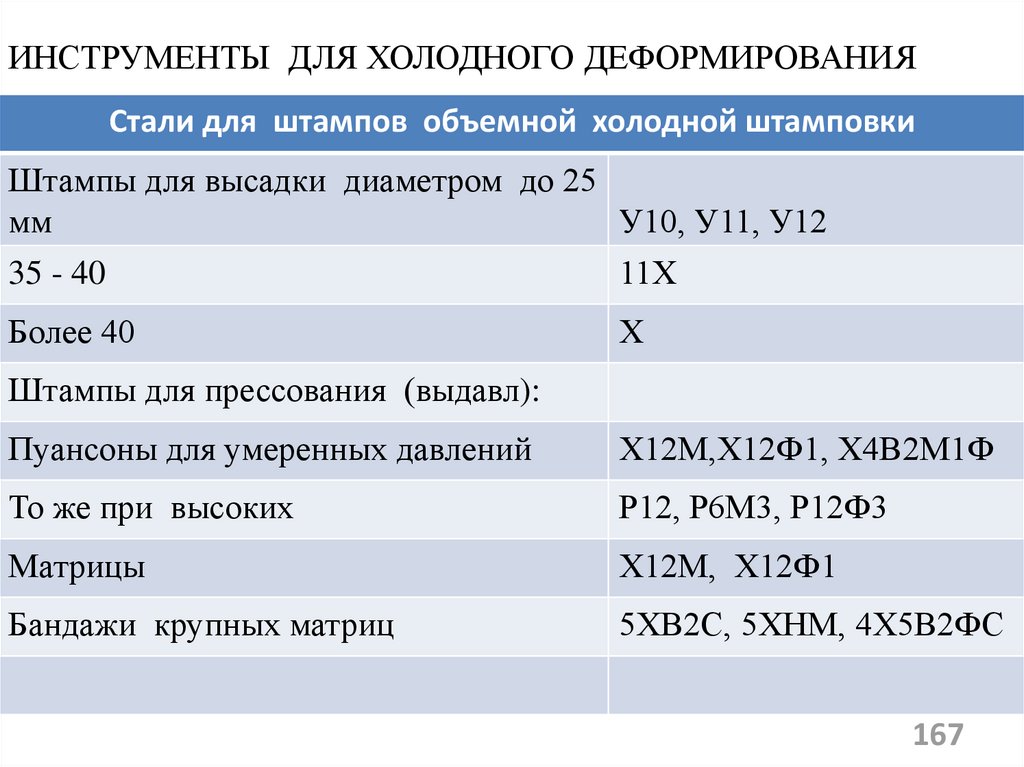
18.
Штамповые стали для холодного деформированияИспользуют нетеплостойкие и полутеплостойкие
инструментальные стали высокой твердости, а при значительных
динамических нагрузках - нетеплостойкие инструментальные
стали повышенной вязкости
Для штампов, работающих при очень высоких давлениях (главным
образом, при прессовании) применяют быстрорежущие стали
Штамповые стали для горячего деформирования
Используют теплостойкие стали повышенной вязкости, которые
обеспечивают высокие прочность и формоустойчивость при
повышенных температурах , стойкость при динамических
нагрузках и разгаростойкость (устойчивость к образованию
термических трещин)
При менее высоких температурах (например, для молотовых
штампов) используют полутеплостойкие инструментальные стали ,
более вязкие и прокаливаемые
18
19. 2. ХИМИЧЕСКИЙ СОСТАВ И МАРКИ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ
Обозначение марок инструментальных сталейПри обозначении марок сталей начальные цифры
обозначают содержание углерода в десятых долях процента.
Русские буквы в начале наименования марки стали
означают:
У - нелегированная углеродистая сталь,
Р –быстрорежущая сталь, Х – хром, Н – никель, В – вольфрам,
Ф – ванадий, С – кремний, Г – марганец, М – молибден,
К – кобальт, Б – ниобий, Ц – цирконий.
Цифры, следующие за этими буквами, обозначают содержание (в
процентах) данных легирующих элементов.
При отсутствии цифр содержание указанных элементов до 1 %
Цифра после буквы Р в обозначении быстрорежущей стали
указывает на содержание вольфрама, цифра 0 – на отсутствие
фольфрама
19
20. ХИМИЧЕСКИЙ СОСТАВ СТЛЕЙ ВЫСОКОЙ ТВЕРДОСТИ И НЕБОЛЬШОЙ ПРОКАЛИВАЕМОСТИ СОСТАВ И МАРКИ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ :
Углеродистые: У8А ……. У13А,Содержат, соответственно, от 0,8 до 1,3 % С
Содержание примесей:
Si - 0,15 – 0,35 %, Mn – 0,15 – 0,3 %, Cr – 0,15 %
Низколегированные: 9ХФ (0,9 % С, 0,4-0,7 % Cr, 0,15-0,3 % V)
Примеси: Si - 0,15 – 0,35 %, Mn – 0,3 – 0,6 %,
11ХФ (1,05-1,15 % С, 0,4 - 0.7 % Cr, 0,15-0,3 % V)
Примеси: Si - 0,15 – 0,35 %, Mn – 0,4 – 0,7 %,
13Х (1,25-1,4 % С, 0,4 - 0.7 % Cr, ), Примеси: Si - 0,15 – 0,35 %, Mn –
0,4 – 0,7 %,
Легированные высокоуглеродистые:
В2Ф от 1,05 до 1,22 % С, 1,6 – 2% W, 0,2 – 0,28 % V,
Примеси: Si - 0,15 – 0,35 %, Mn – 0,2 – 0,5 %,
ХВ4 от 1,25 до 1,45 % С, 3,5 – 4,3% W, 0,15 – 0,3 % V,
Примеси: Si - 0,15 – 0,35 %, Mn – 0,15 – 0,4 %,
20
21. ИНСТУМЕНТАЛЬНЫЕ СТАЛИ ВЫСОКОЙ ТВЕРДОСТИ И ПОВЫШЕННОЙ ПРОКАЛИВАЕМОСТИ
ХВГ от 0,9 до 1,05 % С, 1,2 -1,6 % W, 0,9 – 1,2 % Cr, Mn – 0,8 – 1,1 %,Примеси: Si - 0,15 – 0,35 %,
9ХС от 0,85 до 0,95 % С, 0,95 – 1,25 % Cr, Si - 0,15 – 0,35 %,
Примеси: Mn – 0,3 – 0,6 %,
ШХ15 (Х) от 0,95 до 1,1 % С, 1,3 – 1,65 % Cr,
Примеси: Si - 0,15 – 0,35 %, Mn – 0,15 – 0,4 %,
3.2.4. ИНСТУМЕНТАЛЬНЫЕ СТАЛИ ВЫСОКОЙ ТВЕРДОСТИ и высокой
прокаливаемости
7ХГ2ВМ от 0,68 до 0,76 % С, 1,5 – 1,8 % Cr, Mn – 1,8 – 2,3 %, 0,5 -0,9
W, 0,5 – 0,8 % Mo
Примеси: Si - 0,2 – 0,4 %,
21
22. НЕТЕПЛОСТОЙКИЕ инструментальные СТАЛИ ПОВЫШЕННОЙ ВЯЗКОСТИ
Стали небольшой прокаливаемости:У7 – 0,65 – 0,74 % С,
Содержание примесей:
Si - 0,15 – 0,35 %, Mn – 0,2 – 0,4 %, Cr – 0,2 %
7ХФ – 0,63 – 0,73 % С, Cr – 0,4-0,7 %, 0,15-0,3 % V
Содержание примесей:
Si - 0,15 – 0,35 %, Mn – 0,3 – 0,6 %,
Стали повышенной прокаливаемости:
6Х3ФС – 0,56 – 0,62 % С, Cr – 2,6-3,3 %, 0,2-0,35 % V, Si - 0,56 – 0,62 %,
Содержание примесей: Mn – 0,15 – 0,4 %,
6ХС – 0,6 – 0,7 % С, Cr – 1,0-1,3 %, Si - 0,6 – 1 %,
Содержание примесей: Mn – 0,15 – 0,4 %,
6ХВ2С – 0,55 – 0,65 % С, Cr – 1 -1,3 %, 2,2 -2,7 % W, Si - 0,5 – 0,8 %,
Содержание примесей: Mn – 0,15 – 0,4 %,
7Х3 – 0,65 – 0,75 % С, Cr – 3,2-3,8 %,
Содержание примесей: Si - 0,15 – 0,35 %, Mn – 0,15 – 0,4 %,
22
23. ПОЛУТЕПЛОСТОЙКИЕ СТАЛИ ВЫСОКОЙ ТВЕРДОСТИ
Стали повышенной износостойкости:Х12Ф1 – 1,25 – 1,45 % С, Cr – 11- 12,5 %, 0,7-0,9 % V,
Содержание примесей: Si - 0,15 – 0,35 %,
Х12М – 1,45 – 1,65 % С, Cr – 11- 12,5 %, 0,15-0,3 % V, 0,4 -0,6 % Mo,
Содержание примесей: Si - 0,15 – 0,35 %,
Стали высокой износостойкости:
Х12 – 2 – 2,2 % С, Cr – 11,5- 13 %,
Содержание примесей: Si - 0,15 – 0,35 %,
Х12ВМ – 2 – 2,2 % С, Cr – 11- 12,5 %, 0,5 – 0,8 % W, 0,6 – 0,9
% Mo, Содержание примесей: Si - 0,2 – 0,4 %,
Стали коррозионностойкие
9Х18 – 0,9 - 1 % С, 17 – 19 % Cr, Si - 0,5 – 0,9 %,
Х18МФ – 1,17 – 1,25 % С, 17,5 – 19 % Cr, 0,5 -0,8 % Mo, 0,1 – 0,2 % V
Примеси: Si - 0,5 – 0,9 %,
23
24. ПОЛУТЕПЛОСТОЙКИЕ СТАЛИ ПОВЫШЕННОЙ ВЯЗКОСТИ
Стали с высокой прочностью до 350 – 375 град.Ц5ХНМ – 0,5 – 0,6 % С, Cr – 0,5- 0,8 %, 1,4-1,8 % Ni, 0,15 -0,3 % Mo,
Содержание примесей: Mn - 0,5 – 0,8 %,
5ХНВ – 0,5 – 0,6 % С, Cr – 0,5- 0,8 %, 1,4-1,8 % Ni, 0,4 -0,7 % W,
Содержание примесей: Mn - 0,5 – 0,8 %,
5ХНCВ – 0,5 – 0,6 % С, Cr – 1,3- 1,6 %, 0,8-1,2 % Ni, 0,6 -0,9 % Si, 0,4 0,7 % W, Содержание примесей: Mn - 0,3 – 0,6 %,
Стали с высокой прочностью до 400 – 425 град.Ц
5Х2МНФ – 0,46 – 0,53 % С, Cr – 1,5- 2 %, 0,8-1,2 % Мо, 1,2-1,6 % Ni,
0,3 -0,5 % V Содержание примесей: Mn - 0,4 – 0,7 %,
24
25. ТЕПЛОСТОЙКИЕ ИНСТРУМЕНТАЛЬНЫЕ СТАЛИ ПОВЫШЕННОЙ ТВЕРДОСТИ (БЫСТРОРЕЖУЩИЕ СТАЛИ)
БЫСТРОРЕЖУЩИЕ СТАЛИ УМЕРЕННОЙ ТЕПЛОСТОЙКОСТИС КАРБИДНЫМ УПРОЧНЕНИЕМ
Вольфрамовые
Р18 – 0,7 – 0,8 % С, 17 -18,5 % W, до 1% Мо, Cr – 3,8- 4,4 %, 1 - 1,4 % V,
Р9 – 0,85 – 0,95 % С, 8,5 -10 % W, до 1% Мо, Cr – 3,8- 4,4 %, 2 - 2,6 % V,
Р12 – 0,8 – 0,9 % С, 12 -13 % W, до 1% Мо, Cr – 3,1- 3,6 %, 1,5 – 1,9 % V
Вольфрамо-молибденовые
Р6М5 – 0,8 – 0,88 % С, 5,5 – 6,5 % W, 5-5,5% Мо, Cr – 3,8- 4,4 %,
1,7 - 2,1 % V,
молибденовые
Р0М8 – 0,85 % С, 8% Мо, Cr – 4 %, 2 % V,
Р2М8В – 0,8 % С, 2 % W, 8% Мо, Cr – 4 %, 1,8 % V,
25
26. БЫСТРОРЕЖУЩИЕ СТАЛИ ПОВЫШЕННОЙ ТЕПЛОСТОЙКОСТИ
С ПОВЫШЕННЫМ СОДЕЖАНИЕМ УГЛЕРОДА10Р8М3 – 0,96 – 1,05 % С, 7,5 – 8,5 % W, 3-3,6% Мо, Cr – 3,3- 4 %,
1,6 – 1,9 % V,
10Р6М5 – 1,05 % С, 6 % W, 5 % Мо, Cr 4 %, 1,6 – 1,9 % V,
С ПОВЫШЕННЫМ СОДЕЖАНИЕМ ВАНАДИЯ
Р6М5Ф3
Р12Ф3
C
0,951,05
Cr
W
3,8-4,3
5,7-6,7
0,951,05
3,8-4,3
12,-13,
V
2,3-2,7
Co
2,5-3
< 0,5
<0,5
Mo
4,8-5,3
< 0,5
26
27. Кобальтовые
Р9К5C
0,9-1
Cr
3,8-4,4
W
9-10
V
2,3-2,7
Co
5-6
Mo
<1%
Р6М5К5
0,940,92
3,8-4,3
5,7-6,7
1,7-2,1
4,7-5,2
4,8-5,3
Р18К5Ф2
0,850,95
3,8-4,4
17-18,5 1,8-2,2
4,7-5,2
<1%
Высоколегированные стали высокой теплостойкости c
пониженным содержанием углерода
В11М7К23 0,1
11
0,5
23
7
В14М7К25
0,1
3В20К20Х4ф 0,25
-
14
0,5
25
7
4
20
1
20
27
28. 3. СТРУКТУРА ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ
Структурное состояние углеродистых сталей.(см. диаграмму «железо-углерод» - след. слайд)
В зависимости от температуры и содержания углерода сплавы
железо - углерод могут иметь структурные составляющие: феррит,
цементит, перлит, аустенит, ледебурит и графит. Физико-химическая
природа этих структурных составляющих различна.
Феррит представляет собой твердый раствор углерода в α-железе.
При 723° С в α-железе может содержаться до 0,02% углерода, а при
20° С всего лишь 0,006% углерода. Феррит обладает высокой
пластичностью, низкой твердостью (НВ 80-100), прочностью (σь =
25 кгс/мм2) и магнитными свойствами, которые сохраняются до
температуры 768° С.
Цементит - химическое соединение железа с углеродом, т. е.
карбид железа Fe3C. Цементит содержит 6,63% углерода и до 210°С
сохраняет магнитные свойства. Цементит очень хрупкий и обладает
твердостью НВ760-800. В структуре стали и чугуна он находится в
28
виде игл, отдельных включений и сетки, по границам зерен.
29. Диаграмма железо -углерод
2930.
Перлитом называют механическую смесь феррита с цементитом.Перлит- это продукт распада аустенита при медленном
охлаждении. Он может быть пластинчатым или зернистым. В нем
содержится 0,8% углерода. Механические свойства перлита
зависят от степени измельчения частичек цементита.
Ледебурит представляет собой эвтектику, состоящую из цементита
и аустенита и образующуюся при кристаллизации жидкого сплава,
который содержит 4,3% углерода. Ледебурит обладает высокой
твердостью (НВдо 7000 МПа) и хрупкостью.
Графит - это кристаллическая разновидность углерода. Он имеет
черный цвет и встречается в структуре чугуна и
графитизированной стали.
30
31.
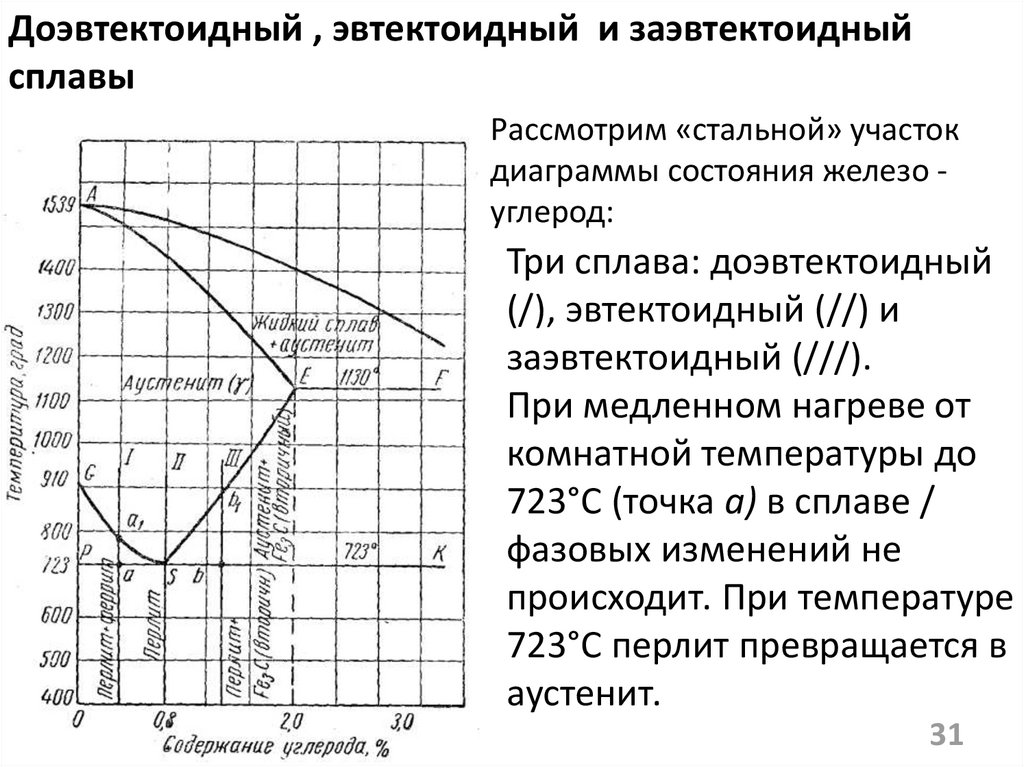
Доэвтектоидный , эвтектоидный и заэвтектоидныйсплавы
Рассмотрим «стальной» участок
диаграммы состояния железо углерод:
Три сплава: доэвтектоидный
(/), эвтектоидный (//) и
заэвтектоидный (///).
При медленном нагреве от
комнатной температуры до
723°С (точка а) в сплаве /
фазовых изменений не
происходит. При температуре
723°С перлит превращается в
аустенит.
31
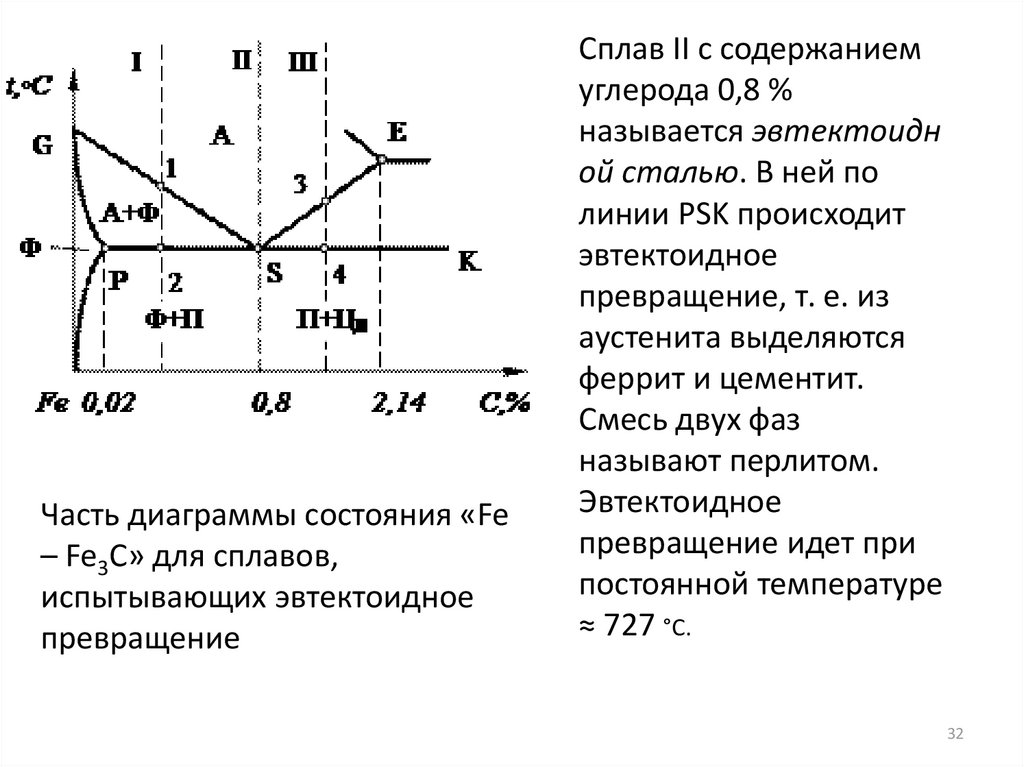
32.
Часть диаграммы состояния «Fe– Fe3C» для сплавов,
испытывающих эвтектоидное
превращение
Сплав II с содержанием
углерода 0,8 %
называется эвтектоидн
ой сталью. В ней по
линии PSK происходит
эвтектоидное
превращение, т. е. из
аустенита выделяются
феррит и цементит.
Смесь двух фаз
называют перлитом.
Эвтектоидное
превращение идет при
постоянной температуре
≈ 727 °С.
32
33.
Сплав I с содержанием углерода менее 0,8 %называют доэвтектоидной сталью. В интервале температур
точек 1 – 2 имеем частичное превращение аустенита в феррит.
При температуре точки 2 (на линии PSK) происходит
эвтектоидное превращение аустенита в перлит. Конечная
структура доэвтектоидной стали состоит из феррита и перлита.
Количество феррита и перлита зависит от содержания углерода
в стали. Чем больше углерода, тем больше в структуре стали
перлита. Как инструментальные доэвтектоидные стали не
применяются
Сплав III с содержанием углерода более 0,8 %
называют заэвтектоидной сталью. В интервале температур точек
3 – 4 из аустенита выделяется вторичный цементит. Этот процесс
вызван уменьшением растворимости углерода в аустените согласно
линии ES диаграммы. При температуре точки 4 на линии PSK
происходит эвтектоидное превращение аустенита в перлит.
Конечная структура заэвтектоидной стали состоит из перлита и
33
цементита.
34.
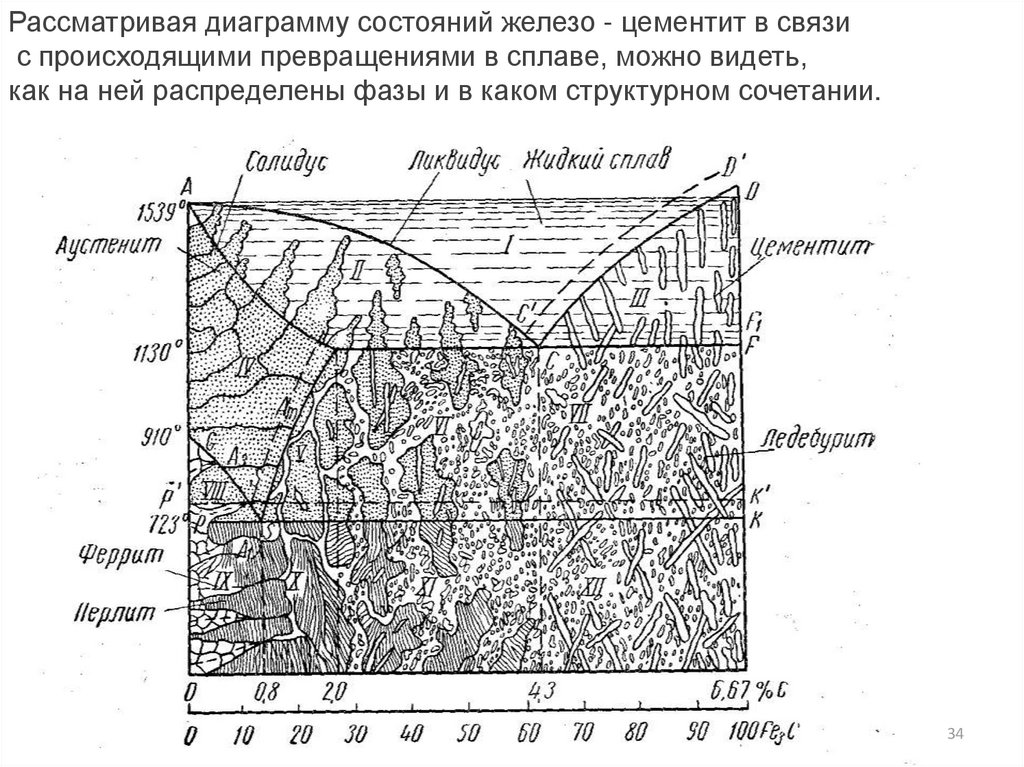
Рассматривая диаграмму состояний железо - цементит в связис происходящими превращениями в сплаве, можно видеть,
как на ней распределены фазы и в каком структурном сочетании.
34
35.
Ледебуритные стали, имеющие в структуре первичные карбиды,выделившиеся из жидкой стали. В литом виде избыточные карбиды
совместно с аустенитом образуют эвтектику — ледебурит, который
при ковке или прокатке разбивается на обособленные карбиды и
аустенит.
Ледебуритные стали, как правило, являются разновидностью
мартенситных сталей с высоким содержанием углерода
и легирующих элементов. После нормализации структура
стали представляет смесь мартенсита и ледебурита, наличие
которого является причиной карбидной ликвации в поковках и
прокате этих сталей.
Для повышения теплостойкости высоколегированные
инструментальные стали ледебуритного класса при закалке
нагревают до очень высоких температур, близких к эвтектической.
При этом вторичные карбиды распадаются , обогащая
легирующими элементами аустенит. В результате получается
35
высоколегированных, а следовательно теплостойкий мартенсит.
36. Структура заэвтектоидных инструментальных сталей
Структуру заэвтектоидной стали приобретают углеродистые ималолегированные стали. Максимальная твердость 63-64 HRC (в
некоторых случаях 66 HRC) .
Стали нетеплостойкие и умеренно износостойкие.
Карбиды – цементит, их твердость немного больше чем у
мартенсита.
Карбиды (вторичные) выделяются из аустенита,
присутствуют в перлите (эвтектоидные).
Размеры карбидов небольшие – до 5 -6 мкм,
Они распределяются равномернее, чем у ледебуритных сталей
Количество карбидов не более 10-12%, поскольку при большем их
количестве вследствие увеличения легирования или углерода
возрастают размеры карбидов, снижается прочность и вязкость,
ухудшается ковкость
36
37.
Карбиды задерживают рост зерна при нагреве под закалку,это позволяет получить высокую твердость при
удовлетворительной прочности
В поковках диаметром более 50 – 70 мм образуется
карбидная сетка, что уменьшает прочность, вязкость и
сопротивление пластическим деформациям (см табл.).
С увеличением количества карбидов из-за выкрашивания
кромок, поломок инструмента трудно реализовать
умеренное повышение износостойкости .
Правило: чем больше сечение инструментов (при диаметре
более 50 мм) тем меньше должно быть карбидов и тем ближе
сталь должна быть к эвтектоидной (см табл.)
37
38.
Карбиды задерживают рост зерна при нагреве под закалку,это позволяет получить высокую твердость при
удовлетворительной прочности
В поковках диаметром более 50 – 70 мм образуется
карбидная сетка, что уменьшает прочность, вязкость и
сопротивление пластическим деформациям (см табл.).
С увеличением количества карбидов из-за выкрашивания
кромок, поломок инструмента трудно реализовать
умеренное повышение износостойкости .
Правило: чем больше сечение инструментов (при диаметре
более 50 мм) тем меньше должно быть карбидов и тем ближе
сталь должна быть к эвтектоидной (см табл.)
38
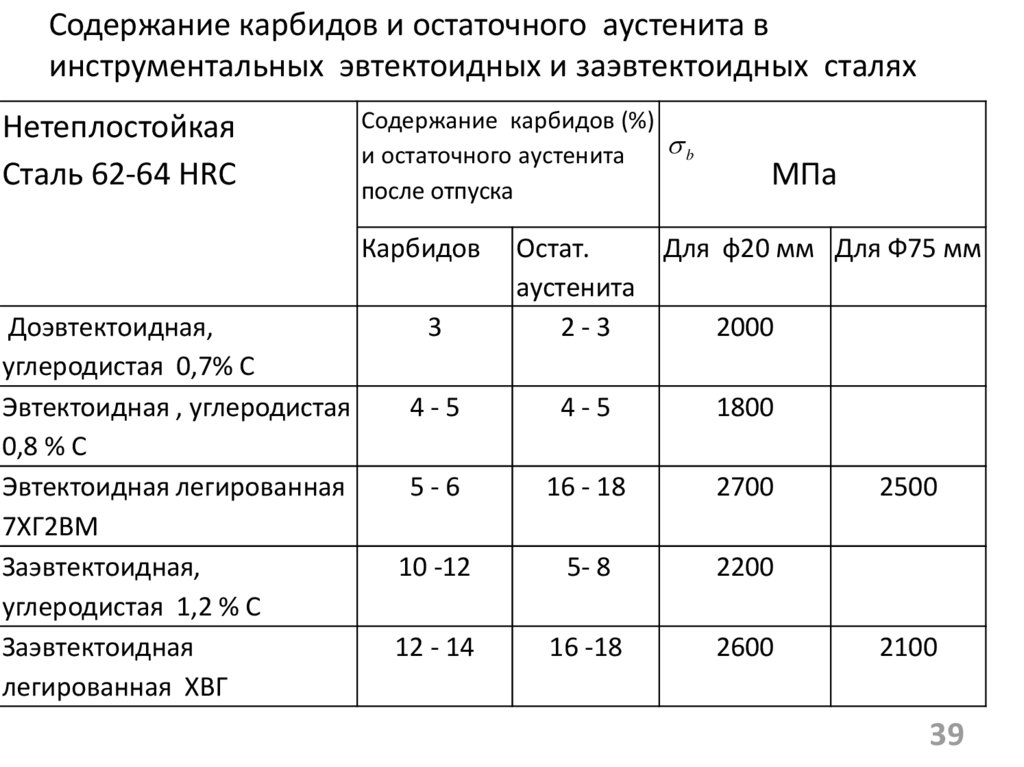
39.
Содержание карбидов и остаточного аустенита винструментальных эвтектоидных и заэвтектоидных сталях
Нетеплостойкая
Сталь 62-64 HRC
Содержание карбидов (%)
b
и остаточного аустенита
после отпуска
Карбидов
Доэвтектоидная,
углеродистая 0,7% С
Эвтектоидная , углеродистая
0,8 % С
Эвтектоидная легированная
7ХГ2ВМ
Заэвтектоидная,
углеродистая 1,2 % С
Заэвтектоидная
легированная ХВГ
3
МПа
Остат.
Для ф20 мм Для Ф75 мм
аустенита
2-3
2000
4-5
4-5
1800
5-6
16 - 18
2700
10 -12
5- 8
2200
12 - 14
16 -18
2600
2500
2100
39
40. Структура эвтектоидных инструментальных сталей
Структуру эвтектоидных сталей могут иметь как нетеплостойкие,так и более легированные полутеплостойкие и теплостойкие стали
При рациональном легировании и сохранении мелкого зерна они
имеют однородную структуру : после отжига – перлит, после
закалки и отпуска – мартенсит, троостит.
При переходе к заэтектоидным сталям образование даже первых
количеств карбидов резко снижает вязкость и несколько меньше
прочность.
Эвтектоидные стали уступают заэвтектоидным в износостойкости,
но только при отсутствии динамических нагрузок . При износе с
ударными нагрузками эвтектоидные стали превосходят
заэвтектоидные.
40
41.
Поскольку с увеличением легирования снижается содержаниеуглерода в перлите, то при этом твердость закаленной стали
меньше: у углеродистых и менее легированных – 62 – 63 HRC, у
высоколегированных 57-60 HRC
Эвтектоидные инструментальные стали вследствие более
однородной структуры менее чувствительны к развитию
необратимой хрупкости и к снижению вязкости при отпуске на
твердость 45-50 HRC .
Технологические преимущества эвтектоидных сталей: более
низкая твердость после отжига и как следствие – лучшая
обрабатываемость резанием и давлением в холодном состоянии
Применение эвтектоидных сталей сдерживалось опасениями
роста зерна, снижения прочности и вязкости при перегреве при
закалке. Однако это характерно только для углеродистых
инструментальных сталей и устраняется сравнительно небольшим
легированием
41
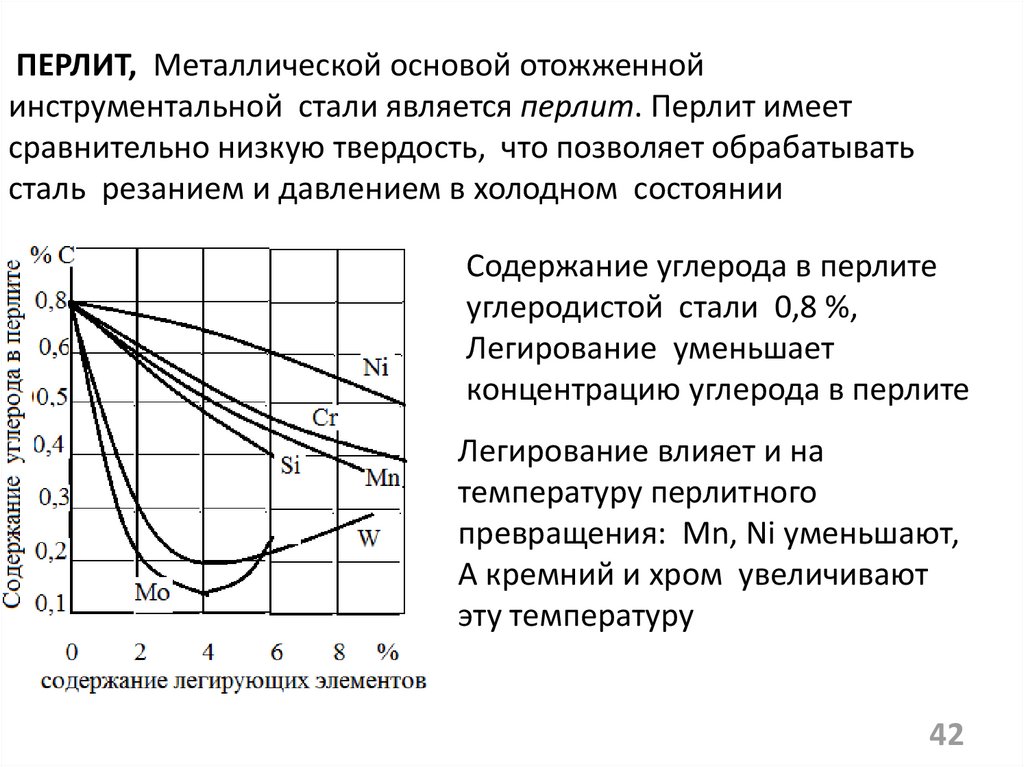
42.
ПЕРЛИТ, Металлической основой отожженнойинструментальной стали является перлит. Перлит имеет
сравнительно низкую твердость, что позволяет обрабатывать
сталь резанием и давлением в холодном состоянии
Содержание углерода в перлите
углеродистой стали 0,8 %,
Легирование уменьшает
концентрацию углерода в перлите
Легирование влияет и на
температуру перлитного
превращения: Mn, Ni уменьшают,
А кремний и хром увеличивают
эту температуру
42
43.
Дисперсность .Дисперсность перлита зависит от условий охлаждения и выдержки
ниже А1, а также от состава стали.
При замедленном охлаждении или длительной выдержке при
более высокой температуре усиливается коагуляция карбидов, они
становятся крупнозернистыми (или крупнопластинчатыми.
При повышенной скорости охлаждения и выдержке при более
низкой температуре структура карбида – точечная.
Наибольшие различия в дисперсности наблюдаются у углеродистых
и менее легированных сталей , цементит которых легче
коагулирует и чувствительнее к изменению своей формы.
Строение перлита этих сталей определяют по десятибальной
системе
43
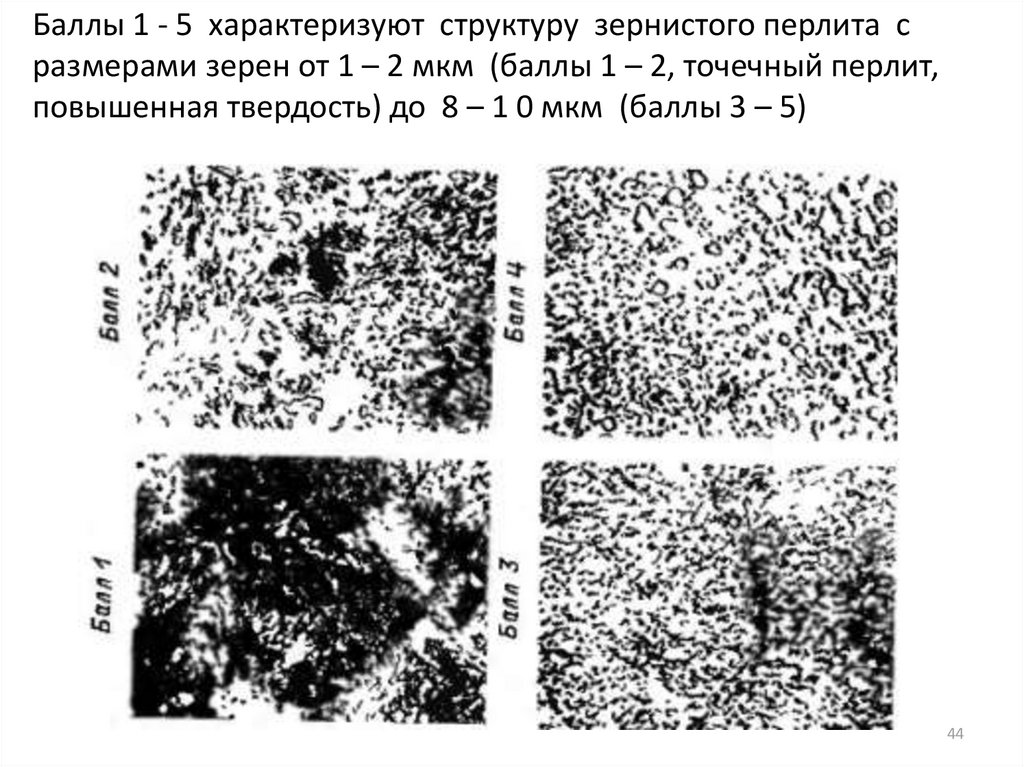
44.
Баллы 1 - 5 характеризуют структуру зернистого перлита сразмерами зерен от 1 – 2 мкм (баллы 1 – 2, точечный перлит,
повышенная твердость) до 8 – 1 0 мкм (баллы 3 – 5)
44
45.
При 6 баллах присутствует пластинчатый перлит (5 – 10%), длябалла 7 - до 30% , для балла 8 – до 50%
45
46.
Для балла 9 – до 80% пластинчатого перлита, для балла 10 –структура стали - пластинчатый перлит.
С увеличением дисперсности перлита возрастает твердость
отожженных сталей. У углеродистых сталей У10 – У12 с
зернистым перлитом при балле 5 – 6 твердость HB = 1600 -1700
МПа, а при балле 3 – 4 HB = 1850 -1900 МПа.
46
47. Перлит нетеплостойких сталей
Температура закалкиВ нетеплостойких менее
легированных сталях
содержание углерода в
перлите наиболее высокое
: 0,6 – 0,8 %
Превращение перлита в
аустенит для закалки
сопровождается
значительным насыщением
твердого раствора
углеродом, достигается
высокая твердость,
прокаливаемость и
закаливаемость стали.
Карбиды, растворяющиеся
при более высокой
температуре, меньше
насыщают аустенит
47
48.
Протекание перлитного превращения и некоторые свойстваперлита зависят также от формы и размеров присутствующих в нем
цементитных частиц
Форма карбидов может быть зернистой , пластинчатой или
смешанной . Она зависит от температуры отжига и структурного
класса стали
При нагреве для отжига немного выше А1, заэвтектоидные стали
при отжиге приобретают структуру зернистого перлита. Это
происходит потому, что не растворяющиеся при нагреве карбиды
служат центрами кристаллизации карбидных частиц,
выделяющихся при охлаждении и выдержке в температурном
интервале перлитного превращения. Это способствует получению
зернистого перлита. Следовательно, в заэвтектоидной стали,
нагреваемой для отжига немного выше А1, аустенит при
охлаждении распадается с образованием зернистой структуры.
Стали со структурой зернистого перлита имеют меньшую
твердость и лучше обрабатываются резанием, чем стали со
структурой пластинчатого или точечного перлита
48
49.
Вязкость стали с зернистым перлитом также выше, чем спластинчатым: для стали У8 с зернистым перлитом 0,3 МДж/кв.м,
а с пластинчатым - 0,2 МДж/кв.м, порог хладноломкости стали с
зернистым перлитом также ниже (зубила, слесарные инструменты)
При повышенном нагреве при отжиге заэвтектоидная сталь из-за
растворения карбидов и уменьшения возможных центров
кристаллизации, а также из-за роста аустенитных зерен
приобретает структуру пластинчатого перлита.
Получение пластинчатого перлита сопровождается образованием
карбидной сетки, вызванным выделением большего количества
карбидов по границам зерен. Карбидная сетка сохраняется в
закаленной стали и ухудшает ее свойства
Для эвтектоидных и близких к ним сталей с небольшим
количеством избыточных карбидов получение зернистого перлита
затруднительно: при даже небольшом повышении температуры
вблизи А1 образуется смешанная структура зернистого и
пластинчатого перлита либо пластинчатый перлит.
49
50.
Твердость HB стали Х (ШХ15) при зернистом перлите 1870 -2170Мпа, а при точечном 2070 – 2290 МПа
Мелкие карбиды точечной или пластинчатой формы быстрее
растворяются при нагреве и не могут эффективно сдерживать рост
зерна. Они лучше прокаливаются, но имеют более крупное зерно,
меньшую прочность и склонны к образованию трещин, чем стали с
зернистым перлитом.
Заэвтектоидные стали поставляют или отжигают на структуру
зернистого перлита.
50
51. ПЕРЛИТ ПОЛУТЕПЛОСТОЙКИХ И ТЕПЛОСТОЙКИХ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ
Перлит этих высоколегированных сталей содержит мало углерода :0,2 - 0,3 % и его роль в формировании структуры закаленной
стали менее значительна. Форма перлита сталей с большим
количеством вторичных карбидов (ледебуритных) всегда зернистая.
Из-за затруднительной диффузии дисперсность перлита больше,
чем у менее легированных сталей , она более однородна и
соответствует 4 -5 баллам : сорбитообразный перлит.
У менее легированных полутеплостойких эвтектоидных сталей
фома перлита смешанная: пластинчатая и зернистая, а у более
легированных - зернистая.
Твердость перлита этих сталей из-за большей дисперсности и
присутствия легирующих элементов в ферритной составляющей
повышенная.
51
52.
ВЛИЯНИЕ МАРТЕНСИТА НА СВОЙСТВА СТАЛИМартенситное превращение имеет место при высоких скоростях
охлаждения, когда диффузионные процессы подавляются.
Сопровождается полиморфным превращением Feγ в Feα.
Превращение необратимое: получить аустенит из мартенсита
невозможно
Мартенсит – пересыщенный твердый раствор внедрения
углерода в Feα.
Твердость мартенсита до 65 RC, с увеличением
содержания углерода возрастает хрупкость
Мартенсит закалки — неравновесная структура, сохраняющаяся
при низких температурах. Для получения равновесной структуры
изделия подвергают отпуску.
при низком отпуске, достаточно дать выдержку при температуре
200°С в течение 1 ч. Твердость стали после низкого отпуска зависит
от содержания в ней углерода. В высокоуглеродистых сталях,
содержащих более 0,7% С, она бывает обычно в пределах HRC 59—
52
63.
53. ОСОБЕННОСТИ ФАЗОВОГО α ПРЕВРАЩЕНИЯ
ОСОБЕННОСТИ ФАЗОВОГО α ПРЕВРАЩЕНИЯТемпература начала α превращения определяет теплостойкость,
поскольку при приближении к ней металлическая основа
разупрочняется .
Более высокие температуры превращения создаются при
уменьшении содержания углерода при повышенном легировании ,
а также при увеличении содержания хрома, вольфрама, молибдена
(а также алюминия и кремния). При этих условиях температуры
начала превращения могут возрастать на 189 – 200 С: с 725-730
С у углеродистых сталей до 900-910 С у быстрорежущих сталей с
интерметаллидным упрочнением . У полуферритных сталей
температуры начала превращения еще выше: до 1000 - 1100 С.
53
54.
При повышении температуры отпуска до 200—300°С остаточныйаустенит превращается в отпущенный мартенсит. В легированных
сталях это превращение происходит при более высокой
температуре, например, в быстрорежущих, которые содержат до
35% остаточного аустенита, превращение его в мартенсит
происходит при нагреве свыше 500°С.
При дальнейшем повышении температуры до 300— 400°С в
углеродистой закаленной стали полностью завершается процесс
выделения углерода из твердого раствора. Карбид Fe2C
преобразуется в цементит Fe3C. Иными словами, в результате
отпуска при 300—400°С происходит распад мартенсита и
образуется структура, состоящая из феррита, в котором будут
равномерно распределены мельчайшие кристаллики
цементита. Такая структура называется трооститом. Твердость
троостита приблизительно HRC 45—50.
54
55.
При повышении температуры отпуска до 450°С и более мелкиечастицы как бы сливаются с более крупными. Такой процесс
называется коагуляцией цементита. При температуре отпуска
свыше 450°С частицы цементита уже можно различить под
микроскопом. Ферритно-цементитную структуру, полученную в
результате закалки и отпуска при указанной температуре,
называют сорбитом. Таким образом, сорбит отличается от
троостита только тем, что частицы цементита в нем более
крупные. Твердость сорбита приблизительно HRC 30—45
Если теперь повысить температуру отпуска до 600— 650°С, то
частицы цементита укрупнятся настолько, что структура по виду
будет приближаться к обычному перлиту, который был до
закалки. Тем не менее будут и отличия: перлит, полученный
после закалки и отпуска, будет иметь более однородное
мелкодисперсное строение. Это способствует улучшению
свойств стали, и потому сочетание закалки с высоким отпуском
носит названиеулучшения.
55
56.
Для обеспечения однородности свойств в разных плавках одноймарки эвтектоидной стали необходимо строго соблюдать
пределы содержания углерода (0,06 – 0,07%) и легирующих
элементов (0,5-0,6% для каждого)
О составе мартенсита
Концентрация углерода в мартенсите заэвтектоидных и
ледебуритных сталей ниже его общего содержания в стали
Выделяют три характерных концентрации: 1. высокую : 0,6 – 0,8%
после закалки и около 0,4% после отпуска. Она создается
сравнительно полным растворением цементитных карбидов в
нетеплостойких сталях при нагреве под закалку.
2. Пониженную : 0,2 – 0,5 % после закалки полутеплостойких
теплостойких сталей (больше углерода удерживается в
нерастворимых карбидах) После отпуска концентрация углерода
снижается до 0,3 – 0,4 % для полутеплостойких и до 0,15 – 0,2 %
для теплостойких сталей
3. Низкую (менее 0,05 – 0,1 %) в сталях с интерметаллидным
56
упрочнением как после закалки, так и после отпуска
57. О свойствах мартенсита
Твердость мартенсита закаленной стали определяетсяконцентрацией углерода от 60-62 HRC при концентрации углерода
0,6 -0,7 % до 45-50 при концентрации 0,2 -0,5 % С и до 30-40 HRC
при концентрации <0,1 %
В отпущенном состоянии твердости мартенсита и стали могут
различаться из-за упрочняющего влияния карбидов легирующих
элементов и интерметаллидов
Прочность мартенсита возрастает при увеличении
концентрации углерода до 0,4 -0,5% и снижается при
большей концентрации С.
Вязкость мартенсита улучшается с понижением концентрации
углерода.
Повышают вязкость следующие легирующие элементы: хром ( при
концентрации до 2,5 – 3 % в сталях с 0,5-1%С ), и никель (5-15%) в
сталях с интерметаллидным упрочнением (<0,05%С)
57
58.
Пластичность мартенсита значительны у никелевого мартенситаиз-за его небольшой способности к упрочнению
Устойчивость мартенсита против распада при нагреве
(теплостойкость) возрастает с увеличением в нем концентрации
вольфрама, молибдена, кобальта и в меньшей степени хрома.
При их повышенном содержании концентрация углерода 0,1 –
0,15% сохраняется до 500 – 600 С
Теплопроводность стали с повышением концентрации углерода и
легирующих элементов уменьшается. Она также выше в
отпущенной, чем в закаленной стали
Влияние напряжений на свойства мартенсита
Напряжения (особенно растягивающие) снижают прочность и
вязкость закаленной стали. Поэтому уменьшают скорость
охлаждения в температурном интервале мартенситного
превращения. У стали, охлажденной в масле прочность выше, чем
у охлажденной в воде см. табл.
58
59.
Табл. Предел прочности на изгиб углеродистой стали ссодержанием 0,84% С в зависимости от условий охлаждения при
закалке (диаметр образцов – 4 мм, закалка на мелкое зерно, отпуск
150 С, 1 ч.
HRC
МПа ИЗ
Термическая
обработка
Закалка в воде
Твердость
64
1020
Отпуск
63
1900
Закалка в масле
62,5
1940
Отпуск
62
1960
59
60.
Влияние величины кристаллов мартенситаКристаллы мартенсита в инструментальных сталях с углеродом
имеют
игольчатую
форму,
а кристаллы безуглеродистого
мартенсита в сталях с интерметаллидами – реечную.
При росте кристаллов мартенсита уменьшаются прочность и
вязкость при неизменных твердости и сопротивления пластическим
деформациям
Размеры кристаллов мартенсита характеризуют величиной зерна
аустенита, в пределах которого они образуются.
В сталях сохранивших при нагреве мелкое зерно аустенита
кристаллы мартенсита – мелкие, в виде трудноразличимых в
микроскопе игл или пластин.
В сталях с крупным зерном образуются иглы мартенсита большей
длины в виде мелко и крупноигольчатого мартенсита
В шлифах легированных сталей иглы мартенсита
трудно
отличить от пластинок бейнита: но пластинки бейнита имеют
большую длину, что создает ложное представление о большой
60
длине игл мартенсита и следовательно, о перегреве стали
61.
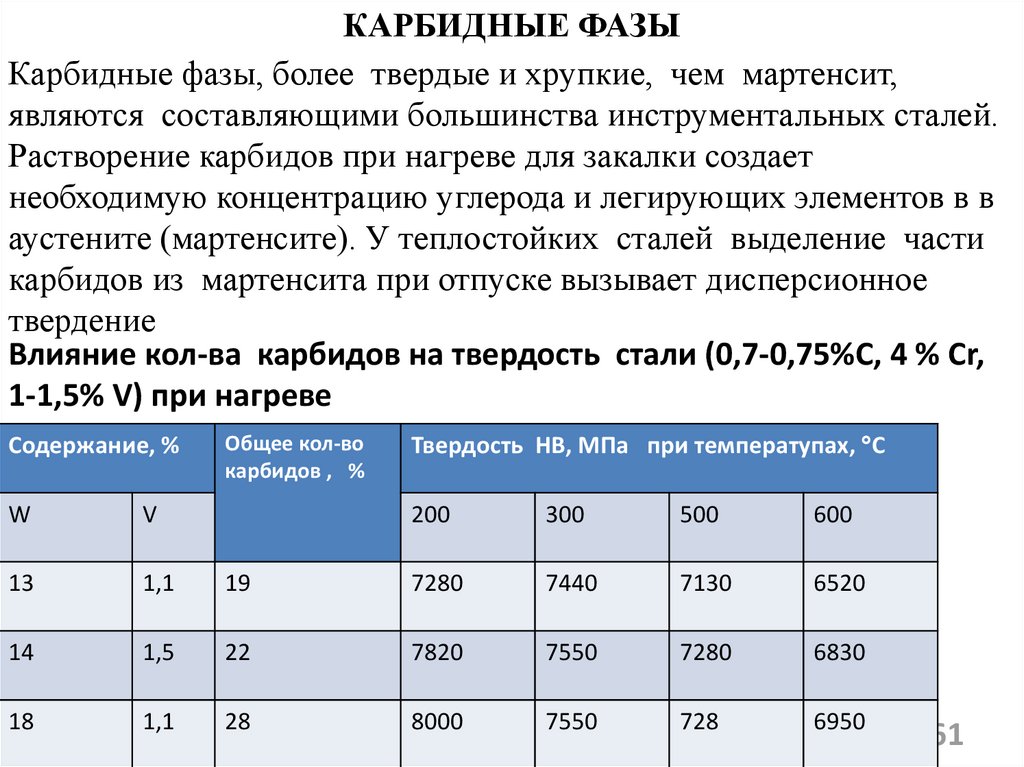
КАРБИДНЫЕ ФАЗЫКарбидные фазы, более твердые и хрупкие, чем мартенсит,
являются составляющими большинства инструментальных сталей.
Растворение карбидов при нагреве для закалки создает
необходимую концентрацию углерода и легирующих элементов в в
аустените (мартенсите). У теплостойких сталей выделение части
карбидов из мартенсита при отпуске вызывает дисперсионное
твердение
Влияние кол-ва карбидов на твердость стали (0,7-0,75%С, 4 % Cr,
1-1,5% V) при нагреве
Содержание, %
W
V
13
1,1
14
18
Общее кол-во
карбидов , %
Твердость HB, МПа при температупах, С
200
300
500
600
19
7280
7440
7130
6520
1,5
22
7820
7550
7280
6830
1,1
28
8000
7550
728
6950
61
62.
Положительная роль избыточных карбидов заключается впрепятствии росту зерна при нагреве до температуры закалки и
пластического течения металла при повышенных напряжениях
С увеличением количества карбидов этот эффект снижается и
приводит к снижению прочности и вязкости. Это связано с
различием свойств (коэффициентов теплового расширения и др.)
карбидов и основы
Избыточные карбиды ухудшают механические свойства в меньшей
степени, чем неметаллические включения. Карбиды обладают
кристаллогеометрическим сходством с твердым раствором.
Мелкие и равномернораспределенные кристаллы не нарушают
сплошности. Но при неоднородном распределении кристаллов в
виде крупных включений или сетки сплошность может
нарушаться.
62
63. СТРОЕНИЕ И СВОЙСТВА КАРБИДНЫХ ФАЗ
Основная карбидная фаза нетеплостойких сталей - цементит(Fe3C) Цементит ферромагнитен
Твердость цементита в зависимости от условий образования и
обработки от 860 до 1250 HV
Твердость вторичного цементита закаленных углеродистых сталей
950 – 1050 HV (66 – 69 HRC)
Избыточный цементит углеродистых сталей можно перевести в
раствор нагревом 950 -1000 С
Марганец, хром, вольфрам, молибден присутствуют в цементите,
замещая атомы железа: марганец замещает железо неограниченно,
хром - до 18%, молибден – до 1%, вольфрам – до 0,6 %
Легированный цементит (M3C) растворяется при более высоких
температурах (1050-1200 C). Исключение - марганец, понижающий
температуру растворения цементита и его коагуляции. Частицы
легированного цементита мельче и равномернее распределены.
63
64.
В сталях, содержащих более 1% С и более 3,5 % Cr, образуетсякарбид Me7C3 ((Cr, Fe)7C3 ) , до 5% Cr сохраняется и Me3C3.
При содержании Cr от 5 до 12% в стали присутствует , гл.образом,
Me7C3 .
Карбид Cr7C3 имеет плотность 6,91 г/см3 и твердость 1400 – 1800
HV, в меньшей степени, чем цементит, растворяется в аустените,
часть карбидов – эвтектические, сохраняются до температур
плавления . Выделяется из мартенсита при более высоких
температурах отпуска (300-400 С). Твердость стали лучше
сохраняется при нагреве
В сталях, содержащих менее 1% С или в присутствии Mo или W
вместо Me7C3 или вместе с ним образуется карбид Cr23C6
Карбид Cr23C6 имеет плотность 6,97 г/см3 и твердость 1000 –
1100 HV, растворяется в в аустените при 950 – 1100 С и в
большем количестве, чем Me7C3. Повышается устойчивость стали
при нагреве.
64
65.
В сталях, содержащих более 1% W , образуется сложныйкарбид вольфрама В быстрорежущих сталях это
основной карбид. Атомы вольфрама могут замещаться
хромом и ванадием. В сталях с небольшим содержанием
вольфрама карбид Ме6С присутствует наряду с
цементитом.
Твердость карбида Ме6С 1000 – 1100 HV , плотность 1212,3 г/см3
Температуры растворения 950 -1300 С, часть карбидов в
б/р
сталях эвтектического происхождения и не
растворяется до температур начала плавления 1270 –1300
С
Растворившийся карбид Ме6С выделяется из мартенсита
при повышенных температурах отпуска (650 – 700 С),
вызывая дисперсионное твердение
65
66.
При выдержке 30 -40 мин при 1260 – 1280 С (и выше)карбиды коагулируют и увеличиваются, приобретая
угловатую или квадратную форму
В сталях, содержащих >0,5% Mo, образуется сложный
карбид молибдена Ме6С
(Fe3Mo3C). Молибден и
вольфрам заменяют друг друга в
соотношении (в
атомных процентах)
Ванадий уже при небольшом содержании (0,1 %)
образует карбид MC (VC) , не растворимый в
аустените.
В быстрорежущих сталях его состав соответствует
формуле V4C3
Плотность карбида 5,36 г/см3, твердость в
быстрорежущей стали 1800 2200 HV , что значительно
66
67.
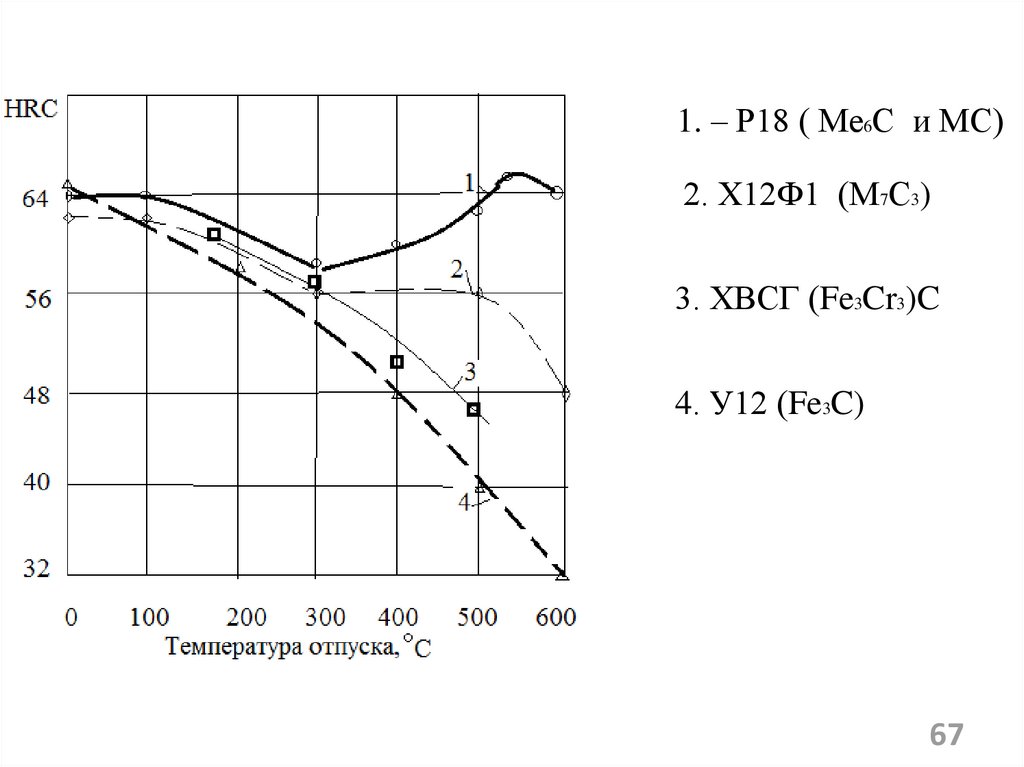
1. – Р18 ( Ме6С и МС)2. Х12Ф1 (М7С3)
3. ХВСГ (Fe3Cr3)C
4. У12 (Fe3C)
67
68.
3. СТРУКТУРА ЛЕДЕБУРИТНЫХ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙВ структуре высоколегированных ледебуритных сталей
количество более твердых карбидов хрома, вольфрама, ванадия
достигает 22 -25 % (по массе) а в некоторых 27 -28% (см. табл.)
В деформированном состоянии они представляют сталь с
повышенным содержанием карбидов эвтектического
происхождения, не растворимых до температур плавления
Литая ледебуритная сталь в структурном отношении может
быть отнесена к доэвтектическим легированным чугунам.
В сталях, спекаемых из распыленных порошков, содержание
карбидов может быть еще выше.
Для ледебуритных сталей характерно сохранение мелкого зерна
при высоком нагреве при закалке из-за задерживающего влияния
карбидов
68
69.
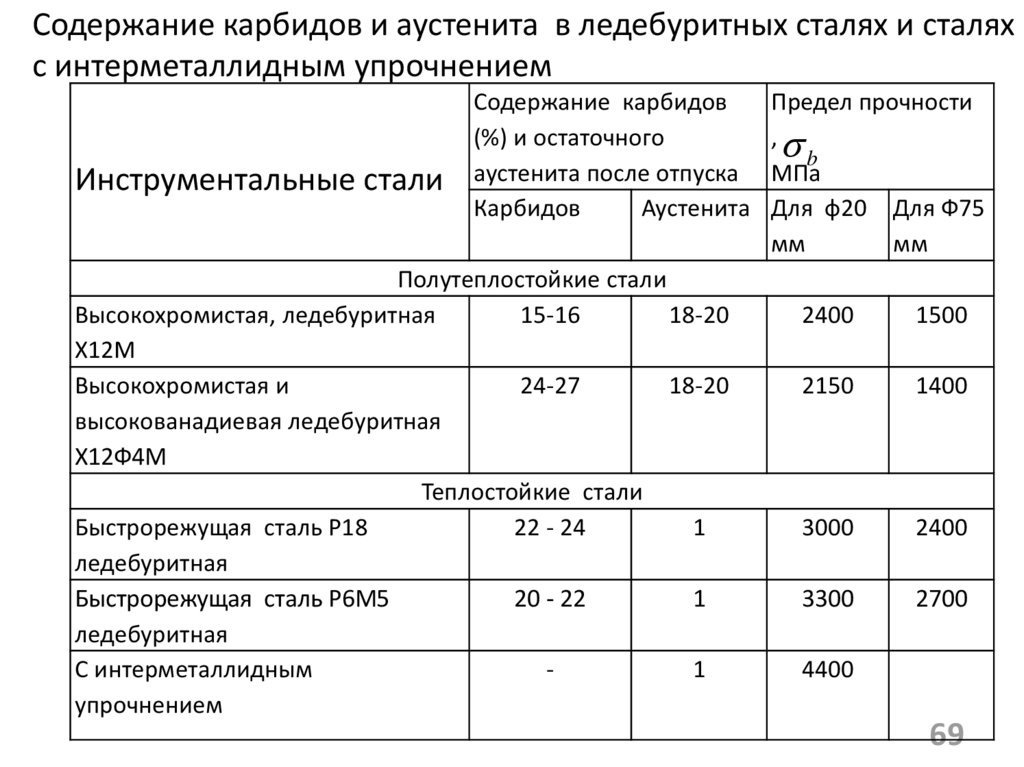
Содержание карбидов и аустенита в ледебуритных сталях и сталяхс интерметаллидным упрочнением
Инструментальные стали
Содержание карбидов
(%) и остаточного
аустенита после отпуска
Карбидов
Аустенита
Полутеплостойкие стали
Высокохромистая, ледебуритная
15-16
18-20
Х12М
Высокохромистая и
24-27
18-20
высокованадиевая ледебуритная
Х12Ф4М
Теплостойкие стали
Быстрорежущая сталь Р18
22 - 24
1
ледебуритная
Быстрорежущая сталь Р6М5
20 - 22
1
ледебуритная
С интерметаллидным
1
упрочнением
Предел прочности
,
b
МПа
Для ф20 Для Ф75
мм
мм
2400
1500
2150
1400
3000
2400
3300
2700
4400
69
70.
Благодаря равномерному распределению карбидов и меньшемусодержанию углерода в мартенсите после отпуска прочность в
небольших сечениях (а для спекаемых сталей и в крупных) больше,
чем у заэвтектоидных сталей
Сопротивление износу из-за повышенной твердости карбидов
выше, чем у заэвтектоидных и эвтектоидных сталей
Теплостойкие ледебуритные стали сохраняют высокое
сопротивление износу и формоустойчивость при повышенных
температурах
Для крупных инструментов рационален выбор сталей с меньшим
количеством карбидов и высокотемператрная предварительная
обработка (гомогенизация), а также применение спеченных сталей
70
71. СТРУКТУРА СТАЛЕЙ С ИНТЕМЕТАЛЛИДНЫМ УПРОЧНЕНИЕМ
Интерметаллиды (интерметаллические соединения) – химическиесоединения двух ли нескольких металлов между собой. Относятся
к металлическим соединениям или металлидам
Выполняют роль упрочняющей фазы в сталях с низким
содержанием углерода ( <0,3%) (быстрорежущих, штамповых с
мартенситным превращением, аустенитных
Структура высоколегированных теплостойких сталей с
интерметаллидным упрочнением сильно отличается от структуры
сталей с карбидами: в закаленном и отпущенном состоянии это низкоуглеродистый мартенсит и интерметаллиды, главным
(Co, Fe)7 (W , Mo)6
образом,
Твердость 1100 HV (ниже твердости карбида M6C)
Часть железа может замещаться никелем. Хром, никель,
ванадий не растворяются в интерметаллиде
Fe3 W2 (Fe3Mo2) присутствует в тех же сталях, в меньшем
количестве
72.
В случае дополнительного легирования никелем и титаном :(Ni, Fe)3Ti или (Ni, Fe, Cr)3 (Ti, Al)
В мартенситно-стареющих сталях с повышенным содержанием
молибдена в небольшом количестве может образовываться
интерметаллид (Fe, Ni, Co)2Mo (фаза Лавеса )
Интерметаллиды образуются при кристаллизации из жидкости без
образования эвтектики и вторичные –выделяются из аустенита
Распределение интеметаллидных частиц равномерное и размеры
небольшие (до 1 – 2 мкм). С увеличением сечения в отличие от
заэвтектоидных и ледебуритных сталей структура мало
ухудшается .
Зерно закаленной стали очень мелкое (балл 11 – 12)
72
73.
Эти стали - низкоуглеродистые (концентрация углерода в них0,1…0,25 %). Температуры начала фазового перехода находятся в
интервале 900…950 °С, что на 100 градусов выше, чем к всех других
сталей.
Фазой-упрочнителем является интерметаллид Co7W6, который
образуется при температуре выше 900 °С. Растворяясь при нагреве в
γ-растворе, он частично сохраняется при температуре 1300 °С,
задерживая рост зерна. Такой интерметаллид получил название εфазы.
При быстром охлаждении ε-фаза не выделяется, и при
концентрации углерода менее 0,2 % из аустенита образуется
мартенситоподобная фаза, обладающая твердостью до HRC 50. В
процессе отпуска при температурах 500-550 °С происходит
выделение дисперсных частиц ε-фазы, вследствие чего твердость
увеличивается до HRC 70 и сохраняется до температур 650 °С. В
результате того, что частицы ε-фазы более дисперсны и устойчивы
против коагуляции, чем карбиды, повышается теплостойкость стали.
Твердость в 60 единиц сохраняется при нагреве до 700-720 °С. 73
74. ОСТАТОЧНЫЙ АУСТЕНИТ
Сохраняется в структуре закаленных сталей, имеющих более 0,4– 0,5% С, т.к. Мартенситное превращение в них не заканчивается
при охлаждении до +20 С
Количество аустенита зависит от температуры закалки, условий
охлаждения, меньше от величины зерна
В сталях с мелким зерном оно находится в пределах от 3 до 25
– 35%
При росте зерна на 2 -3 балла количнство аустенита возрастает
на 2 – 4 %.
Остаточный аустенит почти полностью сохраняется в структуре
нетеплостойких и многих полутеплостойких сталей, отпускаемых
при 150 -200 С и может значительно повлиять на их свойства и
почти не сохраняется в теплостойких сталях, обрабатываемых на
вторичную твердость
74
75.
Остаточный аустенит может быть превращен последующимотпуском: в не обладающих теплостойкостью углеродистых сталях
при 200 – 230 С, в легированных – при 200 -300 С
Такой нагрев вызывает распад мартенсита , образуется бейнит
(мартенсит + троостит отпуска) и уменьшение твердости ниже 60
HRC
В теплостойких сталях аустенит почти полностью превращается
при высоких температурах (500 – 600 С), лежащих однако ниже
температур интенсивной коагуляции карбидов, выделяющихся
при дисперсионном твердении
Напряжения, вызываемые превращением аустенита в мартенсит,
снимаются повторным отпуском
Т.о. остаточный аустенит :
- в небольших количествах присутствует в отпущенных
теплостойких и полутеплостойких сталях
- сохраняется в сталях, не обладающих теплостойкостью, если
они отпускаются на твердость не ниже 58 – 60 HRC
- Более полное превращение аустенита достигается обработкой 75
76.
ВЛИЯНИЕ АУСТЕНИТА НА СВОЙСТВА СТАЛИАустенит даже в небольшом количестве уменьшает сопротивление
малым пластическим деформациям (предел упругости)
Влияние на твердость и на износостойкость проявляется в большем
количестве аустенита
Аустенит понижает прочность при эксплуатации: повышенные
напряжения при работе вызывают превращение аустенита и
образование более хрупких продуктов
Превращение аустенита протекает также при знакопеременных и
динамических нагрузках
Прочность снижается сильнее у сталей, отпущенных при 200 300 С и несколько меньше при более низких температурах отпуска
Вязкость в присутствии аустенита может улучшаться, но это не
компенсирует снижения прочности
Теплопроводность отпущенной стали под влиянием аустенита
ухудшается.
76
77.
Присутствие аустенита ведет к нарушению стабильности размеровинструмента.
В закаленной стали, а также в стали, отпущенной на высокую
твердость, аустенит длительно (в течение 2 и более лет)
превращается в мартенсит изотермически при 20 С или при
климатических колебаниях температуры
Интенсивность превращений зависит от состава аустенита: в
наибольшей мере превращение задерживает марганец у
заэвтектоидных сталей: сталь 7ХГ2ВМ
ОПРЕДЕЛЕНИЕ КОЛИЧЕСТВА ОСТАТОЧНОГО АУСТЕНИТА
При большом содержании (более 15%) аустенит обнаруживают
измерением твердости и микроанализом
Рентгеновский метод – для определения
аустенита в
поверхностных слоях, для
контроля термообработки и
шлифования, позволяет определять до 1 – 2 % аустенита
Магнитный метод - для контроля качества ТО инструментов
Метод магнитной металлографии.: коллоидные магнитные
частицы притягиваются к фазам, обладающим ферромагнетизмом.
77
78. 4. ОСНОВЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ
Термообработка слитков и крупных заготовокШтампы крупного сечения (диаметром более 500-600 мм) и
режущие инструменты диаметром более 100-150 мм особенно при
их работе при повышенных ударных нагрузках требуют
существенного улучшения структуры и свойств
Термическая обработка должна устранить:
-карбидную неоднородность (у заэвтектоидных и ледебуритных
сталей)
-- крупнозернистость у сталей с меньшим содержанием углерода,
не имеющих в структуре избыточных карбидов
-- флокеночувствительность у полутеплостойких сталей
повышенной вязости, собенно у легированных никелем
78
79.
Флокены представляют собой в изломе пятна ( хлопья) , а впоперечном макрошлифе - трещины. Наличие трещин вызывает
снижение механических свойств. Трещины - флокены тем более
опасны, чем более высокую прочность имеет сталь.
Флокены появляются наиболее часто в среднеуглеродистых и среднелегированных сталях при повышенном содержании в них
водорода. Флокены обычно появляются в центральной зоне
кованых или катаных заготовок крупных сечений и реже в слитках.
Они имеют вид тонких извилистых трещин, представляющих в
изломе пятна с поверхностью характерного серебристого цвета
округлой формы. Поковки, отштампованные из металла,
пораженного флокенами, иногда растрескиваются с отделением
кусков металла. Эго обнаруживается при закалке после снятия
припуска механической обработкой или при поломке детали в
эксплуатации.
79
80. Устранение карбидной неоднородности
Слиткии поковки из-за невозможности
значительного
улучшения распределения карбидов горячей деформацией с
небольшой степенью обжатия имеют неоднородную структуру и
ликвационные зоны с пониженными температурами плавления.
Механические свойства в прокате большого сечения остаются
пониженными
Ухудшение структуры ледебуритных сталей выражается в
сохранении эвтектической сетки. Отлитая, продеформированная
и охлажденная сталь остается в недостаточно равновесном
состоянии, что объясняет сохранение эвтектики.
Для перевода в более равновесное состояние в процессе
первичной кристаллизации необходимы выдержка при высоких
температурах и медленное (длительное) охлаждение при
неизбежном длительном сохранении некоторого количества
жидкой
фазы. Это вызывает
рост размеров карбидов и
образование крупного зерна аустенита
80
81.
Сетка эвтектики устраняется последующейтермической
обработкой – гомогенизацией: длительным (4-6 часов) нагревом до
температуры, не превышающей температуры закалки
Гомогенизацию
выполняют
по ступенчатому режиму с
предварительными подогревами по 2-3 часа при температурах на
100, 50 и 30 С ниже температуры окончательного нагрева.
У заэвтектоидных сталей дефекты структуры в виде карбидной
полосчатости или карбидной сетки возникают при горячей
деформации и при замедленном охлаждении проката и поковок
крупного сечения
Термической обработке
подвергают
прокат или поковки
заэвтектоидных инструментальных сталей
Для сталей, содержащих более 1 % С температура нагрева
значительно выше температуры закалки, нагрев длительный,
чтобы растворить избыточные карбиды и получить гомогенный
аустенит
81
82.
Для сталей, содержащих менее 1 % С и менее легированныхтемпература нагрева ниже.
Охлаждение должно быть ускоренным для предупреждения
вторичного образования сетки (водяным душем или в воде)
Устранение крупнозернистости сталей повышенной
вязкости
Для измельчения зерна не сильно деформированных поковках (<
60-65 %) необходима рекристаллизация при нескольких
последовательных нагревах и охлаждениях.
Поковки медленно нагревают до 1000 – 1050 С и медленно
охлаждают до 500 – 600 С. Эту обработку повторяют.
В третий раз нагревают до 900 – 950 С, охлаждение совмещают с
отжигом.
Для поковок меньшего сечения (диаметром до 400 мм) и более
сильно деформированных допускается предварительный нагрев до
650 С , выдержка 4 - 5 часов и дальнейший нагрев до 950 – 960 С
82
со скоростью, допускаемой мощностью печи.
83.
Охлаждают на воздухе до 400 С, а затем до 100 С с печью.После этого – вторично нагревают до 840 -860 С, выдерживают 8 –
10 часов и охлаждают со скоростью 40 С/ч до 400 С, а затем со
скоростью 20 С/ч до 100 С, после этого – на воздухе.
Обработка по эти режимам позволяет измельчить зерно на 2 – 3
балла.
Предупреждение флокеночувствительности
Указанная выше термообработка устраняет и образование
флокенов. Но окончательное охлаждение в интервале 400 – 300 С
должно быть медленнее или лучше - выдержка при температуре
400 – 300 С в течение 4 – 5 ч.
83
84. ТЕХНОЛОГИЯ ОТЖИГА
Режимы отжига как и для конструкционных сталей.Отличия существуют: а) - для сталей, легированных вольфрамом,
б) – для быстрорежущих сталей с карбидным упрочнением,
в) – для сталей с интерметаллидным упрочнением
для сталей, легированных вольфрамом при температурах
отжига Карбид может дополнительно насыщаться вольфрамом и
углеродом из аустенита. Это снижает его растворимость в
аустените и снижает твердость при закалке. У быстрорежущих
сталей снижается вторичная твердость и теплостойкость.
По этим причинам для вольфрамовых и вольфрамомолибденовых
сталей не следует назначать повышенные температуры отжига.
Выдержку при температурах 750 – 800 С ограничивать 10 -15 с.
Для вольфрамовых сталей , содержащих менее 1 – 1,5 % С вместо
отжига применять высокий отпуск
84
85.
Отжиг быстрорежущих сталей с карбидным упрочнениемпредупреждает своеобразный брак при последующей закалке в
виде нафталинистого излома .
Для сталей с интерметаллидным упрочнением системы Fe –
W(Mo) – Co необходимо ускоренное охлаждение с температур
отжига
Для сталей с безуглеродистым никелевым мартенситом отжиг
не применяется . Они приобретают пониженную твердость и
обрабатываются резанием в закаленном состоянии
Условия охлаждения при отжиге зависят от составов сталей
Отжиг проводят в методических или камерных печах с защитной
атмосферой .
При отсутствии печей отжиг выполняют в закрытых ящиках: при
нагреве до 825 С с чугунной стружкой, а при нагреве выше825 С с отработанным карбюризатором , применявшимся 2 – 3 раза для
цементации
85
86. Предварительная закалка и отпуск инструментальных сталей
Выполняют для инструментов сложной формы после черновойобработки резанием из эвтектоидных, заэвтектоидных и
ледебуритных сталей :
а) – для
уменьшения
шероховатости
поверхности при
последующей чистовой обработке резанием
б) – для уменьшения деформаций при окончательной закалке
Для уменьшения шероховатости производят закалку с
температурой на 30 -50 С выше A1 (т.е. ниже, чем при обычной
закалке) и отпуск при 580 – 620 С , в результате которого
достигается требуемая твердость 30 -32 HRC и повышенный
предел текучести
86
87.
Для уменьшения деформаций при окончательной закалкеприменяют те же режимы термообработки , что позволяет
одновременно решить обе задачи. .
Различие в том, что уменьшение шероховатости достигается в
сечениях диаметром до 80 -100 мм, а уменьшение деформаций при
окончательной закалке только до 30 – 50 мм.
Для сталей с интерметаллидным упрочнением , имеющих
повышенную твердость в исходном состоянии и мало
изменяющим объем при закалке и отпуске, предварительная
термоообработка не требуется.
87
88. ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА (ТМО)
ТМО сочетаетпластическую деформацию с немедленным
ускоренным
охлаждением . В результате мартенситное
превращение испытывает
наклепанный и лишь
частично
рекристаллизованный аустенит. ТМО применяется лишь для
некоторых инструментальных сталей в ограниченных пределах.
Применение нашла высокотемпературная термомеханическая
обработка (ВТМО). Её выполняют при температуре горячей
деформации: 900 – 1100 С со значительными обжатиями:
Fu Fk
*100% 40 60 %
Fu
Благодаря сохранению мелкого деформированного зерна и
равномерному выделению карбидов из аустенита прочность
возрастает на 10 -20 %.
У сталей с повышенным содержанием углерода снижаются
вязкость и пластичность
88
89.
У сталей повышенной вязкости вязкость и пластичность могутвозрастать на 10 -15 %, но из-за выделения карбидов из аустенита
твердость в закаленном состоянии не повышается или на 0,5 -1
HRC ниже. Снижается также и теплостойкость.
ВТМО эффективна для некоторых штамповых сталей :
полутеплостойких и теплостойких, содержащих более 3 – 4 % Cr.
Для этих сталей твердость после отпуска выше на 1 – 2 HRC
ВТМО значительнее в небольших сечениях, а у более крупных
штампов улучшает лишь состояние поверхностных слоев.
ВТМО целесообразна для таких инструментов как ножи горячей
резки, для штампов простой формы, не подвергаемых затем
значительной механической обработке
Для быстрорежущих сталей а также высоколегированных
теплостойких и полутеплостойких сталей высокой твердости ВТМО
применима в меньшей степени, поскольку температуры ее
выполнения ниже температур закалки, необходимых для создания
высокой теплостойкости
89
90. ТЕХНОЛОГИЯ ЗАКАЛКИ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ
Условия нагрева. Температура окончательного нагрева ивыдержка при нагреве зависят от состава сталей и ограничиваются
необходимостью сохранения мелкого зерна :
Для нетеплостойких углеродистых и низколегированных сталей
температуры окончательного нагрева 790 – 800 С , а для
теплостойких – до 1280 – 1300 С
Интервал температуры закалки сравнительно узкий: 15 – 20 С .
При нагреве необходимо не допускать обезуглероживания и
окисления.
Для точного соблюдения температур необходимо использовать:
- механизированные (автоматизированные) печи (ванны),
-короткую выдержку при окончательном нагреве,
-- подогрев при температуре ниже температуры закалки
90
91.
Температуры подогрева должны быть лишь на 100 -150 С нижетемператур закалки. Это позволяет сократить выдержку при
окончательном нагреве
Для крупных инструментов нужен еще один подогрев : при
температурах наибольшего изменения объема (710 – 800 С) в
области α превращения , а для очень крупных, кроме того, при
300 – 500 С.
Нагрев инструментов меньших размеров выполняют в солях, а
более крупных – в печах
Выдержка при окончательном нагреве зависит от нагревающей
среды и от температуры нагрева.
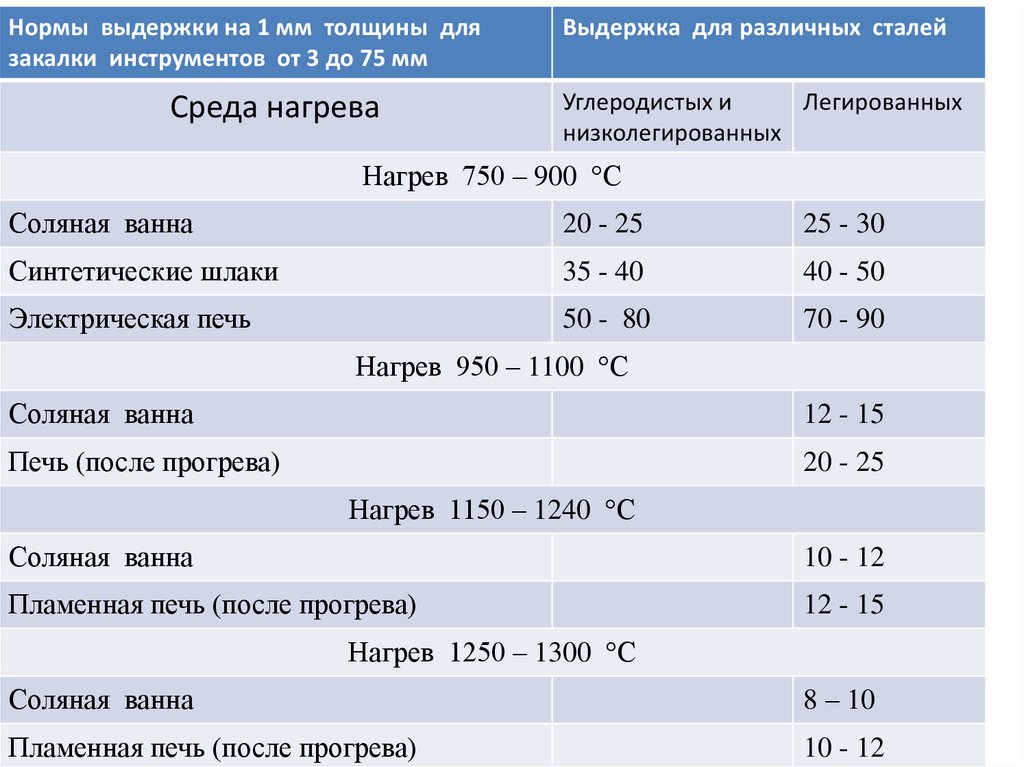
В табл. Приведены нормы выдержки на 1 мм диаметра (или
толщины для инструментов диаметром от 3 до 60 – 70 мм.
91
92.
Нормы выдержки на 1 мм толщины длязакалки инструментов от 3 до 75 мм
Среда нагрева
Выдержка для различных сталей
Углеродистых и
Легированных
низколегированных
Нагрев 750 – 900 С
Соляная ванна
20 - 25
25 - 30
Синтетические шлаки
35 - 40
40 - 50
Электрическая печь
50 - 80
70 - 90
Нагрев 950 – 1100 С
Соляная ванна
12 - 15
Печь (после прогрева)
20 - 25
Нагрев 1150 – 1240 С
Соляная ванна
10 - 12
Пламенная печь (после прогрева)
12 - 15
Нагрев 1250 – 1300 С
Соляная ванна
8 – 10
Пламенная печь (после прогрева)
10 - 12
92
93.
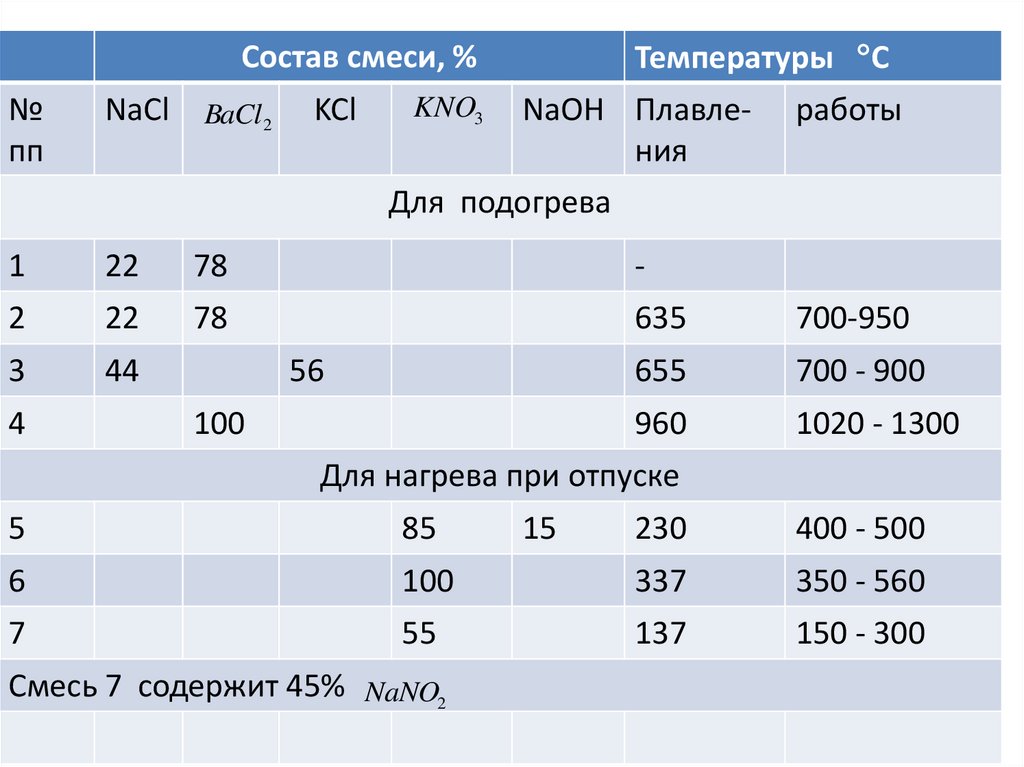
Температуры ССостав смеси, %
№
пп
NaCl
1
22
78
-
2
22
78
635
700-950
3
44
655
700 - 900
960
1020 - 1300
4
BaCl 2
KCl
NaOH Плавления
Для подогрева
KNO3
56
100
работы
Для нагрева при отпуске
5
85
6
7
15
230
400 - 500
100
337
350 - 560
55
137
150 - 300
Смесь 7 содержит 45% NaNO2
93
94.
Для большинства инструментов охлаждение осуществляют вводном растворе соли: 8 – 12 % NaCl
После охлаждения в водном растворе инструменты промывают в
воде при 60 – 80 С от кристаллов соли, просушивают сжатым
воздухом и нагревают для отпуска
Водные растворы солей (или щелочей) имеют более и высокую,
чем вода, температуру кипения и в области перлитного
превращения охлаждают быстрее , а в области мартенситного
превращения с такой же скоростью, как вода.
Охлаждение в холодной воде (без солей) из-за выделяющихся при
испарении газов не позволяют получить однородную высокую
твердость: образуются
пятна с трооститно-мартенситной
структурой и пониженной твердостью 55 – 60 HRC
При охлаждении в
горячей
воде (>40 С)
снижает
закаливаемость
и
прокаливаемость,
увеличивает
чувствительность к трещинам из-за замедленного охлаждения в
перлитной области
94
95.
Нетеплостойкие легированнные стали допускают более широкоерегулирование скорости охлаждения и выбор закаливающих сред
Инструменты простой формы охлаждают в минеральном масле
(индустриальном ИС-20) с температурой 30 -70 С
Инструменты сложной формы охлаждают в горячих средах (для
уменьшения деформаций, напряжений, трещин) с температурами
вблизи или выше Mн
В ванны
(80% KOH +20% NaOH) с низкими рабочими
температурами (150 – 300 С) добавляют воду (1 -2 %) . Это
увеличивает скорость охлаждения в 2 раза при 300 – 320 С и в 4
– 5 раз при 600 – 450 С , улучшает закаливаемость позволяет
получать для умеренно легированных сталей высокую твердость
в больших сечениях (до 60 – 70 мм).
Воду надо систематически добавлять, т.к. она испаряется . При
введение воды чрез специальное устройство охлаждающая
способность смеси поддерживается постоянной
95
96.
Вода поступает по трубе и, попадая на рассекатель, веерообразностекает на поверхность расплава , перемешиваемого мешалкой или
сжатым воздухом, подаваемым через трубки, расположенные на
дне ванны.
Для теплостойких сталей , имеющих высокую устойчивость
аустенита в более широком температурном интервале, применяют
смеси (50% KOH + 50% NaOH) с повышенными рабочими
температурами (300 – 400 C). Это позволяет применять выдержку
в интервале 250 – 600 C в зависимость от требований к свойствам
стали.
Охлаждение водо-воздушной смесью применяют для крупных
инструментов (диаметром более 400 мм) для штампов из более
вязких сталей. Охлаждающая способность смеси зависит от
степени увлажнения, давления воздуха и от расстояния
распылителя от охлаждаемой поверхности: рационально расход
воды до 100 л/ ч, расстояние распылителя 500 мм и давление 0,3
Мпа. Увеличение расхода воды может увеличить деформацию и
трещины
96
97. Виды объемной закалки
Длительность выдержки в горячих средах влияют на структуру исвойства инструментальных сталей после закалки.
Ступенчатая закалка.. Выдержка должна быть вдвое короче, чем
при нагреве до температуры закалки и должна обеспечить
достижение инструментом температуры горячей среды.
Применима для инструментов из менее легированных сталей .
Структура такая же как и при непрерывной закалке, но при
меньших напряжениях
Неполная изотермическая закалка . Выдержка 5 – 15 мин повышает
устойчивость аустенита против превращения при охлаждении.
Количество аустенита немного ( на 5%) возрастает. Повышается
прочность и вязкость без заметного снижения твердости.
Полная изотермическая закалка. Выдержка длительная (45 – 60
мин) при температурах 275 – 300 С для легированных
нетеплостойких сталей и при температурах 300 – 400 С для
полутеплостойких и теплостойких сталей
97
98.
В процессе выдержки повышается устойчивость аустенита,образуется бейнит. Структура после охлаждения: бейнит и
остаточный аустенит, в небольших количествах мартенсит.
Твердость снижается, а вязкость возрастает.
Прерываемая закалка. Необходима для предупреждения трещин в
инструментах сложной формы или крупных. Инструменты
сначала охлаждают до 90 – 100 С, т.е. на 75 – 100 С ниже Мн и
выдерживают в течение 5 -10 с в водном растворе соли
(углеродистые стали) или от 30 – 60 с до 10 мин в масле (в
зависимости от сечения) (легированнные стали)
Затем инструменты переносят в горячие среды (170 -180 С) для
снятия напряжений и отпуска мартенсита. Инструменты
небольшого сечения выдерживают 2 – 5 мин, более крупные от
30 до 60 мин. Затем охлаждают на воздухе для превращения
остаточного аустенита
98
99.
Закалка в штампах. -для инструментов небольшой толщины, нобольшой длины . Инструменты сначала охлаждают до температуры
несколько выше Мн. Для этого нетеплостойкие стали замачивают
в масле (например, пилы толщиной 5 – 8 мм на 30 – 45 с),
теплостойкие стали охлаждают в горячих средах или на воздухе
до 400 300 С, а затем помещают в штамп, где они охлаждаются и
в процессе мартенситного превращения выправляются.
Последующий отпуск также проводят в штампах или между
плитами во избежание коробления. При 150 – 170 С инструменты
правят.
Светлая закалка. Применяют для получения более чистых
поверхностей у закаливаемого инструмента. Охлаждают в
щелочных ваннах. (80% KOH + 20% NaOH или 50% KOH + 50%
NaOH ).
Инструменты предварительно очищают от масла и загрязнений ,
обезжиривают в горячем растворе 250 г NaOH и 15 г Na3PO4 на 1
л воды, промывают в горячей воде (60 – 80 С) и подогревают до
200 -250 С для удаления влаги.
99
100.
Нагрев выполняют в смеси NaCl (44%) и KCl (56%)Охлаженные
инструменты
промывают
в горячей воде и
просушивают. Затем немедленно нагревают для отпуска.
Для светлой закалки более пригодны стали, содержащие менее
1% Si, т.к. нагрев в смеси NaCl (44%) и KCl (56%) может вызвать
обезуглероживание.
Закалка с индукционным нагревом
-Для инструментов, которые должны иметь высокую твердость в
относительно тонком рабочем слое (метчики, напильники,
вытяжные штампы) или на определенную высоту (ножовочные
полотна, слесарно-монтажные инструменты) и сохранять
повышенные прочность и пластичность в остальных участках.
-- для нетеплостойких сталей небольшой прокаливаемости,
преимущественно низколегированных
Скорость индукционного нагрева очень высокая: 100 -1000 С/с,
При нагреве в соли: 10 С/с, в печи - 1 С/с
100
101.
При большой скорости нагрева температуры (А1) растворениякарбидов и начала роста зерна смещаются в более высокую
область. Это требует повышения температур закалки, что просто
выполнимо для нетеплостойких сталей, но затруднено для
полутеплостойких и теплостойких (особенно для быстрорежущих)
сталей, температуры закалки которых близки к температурам
плавления . Область температур для идукционного нагрева этих
сталей очень узкая.
Режим индукционного
нагрева харарктеризуют не только
температурой, но и скоростью нагрева выше точки Кюри.
Ниже этой температуры нагрев происходит в результате теплового
воздействия с учетом потерь на гистерезис. При переходе в
парамагнитное состояние поери на гистерезис отсутствуют.
Кроме того с повышением
температуры
возрастает
электросопротивление из-за образования аустенита: для отоженной
углеродистой стали с 1% С - с 0,2 *10 6 Ом * м при 20 С до
при 800 С
6
101
1,3 *10 Ом * м
102.
В связи с этим удельная мощность и скорость нагрева припереходе точки Кюри уменьшаются, а глубигна проиникновения
тока и толщина нагреваемого слоя для низколегированных сталей
увеличиваются (в 8 -20 раз) .
Закалку с нагревом токами высокой частоты применяют
преимущественно для нетеплостойких сталей
Толщина закаленного слоя с удовлетворительной структурой и
свойствами зависит от скорости нагрева. При её увеличении
более 250 – 300 С/с уменьшается
глубина нагрева и,
следовательно, толщина закаленного слоя. Это приводит к резкому
перепаду твердости по сечению, усиливает напряжения и
деформацию. Оптимальная скорость нагрева 150 – 200 С/с . При
этом толщина слоя высокой твердости составляет 1,5 – 2 мм.
Водные растворы солей для охлаждения не применяют во
избежание короткого замыкания в индукторе. Используют воду,
очищенную от примесей (или питьевую) . Воду или эмульсию
разбрызгивают через отверстия в индукторе (спрейер). Для
охлаждения в масле или в горячих средах инструменты переносят
102
103.
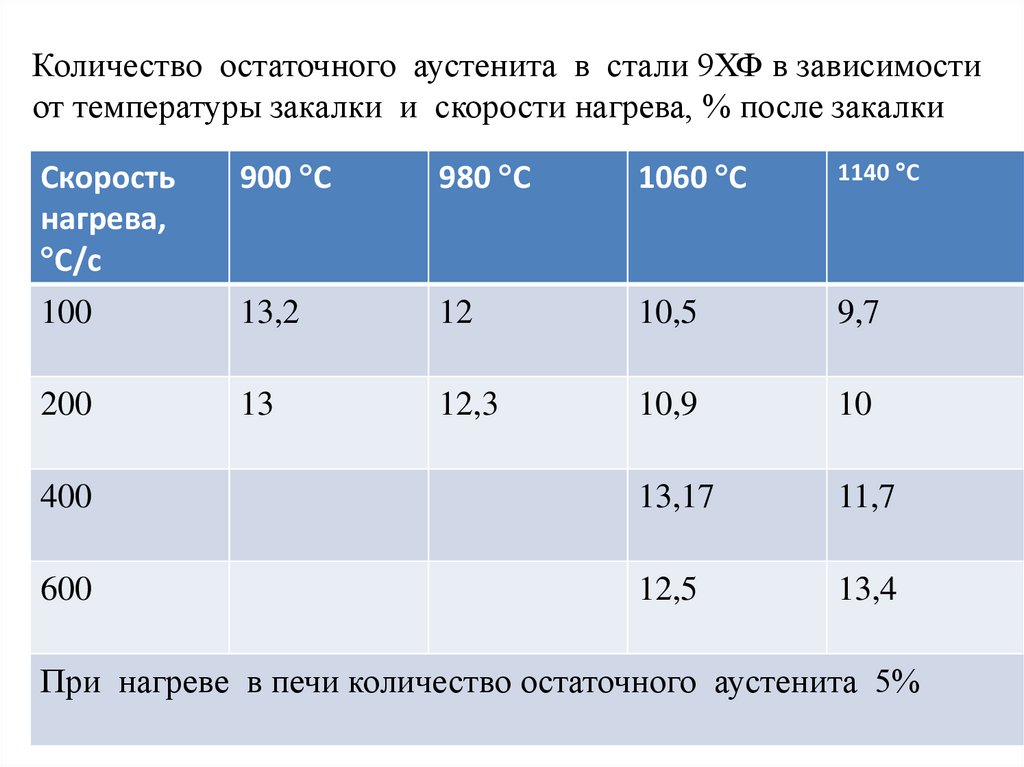
Структура стали. При большой скорости нагрева образованиезародышей аустенита происходит намного быстрее, чем их рост.
Даже при повышенной температуре зерна развиваются в
меньшей степени, чем при нагреве в печи или в соли. Это
позволяет получить очень мелкое зерно 12 -14 баллов и снизить
порог хладноломкости для стали У10 с +60 до -20 С.
Выигрыш в вязкости повышается, если инструменты подвергаются
предварительно обычной объемной закалке и высокому отпуску
для получения сорбитной структуры в сердцевине.
После закалки с нагревом ТВЧ в структуре стали может
сохраниться больше остаточного аустенита . Это
связано с
неоднородностью концентрации аустенита из-за ограниченной
диффузии. Неоднородность твердого раствора и количество
аустенита уменьшаются лишь при значительном повышении
температуры нагрева (см. табл.).
103
104.
Количество остаточного аустенита в стали 9ХФ в зависимостиот температуры закалки и скорости нагрева, % после закалки
Скорость
нагрева,
С/с
900 С
980 С
1060 С
1140 С
100
13,2
12
10,5
9,7
200
13
12,3
10,9
10
400
13,17
11,7
600
12,5
13,4
При нагреве в печи количество остаточного аустенита 5%
104
105.
Твердость инструментальной стали. При закалке сумеренной скоростью нагрева (100 – 150 С/с) создается
такая же твердость, как и после закалки с нагревом в печи
или в ванне.
Нагрев с большей скоростью до температур, не
вызывающих роста зерна, повышает твердость на 1 – 3
HRC, т.к. рекристаллизационные процессы при таких
условиях не успевают протекать.
При дальнейшем повышении температуры закалки
твердость снижается из-за рекристаллизации и
уменьшения неоднородности мартенсита.
Таким образом, кривые изменения твердости в
зависимости от температуры нагрева имеют максимумы
, которым соответствует сохранение более мелкого зерна
105
106.
Твердость поверхностного слоя стали 9ХС в зависимости оттемпературы закалки и скорости индукционного нагрева
106
107.
Прочность стали . После нагрева до оптимальных температурона выше, чем у стали, нагревавшейся в соли или в печи.
Это связано с сохранением мелкого зерна.
Повышенная прочность сохраняется и после низкотемпературного
отпуска.
Износостойкость инструментов. У инструментов, работающих
без повышенных давлений (вытяжные штампы, некоторые ножи),
она несколько выше , чем при нагреве в соли (или в печи) из-за
большей твердости. В условиях больших давлений и ударных
нагрузок износостойкость почти такая же как и при нагреве в печи
или в солях из-за влияния несколько повышенного количества
остаточного аустенита.
Основное преимущество – из-за
уменьшения
поломок у
инструментов , которые должны
иметь неодинаковое
распределение твердости по сечению или по высоте.
107
108. Обработка холодом
Охлаждение ниже 0 С представляет дальнейшее продолжениезакалки и возобновляет мартенситное превращение остаточного
аустенита. Твердость возрастает на 0,5 – 2 HRC , причем тем
больше, чем больше аустенита имела закаленная сталь при
охлаждении до 15 – 20 С.
Выдержка закаленной стали при температуре выше 0 С более 15
мин или её нагрев до 150 -175 С перед дальнейшим охлаждением
вызывает стабилизацию аустенита, уменьшает количество
превращающегося аустенита и, следовательно, прирост твердости
при охлаждении ниже 0 С. Степень стабилизации аустенита
зависит от его состава . Она больше для углеродистых и менее
легированных сталей.
Интенсивность превращения аустенита при охлаждении ниже
0 С уменьшается на 50% после выдержки при 20 С: 15 – 20 мин
для стали У12, 30 мин – для стали Х. Даже после длительной
выдержки при 20 С стабилизация не является полной .
108
109.
Обработка холодом закаленной и отпущенной стали , выполняемаячерез несколько дней, месяцев, может вызвать дополнительное
превращение небольшой части аустенита
При немедленной обработке стали холодом сохраняется некоторое
количество аустенита даже при охлаждении до температур Мк,
составляющих от -20 до -70 С для заэвтектоидных и от -100 до 120 С для быстрорежущих сталей , закаленных на мелкое зерно.
Охлаждение ниже температуры Мк не вызывает дополнительного
превращения аустенита.
При вторичном или многократном охлаждении ниже 0 С
протекает дополнительное, но каждый раз менее значительное
превращение аустенита.
Изменение скорости охлаждения в условиях, осуществимых на
промышленных
установках, не
влияет на интенсивность
превращения аустенита.
Мартенситное превращение дополнительного количества аустенита
при обработке холодом сопровождается ростом напряжений и
снижением прочности и вязкости
109
110.
У нетеплостойких сталей отрицательное влияние обработкихолодом устраняет последующий отпуск, если его выполнять при
более высокой температуре ( на 10 – 15 С выше), чем для стали,
не обрабатывавшейся холодом. При этом твердость снижается до
уровня , получаемого в стали, не обрабатывавшейся холодом и
отпускавшейся до более низкой температуры, но сопротивление
пластической деформации возрастает.
У теплостойких сталей превращение аустенита достигается
отпуском от 500 – 600 С и протекает полнее, чем при
охлаждении ниже 0 С.
Другое различие состоит в том, что при обработке холодом
мартенситное
превращение
аустенита
протекает
бездиффузионным путем, тогда как при нагреве для отпуска из
аустенита выделяется часть углерода и легирующих элементов.
Поэтому мартенсит, полученный при обработке холодом , содержит
немного больше углерода и создает несколько большую твердость.
110
111.
Однако этот эффект проявляется только для сталей, у которыхконцентрация углерода в исходном аустените была выше , чем у
большинства быстрорежущих сталей с обычно принятым
содержанием углерода.
Отпуск сталей повышенной вязкости (нетеплостойких и
теплостойких),
выполняемый при повышенном
нагреве на
твердость 40 -50 HRC , превращает весь остаточный аустенит. Для
таких сталей обработка холодом не нужна.
Т.о. обработка холодом целесообразна в ограниченных пределах:
а) - для повышения сопротивления пластическим деформациям
при отсутствиии динамических нагрузок
в инструментах из
нетеплостойких сталей;
б) – для предупреждения
изменения
размеров и
формы
инструментов при их эксплуатации из-за превращения аустенита
для инструментов высокой точности (измерительных, игл
топливной аппаратуры), а также работающих при отрицательных
температурах ;
111
112.
в) – для дополнительного повышения твердости кобальтовыхбыстрорежущих сталей с повышенным содержанием углерода.
За счет бездиффузионного образования высокоуглеродистого
мартенсита твердость возрастает с 69,5 до 70 -70,5 HRC
Обработку холодом достаточно выполнять с охлаждением до – 78
С (в смеси сухого льда с бензином) или до -60 (-70) С в
холодильных установках, с выдержкой , обеспечивающей
охлаждение инструмента по всему сечению.
Для уменьшения напряжений температуры закалки выбирают по
нижнему пределу и замедляют охлаждение от +20 С до низких
температур.
Инструменты, которые приходится помещать сразу в среду с
низкой температурой, необходимо обертывать бумагой или
асбестом.
112
113. ТЕХНОЛОГИЯ ОТПУСКА
Для большинства инструментов характерны следующие видыотпуска:
Отпуск при пониженных температурах: не выше 240 -250 С, а
чаще при 150 – 200 С.
Его применяют для нетеплостойких и твердых полутеплостойких
сталей. Этот отпуск, уменьшая концентрацию углерода в
мартенсите и напряжения немного повышает прочность и вязкость.
Во избежание излишнего снижения твердости верхний предел
температуры ограничивают.
Продолжительность отпуска составляет до 1 ч в зависимости от
сечения инструмента и от легирования. При увеличении
длительности отпуска сверх 1 ч даже до 10 – 12 ч вязкость и
прочность дополнительно почти не повышаются.
Но для стабилизации структуры, сохранения максимальной
твердости при меньшей прочности (для измерительных плиток,
бритв, некоторых ножей) температуру отпуска снижают до 110 -130
113
С , а длительность отпуска увеличивают до 20 -24 ч
114.
Для улучшения вязкости при работе инструмента с повышеннымиударными нагрузками температуру отпуска повышают до 210 – 240
С (штампы вырубки и высадки мягких металлов). Длительность
такого отпуска может быть меньше 30 -40 мин
Отпуск при повышенных температурах для теплостойких
сталей:
-Для быстрорежущих сталей с карбидным упрочнением
500-580 С;
-Для быстрорежущих сталей с интерметаллидным упрочнением –
560-620 С;
-Для штамповых сталей 500-650 С;
-- для штамповых и аустенитных 650 - 700 С;
Отпуск при 500 -600 С вызывает дисперсионное твердение, что
повышает твердость, а для сталей с карбидным упрочнением
вызывает превращение остаточного аустенита, что повышает
сопротивление пластической деформации, но снижает вязкость
114
115.
Для большинства быстрорежущих инструментов верхняя границаотпуска 580 С - 600 С, т.к. при более высокой температуре
снижаются твердость и износостойкость.
Поскольку в результате одного отпуска превращение аустенита не
протекает полностью, его повторяют 2 – 4 раза (в зависимости от
состава стали)
Интенсивность выделений из мартенсита и аустенита сильно
зависит от температуры: при 540 – 570 С процесс протекает в
течение 1 ч, а при 580 – 600 С в течение 15 -30 мин
Для штамповых сталей, вязкость которых должна быть высокой, а
твердость 45 – 50 HRC возможны два пути:
1) Закалка с высокой температуры на зерно балла 9 -10 и
отпуском с более высоким нагревом или
2) Закалка с пониженной температуры на зерно балла 11 и
отпуском с более низким нагревом
115
116.
Первый способ, при котором выделяется больше карбидов из болеелегированного
раствора, обеспечивает несколько
лучшую
теплостойкость при меньшей вязкости, второй способ за счет
понижения температуры отпуска обеспечивает более высокую
твердость (на 1 -2 HRC)
Выбор способа зависит от условий работы штампа.
Температура отпуска остается более
высокой, чем для
быстрорежущих
сталей. Поэтому остаточный аустенит
превращается за один нагрев.
Второй отпуск при температуре на 15 – 20 С ниже, чем у первого)
оправдан для штампов сложной формы для уменьшения
напряжений
Длительность отпуска как и для быстрорежущих сталей, но для
крупных штампов выдержка должна быть больше для завершения
превращений и улучшения вязкости в сердцевине.
116
117.
Отпуск при промежуточных температурах. (300 – 400 С)Применяют для деревообрабатывающих и слесарно-монтажных
инструментов из нетеплостойких сталей для повышения вязкости
при снижении твердости до 45 – 50 HRC
Выигрыш в вязкости сдерживается развитием отпускной
хрупкости первого рода, вызываемой неоднородным распадом
мартенсита по границам и по объему зерна.
У эвтектоидных сталей , особенно легированных никелем и
хромом , отпускная хрупкость первого рода выражена меньше.
Отпуск вызывает в этих сталях полное превращение остаточного
аустенита.
Более значительный выигрыш в вязкости при твердости 50 -55
HRC достигается изотермической
закалкой, но при этом в
структуре сохраняется больше остаточного аустенита, что
приводит к снижению сопротивления пластическим деформациям
117
118.
Отпуск после шлифования. Цель отпуска – снятие шлифовочныхнапряжений , возникающих в поверхностном слое после
шлифования обычными абразивами твердостью до 4000 HV. При
этом стойкость инструментов возрастает на 50 – 70%
Температура отпуска 150 – 160 С для нетеплостойких и
полутеплостойких и 350 – 400 С для теплостойких сталей.
Длительность
отпуска
20 – 30 мин для
воздействия на
поверхностный слой.. Заметного окисления поверхности при этом
не происходит.
Отпуск нецелесообразен для инструментов, подвергаемых
оксидированию, азотированию или
цианированию, т.к..
температура нагрева в этих процессах совпадает с температурой
отпуска.
Отпуск с нагревом до 200 – 220 С выполняют в печах, поскольку
окисление при этих температурах незначительно.
Более высокий нагрев целесообразнее выполнять в горячих
средах.
118
119. Дефекты поверхностного слоя инструментов
При нагреве для горячей деформации, отжига, закалки,выполняемом без применения защитных сред, в поверхностном
слое происходят обезуглероживание, окисление, образование
трещин
Обезуглероживание.
При небольшом обезуглероживании заэвтектоидных сталей (до
0,6 – 0,8%) не происходит заметного снижения твердости, но
уменьшается число избыточных карбидов, интенсифицируется
рост зерна в поверхностном слое при температурах закалки,
снижаются прочностные характеристики .
Уменьшение содержания углерода в поверхностном слое до 0,4 –
0,5%
и ниже сильно снижает
твердость закаленной и
отпущенной стали , снижает стойкость инструмента, вызывает
образование трещин, усиливает налипание обрабатываемого
материала на поверхности инструмента
119
120.
Особенноопасно
обезуглероживание
эвтектоидных
сталей,
содержащих 0,2 – 0,3 % С: даже
небольшая
потеря углерода
приводит к резкому снижению
твердости.
Обезуглероженный
слой
характеризуют
суммарной
толщиной
зоны полного
обезуглероживания (феррит) и
переходной
зоны частичного
обезуглероживания
Глубина
обезуглероженного
слоя зависит от температуры,
продолжительности нагрева и
состава стали.
Обезуглероживание стали Х
(1% С, 1% Cr) в зависимости от
продолжительности и
температуры нагрева
120
121.
Кремний при содержании 0,8 – 1 %, молибден и кобальт присодержании каждого 3 – 3,5% усиливают обезуглероживание и
смещают его развитие к более низким температурам
Степень обезуглероживания в поставляемых прокате и поковках
ограничивают с учетом того, что поверхностный слой снимается
резанием, шлифованием
ОКИСЛЕНИЕ
Наступает при температуре выше 525 , т.е. при более низких
температурах, чем обезуглероживание. Зависит от состава твердого
раствора, от концентрации в нем хрома и от природы карбидной
фазы. Кремний (0,8 – 1,2%) и хром (>2- 3%) уменьшают окисление
при нагреве до 700 С. При более высоком нагреве необходимо
увеличивать содержание хрома. С увеличением содержания
ванадия более 2,5 – 3 % и образовании карбидов МС окисление
усиливается
121
122. ДЕФЕКТЫ ШЛИФОВАННОГО СЛОЯ (при шлифовании обычными абразивами - электрокорундом и др.)
Шлифование после закалки и отпуска улучшаетсвойства
поверхностного слоя и повышает стойкость инструмента. Однако
наряду с этим тепловое воздействие при шлифовании может
привести к ухудшению свойств поверхностного слоя.
Это связано с тем, что:
-температура поверхности при шлифовании может достигать 700 –
900 и даже 1000 – 1200 С;
-- скорость нагрева составляет 3000 – 6000 град/сек и даже до
10000 град/сек
-- скорости охлаждения тоже очень велики (до 1000 град/сек)
-- температурное воздействие - при повышенных давлениях.
В микроструктуре поверхностного слоя при значительном
тепловом воздействии обнаруживаются:
-наружный плохо травящийся светлый слой ,
-- нижележащая темнотравящаяся зона, по структуре - переходная
122
123.
Светлый наружный слой имеет аустенитно-мартенситнуюструктуру и является продуктом вторичной закалки,
происходящей в условиях шлифования
Аустенит, образовавшийся в условиях быстрых нагрева и
охлаждения и высоких давлений обладает:
а)высокой устойчивостью при охлаждении и сохраняется до 60 – 70
% в стали с исходной мартенситной структурой и до 30 -40% в
стали с исходной перлитной (сорбитной) структурой
б) высокой твердостью ( 1000 HV) вследствие фазового наклепа
при α превращениях, т.к. При быстром нагреве не завершается
рекристаллизация аустенита
В) пониженной устойчивостью при нагреве. Он распадается при
100 – 200 С в нетеплостойкой стали и при 300 – 400 С в
теплостойкой , поскольку насыщение слоя легирующими
элементами происходит при температурах ниже принятых для
закалки
123
124.
Темнотравящаяся зона представляет дисперсную ферритнокарбидную смесь. Она возникает в области меньшего тепловоговоздействия и является продуктом отпуска
Нетеплостойкие стали чувствительнее к этим структурнм
изменениям. При интенсивном шлифовании толщина светлого
слоя достигает 0,1 мм, а темного – 1 – 2 мм.
У быстрорежущих сталей и с 4 – 18% толщина этих слоев
меньше и составляет, соответственно, 0,03 – 0,05 и 0,2 мм
Образование непосредственно на поверхности темно-травящейся
зоны пониженной твердости недопустимо.
Образование вторично-закаленного слоя также нежелательно, так
как образование этого слоя сопровождается
возникновением
поверхностных напряжений, как правило, растягивающих.
Превращения
аустенита
при
эксплуатации
вызывает
дополнительные напряжения в рабочей кромке
124
125.
Для предупреждения и исправления этих дефектов необходимо:1) выбирать теплостойкие стали для инструментов, при
шлифовании которых снимается большой припуск.
2) Применять после шлифования отпуск и доводку
Качество шлифованного слоя определяют микроанализом (на
косых
шлифах) и рентгеноструктурным анализом – по
количеству аустенита
Темно-травящийся слой на поверхности (прижоги) выявляется
также макроанализом – травлением 10% водным раствором азотной
кислоты. Участки пониженной твердости с троосто-мартенситной
структурой травятся интенсивнее и обнаруживаются в виде пятен
темно-коричневого цвета.
На гладких поверхностях можно измерять твердость вдавливанием
алмазной пирамиды с разными нагрузками
При образовании прижогов усиливается налипание
обрабатываемого материала и инструмент быстрее изнашивается
У штампов развиваются трещины разгара
125
126.
СПОСОБЫ УЛУЧШЕНИЯ ПОВЕРХНОСТНОГО СЛОЯУлучшение свойств поверхностного слоя достигается химикотермической обработкой : цианированием, сульфидированием,
азотированием, цементацией, хромированием, борированием,
обработкой паром. Кроме того, оно может быть достигнуто
наплавкой и нанесением износостойких покрытий.
Цианирование
Цианированием называется процесс одновременного насыщения
стали углеродом и азотом с целью повышения твердости,
износостойкости и коррозионной стойкости изделия.
Одновременное присутствие углерода и азота ускоряет их
совместную диффузию в поверхностные слои металла.
Цианированию подвергают углеродистые и легированные стали.
Цианирование применяют для теплостойких и полутеплостойких
сталей (с 4 – 18 % Cr)
Цианирование протекает при температуре не ниже 480 – 500 С и
интенсифицируется с повышением температуры до 560-580 С
126
127.
Быстрорежущие и штамповые стали цианируют при 550 – 570 С ,а стали с 5 – 12 % Cr при 500 – 520 С, т.е при нагреве, не
вызывающем снижения твердости сердцевины
Толщина цианированного при 550 – 570 С слоя составляет от 0,02
до 0,07 мм(в зависмости от продолжительности процесса)
Непосредственно на поверхности может образовываться тонкий
нетравящийся светлый
слой, а ниже – более толстая
темнотравящаяся зона, не имеющая четкой границы с нижележащей
основной структурой.
В светлом слое присутствуют избыточные карбиды, цементит и
нитрид железа: -фаза. Твердость слоя 66-67 HRC (840-890 HV) .
Он хрупок,, быстро изнашивается, его толщина не должна
превышать 2 -3 мк
Темнотравящаяся зона - тонкая смемь мартенсита, карбидов и
карбонитридных фаз, в которых преобладает
127
128.
Быстрорежущие и штамповые стали цианируют при 550 – 570 С ,а стали с 5 – 12 % Cr при 500 – 520 С, т.е при нагреве, не
вызывающем снижения твердости сердцевины
Толщина цианированного при 550 – 570 С слоя составляет от 0,02
до 0,07 мм(в зависимости от продолжительности процесса)
Непосредственно на поверхности может образовываться тонкий
нетравящийся светлый
слой, а ниже – более толстая
темнотравящаяся зона, не имеющая четкой границы с нижележащей
основной структурой.
В светлом слое присутствуют избыточные карбиды, цементит и
нитрид железа: -фаза. Твердость слоя 66-67 HRC (840-890 HV) .
Он хрупок,, быстро изнашивается, его толщина не должна
превышать 2 -3 мк
Темнотравящаяся зона - тонкая смесь мартенсита, карбидов и
карбонитридных фаз, в которых преобладает Fe3(C,N) , имеющая
твердость 1000 – 1100 HV (69-71 HRC)
128
129.
Цианирование выполняют после ТО, шлифования и заточки,чтобы сохранить тонкий цианированный слой
Различают два вида цианирования:
•высокотемпературное, проводимое при температуре, лежащей
выше Ас3,
•низкотемпературное при температуре нижеAc1.
При высокотемпературном цианировании металл насыщается в
большей степени углеродом, чем азотом, а при низкотемпературном
цианировании — в большей степени азотом, чем углеродом.
Цианирование производится в жидкой или газовой среде
(нитроцементация), или твердое цианирование.
Жидкое цианирование требует 5 – 30 мин, а газовое 1,5- 3 ч,
твердое 4 – 5 ч.
Газовое и твердое цианирование более безопасны
Твердое цианирование для обработки небольших партий, в
обычных печах
129
130.
При жидкостном цианировании используют расплавленныецианистые соли (25% NaCN, 60% NaCl и 15% Na2C03).
Цианистые соли натрия (NaCN) при химическом взаимодействии с
поверенной солью (NaCl) и содой (Na2С03) разлагаются с
выделением активных (атомарных) углерода и азота.
При газовом цианировании изделия нагревают в смеси газов,
содержащих углерод и азот. Для этой цели используют смесь окиси
углерода СО и аммиака NH3.
При химическом взаимодействии их образуются активный
(атомарный) углерод и азот.
Высокотемпературное жидкостное цианирование производится при
температурах 800—900° и дает при выдержке от 5 до 45 мин.
глубину цианированного слоя до 0,075—0,10 мм.
Такое цианирование проводят в электрических печах-ваннах.
Следует при этом отметить, что применяемые
расплавленные цианистые соли представляют собой сильный яд.
130
131.
В связи с вредностью производства жидкостное цианированиезаменяют газовым цианированием, которое может производиться
в муфельных электрических печах.
Высокотемпературное газовое цианирование проводится при тех
же температурах, но выдержка составляет 1—2 часа.
После последующей закалки и отпуска твердость цианированного
изделия составляет HRC = 60—64. Применяется
высокотемпературное цианирование для обработки шестерен и
других деталей машин и станков.
Низкотемпературное цианирование применяется для
быстрорежущих сталей с целью повышения износостойкости
инструмента и проводится после полного цикла термической
обработки инструмента при 500—600°, это обеспечивает получение
весьма высокой твердости и износостойкости.
Твердое цианирование выполняют в смеси древесного угля
и желтой кровяной соли
131
132. СУЛЬФИДИРОВАНИЕ
Сульфидирование заключается в насыщении поверхностного слоясерой – для повышения износостойкости и уменьшения
коэффициента трения.
Продолжительность от 45 мин до 3 ч.
Температуры не должны превышать температуру отпуска,
сохраняющего высокую твердость.
При 450 – 560 С сульфидирование проводят в жидких смесях:
Например, 17% NaCl, 25 % BaCl2, 38% CaCl2, 3-4% K4Fe(CN)6, в
которые добавляют сернистые соединения: FeS, Na2SO4, KCNS
Для сталей, не обладающих теплостойкостью, (ХВГ, 9ХС)
сульфидирование выполняют при 175 – 200 С, 45 – 60 мин в
ванне из 90% KCNS и 10% NH4CNS
Поверхность приобретает серый цвет, толщина слоя до 0,1 мм, по
границам зерен - FeS
Сульфидирование в качестве самостоятельной обработки почти
не применяют из слабого эффекта
132
133. АЗОТИРОВАНИЕ
Азотирование — это технологический процесс химикотермической обработки, при которой поверхность различныхметаллов или сплавов насыщают азотом в специальной
азотирующей среде. Поверхностный слой изделия, насыщенный
азотом, имеет в своём составе растворённые нитриды и приобретает
повышенные коррозионную стойкость и микротвёрдость. По
микротвёрдости азотирование уступает только борированию,
превосходя цементацию и нитроцементацию (незначительно).
насыщение поверхности металлических деталей азотом сцелью по
вышения твёрдости, износоустойчивости, предела усталости и корр
озионной стойкости.
Азотирование стали происходит при t 500—
650 °С
Выше 400 °С начинается
диссоциация аммиака по реакции NH3 → 3H + N. Образовавшийся
атомарный азот диффундирует в металл,образуя азотистые фазы.
133
134.
Температура азотирования 500 – 560 С. Твёрдость азотированногослоя увеличивается до HV = 1200 (соответствует 12 Гн/м2) и сохран
яется при повторных нагревах до 500—
600°C, что обеспечивает высокую износоустойчивость деталей при
повышенных температурах.
Азотированные стали значительно превосходят по износоустойчиво
сти цементированные и закалённыестали. А. —
длительный процесс, для получения слоя толщиной 0,2—
0,4 мм требуется 20— 50 ч. Повышение
температуры ускоряет процесс, но снижает твёрдость слоя. Для защ
иты мест, не подлежащих А.,применяются лужение (для конструкци
онных сталей) и никелирование (для нержавеющих и жаропрочных
сталей). Для уменьшения хрупкости слоя А. жаропрочных сталей ин
огда ведут в смеси аммиака и азота.
Азотирование выполняют после отпуска и шлифования в качестве
окончательной операции или перед закалкой – в качестве
предварительной операции
134
135.
Азотирование после отпуска и шлифованияДля теплостойких и полутеплостойких сталей (с 4 – 18% Cr).
Присутствие вольфрама, Молибдена и хрома в α-растворе
азотируемой стали способствует образованию дисперсных
нитридных фаз и устойчивости к коагуляции. Стойкость
азотируемых инструментов повышается (по сравнению с
цианированными)
Рекомендуемая толщина слоя, мм
Быстрорежущие стали
0,01 – 0,25
Стали с 5 – 18% Cr
0,08 – 0,12
Сталь 4Х5В2ФС
0,2 – 0,25
Сталь 3Х2В8Ф
0,18 – 0,2
135
136.
Целесообразно азотировать быстрорежущие стали при 550 – 560С 10 – 40 мин, стали с 5 – 18% Cr при 510 – 520 С 8 -12 ч. ,
штамповые для горячего деформирования сначала при 520 -530 С
8 – 10 ч. И затем при 530 – 550 С 5 – 6 ч.
Азотирование менее оперативный процесс, чем цианирование.
Нагрев до 500 – 560 С снижает твердость хвостовой части
инструмента, изготовленной их сталей 40Х, 45, Поэтому оно
целесообразно для насадных инструментов и для ин-тов с
хвостовой частью твердостью ниже 30HRC.
Азотирование перед закалкой
Выполняется с большей выдержкой: 12 ч при 520 С или 10 ч. При
560 – 580 С при получении более толстого слоя 0,15 – 0,2 мм
Азотирование перед закалкой целесообразно для штампов и т
пресс-форм, воспринимаюших большие нагрузки, в том числе
динамические, и не подвергаемых шлифованию.
136
137.
Пригодно для сталей, закаливаемых с пониженных температур (до1000 -1050 С ) в том числе нетеплостойких, и получающих
минимальные объемные изменения при закалке (стали марок
7ХГ2ВМ, Х6ВФ, 3Х2В8Ф
Цементация
Цементация стали — поверхностное диффузионное насыщение
малоуглеродистой стали углеродом с целью повышения твёрдости,
износоустойчивости.
Цементации подвергают низкоуглеродистые (обычно до 0.25 % C)
и легированные стали, процесс в случае использования твёрдого
карбюризатора проводится при температурах 900—950 °С, при
газовой цементации (газообразный карбюризатор) — при 850—900
°С.
После цементации изделия подвергают термообработке,
приводящей к образованию мартенситной фазы в поверхностном
слое изделия (закалка на мартенсит) с последующим отпуском для
137
снятия внутренних напряжений.
138.
Цементация в твердом карбюризатореВ этом процессе насыщающей средой является древесный уголь в
зёрнах поперечником 3,5—10 мм или каменноугольный полукокс и
торфяной кокс, к которым добавляют активизаторы.
Технология процесса состоит в следующем: Загрузка деталей в
стальной ящик с герметичным песчаным затвором. Укладка деталей
производится таким образом, чтобы они были покрыты
карбюризатором со всех сторон, не соприкасались друг с другом и
стенками ящика. Далее ящик герметично закрывается песчаным
затвором или замазывается огнеупорной глиной и загружается в
печь.
Стандартный режим: 900-950 градусов, 1 час выдержки (после
прогрева ящика) на 0,1 мм толщины цементированного слоя. Для
получения 1 мм слоя — выдержка 10 часов.
При "ускоренном" режиме цементация производится при 980
градусах. Выдержка уменьшается в два раза, и для получения слоя 1
мм требуется 5 часов. Но при этом образуется цементитная сетка,
которую придется убирать многократной нормализацией металла.
138
139.
Цементация в газовом карбюризатореЭтот процесс осуществляют в среде газов, содержащих углерод.
Газовая цементация имеет ряд преимуществ по сравнению с
цементацией в твёрдом карбюризаторе, поэтому её широко
применяют на заводах, изготовляющих детали массовыми
партиями.
В случае с газовой цементацией можно получить заданную
концентрацию углерода в слое; сокращается длительность
процесса, так как отпадает необходимость прогрева ящиков,
наполненных
малотеплопроводным
карбюризатором;
обеспечивается возможность полной механизации и автоматизации
процессов, и значительно упрощается последующая термическая
обработка деталей, так как закалку можно проводить
непосредственно из цементационной печи.
139
140.
Цементация в кипящем слое . Цементация в слое мелких частиц(0,05-0,20 мм) корунда, через который проходит восходящий поток
эндогаза с добавкой метана (кипящий слой). При прохождении газа
частицы становятся подвижными, и слой приобретает некоторые
свойства жидкости (псевдоожиженный слой).
Достоинствами процесса цементации в кипящем слое являются:
сокращение длительности процесса вследствие большой скорости
нагрева и высокого коэффициента массоотдачи углерода;
возможность регулирования углеродного потенциала атмосферы в
рабочей зоне печи; уменьшение деформации и коробления
обрабатываемых деталей за счет равномерного распределения
температуры по всему объему печи. Процесс цементации в
кипящем слое может быть использован на заводах мелкосерийного
и единичного производства.
Положительное влияние цементации :
1) в поверхностном слое возрастает количество карбидов и
повышается твердость
2) Увеличение концентрации углерода в аустените сильно
140
понижает температуру Мн
141.
Мартенситное превращение протекает сначала в нижних слоях,затем в поверхностных, что создает сжимающие напряжения.
Для этого достаточно повысить концентрацию углерода до 0,6 –
0,7 %
Цементация создает слой большей толщины, чем при
азотировании, но меньшей твердости.
Применяют для штампов холодного и горячего деформирования и
форм литья и прессования простой формы и больших размеров.
В заэвтектоидных сталях содержание углерода доводят до 1,5 –
1,7 %. Лучше применяют цементацию (и высокотемпературное
цианирование) стали, легированные хромом (Х, 9ХС, ХВСГ)
Штампы цементуют в твердом карбюризаторе при 900 – 910 С 9 –
12 ч. Затем их нагревают для закалки до 800 -810, охлаждают
водяной струей до 100 – 150 С, а потом в масле. Это обеспечивает
меньшее количество остаточного аустенита. Отпуск выполняют
при 150 – 160 С. Сталь имеет твердость 63,5 – 65 HRC и
толщину обогащенной карбидами зоны 0,1 – 0,15 мм.
141
142.
Высокохромистые стали Х12М, Х12Ф нагревают при 980 -1025, 23 ч. и закаливают в масле. Содержание углерода увеличивается до1,5 – 1,7 % и повышается твердость. Отпуск выполняют при 150 –
160 С.
Теплостойкие штамповые стали (3Х2В8Ф) обрабатывают так,
чтобы увеличить содержание углерода до 0,45 – 0,5% для
повышения сопротивления пластической деформации. Температуру
и выдержку выбирают пониженными 920 - 950 С 3-4 ч. При
цементации в твердом карбюризаторе
Хромирование
Хроми́рование — диффузионное насыщение поверхности
стальных изделий хромом, либо процесс осаждения на поверхность
детали слоя хрома из электролита под действием электрического
тока. Слой хрома может наноситься для увеличения твердости
поверхности.
Хромирование
диффузионное
и
электролитическое
(гальваническое)
142
143.
Хромирование сталей содержащих свыше 0,3—0,4 %С, повышаеттакже твёрдость и износостойкость. Твердость хрома составляет от
66 до 70 HRC. Толщина хромового покрытия обычно составляет от
0,075 до 0,25 мм, но встречаются и более толстые, и более тонкие
слои.
Диффузионное хромирование выполняют при 950 – 1050 С, 3 – 4 ч.
В смеси порошков : 50% низкоуглеродистого феррохрома (или
хрома), 48 – 49% окиси алюминия и 1% хлористого аммония.
Толщина слоя 0,02 – 0,05 мм.
Слой состоит из карбидов М23С6 и М2С3 и карбонитридов с
небольшим количеством α-фазы.
Микротвердость слоя >1800 HV , она возрастает с увеличением
содержания углерода. Износостойкость хромированного слоя
больше, чем цементованного или азотированного.
Свойства слоя сохраняются до 950 – 1000 С.
Углерод тормозит диффузию хрома, уменьшает толщину слоя, но
способствует повышению концентрации хрома и твердости
143
144.
Концентрация хрома на поверхности достигает 40% при 0,15 0,2% С и до 54 % при 0,2 – 0,3 %СПри хромировании углерод диффундирует из близких слоев
навстречу поступающему хрому. Под наружным хромированным
слоем может образовываться обезуглероженная зона, что
снижает прочность и износостойкость.
Для диффузионного хромирования более пригодны стали ,
температуры закалки которых совпадают с температурами
хромирования и получающие небольшие объемные изменения
при
последующей
закалке., а именно Х12М, Х12Ф и
теплостойкие штамповые с более низкими температурами
закалки.
Инструменты, подвергнутые диффузионному хромированию,
пригодны для работы преимущественно при небольших
удельных нагрузках из-за
малой толщины образующегося
твердого слоя.
144
145.
Электролитическое (гальваническое) покрытиеВыполняют после отпуска и шлифования при 50 – 75 С.
Пригодно для всех инструментальных сталей. Хромированный
слой хуже ложится на поверхность высокохромистой стали.
Покрытия блестящего хрома характеризуются высокой твердостью
900 – 1000 HV (65 – 68 HRC) и износостойкостью и имеют:
-Менее шероховатую поверхность на 1 – 2 класса, чем при
шлифовании;
-- повышенную теплостойкость (высокая твердость сохраняется до
400 С);
-- более низкий коэффициент трения, уменьшение налипания;
-- химическую устойчивость против влаги, кислот и при нагреве
до 500 С
-- повышенную теплопроводность (для хрома – 27,2 ВТ/м*К)
145
146.
Электролитическое хромирование пригодно для инструментовпростой формы, воспринимающих небольшие удельные нагрузки:
а) Для штампов холодного деформирования цветных сплавов,
б) для форм прессования пластмасс, в) режущих инструментов ,
обрабатывающих мягкие металлы и деревообрабатывающих: фрез,
ножей, г) многих измерительных инструментов (если от них
требуется притираемость), д) для восстановленияя размеров
изношенных инструментов
Толщина покрытия должна быть: 10 -20 мкм для штампов и
прессформ, 5 -15 мкм для резьбовых калибров, 3-5 мкм для
режущих инструментов диаметром 5 мм.
После хромирования – отпуск при 150 С 1 ч.
БОРИРОВАНИЕ
Борирование выполняют чаще всего электролизом в расплаве буры
Na2B4O7 при 950 - 980 С в течение 3 – 4 ч. Анодом служит
обрабатываемый инструмент, а анодом - графитовый электрод
146
147.
Борирование создает наиболее высокую микротвердость: 1800 –2000 HV у углеродистых сталей и до 3500 HV у
высоколегированных. Высокая твердость сохраняется до 900 С ,
повышается окалиностойкость и теплостойкость.
Однако борированный слой более хрупкий, чем хромированный.
Борирование нало выполнять перед закалкой. Для предупреждения
повышенных напряжений и трещин – изотермической закалкой или
закалкой с охлаждением на воздухе
Для работы при невысоком нагреве – стали с 4 – 6 % Cr и 7ХГ2ВМ,
а для работы с нагревом – теплостойкие штамповые стали,
имеющие более низкие температуры закалки (4Х5В2ФС и
4Х3ВМФС) борирование можно совмещать с закалкой
Температура отпуска не должны превышать 350 С для стали
7ХГ2ВМ и 450 С для сталей с 4 -6 % Cr и 580 С для сталей
4Х5В2ФС и 4Х3ВМФС
Борирование эффективно для штампов при повышенном износе
без динамических нагрузок, имеющих простую форму
147
148.
ОБРАБОТКА ПАРОМОбработку паром применяют для инструментов из теплостойких и
полутеплостойких сталей.
После отпуска и шлифования инструменты очищают от масла и
грязи, помещают в герметическую печь и при 300 – 350 С подают
пар под давлением 0,1 – 0,3 ат в течение 20 – 30 мин для удаления
воздуха. Пар должен быть сухим и перегретым до 300 С во
избежание обраования пленки Fe2O3.
Затем повышают температуру до 500 – 510 С для сталей с 4 –
12% Cr и до 550 -570 С для быстрорежущих/
На поверхности образуется темно-синяя пленка магнитной окиси
железа (Fe3O4) . Наибольшая плотность достигается нагревом до
500 - 570 С
Обработка паром повышает стойкость инструментов на 50 – 75 %
Положительное влияние обработки паром объясняется тем, что
она представляет собой дополнительный отпуск, устраняет
недоотпуск, который мог быть допущен после закалки
148
149.
Осаждение карбидов титанаПокрытие осаждается на нагретой поверхности из газовой смеси
летучих хлоридов (тетрахлорида титана), водорода, углеводорода
или окиси углерода
В результате осаждения карбидов титана на рабочую поверхность
инструмента достигается наиболее высокая твердость 2500 – 4200
HV (выше твердости карбидов TiC в твердых сплавах)
Износостойкость покрытия выше, чем борированного или
хромированного слоя.
Коэффициент трения для осажденного покрытия 0,08 – 0,1;
толщина слоя 5 – 20 мкм
Температура процесса 1000 – 1150 С
Для сохранения полученного слоя последующий нагрев для
закалки выполняют в аргоне.
Процесс пригоден для условий изнашивания без динамических
нагрузок и значительных удельных усилий: для волочильных
колец, вытяжных штампов, пуассонов и матриц горячего
149
деформирования
150. НАПЛАВКА ИНСТРУМЕНТОВ
Применяют для штампов холодного и горячего деформирования ,холодной и горячей резки и для крупных режущих инструментов.
Толщина наплавляемого слоя в один прием 2 – 5 мм.
Свойства наплавленного слоя близки или превосходят свойства
основного металла того же состава.
Кристаллизация происходит ускоренно, т.к. тепло интенсивно
отводится нижележащим основным металлом. Это позволяет
получать более высокие прочность и вязкость и во многих случаях
отказаться от закалки.
Для
многих
штампов
и
ножей
оправдана
наплавка
заэвтектическими сплавами , в структуре которых присутствуют
первичные карбиды. Из-за интенсивного отвода тепла в глубь
металла
происходит
ориентированная
кристаллизация:
выделяющиеся избыточные карбиды направлены перпендикулярно
рабочей поверхности
150
151. ВЫБОР ИНСТРУМЕНТАЛЬНОЙ СТАЛИ И ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Выбор состава и обработки сталей для режущих инструментовСтали для металлорежущих инструментов
В готовых инструментах
инструментальные
стали должны
обладать:
-твердостью 63 – 66 HRC а для резания более твердых и
труднообрабатываемых материалов 66 -69 HRC. Такая же высокая
твердость, но в тонком поверхностном слое (после цианирования,
азотирования ) должна быть у инструментов для обработки
резанием конструкционных сталей и чугунов;
-- высокой прочностью и
сопротивлением пластической
деформации , вязкостью;
- теплостойкостью - для скоростного резания или резания
труднообрабатываемых материалов
151
152. Примерное назначение сталей для металлорежущих инструментов
Тип инструментовСверла :
Катаные для обработки
сталей твердостью менее
260 0– 2800 HB
….большей твердости
Рекомендуемая сталь
Р12, Р6М3, Р9
Р12Ф3
Фрезерованные для обработки Р18Ф2, Р12, Р6М3
сталей твердостью менее
2600– 2800 HB
Для сверления
Р9Ф5, Р18Ф2К5, Р12Ф4К5,
труднообрабатываемых
11Р8М3К6С
сплавов
152
153.
Тип инструментовРекомендуемая сталь
Фрезы: резьбовые
Р18, Р18Ф2, Р6М5
червячные
Р18Ф2, Р12, Р6М3
То же для резания
труднообрабатываемых
То же для тяжелых работ
Р9К10, Р9К5, Р15Ф2К5, Р12Ф3,
Р9Ф5, Р14Ф4,
11Р8М3К6С
Дисковые фрезы
Р12, Р18
Концевые фрезы
Р18
То же для тяжелых работ
Типа 11Р8М3К6С
Долбяки, шеверы
Р12, Р6М3, Р6М5, Р18
Протяжки диам. До 100 мм
Р12, Р6М3
То же диам.более 100 мм
ХВСГ, 9Х5ВФ, Р12
153
154.
Тип инструментовРекомендуемая сталь
Метчики: машинные
Р18, Р12, Р18Ф2
……. ручные
11Х, У11А, У12А
Плашки для мягких
металлов, ручные
Для твердых, машинные
ХВСГ
Развертки машинные
Р6М3, Р12, Р18
ручные
Р12, Р18, ХВСГ
Пилы, ножовочные полотна
Р9, Р12
То же ручные
Х6ВФ, 9Х5ВФ
То же для мягких металлов
В2Ф, 120Х
Напильники для мягких
У12А, У13А
мелкие
11Х, 13Х
То же для твердых мат.
Р12, Р9
Р6М3, Р12
154
155.
Для большинстварежущих
инструментов
необходимы
быстрорежущие стали. Нетеплостойкие стали - для ограниченного
типа инструментов
Для резания конструкционных сталей и чугунов твердостью до
220 -230 HB применяют стали умеренной теплостойкости.
Использование сталей повышенной теплостойкости рационально
в случаях: а) повышенных режимов (скоростей, подач),
вызывающих повышенные температуры резания. Тогда необходимы
кобальтовые стали; б) при обычных температурах резания (менее
600 С) но
необходима повышенная износостойкость (для
протяжек, разверток) - применяют ванадиевую сталь Р12Ф3 или
сталь 10Р8М3; в) для достижения повышенной износостойкости
(например, для инструментов на автоматических линиях) нужны
кобальтовые стали с повышенным содержанием углерода высокой
твердости 66 – 68 HRC и износостойкости или сталь 10Р8М3
Для сверл, получаемых вышлифовыванием, не следует применять
стали с повышенным содержанием ванадия.
155
156.
Для резания с большими подачами, с динамическими нагрузками(например, для долбяков) нужны стали большей прочности Р6М5,
Р12, Р6М5.
Для резания сплавов с аустенитной структурой , титановых и др.
применяют стали повышенной теплостойкости , в т.ч.
Кобальтовые, а для труднообрабатываемых - сплавы высокой
теплостойкости типа В18М4К25
При выборе той или иной марки стали необходимо учитывать
размеры инструмента, расположение и форму режущих кромок, а
также технологию его изготовления.
Влияние размеров инструмента. Для инструментов небольшого
сечения до 40-50 мм пригодны любые марки сталей из группы.
Для инструментов большего сечения необходимы стали с
большими характеристиками прочности, с меньшей карбидной
неоднородностью и с более мелкими карбидами: Р6М5, Р8М3 и З12
вместо Р18 из группы умеренной теплостойкости и Р6М5К5 и
Р12Ф3 из сталей повышенной теплостойкости.
156
157.
Для инструментов крупногосечения и длины (например,
протяжек), работающих
с небольшими
скоростями
(температурами)
оправдано
применение
легированной
нетеплостойкой стали ХВСГ или же сталей ЭШП.
Температуры закалки крупных инструментов - пониженные,
отпуск – двукратный с более высокой температурой первого
нагрева (570 – 580 С)
Для микроинструментов следует
применять
стали
с
интерметаллидным упрочнением, а из сталей с карбидным
упрочнением – Р8М3, менее чувствительную к обезуглероживанию
Влияние формы и расположения режущих кромок.
Для инструментов, режущие кромки которых ближе к середине
прутка (круглые плашки) необходимы с тали с иеньшей карбидной
неоднородностью : Р12, Р6М5, Р8М3 с баллом 2 -3 в прокате
диаметром 30 -50 мм и с баллом 4 – 5 в большем профиле.
Если плашки обрабатывают мягкие стали с невысокими
режимами, применяют нетеплостойкие стали с однородной
157
сттруктурой, например ХВСГ
158.
Влияние способов изготовления инструментаДля сверл и др ин-тов, изготовляемых горячей деформацией
(прокаткой), нужны стали с удовлетворительной горячей
пластичностью: Р12, Р6М3, Р9, Р6М5, Р14Ф4.
Их прокатывают при 1150 – 950 С или прессуют при 1050-1100 С
и завивают при 740 – 780 С
В стали Р18, Р18Ф2 часто образуются закаты, мелкие трещины,
которые
усиливаются при
закалке и не устраняются при
шлифовании
Для инструментов, изготавливаемых холодной деформацией из
холоднотянутой шлифованной проволоки (серебрянки) или
штамповкой из листа более подходят стали с пониженной
твердостью и пределом текучести в отожженном состоянии: Р6М3,
Р12 из числа быстрорежущих сталей умеренной теплостойкости и
10Р8М5К5 и Р6М5К5 – повышенной теплостойкости. Стали Р18,
Р18Ф2 имеют пониженную пластичность
158
159.
Для напильников применяют стали У12А, а для мелких – стали 11Хили 13Х, для обработки более твердых материалов – Р6М3 и Р12
Для накатки (метчиков, особенно ручных) пригодны углеродистые
стали У10А, У11А, 11Х. Заэвтектоидные легированные и
быстрорежущие стали из-за повышенного сопротивления
пластичекой деформации и низкой пластичности мало пригодны
для накатки в холодном состоянии: на вершинах зубьев, кромках
возникают трещины и сколы.
Инструменты, подвергаемые значительному шлифованию
-При профильном или резьбошлифовании - быстрорежущие стали
с меньшим содержанием ванадия (< 2 -2,5%)
-- при других видах шлифования, при шлифовании эльборовыми
кругами – стали Р14Ф4, Р9Ф5, Р12Ф4К5
После шлифования – дополнительный отпуск .
Если инструменты цианируют, азотируют , то дополнительный
отпуск не нужен
159
160.
Инструменты, не подвергаемые шлифованиюОправдано применение износостойких ванадиевых сталей Р12Ф3,
Р9Ф5 , обладающих меньшей карбидной неоднородностью и
анизотропией деформации.
Необходимы: - получение чистой поверхности
лезвийной
обработкой. Для достижения этого проводят предварительную
улучшающую ТО на твердость 30 – 32 HRC
- Меньшая деформация при закалке (достигаемая изотермической
закалкой)
Инструменты, изготовляемые сваркой
Для сварки трением не следует применять высокованадиевые
быстрорежущие стали, содержащие > 1,3% C (Р9Ф5, Р14Ф4)
Для сварки оплавлением пригодны все инструментальные стали
160
161.
Инструменты, подвергаемые местному упрочнению-Должный иметь в рабочей части большую твердость, чем на
участках крепления. Например крепежные участки сегментов
круглых пил должны иметь твердость 45 – 50 HRC, полотна
ножовок – 30 HRC.
Эти требования достигаются закалкой с индукционным нагревом.
Рационально использовать быстрорежущую сталь Р7Т или Р9
Быстрорежущие стали нормальной или повышенной
теплостойкости и стали с содержанием хрома 4-8% для таклй
обработки мало пригодны.
Тонкие пилы часто изготавливают из сталей, не обладающих
теплостойкостью и закаливают с индукционным нагревом.
Пригодны легированные стали с повышенным (1,1 – 1,2%)
содержанием углерода: В2, 120Х, приобретающие равномерную и
высокую твердость
Корпуса сборных инструментов – из стали 40Х, а для сложных – из
воздушнозакаливаемой стали 7ХГ2ВМ
161
162.
СТАЛИ ДЛЯ ДЕРЕВООБРАБАТЫВАЮЩИХ ИНСТРУМЕНТОВДля резания мягких пород дерева применяют нетеплостойкие
стали с меньшим содержанием С. Для вызкости их отпускают на
низкую твердость 40 – 50 HRC
Для инструментов сложной формы, большой длины применяют
легированнные стали, принмающие изотермическую закалку и
закалку в масле.
Для ножей, работающих при повышенных ударных нагрузках, -6ХС
и 9ХФ (при изотермической закалке)
Стали для пил должны быть повышенной однородности и чистоты
, хорошо пружинить. Поэтому применяют холоднокатанные стали
Твердость машинных пил должна быть не более 43 – 46 HRC
162
163.
Термообработку пил – в зависимости от способа изготовления.Холоднокатанную сталь подвергают ТО, правке и полировке в
ленте, затем вырезают полотна. Ленту протягивают через
нагревательную печь
с защитной атмосферой и
через
охлаждающую соляную ванну. Дальнейшее охлаждение – на
воздухе до отправки в отпускную печь
Отпуск – в чугунных плитах (для правки) , прогревают до 150 -160
С 1,5 ч., подтягивают и нагревают до 270 – 325 С
Температуру отпуска назначают в зависимости от требуемой
твердости.
Инструменты простой формы (топоры, колуны) изготавливают из
стали 7ХФ или У7 и подвергают местной закалке, например с
нагревом рабочей части в соляной ванне
Для условий, вызывающих коррозию, целесообразны стали с 14 –
18 % Cr,
Для обработки твердых пород древесины , клееной древесины – б/р
стали, ванадиевые стали повышенной теплостойкости
163
164.
Назначение и твердость сталей для деревообрабатывающихТип инструмента
РекомендуТвердость
емая сталь
HRC
Пилы машинные: рамные
9ХФ
42 - 46
Круглые, ленточные
9ХФ
39 - 44
столярные
Пилы ручные (продольные)
Ножи сплошные :
(с ударными нагрузками)
устойчивые против коррозии
Ножи строгальные для резания:
9ХФ, 11Х
9ХФ
38-43
40-45
6ХС
9Х18
48-55
52-56
мягких пород
твердых пород
9Х5ВФ, Х6ВФ 55 - 59
8Х4В4Ф, Р12 58 - 62
при отсутствии ударных нагрузок
Р12Ф3,
11Р8М3К6С
64-68
164
165.
Назначение и твердость сталей для деревообрабатывающихТип инструмента
Рекоменду-емая сталь
Твердость
HRC
Фрезы для резания:
Мягких пород
9Х5ВФ, ХГСВ, Х6ВФ
58 - 60
То же но крупных размеров
Твердых пород
Стамески, долота
7ХГ2ВМ, 9Х5ВФ, Х6ВФ 55 -58
8Х4В4Ф1, Р6М3
58 - 62
7ХФ, У7
52 - 57
Топоры
Колуны
У7
У7
52 - 56
45 - 50
Длинные и тонкие ножи (для резки фанеры) – из двухслойной
стали, Более короткие, но толстые – для вязкости подвергают
изотермической закалке
165
166.
Инструменты для других органических материаловНожи для резки бумаги:
С умеренной скоростью
С большой скоростью
Рекомендуемая сталь
Твердость
HRC
Х12М,Х12Ф1, Х6ВФ
Р12, Р9
60 – 62
62 - 64
Ножовки для пищевой пром. 9Х18, Х18МФ
Бритвы: опасные и безоп.
13Х
Устойчивые к коррозии
Тип инструмента
61 - 63
63 - 65
61 - 63
Скальпели хирургические
Ножи медицинские
Ножницы для шерсти
61 - 63
55 - 58
64-66
Х18МФ, 9Х14М
9Х124М, 4Х13
Х05, Х18МФ
Для резания бумаги с большой скоростью (более 1000 м/мин)
направляют твердым сплавом ВК3. Инструменты для резания
полимеров цианируют или азотируют. б/р стали.
166
167.
ИНСТРУМЕНТЫ ДЛЯ ХОЛОДНОГО ДЕФОРМИРОВАНИЯСтали для штампов объемной холодной штамповки
Штампы для высадки диаметром до 25
мм
У10, У11, У12
35 - 40
11Х
Более 40
Х
Штампы для прессования (выдавл):
Пуансоны для умеренных давлений
Х12М,Х12Ф1, Х4В2М1Ф
То же при высоких
Р12, Р6М3, Р12Ф3
Матрицы
Х12М, Х12Ф1
Бандажи крупных матриц
5ХВ2С, 5ХНМ, 4Х5В2ФС
167
168.
Стали для дорнов, накатных роликовДорны для прошивки мягких металлов
ХВ5, 120Х, Х12М
Прочных металлов
Р14Ф4, Р12Ф3
Резьбонакатные ролики ля твердых мет Р18, Х12М, 5Х3ВМ
то же для мягких металлов
6ХВ2С, 5Х3ВМ
То же, не шлифуемые после ТО
Р6М3, 7ХГ2ВМ
Накатные ролики
5ХВ2С, 6ХВ2С, 7ХГ2ВМ
Рифельные ножи ( необходимы
цементация или борирование)
Чеканочные штампы (простые)
15Х, 20Х, 7ХГ2ВМ
Со сложной гравюрой
Х12Ф, 7ХГ2ВМ
Керны
Х, 11Х
Ф, 11Х
168
169.
Стали для штампов листовой штамповкиВытяжные штампы с небольшой
скоростью до 25 мм
Более 25 мм
У10, У11, У12 (+электрол.
Хромирование)
11Х, Х, ХВСГ
То же с большой скоростью
Х12М, Х12Ф1
Вырубные, отрезные, дыропробивные
7ХГ2ВМ, 9Х5Ф, Х12Ф1
То же для рубки листов с покрытиями
Р18, Р9Ф5, Р12Ф3
Пуансоны (иглы) для пробивки отв
Р12, Р12Ф3
То же для мягких металлов
7ХГ2ВМ, Х12М, Х6ВФ
Доски для волочения цветных металлов Х12М, Х, Р12Ф3, Р9Ф5
Ножницы, ножи для листов до 2 мм
Х12М, Х6ВФ
Более 2 -3 мм или тонких с окалиной
5ХВ2С, 6ХВ2С, 6ХС
Ножи холодно-высадочных автоматов
Р6М3, Р12, Р12Ф3
169
170. Инструментальные материалы и прогресс механической обработки.
Вплоть до первого десятилетия ХХ в. единственным материалом,пригодным для изготовления металлорежущих инструментов,
была углеродистая инструментальная сталь. Из-за низкой
температуро- и износостойкости изготовленными из неё
инструментами можно было обрабатывать углеродистые стали и
чугуны с низкими скоростями резания (10-20 м\мин, в некоторых
случаях до 30 м\мин) и невысоким эксплуатационным ресурсом.
Обработка металлов была малопроизводительна и
неэкономична.
При этом существовала тесная взаимосвязь с техническим
уровнем металлорежущих станков. Частота оборотов шпинделя
не превышала 300-500 об\мин. Станки имели маломощные
приводы от ременных передач, потребляемая мощность не
превышала 2-3 кВт. Конструкции станков были нежесткими. 170
171.
В начале ХХ в. была разработана первая высоколегированнаяинструментальная сталь. Эта сталь в качестве легирующих
присадок содержала 18% вольфрама, 4,5% хрома и 1% ванадия.
по сравнению с углеродистой новая сталь имела значительно
более высокие физико-механические свойства, в особенности
температуро- и износостойкость.
Металлорежущие инструменты, изготовленные из этой стали,
могли обрабатывать стали и чугуны со скоростями резания 30-60
м\мин (в 2-2,5 раза выше чем до этого). Благодаря этим качествам
вновь разработанная сталь получила название быстрорежущей
стали. По химическому составу она соответствует современной
марке Р18.
Металлорежущие инструменты, изготовленные из
быстрорежущей стали, впервые были продемонстрированы в
1910 г. на Всемирной Промышленной выставке в Брюсселе. С того
времени эта сталь заняла ведущее место в инструментальном
производстве. Внастоящее время более половины
171
172.
Вольфрам - основной легирующий элемент быстрорежущих сталей- дефицитный материал. В период Великой Отечественной войны
из-за недостатка вольфрама получил применение новый материал среднелегированная быстрорежущая сталь марки Р9, содержащая
9% вольфрама.
В 60-70-х годах проводились поиски новых марок быстрорежущих
сталей, содержащих кроме вольфрама молибден и кобальт в
разных соотношениях и пропорциях. Была разработана технология
поверхностного покрытия (напыления) лезвий быстрорежущих
инструментов износостойкими и тугоплавкими металлами вольфрамом, титаном, молибденом, а так же их химическими
соединениями - нитридами и карбидами. Этим достигается
повышение износостойкости и ресурса работы быстрорежущих
инструментов.
Одно время считалось, что во всех случаях сталь Р18 является лучшей
быстрорежущей сталью, а все вновь разработанные марки с меньшим
содержанием вольфрама рассматривались как менее качественные и
неполноценные её заменители. Но исследования показали, что в некоторых
172
случаях она уступает другим маркам.
173.
В 20-х годах потребовалось полностью заменить тихоходный ималомощный парк металлорежущих станков новыми, технически
более совершенными станками с частотой вращения шпинделя до
1000-1500 об\мин и мощностью до 6-8 кВт. Это был первый
значительный скачок в современной технологии механической
обработки деталей, вызванный появлением более совершенного
инструментального материала. В годы первой пятилетки
реконструируемые и вновь строящиеся в СССР
машиностроительные заводы оборудовались импортными
металлорежущими станками. Новые инструментальные заводы
приступили к производству быстрорежущих инструментов, а
зарождающаяся станкостроительная промышленность начала
разработку и выпуск собственных моделей металлорежущих
станков, предназначенных для работы с быстрорежущим
инструментом.
173
174.
После перехода к высоколегированным быстрорежущим сталямисследователи приступили к поискам новых композиций различных
химических элементов, с помощью которых можно создать
инструментальные материалы с ещё более высокими физикомеханическими свойствами. Исследования велись во многих
промышленно развитых странах. Многочисленные
экспериментальные материалы самого различного химического
состава получили общее название стелиты.
Однако попытки использовать стелиты для изготовления
лезвийных металлорежущих инструментов положительных
результатов не дали. Они оказались хрупкими материалами не
превосходящими по износостойкости быстрорежущую сталь. Хотя
стелиты как самостоятельная группа инструментальных материалов
применения не нашла, в процессе поисковых плавок родились
первые прообразы современных материалов, известных под
названием твёрдых сплавов.
174
175.
Технология производства первых вольфрамокобальтовыхтвёрдых сплавов состояла в расплавлении компонентов и отливке
пластинок, припаиваемых к корпусу инструмента. Исследования
резцов с припаянными пластинками литого твёрдого
сплава показали, что их режущие свойства ненамного выше, чем у
инструментов из быстрорежущих сталей. Дело изменилось, когда
исследователи перешли к применению методов порошковой
металлургии (прессование измельченных в пыль компонентов).
Твёрдосплавные пластинки, изготовленные по этой технологии,
имели высокие физико-механические свойства и оказались весьма
эффективным инструментальным материалом. Такая технология
используется и в наше время.
175
176.
Режущие инструменты, оснащённые твёрдосплавнымипластинами, стали постепенно вытеснять инструменты из
быстрорежущих сталей. Сначала твёрдосплавными
пластинками оснащались резцы, несколько
позже фрезы, развёртки. Затем, по мере развития
инструментальной технологии, оснащались фасонные инструменты,
зубо- и резьбонарезные инструменты, протяжки.
В США, Германии и СССР приблизительно в одно и то же время (во
второй половине 20-х годов) твёрдые сплавы были выпущены как
товарная продукция. Эти сплавы, полученные из карбидов
вольфрама и металлического кобальта (группа ВК), в США
назывались как и производящая их фирма, "карболой", в Германии
"видиа" (т. е. как алмаз), в СССР они получили название "победит".
Все эти твёрдые сплавы оказались превосходным материалом для
обработки чугунов, но непригодными для обработки сталей. По
этой причине первые годы (до середины 30-х годов) ими
обрабатывались только чугуны, а стали продолжали обрабатывать
176
быстрорежущими инструментами.
177.
В результате дальнейших поисков к середине 30-х годов былразработан новый твёрдый сплав, содержащий кроме карбидов
вольфрама карбиды титана.
Вольфрамотитановые твёрдые сплавы были успешно применены
при обработке сталей, но оказались малоэффективны при
обработке чугунов.
Первые марки советских вольфрамотитанокобальтовых твёрдых
сплавов (группа ВТК) обозначались a15 и a21. Сплав a15
соответствует используемому в настоящее время сплаву марки
Т15К6. Сплав a21 применения в дальнейшем не нашел.
Таким образом, начиная с середины 30-х годов в машиностроении
применяются пластинки твёрдых сплавов двух групп.
Из сплавов группы ВК выполняют инструменты, предназначенные
для обработки чугунов, а из сплавов группы ВТК - инструменты для
обработки сталей.
177
178.
Металлорежущие инструменты, оснащённые твёрдосплавнымипластинками, могли обрабатывать стали и чугуны со скоростями, в
2-3 раза превосходящими скорости доступные инструментам из
быстрорежущих сталей. Таким образом, появление новых
инструментальных материалов - твёрдых сплавов - вновь явилось
причиной очередного скачка в области станкостроения и
механической обработки деталей машин. Вновь возросли
скоростные и мощностные характеристики станков. Частота
вращения шпинделей повысилась до 2000 об\мин. Мощность,
например, токарных станков достигла 13-15 кВт. Это повысило
производительность труда и экономичность обработки металлов
резанием.
С тех пор не было разработано новых композиционных
инструментальных материалов на металлической основе,
обладающих более высокими физико-механическими свойствами.
178
179.
В 40-х годах усилия учёных были направлены на разработкуминеральных инструментальных материалов, физикомеханические свойства превзошли бы свойства материалов на
металлической основе. В Московском химико-технологическом
институте была разработана минералокерамика на основе
кристаллов корунда, получившая обозначение ЦМ332.
минералокерамика, обладая очень высокой температуро- и
износостойкостью имела низкую прочность на изгиб, примерно в 10
раз меньшую, чем у быстрорежущих сталей, и в 3-4 раза меньшую,
чем у твёрдых сплавов. Оказалась очень хрупким материалом,
склонным к локальным выкрашиваниям. Ею оснащали резцы,
предназначенные для скоростной окончательной обработки сталей
и чугунов. Из-за хрупкости и низкой ударной вязкости широкого
промышленного распространения минералокерамика не получила.
179
180.
Производя попытки повысить прочность и уменьшить хрупкостьминералокерамики легированием некоторыми тугоплавкими
металлами, учёные получили новую подгруппу
металломинеральных инструментальных материалов, названных
керметами. Поиски более совершенных композиций керметов
продолжаются до сих пор, но пока их свойства не позволяют
широко применять их как инструментальный материал.
В 50-х годах была разработана технология производства в
промышленных масштабах синтетических алмазов. Алмазные
шлифовальные круги нашли широкое применение для
производительной и качественной заточки твёрдосплавных
инструментов, а так же изделий из минералов и
полупроводниковых материалов. Резцы, оснащённые алмазом,
используются для обработки твёрдых, термообработанных
металлов, минералов, заготовок из алюминевых сплавов с
повышенными требованиями к качеству обработанной
поверхности. Алмазными инденторами специальных форм
180
выполняют скоростное выглаживание поверхностей.
181.
В 60-х годах была разработана оригинальная технологияизготовления синтетического минерального материала из
соединения азота и бора, получившего название эльбор.
Шлифовальные круги из эльбора обладают повышенными
режущими свойствами и предпочтительны для шлифования
изделий из высоколегированных термообработанных сталей,
например режущих, измерительных инструментов. Резцы,
оснащённые лезвиями из эльбора, применяются для скоростного
чистового точения чугунов, для обработки высоколегированных
сталей и минералов.
Для получения высокого качества обработанных поверхностей
резцами с лезвиями из синтетических алмазов и эльбора, станки
должны иметь высокую жёсткость и виброустойчивость.
181
182. ТВЕРДЫЕ СПЛАВЫ
Твердые сплавы являются основным инструментальным материалом,обеспечивающим высокопроизводительную обработку резанием.
Общее количество твердого сплава не превышает 25 % применяемых
инструментальных материалов, но твердосплавными инструментами
снимается около 65 % материалов в стружку. Твердосплавные инструменты
производительнее быстрорежущих в 3-4 (и более) раз.
Классификация твердых сплавов по составу. Стандартные твердые сплавы
состоят из тугоплавких соединений (карбидов вольфрама, титана и тантала) и
связующей фазы (кобальт) и подразделяются на три группы:
однокарбидные (вольфрамовые, группа ВК, (WC + Co));
двухкарбидные (вольфрамо-титановые, группа ТК, (WC + TiC + Co));
трёхкарбидные (вольфрамо-титано-танталовые, группа ТТК, (WC + TiC + TaC +
Co)).
Обозначение твердых сплавов включает буквы, характеризующие
карбидообразующие элементы (В-вольфрам, Т-титан, вторая буква Ттантал) и связку (К-кобальт). Цифра после буквы К обозначает массовую
долю связки в процентах.
182
183.
Массовая доля карбидообразующих элементов в однокарбидныхсплавах, содержащих только карбид вольфрама, определяется
разностью между 100% и массовой долей связки.
Например, сплав ВК4 содержит 4% кобальта и 96% WC.
В двухкарбидных WC+TiC сплавах цифра после буквы
карбидообразующего элемента обозначает массовую долю
карбида этого элемента (TiC), а массовая доля карбида второго
элемента (WC) определяется разницей между 100% и массовыми
долями связки и карбида первого элемента (например, сплав
Т5К10 содержит 5% ТiС, 10% Со и 85% WC).
В трехкарбидных WC+ТiС+ТаС сплавах цифра после букв ТТ
означает массовую долю карбидов титана и тантала. Массовая
доля карбида вольфрама определяется разницей между 100% и
массовыми долями связки и карбидов TiC и ТаС. Например, сплав
ТТ7К12 содержит 12% Со, 7% карбидов титана и тантала (TiC+TaC)
183
и 81% WC.
184. Вольфрамо-кобальтовые твердые сплавы
Вольфрамо-кобальтовые сплавы (ВК) состоят из карбида вольфрама икобальта. Марки сплавов этой группы различаются по содержанию в них
кобальта, размерами зерен карбида вольфрама (WC) и технологией
изготовления. Для оснащения режущего инструмента применяются сплавы с
содержанием кобальта от 3% до 10% весовых (табл. ).
Таблица . Физико-механические характеристики вольфрамокобальтовых сплавов.
Марка
сплаваМ
и,
Состав
МПа
WC, %
Другие
соединения
Плотность
г/см3
HRA
не менее
Со, %
ВК3,
ВК3-М
97
97
3
3
1176
1176
15-15,3
89,5
91
ВК6,
ВК6-М
94
94
6
6
1519
1421
14,6-15
14,8 - 15,1
88,5
90
ВК6-ОМ
92
6
1274
14б7 -15
90,5
ВК8
92
8
1666
14,4-14,8
87,5
10
1600
14,3-14,8
89
ВК10-ХОМ 88
Ta
Cr2C3
184
185.
При увеличении в сплавах содержания кобальта врассматриваемом диапазоне предел прочности при поперечном
изгибе и эксплуатационная прочность при резании возрастают, в
то время как твердость и износостойкость уменьшаются.
Сплав ВК3 с минимальным содержанием кобальта, как наиболее
износостойкий, но наименее прочный, рекомендуют для
чистовой обработки с максимально допустимой скоростью
резания, а сплав ВК8 - для черновой обработки с пониженной
скоростью резания и увеличенным сечением среза в условиях
ударных нагрузок.
Вольфрамокобальтовые сплавы рекомендуются
преимущественно для обработки материалов, дающих
дискретные типы стружек (элементная, стружка надлома): чугуны,
цветные материалы, стеклопластики, фарфор и
труднообрабатываемые материалы (коррозионностойкие,
высокопрочные стали, Сплав ВК10-ХОМ – для обработки
жаропрочных сплавов на основе никеля ).
185
186.
При одинаковом содержании кобальта физико-механические и режущиесвойства в значительной мере определяются зернистостью карбидной фазы,
главным образом, средним размером зерен карбида вольфрама.
Разработанные технологические приемы позволяют получить твердые сплавы,
в которых средний размер зерен карбидной составляющей может изменяться
от долей микрона до 10-15 мкм.
С увеличением размера зерен карбидо-вольфрамовой фазы твердость, модуль
упругости, сопротивление абразивному изнашиванию и стойкости при резании
чугуна уменьшаются, а предел прочности при изгибе растет.
Эту закономерность широко используют для создания сплавов различного
назначения с требуемыми свойствами.
Первыми такими сплавами, выпущенными промышленностью были
мелкозернистые сплавы марок ВК3-М и ВК6-М, показавшие хорошие
результаты при чистовой обработке твердых чугунов, закаленных сталей, а
также коррозионностойких сталей и некоторых других марок
труднообрабатываемых материалов.
Затем была разработана гамма сплавов с весьма мелкозернистой структурой
(основная масса зерен карбида вольфрама размером менее 1 мкм) и с
содержанием кобальта 6 и 10%.
186
187.
Сплавы содержат также наибольшие добавки карбида тантала(около 2%) и ванадия (0,1%), которые, главным образом,
препятствуют росту зерен карбида вольфрама при спекании.
Сплав ВК6-ОМ дает хорошие результаты при тонком точении и
растачивании некоторых марок жаропрочных и
коррозионностойких сталей и сплавов, чугунов высокой
твердости, в том числе и ковких, закаленных сталей и
алюминиевых сплавов. Особенно эффективен сплав ВК6-ОМ при
обработке вольфрама и молибдена, а также при развертывании и
шабрении заготовок из стали и чугуна.
Дальнейшим развитием и совершенствованием сплавов этого
направления являются сплавы, в которых карбид тантала
заменен карбидом хрома. Установлено, что карбид хрома
тормозит рост зерен карбида вольфрама при спекании и
способствует получению сплавов с весьма мелкозернистой
структурой и высокой износостойкостью, а также увеличивает
187
твердость и прочность сплавов при повышенных температурах.
188.
Сплав ВК10-ХОМ предназначен для обработки некоторых мароккоррозионностойких сталей, титановых и никелевых сплавов, и особенно
сплавов вольфрама и молибдена. Благодаря особо мелкозернистой, плотной
структуре сплавов можно затачивать и доводить инструменты с
наименьшими радиусами округления режущих кромок, что, в свою очередь,
обеспечивает получение более малой высоты микронеровностей
обработанной поверхности и размерной точности.
Еще одно направление совершенствования сплавов для резания
конструкционных сталей, чугунов и труднообрабатываемых материалов
связано с совершенствованием связки.
Примером такого совершенствования сплава является разработка сплава
ВРК15 (ТУ 48-19-462-89) с жаропрочной кобальт-рениевой связующей фазой
для черновой и получистовой обработки. Сплав отличается высокой
прочностью при повышенных температурах, низкой адгезией с
обрабатываемым материалом и относительно высокой износостойкостью.
Применение инструментов, оснащенных сплавом ВРК15, позволяет повысить
производительность обработки резанием за счет увеличения скорости
резания или сечения среза.
188
189.
Наряду с содержанием кобальта и зернистостью фазы WC,большое влияние на режущие свойства сплавов WC-Co
оказывает содержание углерода в сплаве. Это связано с тем, что
содержание углерода в пределах двухфазовой области WC-Co не
влияет на фазовый состав сплава, но оказывает заметное
влияние на состав связующей (кобальтовой) фазы. Последнее
обусловлено изменением растворимости вольфрама в кобальте.
Изменение состава кобальтовой фазы оказывает сильное
влияние и на изменение свойств сплава в целом. Кроме того,
наличие в сплаве избытка углерода в виде графита приводит к
снижению износостойкости сплава, а недостаток углерода
вызывает образование -фазы (W3Co3C), которая повышает
износостойкость, но снижает прочность сплава. Таким образом,
при одинаковом содержании кобальта малоуглеродистые
сплавы более износостойки, но менее прочны, чем
высокоуглеродистые. С ростом в сплаве содержание кобальта
189
увеличивается и влияние углерода на свойства сплава.
190. Титановольфрамовые твердые сплавы
Титановольфрамовые сплавы (ТК) выпускают главным образомдля оснащения инструментов при обработке резанием сталей,
дающих сливную стружку.
По сравнению со сплавами ВК они обладают большей стойкостью
против окисления, твердостью и теплостойкостью
(теплостойкость сплавов ТК~900оС, сплавов ВК~800оС), в то же
время меньшую теплопроводность и электропроводность, а
также меньший модуль упругости.
Повышенная способность титановольфрамовых сплавов
сопротивляться адгезионно-усталостному изнашиванию
объясняется тем, что температурный порог их схватывания со
сталью существенно выше, чем у сплавов WC-Co.
Титановольфрамовые сплавы позволяют применять более
высокие скорости резания при обработке стали и существенно
повысить стойкость инструмента.
190
191.
Сплавы группы ТК стандартных марок имеют различный состав в зависимости отусловий их применения. Содержание карбида титана колеблется в пределах 530%, кобальта от 4 до 10% (табл. ).
Таблица . Физико-химические характеристики титано-вольфрамо-кобальтовых
сплавов (ГОСТ 3882-74)
Марка
сплаваМ
и,
Состав
МПа
Плотность
г/см3
HRA
не менее
WC, %
TiC, %
Со, %
Т30К4
66
30
4
980
9,5-9,8
92
Т15К6
79
15
6
1176
11,1-11,6
90
Т14К8
78
14
8
1274
11,2-11,6
89,5
Т5К10
85
6
9
1421
12,4-13,1
88,5
191
192.
Так же, как и у сплавов WC-Co, предел прочности при изгибе исжатии, а также ударная вязкость у сплавов ТК увеличивается с
ростом содержания кобальта.
С увеличением содержания углерода в пределах трехфазовой
области прочность при изгибе растет, а твердость и
износостойкость снижаются.
Наличие структурно свободного углерода приводит
одновременно к снижению прочности, твердости и
износостойкости при резании.
Присутствие в сплаве -фазы снижает предел прочности при
изгибе, но повышает твердость и износостойкость при резании.
У сплавов с одинаковым содержанием кобальта и одинаковым
размером карбидных фаз предел прочности при изгибе и сжатии,
ударная вязкость, пластическая деформация и модуль упругости
уменьшается при увеличении содержания карбида титана.
192
193.
В соответствии с приведенными закономерностями меняются ирежущие свойства сплавов: увеличение содержания кобальта
приводит к снижению износостойкости сплавов при резании, а с
ростом содержания карбида титана (при постоянном объемном
содержании кобальта) повышается износостойкость, но
одновременно снижается эксплуатационная прочность.
Поэтому такие марки сплавов, как Т3ОК4 и Т15К6, обладающие
максимальным запасом пластической прочности, применяются в
условиях чистовой и получистовой обработки стали с высокой
скоростью резания, малыми или умеренными нагрузками на
инструмент.
Сплавы Т5К10, Т5К12 с наибольшим содержанием кобальта и
запасом хрупкой прочности предназначены для работы в тяжелых
условиях ударных нагрузок с пониженной скоростью резания.
193
194. Титано-тантало-вольфрамовые твердые сплавы
Промышленные титано-тантало-вольфрамовые твердые сплавы(сплавы ТТК) состоят из трех основных фаз: твердого раствора (Ti,
W, Ta)С, карбида вольфрама и твердого раствора на основе
кобальта.
Введение в сплавы карбида тантала улучшает их физикомеханические и эксплуатационные свойства, что выражается в
увеличении прочности при изгибе и твердости при комнатной и
повышенной температурах, увеличении работы деформации при
повышенных температурах. Карбид тантала в сплавах снижает
ползучесть, существенно повышает предел усталости трехфазных
сплавов при циклическом нагружении, а также повышает
термостойкость и стойкость против окисления на воздухе.
Отечественный стандарт (ГОСТ 3882-74) включает следующие
марки сплавов этой группы – ТТ8К6, ТТ10К8Б, ТТ7К12, ТТ20К9, в
которых содержание карбида тантала колеблется от 2 до 12%
194
(табл. ).
195. Таблица 9. Состав и характеристики физико-механических свойств титано-тантало-вольфрамовых марок твердых сплавов для
резания(ГОСТ 3882-74)Марка
сплаваМ
и,
Состав
МПа
Плотность
г/см3
HRA
не менее
WC, %
TiC, %
ТаС, %
Со, %
ТТ7К12
81
4
3
12
1666
13-13,8
87
ТТ8К6
84
8
2
6
1323
12,8-13,3
90,5
ТТ10К8-Б 82
3
7
8
1617
13,5-13,8
89
ТТ20К9
9,4
14,1
9,5
1470
12-13
91
67
195
196.
Исследование режущих свойств сплавов ТТК показало, чтоувеличение в сплаве содержания карбида тантала повышает его
износостойкость при резании, особенно за счет меньшей
склонности к лункообразованию и разрушению под действием
термоциклических и усталостных нагрузок
С учетом отмеченных свойств, сплавы ТТК рекомендуют для
тяжелой обработки, резания труднообрабатываемых материалов
при значительном термомеханическом нагружении инструмента,
а также операций прерывистого резания, особенно фрезерования,
отличающихся переменным сечением среза и циклическими
термомеханическими нагрузками на режущую часть инструмента.
Наибольшей хрупкой прочностью среди сплавов группы ТТК
обладает сплав ТТ7К12, который рекомендуют для обработки
стали в особо неблагоприятных условиях (прерывистое точение,
строгание, черновое фрезерование). Применение инструмента из
сплава ТТ7К12 взамен быстрорежущего инструмента позволяет
повысить скорость резания в 1,5-2,0 раза.
196
197.
Для операций фрезерования рекомендуется сплав марки ТТ20К9(для обработки стали).
Для чистового и получистового точения, растачивания и
фрезерования серого и ковкого чугуна, цветных металлов,
непрерывного точения высокопрочных, коррозионностойких
сталей, в том числе и термообработанных, а также титановых
сплавов, предназначен сплав ТТ8К6.
Черновое, получерновое точение и фрезерование
высоколегированных, нержавеющих и жаропрочных сталей и
некоторых сплавов успешно осуществляется инструментом из
сплава марки ТТ10К8-Б.
К группе танталсодержащих сплавов следует отнести и так
называемые сплавы МС, выпуск которых освоен по лицензии,
закупленной у фирмы “Sandvik Coromant” (Швеция) (табл. ).
197
198.
Таблица. Основные свойства сплавов группы “МС” (ТУ 48-19-308-80)Марка
сплава
СплавАналог
(ГОСТ3882-74)
и,
МС111
Т15К6
МС121
Плотность
г/см3
Твердость
HV30
1150
10,22-10,38
1525-1675
Т14К8
1200
11,60-11,79
1475-1625
МС131
Т5К10
1400
11,35-11,51
1430-1570
МС137
Т14К8, ТТ20К9
1400
11,68-11,85
1485-1635
МС146
ТТ7К12
1800
13,04-14,60
1320-1460
МС211
ВК6-М
1500
14,70-14,86
1590-1680
МС221
ТТ10К8Б
1400
13,81-13,97
1530-1630
МС241
ВК8
2000
14,15-14,25
1175-1295
МС301
ВК3-М
1150
14,95-15,11
1760-1940
МС306
ВК6-ОМ
1250
14,74-14,94
1665-1835
МС312
ВК6-М
1300
12,79-12,95
1700-1940
МС318
ВК6, Т8К7
1500
12,80-12,96
1575-1725
МС321
ВК6
1350
14,64-14,86
1450-1600
МС313
ВК6-М
1300
МПа
14,74-14,94
1505-1655
198
199.
Сплавы марок МС101, МС111, МС121, МС131 и МС146предназначены для обработки стали и стального литья в
различных условиях,
сплавы МС211, МС221 и МС241 – для резания
труднообрабатываемых материалов,
сплавы марок МС301, МС306, МС312, МС313 и МС321 – для
обработки чугуна и цветных металлов.
Сплавы марки МС137 и МС318 предназначены для фрезерования
стали и чугуна.
Исследования режущих свойств сплавов МС показали их высокую
надежность по сравнению со стандартными сплавами, что связано
с повышенной стабильностью их физико-механических
характеристик.
Более высокая стоимость (на 40-60%) сплавов МС по сравнению со
стандартными сплавами вполне оправдана высокой
стабильностью режущих свойств и эксплуатационной надежностью
инструмента, оснащенного пластинами МС.
199
200. Безвольфрамовые твердые сплавы
В связи с высокой дефицитностью основных компонентныхсоставляющих твердого сплава и, прежде всего, W и Со, в
развитых странах мира и СНГ развернуты широкие изыскания по
разработке экономно-легированных твердых сплавов обычно не
содержащих или содержащих в небольших количествах
вольфрама, такие сплавы получили наименование
безвольфрамовые (БВТС ).
Перспективным направлением разработки безвольфрамовых
твёрдых сплавов оказалось создание сплавов на основе карбидов
или карбидонитрпидов титана с никель-молибденовой связкой.
Безвольфрамовые сплавы отличаются высокой твердостью,
окалиностойкостью, имеют низкий коэффициент трения стали и пониженную
склонность к адгезионному взаимодействию, что уменьшает износ
инструмента, особенно по передней поверхности, позволяет получить при
обработке сталей низкую шероховатость обработанной поверхности и высокую
размерную точность.
200
201.
Вместе с тем, безвольфрамовые твёрдые сплавы в сравнении состандартными вольфрамосодержащими сплавами имеют более
низкий модуль упругости, меньшую теплопроводность и ударную
вязкость, поэтому они хуже сопротивляются ударным и тепловым
нагрузкам, упругим и пластическим деформациям, имеют
пониженную жаропрочность, более интенсивно разупрочняются
при повышенных температурах.
Указанные свойства определяют и области рационального
применения безвольфрамовых твёрдых сплавов при обработке
материалов резанием.
Безвольфрамовые твёрдые сплавы рекомендуется использовать,
главным образом, для чистовой и получистовой обработки
(точение, фрезерование) углеродистых и легированных сталей с
высокой скоростью резания и относительно небольшим сечением
среза взамен титановольфрамовых сплавов.
201
202.
Физико-механические характеристики некоторых марок БВТС представлены в таблицеМарка
сплава
ТН20
КНТ16
и,
Состав
МПа
Плотность
г/см3
TiC, %
TiCN, %
Ni, %
Mо, %
79
-
15
6
1050
5,5-6
74
19,5
6,5
1200
5,5-6
Эффективно применение безвольфрамовых твёрдых сплавов,
главным образом, в виде сменных многогранных пластин, так как
при напайке и заточке из-за низкой теплопроводности возможно
появление внутренних напряжений и, как следствие, трещин на
пластинах, а также снижение их эксплуатационной стойкости.
202
203.
С учетом относительно низких значений теплостойкости ипластической прочности БВТС проведены исследовательские
работы по совершенствованию их свойств за счет упрочнения
связки или карбидонитридной фазы.
Результатом таких разработок стало появление новых марок БВТС с
улучшенными свойствами по хрупкой и пластической прочности.
Примером совершенствования БВТС могут служить сплавы ЛЦК20,
карбидонитридная фаза которых легирована цирконием, сплавы
ТВ4, ЦТУ и НТН30, связки которых имеют заметно высокую
прочность и теплостойкость за счет легирования, соответственно,
карбидом вольфрама, вольфрамом и карбидами титана и ниобия.
Новая группа сплавов этого типа имеет повышенную
эксплуатационную надежность и расширенную область
применения. В частности, сплавы ТВ4, НТН30 рекомендуют для
черновой обработки стали при фрезеровании и точении.
203
204.
Эффективность применения безвольфрамовых твёрдых сплавовзависит от правильности подготовки инструмента, выбора
режимов резания и условий обработки, включая обрабатываемый
материал. Например, стандартный БВТС марок ТН-20, КНТ-16 не
рекомендуется при обработке труднообрабатываемых
материалов, твердых чугунов и закаленных сталей.
Опыт внедрения существующих безвольфрамовых твёрдых
сплавов и прогнозируемое расширение их применения в связи с
появлением новых более совершенных марок показывает, что
при выпуске требуемой номенклатуры изделий и обеспечении
стабильного уровня качественных показателей, около 25-30%
объема выпуска вольфрамосодержащих сплавов для обработки
стали может быть заменено на безвольфрамовые.
204
205. Области применения твердых сплавов
При анализе областей применения марок твердых сплавов,обладающих различными свойствами, обычно используют
рекомендации международной организации стандартов (ISO),
которые предусматривают использование сплавов с учетом
уровня основных свойств каждой марки (ГОСТ 3882-74) в
зависимости от условия обработки (t, S, V, характер операции,
обрабатываемый материал, тип формируемой стружки и т.п.).
В соответствии с этими рекомендациями твердые сплавы
классифицируют на три основные группы резания Р, М, К,
которые, в свою очередь, делятся на подгруппы применения в
зависимости от условий обработки (табл. ).
205
206. Таблица. Классификация современных твердых сплавов по стандарту ИСО 513
Основные группырезания
Обозначение
1
Р
Цвет
маркировки
2
Синий
Группы применения
Обознач Обрабатываемый
ение
материал и тип
стружки
Вид обработки и условия
применения
3
4
5
Р01
Сталь, стальное литье,
сливная стружка
Чистовое точение,
растачивание,
развертывание,
высокоточное резание без
вибраций
Р10
Р20
Сталь, стальное литье,
ковкий чугун, цветные
металлы, сливная
стружка
Марка
твердого
сплава по
ГОСТ 3882-74
6
Т30К4
МС101
ТН20
Точение, нарезание резьбы,
фрезерование,
рассверливание,
растачивание
Т15К6, МС111
КНТ16, ЦТУ
Точение, фрезерование
Т14К8, МС121
КНТ16, ЦТУ
КТН30
206
207.
12
3
4
Р25
Сталь
нелегированная,
низко- и
среднелегированная
Р30
Р40
Р50
5
6
ТТ20К9
Фрезерование в т.ч.
МС137
глубоких пазов,
ТВ4
обработка при
предъявлении
требований к
повышенной
сопротивляемости сплава
тепловым и
механическим нагрузкам
Черновое точение,
фрезерование и
строгание
Т5К10
МС131
ТВ4
Сталь, стальное
Для работ в
ТТ7К12
литье с
неблагоприятных и особо МС146
включениями песка
неблагоприятных
и раковинами
условиях*
207
208.
Обозначение1
М
Цвет
маркировки
2
Желтый
Обознач Обрабатываемый
ение
материал и тип стружки
3
М05
М10
Вид обработки и
условия
применения
Марка
твердого
сплава по
ГОСТ 3882-74
4
5
6
Сталь, стальное литье,
высоко-легированные
аустенитные, жаропрочные
труднообрабатываемые стали
и сплавы, серый, ковкий и
легированный чугуны
Точение,
развертывание
ВК6-ОМ
ВК6-М
ТТ8К6
ВК6-ОМ
ВК6-ВС
ТТ10К8-Б
МС221
М20
Стальное литье, аустенитные,
марганцовистые,
жаропрочные,
труднообрабатываемые стали
и сплавы
М30
Сплавы, серый и ковкий
Точение,
чугуны, дающие как сливную, фрезерование,
так и стружку надлома
строгание. Условия
резания
неблагоприятные*
ВК10-ОМ
ВК10-ХОМ
ВРК15
ВК8
М40
Низкоуглеродистая сталь с
низкой прочностью,
автоматная сталь и другие
материалы, дающие как
ТТ7К12
МС146
Точение,
фрезерование
Точение, фасонное
точение, отрезка,
преимущественно
208
209.
ОбозначениеЦвет маркировки
1
2
К
Обознач Обрабатываемый материал
ение
и тип стружки
3
4
Вид обработки и
условия
применения
Марка
твердого
сплава по
ГОСТ 3882-74
5
6
К01
Серый чугун высокой твердости,
алюминиевые сплавы с большим
содержанием кремния.
Закаленная сталь, абразивные
пластмассы, керамика, дающие
стружку надлома
ВК3
Чистовое
ВК3-М
точение,
растачивание, МС301
фрезерование и
шабрение
К05
Легированные и отбеленные
чугуны, закаленные стали,
нержавеющие высокопрочные и
жаропрочные стали и сплавы,
дающие стружку надлома
Чистовое и
получистовое
точение,
растачивание,
развертывание,
нарезание резьбы
ВК6-ОМ
ТТ8К6
МС306
К10
Серый и ковкий чугуны
преимущественно повышенной
твердости, закаленная
сталь, алюминиевые и медные
сплавы, пластмассы, стекло,
керамика, дающие стружку
надлома
Точение,
растачивание,
фрезерование,
сверление
Т8К6, ВК6-М
ВК6-ОМ
МС312
Красный
209
210.
ОбозначениеЦвет маркировки
1
2
Обознач Обрабатываемый материал
ение
и тип стружки
3
4
Вид обработки и
условия
применения
Марка
твердого
сплава по
ГОСТ 3882-74
5
6
К20
Серый чугун, цветные
металлы, сильно
абразивная прессованная
древесина, пластмассы
Точение,
фрезерование,
строгание,
сверление
МС313
ВК6
МС321
ЦТУ
К30
Серый чугун низкой
твердости и прочности,
сталь низкой прочности,
древесина, цветные
металлы, пластмассы
Точение,
фрезерование,
строгание,
сверление.
Работа в
неблагоприятн
ых условиях*
ВК8
ВК10-ХОМ
МС321
К40
Цветные металлы,
Точение,
древесина, пластмассы, фрезерование,
дающие стружку надлома строгание
ВК8
МС347
210
211.
*Неблагоприятными и особо неблагоприятными называют условия обработкис переменной глубиной резания, прерывистой подачей, ударами, вибрациями,
наличием литейной корки и абразивных включений в обрабатываемом
материале.
Чем больше индекс подгруппы применения, тем ниже износостойкость твердого
сплава и допускаемая скорость резания, но выше прочность (ударная вязкость) и
допустимая подача и глубина резания .
Таким образом, малые индексы соответствуют чистовым операциям, когда от
твердых сплавов требуется высокая износостойкость и малая прочность, а
большие индексы – соответствуют черновым операциям, т.е. когда твердый сплав
должен обладать высокой прочностью.
В связи с этим каждая марка имеет свою предпочтительную область применения,
в которой она обеспечивает максимальные работоспособность сплава и
производительность процесса обработки.
Границы подгруппы применения определяются ориентировочно и неоднозначно.
Поэтому ряд марок твердых сплавов могут хорошо работать в двух-трех
подгруппах применения (например, сплав Т15К6 – Р10, Р15, Р20) или даже в
различных группах применения (например, сплав ВК8 – К30, К40, М30).
211
212. Основные тенденции совершенствования твердых сплавов.
В настоящее время номенклатура твердых сплавов, выпускаемыхпромышленностью РФ, существенно изменилась, заметно
повысилось качество сплавов.
Это связано с использованием производителями более
совершенного производственного и контрольного оборудования,
а также более качественных технологий.
В частности, сказанное относится к Московскому комбинату
твердых сплавов (МКТС), который производит твердые сплавы по
технологии и с использованием оборудования и сырья шведской
фирмы “Sandvik Coromant”, заводу “Победит” (г.Владикавказ),
выпускающего твердые сплавы серии ВП, а также к опытному
производству ВНИИТС.
С учетом перехода РФ на рыночную экономику и интеграции ее
промышленности с промышленностью развитых стран Запада,
целесообразно рассмотреть основные тенденции
совершенствования современных марок твердых сплавов.
212
213.
Совершенствование вольфрама-кобальтовых твердых сплавов (WC-Co)связано с:
-разработкой сплавов особомелкозернистой ( ??1 мкм) и ультрамелкозернистой
структуры (??0,1-0,5 мкм);
-созданием сплавов со связками повышенной прочности и теплостойкости;
- применением новых технологий производства сплавов на основе
использования субмелкозернистого исходного зерна, совмещения процессов
синтеза и горячего статического прессования;
- введения дополнительной операции доуплотнения структуры сплавов на
специальных установках газостатического прессования (процесс ГИП).
Использование твердых сплавов ультра- и особомелкозернистой
структуры позволяет получить радиус округления режущих кромок инструмента в
пределах 5-10 мкм, что соответствует радиусу округления для инструмента из
углеродистой и быстрорежущей сталей. кроме того, такие сплавы имеют более
высокую однородность зерен по объему, что делает ультра- и
особомелкозернистые сплавы наиболее пригодными для изготовления
мелкоразмерного цельнотвердосплавного инструмента (сверла, концевые фрезы,
резьбонарезной инструмент и т.д.).
213
214.
В настоящее время западные производители режущего инструментарекомендуют использовать инструмент из ультра- и особомелкозернистых
сплавов для обработки высокопрочных чугунов, закаленных сталей, сплавов на
основе никеля, титана и молибдена, высококремниевых алюминиевых сплавов,
стекло-, угле-, боропластиков.
В частности, пластины из сплава ТНМ, имеющего средний размер зерна около 0,6
мкм, фирма Krupp Widia (ФРГ) рекомендует для обработки высокотвердых сталей
(НRC 55), а также для обработки высококремниевого алюминиевого сплава.
Фирма Sandvik Coromant (Швеция) рекомендует пластины из сплава Н10F (М20М30) для фрезерования жаропрочных сплавов, а фирма Kennametal-Hertel (СШАФРГ) рекомендует мелкозернистый сплав К313 для резания
труднообрабатываемых материалов, применяемых в аэрокосмической
промышленности.
Следует отменить, что сплав К313 обладает уникальной прочностью при изгибе
и=3,2 ГПа, что достигается использованием технологии дополнительного
горячего изостатического прессования (ГИП). Сплав К313, кроме того, обладает
высокой сопротивляемостью термопластическому деформированию при
повышенных температурах.
214
215.
Надежность твердосплавного инструмента, особенно инструментаприменяемого в автоматизированном производстве, зависит не
только от средних значений прочности, но и от стабильности его
прочностных свойств. Поэтому разработаны технологии,
направленные на повышение однородности свойств сплавов.
Примером такой тенденции может служить создание
особомелкозернистого сплава А-1, разработанного фирмой
Sumitomo (Япония). Этот сплав имеет не только строго
фиксированный размер зерна (0,5-0,8 мкм), но и высокую
однородность распределения связки по объему материала.
Пластины из сплава А-1 фирма рекомендует для чернового точения
и фрезерования, так как такой инструмент обладает высокой
сопротивляемостью хрупкому разрушению режущих кромок и
высокой прочностью удержания карбидного зерна в сплаве, что
предопределяет высокую износостойкость сплава в условиях
прерывистого резания. В частности, при чистовой обработке
высоколегированной стали 16МпСг5Е с твердостью НRСэ 62
применение торцовых фрез, оснащенных сплавом А-1, позволило
215
216.
Для производства цельно-твердосплавных сверл и концевых фрездиаметром 0,1-0,8 мм для обработки отверстий в печатных
фольгированных платах фирма Sumitomo (Япония) разработала
несколько марок мелко- и особо мелкозернистых сплавов,
обладающих высокими показателями по прочности при изгибе и
кручении и однородностью размера зерна. В частности, твердый
сплав АF-1 с размером зерен 0,5-0,15 мкм и содержанием кобальта
12% по объему, имеющий твердость НRА 93 и прочность при изгибе
и=5,0 ГПа, был использован для изготовления сверл диаметром 0,1
мм. Необходимо отметить, что при производстве сверл такого
диаметра малейшие дефекты сплава и, в частности,
неравномерность размера зерна WC по объему, приводит к
неизбежной поломке сверла при эксплуатации. При обработке
отверстий диаметром 0,1-0,3 мм в фольгированных пластинах
сверла из сплава А-1 имели стойкость, существенно превышающую
стойкость сверл из быстрорежущей стали.
216
217.
Аналогичные цельнотвердосплавные сверла фирмы Kennametal-Hertel позволилидо 3 раз повысить подачу при сверлении в сплошном материале по сравнению с
подачей для быстрорежущих сверл при одновременном увеличении скорости
резания до 80-120 м/мин.
Большое внимание уделяют совершенствованию связки твердого сплава, которая
является слабым технологическим звеном сплава.
В частности, как было показано выше, на свойства связки сильно влияет
содержание углерода, которое усиливается по мере роста содержания в сплаве
кобальта.
Легирование связующей фазы рением (Re) повышает ее прочность,
сопротивляемость высокотемпературной ползучести и, кроме того,
предотвращает формирование хрупкой -фазы. Следует отметить, что появление
жидкой фазы твердого раствора Co-Re происходит при температуре выше на 100300 оС, чем у твердого раствора Co-W-C, при этом твердость сплава с (Co-Re)связкой на 200-300 HV выше. Это является главной причиной повышения
стойкости инструмента, оснащенного сплавом с (Co-Re)-связкой, которая в 3-5
раза превышает стойкость инструмента, оснащенного твердым сплавом со
стандартной кобальтовой связкой.
217
218.
Улучшение свойств твердого сплава отмечено при его легировании рутением (Ru).В частности, введение 0,4% (по массе) рутения в сплав (94% WC – 6% Со)
увеличивает его прочность при изгибе на 16% при сохранении твердости.
Это связано с тем, что рутений сдерживает рост карбидных зерен и улучшает их
смачиваемость, что, в свою очередь, приводит к росту прочности адгезионной
связи между WC и Co.
Сплавы с (Со-Ru)-связкой хорошо сопротивляются механическим ударам и
термической усталости.
Широкое применение сплавов с (Со-Re)- и (Со-Ru)-связками сдерживается
дефицитностью Re и Ru.
Поэтому в последнее время разработаны сплавы с новыми типами
экономнолегированных связок, в которых кобальт частично или полностью
заменен никелем, молибденом и железом.
В частности, все большее применение находят сплавы со связками Fe-Co, Fe-Ni,
Co-Ni, Fe-Co-Ni, Fe-Mo и др.
Заметное влияние на свойства особо- и мелкозернистых твердых сплавов
оказывает содержание кобальта.
В частности, рост содержания кобальта в сплаве позволяет увеличить предел
прочности при изгибе и ударную вязкость, теплопроводность, снизить
коэффициент термического расширения, твердость, модуль упругости и удельное
электрическое сопротивление.
218
219.
Снижение содержания кобальта (например, до 3,69% по объему) заметноснижает оптимальное значение температуры спекания (с 1400 до 1275оС), что, в
свою очередь, позволяет снизить тенденцию роста зерна при спекании и
увеличить износостойкость сплава.
Оптимальное сочетание свойств мелкозернистых сплавов обеспечивается при
содержании кобальта в пределах 6% по объему. Такие сплавы используют для
производства цельнотвердосплавных инструментов: сверл, зенкеров, концевых
фрез, метчиков и т.д.
Фирма Krupp-Widia (ФРГ) предлагает потребителям несколько новых марок
титано-тантало-вольфрамовых твердых сплавов для фрезерования.
Высокая эффективность сплава ТТМ-S обеспечивается сочетанием высокой
твердости (HV1500) и прочности при изгибе ( и=2,1 ГПа), поэтому пластины из
твердого сплава рекомендуют для чернового и чистового фрезерования сталей,
стального литья, легированного чугуна, высоколегированных жаропрочных
сталей (Р10-Р30, М20-М30) на скоростях резания до 140 м/мин, подачах до 0,34
мм/зуб; глубинах резания 4-10 мм.
219
220.
Японская фирма Mitsubishi разработала широкую гаммутитанотанталовольфрамовых сплавов различного назначения. В
частности, сплав UTi20T рекомендуется для оснащения
инструмента, который может быть использован при точении и
фрезеровании сталей, чугунов, труднообрабатываемых
материалов (Р25, К20, М20). Инструмент, оснащенный пластинами
из сплава STilOT, рекомендуется для чистого и копировального
точения, нарезания резьбы и канавок, а пластины из сплава HTi05T
– для тонкого точения и растачивания стальных заготовок.
Более прочные пластины HTilOT рекомендуют для точения
заготовок из труднообрабатываемых материалов.
Отмечается тенденция замены карбида тантала ТаС более
эффективными карбидами гафния HfC, ниобия NbC, хрома CrC,
ванадия VC. В частности, сплавы, легированные карбидами гафния,
имеют заметное преимущество по износостойкости при точении,
но уступают при фрезеровании сплавам, легированным ТаС.
220
221.
Это связано с ростом склонности к большому изменениюлинейных размеров и снижением теплопроводности для сплавов,
легированных HfC и NbC по сравнению с соответствующими
характеристиками сплавов, легированных ТаС. Например,
стойкость резцов, оснащенных пластинами S20C (Р20),
содержащими 63% WC, 17% TiC и 9% NbC, близка к стойкости
резцов, оснащенных пластинами S20S, содержащими 14% ТаС и
NbC и на 20% выше стойкости инструмента, оснащенного
пластинами S20, не содержащими карбиды гафния, ниобия и
тантала.
В табл. приведены основные марки твердых сплавов и области их
применения, сплавов, производимых в РФ по улучшенным
технологиям, а также по технологиям ряда западных фирм
(Kennametal-Hertel, Sandvik Coromant и др.)
221
222. Таблица . Марки сплавов, производимых и применяемых в РФ по улучшенным технологиям, а также по технологиям ряда западных фирм
(Kennametal-Hertel, Sandvik Coromant и дрСплавы для точения
ВНИИТС
Искар
СадвикМКТС
Завод
«Победит»
применен Дополни
ие
т
ВТ100
IC80Т
РТ10
Р01
Р05
ВТ110, ВТ113,
ВТ2200*, ВТ2220*,
ВТ2222*
IC20N
СТ15*
Р10
Р20
ВТ120, ВТ1320*,
ВТ1322*
IC70,
IC805*,IC825*,
IC848*
СТ25*
СТ15*
ВП1255*
Р15
Р25
ВТ130, ВТ1320*,
ВТ1322*, ВТ1412*
IC635*
СТ25*
СТ35*
ВП1255*
ВП1325*
Р25
Р35
ВТ141, ВТ142,
ВТ1410*, ВТ1412*
IC54, IC635*,
IC656*
РТ40
CU45*
ВП1455*
Р40
222
223.
ВНИИТСИскар
СадвикМКТС
ВТ210
ВТ141, ВТ220, ВТ231,
ВТ2220*, ВТ1410
IS-8
ВТ231
Завод
«Победит»
ТК15
М05
М15
ТК20
СТ25*
М20
М30
РТ40
CU45*
М30
М40
К01
К05
К05
К15
К15
К25
К25
К35
ВТ301
ВТ310
ВТ320, ВТ322,
ВТ3200*, ВТ3205*,
ВТ3220*, ВТ3225*
ВТ231, ВТ332,
ВТ2310,ВТ2312
IC20, IC805*,
IC428*,
IC-220*
IC428*, IS-8,
IC-220*
IC28, IS-8,
IS-28
применен Дополни
ие
т
ТК10
ТК15
СК15*
ТК20
СК20*
ВП3115*
ВП3325*
223
224.
Сплавы для фрезерованияВНИИТС
Искар
СадвикМКТС
ВТ113
ВТ120
ВМ125, ВМ126,
ВМ2206*
Завод
«Победит»
применен Дополни
ие
т
Р10
СМ25*
РМ30
СМ25*
ВТ130
Р20
Р15
Р30
Р25
Р35
ВТ141,ВТ142,
ВМ416*, ВМ417*
РТ40
CU45*
Р30
Р40
ВТ141, ВТ220, ВТ231,
ВМ1416*, ВМ2206*,
ВМ2316*
ТК25
CU45*
М20
М30
ВТ142, ВТ231
CU45*
М30
М40
224
225.
ВНИИТСИскар
СадвикМКТС
ВТ310
Завод
«Победит»
применен Дополни
ие
т
К05
К15
ВМ315, ВТ321,
ВМ3156*,
ВМ3206*, ВМ3157*
ТК20
СА20*
К15
К25
ВТ231, ВМ2316*,
ВМ2317*
СА30*
К25
К35
*Сплавы с износостойким покрытием
Наиболее радикально совершенствуются БВТС. Необходимо
отметить, что если в странах СНГ выпуск БВТС составляет не более
1% от общего объема твердых сплавов, то в Западной Европе и
США используют 2-5% БВТС, а в Японии до 30-35%.
В мироной практике в настоящее время производят БВТС главным
образом на основе TiС, TiC-TiN с различными вариантами связок225
(табл. ).
226.
Таблица . Составы БВТС, применяемые в мировой практикеНа основе TiC
На основе TiC – TiN
TiCN – (W,Ti)C – Co
TiC – TiN – WC – Co
Ti(C,N) – Ni
TiC – TiN – Ni – Mo – W
Ti(C,N) – Ni – Mo
TiC – TiN – Ni – MoC
(Ti,Mo)CN – Ni – Mo
TiC – TiN – WC – MoC – Co
(Ti,Ta)CN – Ni – Fe – Mo
TiN – WC – Co
(Ti,W)CN – TaC – WC – Cotd>
-
TiCN – (W,Ti)C – Co
226
227.
Эффективность БВТС при резании в значительной степениопределяется составом и свойствами связки.
При производстве БВТС в качестве связки чаще всего используют
никель с добавками молибдена или кобальта (см. табл. 15), а для
ее упрочнения в состав связки вводят Fe, Cr, Al, W, Ti, Si и др.
Например, при легировании БВТС алюминием происходит
образование субмикроскопической фазы Ni(Ti,Al), выполняющей
роль своеобразного фазового упрочнителя. В результате
происходит упрочнение связки, растет твердость сплава без
снижения его прочности.
В мировой практике используют БВТС с содержанием связки в
пределах 5-25% (по весу).
227
228.
Фирма Sumitomo разработала серию БВТС, которые успешнозаменили вольфрамосодержащие твердые сплавы для операций
чистового и получистового точения сталей (Р01-Р20).
В частности, сплав Т12А (HV=1580, и=1,65 ГПа) применяется для
получистового точения и фрезерования конструкционных сталей
на ферритной основе с V=150-200 м/мин соответственно, а также
для точения и фрезерования нержавеющих сталей на скоростях
резания V=60-250 м/мин; V=60-120 м/мин.
Наиболее удачным в этой серии является сплав Т25А (HV=1520;
и=1.85 ГПа) предназначенный для получистового точения
конструкционных сталей (V=50-200 м/мин) и фрезерования
(V=120-180 м/мин, Sz=0,25 мм/зуб).
228
229.
Еще одно направление совершенствования БВТС связано свведением в их состав небольшого количества WC и ТаС с целью
повышения теплопроводности, снижения коэффициента
термического расширения, что заметно повышает
сопротивляемость БВТС разрушению в условиях
термоциклирования и значительно повышает износостойкость
сплава для тяжелых операций и, в частности, для чернового
фрезерования.
Например, фирма Toshiba Tungalloy (Япония) разработала гамму
БВТС (302, 308, 350, NS500) на основе TiC-TiN, легированных WC и
ТаС. Эти сплавы рекомендованы фирмой для оснащения
инструмента, предназначенного для получистового точения сталей
и чугунов, а также закаленных сталей и чугунов повышенной
прочности, нержавеющих аустенитных сталей (Р10-Р20, К05-К20,
М05-М10). Благодаря высокой сопротивляемости разрушению при
термоциклических нагрузках торцовые фрезы, оснащенные
пластинами NS540, могут быть использованы для фрезерования
229
стали твердостью НВ160 с V=170 м/мин; Sz=0,2 мм/зуб; t=2-3 мм,
230.
Фирма Adamas Carbide (США) рекомендуют пластины из БВТСмарок ADAMAX300 и ADAMAX400 для чистового, получистового и
чернового точения сталей (НRСэ 42-45) и чугунов на скоростях
резания до 220 м/мин, минутной подаче до 813 мм/мин и
глубиной резания до 15 мм.
Фирма Teledyne First Stering (США) рекомендует разработанные
БВТС на основе TiCN и (Ti,Mo)CN с никельмолибденовой связкой
(марка SD-3) для точения, растачивания, подрезки, нарезания
резьбы в сталях и чугунах, жаропрочных сталях, что
свидетельствует о широкой области применения сплава SD-3. В
частности. инструмент из сплава SD-3 достаточно эффективен при
резании с V=300-400 м/мин заготовок из стали твердостью до 50
НRCэ.
230
231.
Следует отметить, что БВТС, с их более высокой, чем у вольфрамосодержащихтвердых сплавов, теплостойкостью, меньшей склонностью к адгезии с
обрабатываемым материалом, вполне отвечают современной тенденции
обработки заготовок за одну установку при минимальном припуске, высоких
требованиях к точности и шероховатости обработанных поверхностей и
использовании высоких скоростей резания. Таким образом, инструмент,
оснащенный пластинами из БВТС, становится особенно эффективным при
обработке больших поверхностей с высокими требованиями по точности,
правильности геометрической формы, шероховатости обработанных
поверхностей. В частности, при тонком фрезеровании направляющих длиной до
600 мм и шириной до 40 мм из стали 58СМо фрезой, оснащенной пластинами из
БВТС марки Т60 с V=125 м/мин, Sz=0,15 мм/зуб; t=0,3 мм (критерием отказа
служил параметр шероховатости Ra=0,4 мкм), число обработанных деталей за
период стойкости фрезы составило 12 штук при шероховатости по всей
обработанной поверхности Ra=0,35 мкм. При использовании торцовых фрез,
оснащенных вольфрамосодержащим твердым сплавом, шероховатость
обработанной поверхности при аналогичных условиях обработки составила
Ra=2,1 мкм.
231
232.
В ряде случаев инструмент, оснащенный пластинами из БВТС,превосходит инструмент из твердых сплавов с износостойкими
покрытиями и керамики. В частности, инструмент, оснащенный
пластинами из БВТС марки SN80 фирмы «Feldmuhle» (ФРГ)
превосходит керамический инструмент при резании на
скоростях 350-500 м/мин в условиях повышенных требований к
прочности режущих кромок и качеству обработанной
поверхности.
232
233.
МинералокерамикаОсновой керамики является корунд — минерал кристаллического строения,
состоящий из оксида алюминия Аl2Оз.
Получают корунды из технического глинозема в электропечах при высокой
температуре, в связи с чем их принято называть электрокорундами.
Кристаллы электрокорунда имеют высокую природную теплостойкость.
Это качество электрокорунд передает и минералокерамике.
Кристаллы свободного от примесей электрокорунда имеют белый
цвет. Примеси химических элементов придают электрокорундам
различные цветовые оттенки.
Режущие инструменты, оснащенные минералокерамикой,
обладают высокой твердостью (HRA 92...94), теплостойкостью (до
1200° С), износостойкостью и неокисляемостью.
Минералокерамика превосходит по стойкости твердые сплавы, но
уступает им по механическим свойствам.
233
234.
Наибольшее распространение в настоящее время получилакерамика оксидная (белая), оксидно-карбидная (черная),
оксидно-нитридная.
Оксидная керамика содержит до 99% Аl2Оз.
Ее получают путем прессования тонко измельченных частиц Аl2Оз
с последующим горячим спеканием.
Из кристаллов электрокорунда, добавляя к ним стекло как связующее
вещество, изготовляют стандартные минералокерамические режущие
пластинки.
Белые минералокерамические пластинки выпускаются под маркой ЦМ332.
ЦМ-332 получают из тонкоизмельченного электрокорунда (с
размером зерна 1 -2 мкм). Низкая изгибная прочность (σи=0,3...0,4
ГПа) и термоциклическая усталость позволяют применять эту
керамику только на чистовых и получистовых операциях, при
наличии виброустойчивого оборудования.
Минералокерамика ЦМ332 имеет теплостойкость порядка 1500 °С.
Столь высокая теплостойкость позволяет обрабатывать металлы со
скоростями резания 300.. .600 м/мин.
234
235.
ВО-13, ВО-130Керамика оксидного типа, на основе оксида алюминия. ВО-130 является
аналогом керамики марки ВО-13, отличие заключается в технологии их
изготовления. Режущие пластины марки ВО-13 изготовляют холодным
прессованием с последующим спеканием, режущие пластины марки ВО-130 –
горячим прессованием. Недостаток пластин из керамики ВО-13, заключающийся
в относительно небольшой прочности, компенсируется высокой твердостью и
красностойкостью. Применяются при точении нетермообработанных сталей
(качественных конструкционных, улучшенных, конструкционных легированных),
с твердостьюHB 1600-3800 МПа, а также серых чугунов твердостью 1430-2890
МПа HB. При этом возможно использование высоких скоростей резания.
ВО-18, ВО-180
Керамика оксидного типа, на основе оксида алюминия Al2 O3 с добавками
других оксидов. Режущие пластины марки ВО-18 изготовляют холодным
прессованием с последующим спеканием, что позволяет создавать широкий
ассортимент типоразмеров пластин для соответствующих операций
металлообработки, режущие пластины марки ВО-180 – горячим прессованием.
Благодаря сохранению высокой твердости при повышенных температурах,
низкой склонности к диффузии металл – резец, рекомендуется применять этот
материал при высокоскоростной токарной обработке чугуна и стали в состоянии
поставки при чистовом точении без применения СОЖ.
235
236.
ОКСИДНО-КАРБИДНАЯ КЕРАМИКАВОК-200
Керамика оксидно-карбидного типа на основе Al2O3 и TiC, с
некоторыми легирующими добавками тугоплавких соединений.
Режущие пластины получают горячим прессованием.
По сравнению с оксидной керамикой, оксидно-карбидная
керамика обладает более высокой термостойкостью,
износостойкостью и твердостью.
Повышенные физико-механические свойства, за счет введения
тугоплавких соединений, позволяют успешно применять ее для
чистовой и получистовой обработки резанием углеродистых и
легированных сталей, цементированных и закаленных на твердость
HRC 30-50, а также ковких, высокопрочных, отбеленных чугунов.
Режущие свойства керамических пластин можно повысить
отжигом.
236
237.
СЛОИСТЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛВОКС-300
Композиционный материал, состоящий из высокопрочной
твердосплавной подложки и одного или нескольких слоев
керамического режущего материала. Данная конструкция позволяет
получить более высокую прочность на изгиб и более высокую
вязкость. Одновременно также повышается ударная прочность и
термостойкость.
Применяется для чистовой и получистовой токарной обработки
углеродистых, легированных, закаленных сталей и различных
чугунов.
Кроме этого ВОКС-300 можно применять при прерывистом
точении с ударами, возникающими от абразивных включений или
раковин, при получистовом и чистовом точении деталей с
неравномерным припуском, для нарезания резьбы и канавок в
деталях из закаленной стали.
237
238.
Оксидно-нитридная минералокерамика — инструментальныйматериал «кортинит" ОНТ-20, состоит из Аl2Оз - 70% и TiN до
30%.
Исходным материалом для получения оксидно-нитридной
керамики является глинозем ГЛМК по ТУ 48-5-200 - 79 и нитрид
титана по ТУ 88-021 - 82.
Такой керамический материал имеет высокую прочность на изгиб и
низкий коэффициент термического расширения , что выгодно
отличает его от ранее рассмотренных керамических материалов.
Это позволяет с успехом использовать нитридокремниевый
инструмент при черновом точении, получистовом фрезеровании
чугуна, чистовом точении сложнолегированных и
термообработанных (до НRС 60) сталей и сплавов.
Кортинит имеет мелкозернистую структуру и предназначен для
чистового и получистового точения и фрезерования сталей,
закаленных до HRC< 55
238
239.
НИТРИДНАЯ КЕРАМИКАПараллельно с совершенствованием керамических материалов на
основе оксида созданы новые марки режущей керамики на основе
нитрида кремния Si3N4 (IV группа). По химическому составу такую
керамику, в свою очередь, можно разделить на две подгруппы.
Материалы первой подгруппы основаны на применении нитрида
кремния, содержание которого составляет до 90 – 95%.
Для обеспечения высокой плотности на окончательном этапе ее
изготовления применяют специальные легирующие добавки
(оксиды иттрия, циркония, алюминия и др.) в количестве 5 – 10%.
Активаторы взаимодействуют с нитридом кремния с образованием
игольчатых кристаллов и простых и смешанных силикатов,
происходит также перераспределение примесей, что
сопровождается увеличением теплопроводности и прочности.
Такой керамический материал имеет высокую прочность на изгиб
(до и=700 МПа) и низкий коэффициент термического расширения.
239
240.
К этой группе относится Силинит-Р, созданный ИПМ НАН Украины.обеспечивающий стабильность физико-механических свойств и
структуры при высоких температурах резания. Используют его для
чистового и получистового точения и фрезерования сталей,
закаленных до НRСэ 58-63.
Вторая подгруппа нитридокремниевой керамики, помимо
указанных выше компонентов, дополнительно содержит карбид
титана в количестве до 30% (РК-30). Такой керамический материал
имеет несколько большую прочность на изгиб но вместе с тем и
несколько меньшую твердость.
Отличия в химическом составе различных марок режущей
керамики на основе нитрида кремния необходимо учитывать при
использовании такого инструмента.
Например, инструмент керамики первой подгруппы (Силинит-Р)
предпочтителен для обработки чугунов не только при чистовом и
получистовом точении, но и при черновом точении и
получистовом фрезеровании, а второй (РК-30) – при чистовом
240
точении сложнолегированных и термообработанных сталей и
241.
Керамика на основе нитрида кремния, с добавками оксидовметаллов. ТВИН-200
Для нее характерна высокая твердость, термостойкость,
стабильность физико-механических свойств в широком интервале
температур.
Пластины получают методом горячего прессования. Важным
свойством резцов из нитрида кремния является высокая прочность
режущей кромки и ее надежность.
Применяется для получистовой обработки чугунов, сплавов на
основе никеля и кобальта и сплавов алюминия с высоким
содержанием кремния, при фрезеровании с применением в процессе
резания охлаждение жидкостью.
241
242.
Керамику на основе нитрида кремния получают методами горячегопрессования.
Изготовление керамики на основе нитрида кремния не требует
применения дефицитных материалов, а также уникального или
нестандартного технологического оборудования.
В качестве основного исходного сырья используют порошок
нитрида кремния β-модификации со средним размером частиц
0,6—1,2 мкм, производимый серийно в промышленных условиях.
Горячее прессование выполняют в многоместных графитовых
матрицах.
242
243.
КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ ОКСИДА АЛЮМИНИЯТВИН-400
Керамический композиционный материал на основе оксида
алюминия, армированный нитевидными монокристаллами карбида
кремния.
Пластины получают методом горячего прессования.
Материал сохраняет высокие значения твердости и прочности до
температуры 1450 ºС, устойчив к термоударам, что позволяет
использовать в работе СОЖ.
Наиболее эффективно применяется при обработке никелевых
сплавов, закаленных высоколегированных и быстрорежущих сталей
и чугунов твердостью более 2500 МПа НВ, с высокими скоростями
и большими подачами при черновом, получистовом и чистовом
точении и фрезеровании.
243
244.
КерметыНизкая прочность и склонность к выкрашиванию
минералокерамики ЦМ332 послужили толчком к поискам новых,
более прочных составов минералокерамики.
С этой целью в нее начали добавлять различные тугоплавкие
соединения — карбиды вольфрама, титана (английское
название: cermets) и молибдена (до 40%).
Образовавшиеся составы из кристаллов корунда и карбидов
тугоплавких металлов получили название керметы, которые
состоят из окиси алюминия с включением тугоплавких материалов
и других компонентов.
Пластинки керметов, имеющие темную, практически черную
окраску, изготовляются промышленностью в виде многогранных и
круглых пластинок. Они имеют марки ВОК-60, ВОК-63 и ВЗ.
244
245.
Керметы имеют предел прочности на изгиб σи = 0,6.. .0,7 ГПа, чтопочти в два раза выше, чем у пластинок марки ЦМ332. Однако
добавка к минералокерамике карбидов тугоплавких металлов
снизила теплостойкость керметов до 1100-1200°С.
Твердость пластинок из кермета и минералокерамики практически
одинакова.
Инструментами из этого материала можно работать при очень
высоких скоростях резания. Вследствие малой теплопроводности
[45—260 Вт/(м-К)] режущая пластина в процессе резания oстается
почти холодной, тепловая энергия резания отводится не через
инструмент, а через заготовку и в большей степени уносится со
стружкой.
Химические реакции и наростообразование при резании
легированных металлов делают минералокерамику на базе окислов
алюминия непригодной для обработки алюминиевых,
магниевых,титановых сплавов.
245
246.
Для успешного использования минералокерамическихрежущих материалов, обладающих малой прочностью
при изгибе и сравнительно большой чувствительностью
к ударным механические и температурным нагрузкам,
необходимы специальные условия обработки и жесткая
системы СПИД (станок-приспособление-инструментдеталь).
Инструмент с пластинами из минералокерамики
используется при получистовом и чистовом точении и
растачивании заготовок (из высокопрочных и отбеленных
чугунов, из закаленных и труднообрабатываемых сталей,
некоторых цветных металлов и их сплавов, а также
неметаллических материалов) с высокими скоростями
резания в условиях безударной обработки и без
246
охлаждения.
247.
Минералокерамические материалы ВЗ и ВОК-60 при заменетвердых сплавов ТЗОК4, ВКЗМ и ВК6М обеспечивают повышение
стойкости в 5—10 раз при увеличении производительности в 2
раза. Одна режущая пластина из ВЗ или ВОК-60 заменяет
шесть— восемь пластин из твердого сплава. Материал ВЗ используют для чистовой и получистовой обработки без ударов сталей,
закаленных до HRCэ 30—50.
Материал ВЗ используют для чистовой и получистовой обработки
без ударов сталей, закаленных до НRСэ 30-50 со скоростями
резания, в 2-3 раза большими, чем для наиболее износостойких
твёрдых сплавов.
ВОК-60 используют для чистовой и получистовой обработки
сталей, закаленных до НRСэ 45-60 и более с высокими скоростями
резания и малыми сечениями среза.
247
248.
Исходным материалом для производства оксидной и оксиднокарбидной керамики является технический глинозем, полученныйиз гидрата глинозема прокаливанием при температуре 1100 1200°С и представляющий собой смесь двух модификаций γ А1203 с плотностью 3,65 г/см3и α - А12О3 с плотностью 3,96 г/см3.
Полный переход в α – модификацию достигается при Θ = 1400 1600°С. Производство оксидной керамики включает несколько
этапов.
1 Прокаленный до 1500 - 1550 °С глинозем подвергают тонкому
виброизмельчению в течение 1 - 2 ч до получения частиц размером
1 мкм (до 80 % в основной массе) при максимальном размере
частиц 2 мкм. Полученный продукт обогащают и сушат.
2 В сухой порошок оксида алюминия вводят модифицирующую
добавку оксида магния (0,5—1,0 %), затем производят
пластификацию и холодное прессование полученной смеси.
248
249.
3 Спекают отпрессованные пластины при температуре около 1750 °Си кратковременном режиме отжига с выдержкой в течение 5 - 10
мин в области температурного максимума.
4 Выполняют механическую обработку заготовок пластин.
Оптимальная дисперсия исходного порошка для спекания оксидной
керамики составляет 0,5 - 0,75 мкм.
Рост зерна α -глинозема (содержание фракции 0,5 мкм в пределах
40—70 %) идет весьма медленно до Т = 1600 - 1650 °С.
При Т= = 1650 °С размер зерен спеченной керамики составляет 2 - 3
мкм.
При Т = 1680 - 1740 °С начинается стремительный рост кристаллов,
их размеры могут достигать 30 - 50 мкм, а конфигурация
изменяется: кристаллы вытягиваются, принимают удлиненную
форму.
249
250.
Надежность пластин при резании достигается благодаря не тольковысоким требованиям к технологии их изготовления, но и к
исходному сырью: глинозему и легирующим добавкам - карбиду
титана, оксиду циркония, нитриду кремния и др. Вопросам качества
сырья изготовители отводят значительную роль.
Керамическое сырье подвергают испытаниям по установленной
методике и прежде всего определяют: химическую чистоту
(загрязнение глинозема соединениями Na2О, SiO2 и СаО
недопустимо); влажность; площадь поверхности зерен, которая
характеризует активность материала при спекании и позволяет
оценивать предполагаемую зернистость; прессуемость
(определяется условиями переработки глинозема)
Введение в глинозем легирующих добавок резко меняет протекание
рекристаллизации. Легирующие добавки можно разделить на три
группы: замедлители, ускорители и промежуточные.
250
251.
Замедлители рекристаллизации - оксиды магния, кремния, железа,кальция, натрия, циркония.
Оксид магния MgO является очень эффективным замедлителем
кристаллизации. Введение даже сотых долей процента оксида
магния резко приостанавливает рост кристаллов.
На качество режущих пластин из керамики влияет не только
средний размер зерна, но и гранулометрический состав: чем
мельче зернистость, тем выше износостойкость.
Наиболее часто встречающийся размер зерен примерно 2,0 мкм,
а зерен, размер которых превышает 6 мкм, практически нет.
Прочность керамики зависит от среднего размера зерна.
Например, для оксидной керамики прочность снижается от 3,80 4,20 ГПа до 2,55 – 3,00 ГПа при увеличении размеров зерен
соответственно от 2 - 3 до 5,8 - 6,5 мкм.
251
252.
У оксидно-карбидной керамики гранулометрический состав ещеболее тонкозернистый, и средний размер зерен А12О3 в основном
меньше 2 мкм, а размер зерен карбида титана составляет 1 - 3 мкм.
При высокой температуре, которая действует в условиях резания,
твердость пластин из оксидной и оксидно-карбидной керамики в 2 2,5 раза выше, чем у наиболее износостойких марок твердых
сплавов, таких ,как Т30К4, ВК3, ВК3М и ВК6-ОМ.
Режим спекания оказывает большое влияние на конечные свойства
керамики. Оптимальная температура спекания керамики зависит от
дисперсности исходного порошка, наличия в нем примесей и
продолжительности нагревания. При размере зерен порошка 0,5 1,0 мкм (40 - 70 % по массе) и наличии легирующей присадки (до
0,5 - 1,0% по массе) спекание пластин оксидной керамики
возможно при Θ = 1710 °С с выдержкой в течение 5 - 10 мин. При
увеличении температуры до 1780 - 1820 °С выдержка может быть
сокращена до 1 - 2 мин.
252
253.
В процессе спекания крупные зерна растут за счет мелких.Если шихта содержит слишком много мелких зерен, то происходит
интенсивный рост небольшого числа крупных зерен, и средние
размеры зерен керамики получаются очень большими.
Если же шихта содержит много крупных зерен, то материала,
необходимого для роста зерен, недостаточно, и во время спекания
требуемая заданная плотность керамики не достигается.
Плотность и зависящая от нее остаточная пористость спеченных
пластин определяется давлением при прессовании. В процессе
спекания происходит усадка прессованных пластин с
одновременным ростом отдельных поликристаллов в более
крупные зерна. Достижение высокой плотности и тонкозернистой
структуры очень сложно потому, что уплотнение во время нагрева
возможно только благодаря росту зерен. Следовательно,
необходимо одновременно тормозить рост зерен и в то же время
добиваться высокой плотности пластин.
253
254.
От величины поверхностных зерен зависит стойкостьминералокерамических инструментов.
Структура поверхности минералокерамических сплавов
оценивается баллами :
I балл - наименьшие величины зерен (0,75 - 1,5 мкм);
II балл - основная масса - мелкие зерна (1,5 - 3 мкм) и небольшое
количество средних;
III балл — основная масса - зерна средней величины (3 - 7 мкм) и
небольшое количество крупных;
IV балл - поверхность с крупными зернами (более 7 мкм).
Если стойкость пластин I балла принять за 1, то стойкость пластин II
балла будет 0,8, III балла - 0,2 и IV балла - 0,05.
Таким образом, с увеличением размеров зерен стойкость
минералокерамических пластин резко падает.
254
255.
ВОК-200 это оксидно-карбидная керамика на основе Al2O3 и TiC, слегирующими добавками тугоплавких соединений.
Пластины ВОК200 получают технологией горячего прессования
и применяют как для чистовой так и для получистовой обработки
резанием:
углеродистых и легированных калёных сталей с твердостью HRC
30-50
ковких и высокопрочных, отбеленных чугунов
Преимущества оксидно-карбидной керамики
над керамикой оксидной
более высокоя термостойкость
увеличениение износостойкости
повышенная твердость
255
256.
ВОКС-300 представляет собой композиционный слоистыйматериал, который состоит из высокопрочной твердосплавной
части и нескольких слоев режущего материала из
керамики. Применяетсяминералокерамика ВОКС-300 как
правило при чистовой и получистовой обработке углеродистых,
легированных, закаленных сталей и различных чугунов при
прерывистом точении с ударами
Преимущества керамики ВОКС-300:
более высокая прочность на изгиб
увеличение вязкости
повышение прочности на удар
повышение уровня критической температуры при работе
256
257.
Физико-механические свойства минералокерамического инструментальногоматериала ВОК-60, ВОК-71, ВОК-200, ВОКС-300
Минералокерамика
Предел
Предел
прочности
прочности
Плотность
Твердость
при изгибе
при сжатии
Р,
HRA,
ƠИ
ƠСЖ
Коэффициент
стойкости
Т кр,
при испытании
резанием
С⁰
кг/м3
не менее
не менее
МПа не менее
В3
637
-
4500-4700
93
1100
ВО13
400
-
3920-3940
93
1180
ВОК-60
637
1800-3000
4200-4300
93
1100
Силинит-Р
650-750
2500
3800-4000
94-96
1200
ОНТ-20
650-750
2000-2500
4200
93
1200
ВОК-71
ВОК-200
650
4200
92
ВОКС-300
950
4250
93
ТВИН-200
750
3450
93,5
ТВИН-300
850
3700-3800
94
1,2
257
258.
рекомендации по выбору режущей керамикиОбрабатываемы Твердость
й материал
Тонкая
обработка
Чистовая
обработка
Получистовая
обработка
Чугун серый
НВ 143 –
289
ВО-13,
ВШ,
ЦМ-332
ВО-13, ВШ,
Силинит-Р,
ЦМ-332
ВО-13, ВШ,
Силинит-Р,
ЦМ-332
Чугун ковкий
В-3,
НВ 170 - 369 ВШ, В-3, ВО-13 Силинит-Р,
ВШ, ВО-13
Чугун
отбеленный
ВОК-60,
кортинит,
НВ 400 - 650
В-3
ВОК-60, В-3,
кортинит,
Силинит-Р
Сталь
качественная
ВО-13, ВШ,
НВ 160 - 229
конструкционная
ЦМ-332
ВО-13, ВШ,
ЦМ-332
Сталь
конструкционная
ВО-13, ВШ,
НВ 179 - 229
легированная
Ц.М-332
ВО-13, ВШ,
Ц.М-332
В-3,
Силинит Р ВШ,
ВОК-60
ВОК-60, В-3,
кортинит,
Силинит-Р
ВО-13, ВШ,
ЦМ-332
ВО-13, ВШ,
ЦМ-332
258
259.
Обрабатываемы Твердостьй материал
Тонкая
обработка
Чистовая
обработка
Сталь
улучшенная
ВШ, ВО-13,
ВОК-60,
Силинит-Р
ВШ, ВО-13,
ВОК-60,
Силинит-Р
ВОК-60,
В-3,
кортинит
ВОК-60,
В-3, РК – 30,
кортинит
ВОК-60,
кортинит
ВОК-60,
В-3, РК – 30,
кортинит
ВОК-60,
В-3,
ВОК-71,
кортинит
ВОК-60,
В-3, ВОК-71,
РК – 30,
кортинит
НВ 229 - 380
НRС 36 - 48
Сталь
цементуемая
закаленная
НRС 48 - 57
НRС 57 - 64
Получистовая
обработка
ВШ, ВО-13,
ВОК-60,
В-3
ВОК-60,
В-3, РК – 30,
кортинит
ВОК-60,
РК – 30,
кортинит
ВОК-60,
В-3, ВОК-71,
РК – 30,
кортинит
259
260.
Обрабатываемы Твердостьй материал
Тонкая
обработка
Чистовая
обработка
Получистовая
обработка
Цветные
металлы на
основе меди
НВ 60 - 120
В-3,
кортинит
В-3,
кортинит
В-3,
кортинит
-
Силинит-Р,
кортинит
Снлинит-Р,
кортинит
Силинит-Р,
кортинит
Сплавы на
основе никеля
- оксидно-карбидная (смешанная, черная) керамика ВОК-60, ВОК63, В-3 и оксидно-нитридная (кортинит ОНТ-20) - для чистовой,
получистовой и прерывистой обработки ковких, высокопрочных,
отбеленных, модифицированных чугунов, сталей, закаленных до
НRС 30 - 55 и НRС 56 - 65; кроме того, керамика В-3 и ОНТ-20
рекомендуется для обработки цветных металлов на основе меди;
260
261.
- нитридная керамика - для обработки чугунов при чистовом,получистовом и черновом точении и получистовом фрезеровании
(Силинит-Р), а также для обработки сложнолегированных и
термообработанных сталей и сплавов при чистовом точении (РК30).
- Силинит-Р и кортинит ОНТ-20 рекомендуются также для обработки
сплавов на основе никеля, относящихся к труднообрабатываемым
материалам.
Промышленность выпускает минералокерамику в виде
шлифованных сменных многогранных пластин геометрические
параметры, форма и размеры которых регламентируются ГОСТ
25003-81 и ТУ 19-4203-125 - 81. Пластины изготавливают с
отрицательными фасками по периметру с двух сторон. Размер
фаски f = 0,2- 0,8мм, угол ее наклона γf отрицательный - от 10 до
30 . Фаска необходима для упрочнения режущей кромки.
261
262.
Допустимый износ керамических пластин намного меньше износатвердосплавных пластин. Максимальный износ по задней
поверхности не должен превышать 0,3-0,5мм, а при чистовых
операциях 0,25-0,30мм.
При назначении режимов резания для керамики имеются
следующие рекомендации.
1 Предпочтительна квадратная форма пластины с максимально
возможным углом заострения и наибольшим радиусом при
вершине пластиныrв.
2 Ширину фаски f выбирают в зависимости от твердости
обрабатываемого материала: чем тверже обрабатываемый
материал, тем ширина фаски больше.
3 Скорость резания нужно назначать максимально допустимой,
исходя из жесткости системы СПИД и характеристик оборудования.
4 Заготовки, обрабатываемые пластинами из режущей керамики,
должны иметь на входе и выходе резца фаски, ширина которых
превышает припуски на обработку, а также канавки в местах
262
перехода от цилиндрической поверхности к торцевой.
263.
Основные тенденции совершенствования минералокерамикиСвойства
Al2O3
Al2O3+ZrO2
2000
2000
2200
, Мпа
350
600
700
Klc, МПа∙м1/2
4,5
5,8
5.4
7,5
7.4
7,0
30
28
35
НV30
и
Трещиностойкость
α∙10−6, 1/К
λ, Вт/ (м∙К)
Al2O3+TiC
Al2O3,
нитевидный
SiC
2400
от 600 до 800
от 6 до 8
-
35
263
264.
Добавление в оксидную керамику оксидов циркония, карбидовтитана и армирование ее «нитевидными» кристаллами SiC
существенно улучшает ее свойства (табл.). В частности, включение в
керамику на основе оксида алюминия двуокиси циркония ZгО2 (до 5
- 10 %) вызывает улучшение структуры и тем самым заметно
повышает ее прочность.
Положительный результат достигается за счет перехода при
охлаждении оксида циркония из тетрагональной модификации в
моноклинную. Этот процесс сопровождается увеличением объема
зерен циркония на 3 – 5% и появлением вокруг них полей
сжимающих напряжений.
Это приводит к тому, что формируемые в объеме материала
микротрещины при попадании в эту зону тормозятся или вообще
прекращают свое развитие, т.е. существенно улучшается такой
очень важный для керамических материалов показатель, как
трещиностойкость (коэффициент Klc).
264
265.
Низкая трещиностойкость керамического сплава является причинойформирования фронта трещин, которые из-за отсутствия
пластической связующей не встречают барьеров, способных
затормозить или остановить их развитие. Именно это
обстоятельство и обуславливает один из недостатков оксидной
керамики - ее относительно высокую чувствительность к резким
температурным колебаниям (тепловым ударам). Указанное
является главной причиной микро- или макровыкрашиваний
режущей керамики и контактных площадок инструмента уже на
стадиях приработочного или начального этапа установившегося
изнашивания, приводящего к отказам из-за хрупкого разрушения
инструмента. Отмеченный механизм изнашивания керамического
режущего инструмента является превалирующим. Также именно
поэтому не рекомендуется, как правило, при резании керамикой
применять охлаждение.
265
266.
Наибольшее распространение в мировой практике получилакерамика на основе 70% А12О3 с добавлением до 30% TiС (черная
керамика), которая имеет большую прочность при изгибе,
достаточно высокую трещиностойкость, меньшее значение
коэффициента термического расширения α (см. табл. ). Одним из
перспективных направлений совершенствования керамики на
основе А12О3 – TiС является введение в ее состав карбидов
вольфрама и тантала, которые сдерживают рост зерен карбида
титана и повышают прочность материала. Другим дополнительным
компонентом, заметно улучшающим свойства черной керамики,
является диборид титана TiВ2
266
267.
Наиболее совершенной в настоящее время является оксиднаякерамика, армированная «нитевидными» кристаллами SiC,
которая заметно превосходит по физико-механическим и
теплофизическим свойствам белую и черную керамики (см. табл.
).
В качестве армирующего элемента для режущей керамики чаще
всего используют нитевидные кристаллы карбида кремния SiC,
имеющие прочность до 4000 МПа.
Введение нитевидных кристаллов SiC в оксидную керамику
повышает твердость с НV 2000 до НV 2400, прочность при изгибе с
350 до (600-800) МПа, увеличивает коэффициент
трещиностойкости с Кlс = 4,5 до Кlс = (6 - 8).
Последнее чрезвычайно важно с точки зрения снижения
хрупкости керамики и расширения области ее применения.
Установлено, что вокруг нитевидных кристаллов SiC формируются
обширные сжимающие напряжения, которые являются
эффективным барьером развивающихся микротрещин, которые
формируются в процессе эксплуатации керамики.
267
268.
Необходимо заметить, что степень повышения прочности итвердости армированного керамического материала
(композиционного типа) определяется большим числом факторов.
Наибольшее влияние оказывают объемная доля, размеры
(отношение длины к диаметру) и свойства нитевидных кристаллов.
Поэтому получение определенных свойств на границе раздела
«матрица - волокно» в условиях недостаточно высокой
стабильности свойств нитевидных кристаллов при температурах
спекания и их химического взаимодействия с матрицей определяют
сложность используемых технологий. Режущий инструмент из
армированной керамики является дорогостоящим, и его
применение экономически эффективно только в определенных
областях, в частности, при обработке заготовок из жаропрочных
никелевых сплавов. Например, скорости резания для
керамического инструмента при обработке таких сплавов в 4 – 5
раза превышают скорости резания (при той же стойкости), обычно
используемые для твердосплавного инструмента (150 – 200 м/мин
268
вместо 40 – 50 м/мин).
269.
Необходимо отметить, что в настоящее время уже имеютсяпромышленные марки режущей керамики, например,
выпускаемые фирмой «Krupp Widia» (табл. ), прочность которых
достигает уровня и= 1000 МПа (табл. ), что примерно соответствует
аналогичным показателям твердых сплавов Т30К4 и ТН20.
При этом твердость такой керамики составляет НRА 92-94.
Свойства керамики достаточно сильно зависят также от технологии
изготовления. В частности, наиболее удовлетворительные свойства
по прочности имеют керамические пластины, полученные методом
предварительного холодного прессования и последующего горячего
изостатического прессования (ГИП), обеспечивающего равномерное
приложение давления и температуры по всему объему прессуемой
пластины, причем равномерное давление передается через среду
инертного газа.
Применение технологии ГИП позволяет обеспечить высокую
плотность изделия (до уровня теоретической) и исключает
анизотропию свойств во всем объеме режущей пластины.
269
270.
Классификация различных марок режущей керамики по ихосновным свойствам (НRА, и) в сравнении с марками твердых
сплавов ВК, ТК, ТТК
270
271.
Анализ тенденций развития керамического режущегоинструмента свидетельствует о больших перспективах
инструментов из режущей керамики в ближайшем будущем,
причем увеличение общего объема выпуска керамического
инструмента взаимосвязано с совершенствованием технологии
производства, оптимизацией состава традиционных марок
керамики и расширением областей применения инструмента,
особенно при обработке труднообрабатываемых материалов
(жаропрочных, коррозионностойких, высокопрочных и т.п.) как на
основе нитрида кремния, так и на основе оксида алюминия
(армированная керамика). Особенно эффективно применение
минералокерамики при замене твердых сплавов, что позволяет
не только повысить скорость резания в 6-8 раз и
производительность в 1,5 – 2,5 раза, но и значительно улучшить
качество обработанной поверхности.
271
272.
Сравнительные результаты применения резцов с пластинами изкерамики и твердых сплавов при точении чугуна
Обрабатываемый
материал
Чугун отбеленный,
HRC 62
Материал
v, м/мин
t, мм
S, мм/об
Т,
режущей
части
мин
40
60
5,0
30
0,2
1,6
6,2
0,32
ВК6 0М
ВОК - 60
5,0
Чугун
40
высоколегированный 6,3
HRC 40 - 62
70
2,0
3,0
5,0
2,0
3,0
0,3
2,0
0,60
ВК6 М
ВОК – 60
ВК3
ВОК – 60
5,0
5,0
1,5
0,5
ВК8
ВОК – 60
126
Чугун высокопрочный 208
40
61,5
34
38
60
65
272
273.
Сравнительные результаты применения резцов с пластинами изкерамики и твердых сплавов при точении сталей
Обрабатываемый
материал
Сталь 18ХГТ, HRC 55
– 60
(цементированная)
Сталь 34ХНМА, HRC
40 – 45
Сталь 12Х2Н4А, HRC
40 – 45
Материал
v, м/мин
t, мм
S, мм/об
Т,
режущей
части
62
157
0,2
0,2
0,05
0,05
Т15К4
ВОК – 60
70
230
0,5
0,5
0,26
0,20
Т30К6
ВОК – 60
101
213
0,8
0,8
0,2
0,2
Т15К6
ВОК – 60
мин
12,5
25
30
70
6
34
273
274.
Сверхтвердые материалы (СТМ)Сверхтвердыми принято считать инструментальные материалы, имеющие
твердость по Виккерсу при комнатной температуре свыше 35ГПа. К этой группе
относятся инструментальные материалы на основе алмаза и материалы на
основе кубического нитрида бора (плотного нитрида бора), имеющие период
стойкости в 50...200 раз больший по сравнению с твердым сплавом.
Для изготовления лезвийного инструмента в настоящее время применяются три
вида сверхтвердых материалов (СТМ): природные алмазы, поликристаллические
синтетические алмазы и
композиты на основе кубического нитрида бора.
Природные и синтетические алмазы обладают такими уникальными свойствами,
как: самая высокая твердость (HV 10000-кгс/мм2), весьма малые коэффициент
линейного расширения и коэффициент трения и высокие теплопроводность,
адгезионная стойкость и износостойкость.
Недостатками алмазов являются невысокая прочность на изгиб, хрупкость и
растворимость в железе при относительно низких температурах (750°С), что
препятствует использованию их для обработки железоуглеродистых сталей и
сплавов на высоких скоростях резания, а также при прерывистом резании и
вибрациях. Теплостойкость алмаза характеризуется тем, что при температуре
около 800° С в обычных условиях он начинает превращаться в графит.
274
275.
Природный алмаз является самым твердым из известныхматериалов (твердость порядка 100 ГПа). Он обладает высокими
износостойкостью, теплопроводностью (λ=140 Вт/(м-к)), малым
коэффициентом трения и малой адгезионной способностью к
металлам, за исключением железа и его сплавов с углеродом.
К недостаткам алмаза как инструментального материала можно
отнести сравнительно низкую теплостойкость и большую хрупкость
(σи=0,3...0,6 Гпа).
В природе чаще всего встречаются следующие разновидности
алмаза: борт, карбонадо и баллас. К карбонадо относятся весьма
тонкозернистые, плотные или несколько пористые агрегаты
буровато-черного цвета. Черная окраска карбонадо обусловлена
наличием в алмазе высокодисперсного графита.
Алмаз представляет собой одну из модификаций углерода кристаллического
строения. Высокая твердость алмаза объясняется своеобразием его
кристаллического строения, прочностью связей атомов углерода в кристаллической
решетке, расположенных на равных и очень малых расстояниях друг от друга. Однако
прочность алмаза невелика и он легко раскалывается по плоскостям спайкости.
Природные алмазы используются в виде кристаллов, закрепляемых в металлическом
275
корпусе резца.
276.
СИНТЕТИЧЕСКИЕ АЛМАЗЫ. Совершенствование технологииполучения синтетических алмазов позволило изготовлять
поликристаллические образования достаточно больших размеров,
из которых делают вставки лезвия к металлорежущим
инструментам
Теплостойкость алмазов сравнительно низка — она составляет
около - 650 °С. Этот недостаток компенсируется высокой
теплопроводностью. Теплота, выделяющаяся в процессе резания на
трущихся поверхностях вставок-лезвий, хорошо отводится вглубь
алмаза и, таким образом, температура на рабочих поверхностях
обычно не превышает его теплостойкости.
Синтетические поликристаллические алмазы содержат
небольшие количества примесей тугоплавких металлов вольфрама, титана и молибдена, которые выполняют функции
катализаторов синтеза. Эти металлические включения
располагаются по межкристаллическим плоскостям.
276
277.
В зависимости от технологии выращиваемые кристаллы алмазаимеют различное строение (балласы, карбонадо, карболит) и
соответственно различные физико-механические свойства.
Синтетические алмазы могут быть различных марок, которые
отличаются между собой прочностью, хрупкостью, удельной
поверхностью и формой зерен. Как инструментальные
материалы синтетические алмазы типа карбонадо лучше, чем
алмазы типа баллас.
Синтетические алмазы изготовляют (синтезируют) из графита
при высоких давлениях (~1000ГПа) и температурах (~ 2500е С) с
выдержкой от микросекунд до десятков секунд. При этих
условиях происходит перестроение гексагональной решетки
графита в более плотную кубическую структурную решетку,
свойственную природному алмазу.
277
278.
Природные и синтетические алмазы имеют одинаковыепараметры кристаллической решетки, близкие химические и
физико-механические свойства.
Однако синтетические алмазы значительно дешевле, кроме
того, свойства синтетических алмазов можно регулировать,
изменяя параметры технологического процесса их изготовления.
Поэтому они нашли наибольшее применение в технике (более
90% из всех используемых алмазов— синтетические).
Отечественной промышленностью поликристаллические алмазы
выпускаются в виде пластин цилиндрической и сегментной форм
диаметром до 6 - 8 мм. и в виде порошков (монокристаллов),
поликристаллов (ГОСТ 9206—80) и композиционных материалов.
278
279.
Полученные искусственным путем поликристаллы алмазаПолученные искусственным путем поликристаллы обладают рядом
преимуществ перед монокристаллами, применяемыми в
лезвийных инструментах. Во-первых, они имеют большие размеры
(диаметр до 8 мм), что значительно упрощает их крепление на
инструментах.
Во-вторых, поликристаллы, имеющие однородное зернистое
строение, не обладают анизотропией физико-механических
свойств. Благодаря присутствию в поликристаллах некоторого
количества неалмазных (карбидных и графитовых) межзерновых
фаз материал обладает высокой электропроводностью. По
твердости указанные марки поликристаллов близки к
монокристаллам природного алмаза, а по прочности на изгиб в 2...3
раза превосходят его.
279
280.
Инструменты из поликристаллов синтетических алмазовпоказывают высокие режущие свойства при обработке
титановых сплавов, высококремнистых алюминиевых
сплавов, медных сплавов, стеклопластиков,
композиционных материалов, мннералокерамики и
других материалов. Их стойкость значительно выше
стойкости твердосплавных инструментов. При этом
обеспечиваются высокая точность и качество
поверхностного слоя. Однако алмазные инструменты
малоэффективны при обработке сплавов на основе
железа, так как проявляют к нему высокую химическую
активность. В результате этого при высоких
температурах резания происходит интенсивный износ
алмазного инструмента.
280
281.
На основе синтетических алмазов выпускаются композиционныематериалы, состоящие из подложки (основания) и нанесенного на
нее алмазного слоя. Толщина подложки 2...4 мм, толщина
покрытия около 1 мм. В качестве подложки используются
твердые сплавы (вольфрамовые и безвольфрамовые).
Двухслойные пластины позволяют объединить высокие
твердость и износостойкость синтетических алмазов и
прочность твердого сплава.
По твердости синтетические поликристаллы лишь незначительно
уступают природным монокристаллам алмаза. Обладая более
высокими прочностными характеристиками, поликристаллические
алмазные вставки позволяют успешно выдерживать значительные
безударные нагрузки, имеющие место как при обработке
резанием вязких и пластичных материалов, так и при
выглаживании закаленных стальных поверхностей.
281
282.
Синтетические алмазы маркируются буквами «АС».Например: марки АСБ (баллас) и АСПК (карбонадо).
Применяются они для прецизионной обработки
алюминиевых и медных сплавов, пластмасс, стеклопластиков, полупроводниковых материалов. Большие
скорости резания 1000... .. .1200 м/мин обеспечивают
высокую производительность обработки.
Синтетические алмазы по сравнению с природными
имеют ряд преимуществ, обусловленных их более
высокими прочностными и динамическими
характеристиками. Их можно использовать не только для
точения, но также и для фрезерования. Синтетические
алмазы менее чувствительны к динамическим нагрузкам
и позволяют вести обработку с большим сечением среза
(глубиной и подачей).
282
283.
Природные и синтетические алмазы нашли широкое применение вобработке медных, алюминиевых и магниевых сплавов баббитов,
благородных металлов (золота, серебра, палладия, платины),
титана и его сплавов, неметаллических материалов (пластмасс,
текстолита, стеклотекстолита, органического стекла, прессованного
и силицированного графита), а также твердых сплавов и керамики.
В настоящее время выпускается большое количество
разнообразного инструмента с использованием алмазов:
шлифовальные круги, инструменты для правки шлифовальных
кругов из электрокорунда и карбида кремния, пасты и порошки для
доводочных и притирочных операций. Значительные по размерам
кристаллы алмазов применяют для изготовления алмазных резцов,
фрез, сверл и других режущих инструментов. Область применения
алмазного инструмента с каждым годом все более расширяется.
283
284.
Кубический нитрид бора(КНБ) - уникальный синтетическийинструментальный материал, его химический состав: 44% бора и
56% азота. Исходным материалом для его получения служит
гексагональный нитрид бора (ГНБ), имеющий близкие к графиту
характеристики. В результате синтеза, протекающего при высоких
давлениях и температурах (есть значительная аналогия с синтезом
алмаза), гексагональная решетка ГНБ превращается в более
плотную и твердую кубическую решетку КНБ. По твердости КНБ (90
ГПа) близок к твердости алмаза, а по теплостойкости (1500° С)
значительно превосходит все инструментальные материалы.
Следует отметить чрезвычайную химическую инертность КНБ, в
частности к железу и углеродистым сплавам.
Для изготовления лезвийных инструментов используются
поликристаллы КНБ и композиционные материалы, созданные на
его основе. Все они носят название «композиты». Первым
поликристаллическим КНБ, выпущенным отечественной промышленностью, был Эльбор-Р (композит 01).
284
285.
В настоящее время разработана целая гаммаполикристаллических материалов на основе твердых
модификаций нитрида бора. К ним относятся: гексанит -Р
(композит 10), композит 05, белбор (композит 02), ПТНБ (композит
09), композит 10Д, композит 12. Они синтезируются в виде
цилиндрических столбиков диаметром 4...8 мм, высотой 3...6 мм,
которыми затем оснащаются режущие инструменты.
Перечисленные материалы отличаются технологией изготовления
и соответственно свойствами.
Эльбор и белбор содержат более 98% КНБ, из-за чего они
обладают повышенной твердостью и хрупкостью, гексанит
содержит 95% КНБ и 5% более мягких компонентов, поэтому он
обладает меньшей твердостью, но большей вязкостью. Материал
«композит 05» содержит 75% КНБ и 25% Аl2Оз.
285
286.
Основным направлением в применении лезвийных инструментовна базе кубического нитрида бора является обработка сталей и
чугунов различной твердости. Причем чем выше твердость стали
или чугуна, а также скорость резания, тем значительнее
преимущество инструментов из композита по сравнению с
инструментами из твердого сплава и минералокерамики. Так, при
точении закаленных сталей твердостью 62...64 HRC стойкость
резцов из композита при скоростях резания 80... 100 м/мин выше
стойкости резцов из твердого сплава ТЗОК4 в 20 раз и выше
стойкости резцов из мине-ралокерамики в 3...4 раза. При этом
обеспечиваются 5...6-й квалитеты точности и шероховатость
поверхности Ra =0,16...0,08 мкм. Поэтому применение лезвийных
инструментов из композита позволяет во многих случаях заменить
операции внутреннего и наружного шлифования.
286
287.
Кроме имеющихся сверхтвердых материалов разработаны новыеСТМ, показавшие достаточно высокие эксплуатационные свойства.
К ним относится силинит-Р— инструментальный материал на
основе нитрида кремния (SiN)
Силинит-Р обладает такой же прочностью на изгиб, как и оксиднокарбидная минералокерамика (σи = 49-68 кгс/мм2), но большей
твердостью (HRA 94—96) и стабильностью свойств при высокой
температуре. Теплостойкость достигает 1600° С. Для силинита-Р
характерно отсутствие адгезии с большинством сталей и сплавов на
основе алюминия и меди. Из этого материала изготавливают как
напайные, так и неперетачиваемые механически закрепляемые
пластины.
Благодаря высокой твердости силинит-Р превосходит по стойкости
твердые сплавы при обработке закаленных сталей. Он позволяет
заменять вольфрамосодержащие твердые сплавы на операциях
получистового и чистового точения различных материалов. При
обработке закаленных сталей его применение может заменить
287
шлифование.
288.
Физико-механические свойства СТММатериал
Микротвердость
σ и, МПа
σсж, МПа
Теплостойкость,
°С
АСБ
75-80
490-635
490-785
650-700
АСПК
80-85
490-685
785-1175
700-800
73-78
590-685
490-590
1200
39
686-980
3900-4900
~1400
20-31
500-700
2500
~1600
Композиты: 01, 02
09
Силинит-Р
288
289.
АБРАЗИВНЫЕ МАТЕРИАЛЫ И ИХ ОСНОВНЫЕ СВОЙСТВААбразивный инструмент в отличие от металлического лезвийного
не имеет сплошной режущей кромки, а состоит из огромного числа
разобщенных режущих элементов (абразивных зерен), скрепленных
между собой связкой. Поэтому работоспособность абразивного
инструмента характеризуется не только материалом и размером
режущего абразивного зерна, но также составом и количеством
связки, структурой (расположением абразивных зерен и пор в
инструменте). Все эти параметры, маркируемые на каждом
абразивном инструменте, составляют его характеристику (рис. 1.1).
Абразивные материалы превосходят инструментальные стали по
твердости, поэтому они обеспечивают возможность обработки
металлов с высокими скоростями резания.
Абразивная способность и износостойкость абразивного
материала зависят от его твердости, теплостойкости, хрупкости и
дробимости зерна, а также от степени химического
289
взаимодействия с обрабатываемым материалом.
290.
500 — наружный диаметркруга (мм),
50 — высота круга (мм),
305— диаметр посадочного
отверстия (мм), 35 м/с—
допустимая окружная
скорость.
Рис. 1.1. Маркировка
абразивного инструмента:
КАЗ — марка заводаизготовителя,
14А— вид шлифовального
материала,
40 — номер зернистости,
П — индекс зернистости,
С2 — степень твердости,
6 — номер структуры,
К5 — вид связки,
А — класс точности инструмента,
2 — класс неуравновешенности,
ПП — форма круга,
290
291.
Физико-механические свойства абразивных материаловАбразивный материал
Микротвердо
сть на приборе
ПМТ-3,
103 Мпа
нормальный
белый
19.. .20
Абразивная
способность
шлифовального
материала зернисто
стью № 16 при
шлифовании
стекла, усл. ед.
Теплостойкость
°С
0,145
1250... 1300
20.. .21
Электрокорунд хромистый
0,155
0,101
1700... 1800
20.. .22
титанистый
циркониевый
0,112
1250 . . . 1300
—
1900. . . 2000
291
292.
Физико-механические свойства абразивных материаловАбразивный материал
Микротвердо
сть на приборе
ПМТ-3,
103 Мпа
Монокорунд
23.. .24
Сферокорунд
20...21
зеленый
Карбид кремния:
Абразивная
способность
шлифовального
материала зернисто
стью № 16 при
шлифовании
стекла, усл. ед.
Теплостойкость
°С
0,15
—
1700. . . 1800
0,45
1300. . . 1400
33...36
0,4
Карбид бора
40.. .45
0,5
700. . . 800
Эльбор
80.. .100
0,6
1400. . . 1500
синтетический
53 . . . 96
0,7
600. . . 700
природный
86 . . .100
0,77
700. . . 800
19 … 22
0,135
Наждак
19 … 22
0,105
Гранат
13 . . . 16,5
0,103
1200 . . . 1250
10 . . . 11
0,05
292
1500 . . . 1600
Алмаз
Корунд
Кремень
черный
1700 …1800
293.
Характеристики и области применения абразивных материаловХарактеристика
Марка
Область применения
Электрокорунд нормальный
Обладает высокой
теплостойкостью,
хорошей
сцепляемостью со
связкой,
механической
прочностью зерен и
значительной
вязкостью,
необходимой для
выполнения
операций с переменными нагрузками
13А
14А
15А
Изготовление инструмента на
органических связках для обдирочного
шлифования стальных заготовок.
Отделочные работы незакрепленным
зерном.
Изготовление инструмента на
органических и неорганических
связках для шлифования стальных
заготовок
Изготовление: инструмента на
керамических и бакелитовых связках для
скоростного шлифования; шлифовальной
шкурки для отделочных работ
293
294.
ХарактеристикаМарка
Область применения
Электрокорунд белый
По физическому и
химическому составу
более однороден,
имеет более высокую
твердость и острые
кромки, обладает
лучшей
самозатачиваемостью
и обеспечивает
меньшую
шероховатость
обрабатываемой
поверхности по
сравнению с
электрокорундом
нормальным
23А
24А
25А
Изготовление инструмента на органических
связках для шлифования стальных заготовок;
абразивных паст и брусков. Отделочные работы
незакрепленным зерном.
Изготовление шлифовальных кругов и брусков
из шлифзерна и шлифпорошков на всех связках
для чистовой обработки закаленных стальных
деталей; шлифовальной шкурки для отделочных
работ
Изготовление шлифовальных кругов и брусков
из шлифзерна, шлифпорошков и
микрошлифпорошков для скоростного
шлифования и доводки стальных закаленных
деталей; инструмента для шлифования заготовок
из труднообрабатываемых сталей и сплавов;
шлифовальной шкурки для отделочных работ
294
295.
ХарактеристикаМарка
Область применения
Электрокорунд циркониевый
Мелкокристаллический, плотный и
весьма прочный материал; стойкость
инструмента на обдирочных
операциях в 10...40 раз превышает
стойкость аналогичного инструмента
из электрокорунда нормального
38А
Изготовление инструмента на
бакелитовых связках для
обдирочного шлифования
стальных заготовок с
высокими скоростями и
подачами
Электрокорунд хромотитанистый
Обладает более высокими
механической прочностью и
абразивной способностью по
сравнению с электрокорундом
нормальным
91 А, 92А
91 А, 92А
Изготовление инструмента для
шлифования с большим съемом
металла и обдирочного
шлифования
Изготовление инструмента на
керамических и бакелитовых связках для шлифования стальных
закаленных и незакаленных
295
заготовок
296.
ХарактеристикаМарка
Область применения
Монокорунд
Имеет изометрическую форму
зерна, высокую механическую
прочность, в процессе
шлифования скалывается и
этим обеспечивает высокие
режущие свойства и малую
силу резания
43А
44А, 45А
Изготовление инструмента им
шлифзерна и шлифпорошка на
керамических связках для чистовой
обработки деталей из
труднообрабатываемых сталей и
сплавов
Изготовление шлифовальной шкурки
для отделочных работ и доводки.
Обработка незакрепленным зерном
Сферокорунд
При шлифовании сферические
зерна разрушаются и обнажают
режущие кромки инструмента,
обеспечивая
производительную обработку
при малом тепловыделении
ЗС
Изготовление инструмента для
обработки мягких и вязких
материалов — кожи, резины,
пластмасс, цветных металлов и др.
296
297.
ХарактеристикаМарка
Область применения
Карбид кремния черный
Отличается от электрокорунда
повышенными твердостью,
абразивной способностью и
хрупкостью (зерна имеют вид
тонких пластинок, вследствие
чего увеличивается их
хрупкость в процессе работы;
кроме того, они хуже
удерживаются связкой в
инструменте), применяется для
обработки твердых, хрупких и
очень вязких материалов с
низким сопротивлением
разрыву
53С
54С
Изготовление: инструмента из
шлифпорошков и микрошлифпорошков на
всех связках для обработки заготовок из
чугунов, цветных металлов и вольфрамовых
твердых сплавов, шлифовальной шкурки для
отделочных работ и доводки. Отделочные
работы и доводка деталей из чугунов и
цветных металлов незакрепленными
микрошлифпорошками. Отделочные работы
и доводка незакрепленным зерном
Изготовление: инструмента из шлифзерна
на всех связках для обработки заготовок из
чугунов, цветных металлов и вольфрамовых
твердых сплавов, шлифовальной шкурки для
отделочных работ
297
298.
ХарактеристикаМарка
Область применения
Карбид кремния зеленый
Отличается от карбида
кремния черного
повышенными
твердостью, абразивной
способностью и
хрупкостью
62С
63С
64С
Изготовление: инструмента из шлифпорошков на
всех связках для обработки заготовок из чугунов,
меди, алюминия, гранита, мрамора; шлифовальной
шкурки для отделочных и доводочных работ.
Отделочные работы и доводка незакрепленным
зерном.
Изготовление инструмента из шлифзерна на всех
связках для обработки заготовок из титановых и
титанотанталовых твердых сплавов; шлифовальной
шкурки для отделочных и доводочных работ .
Изготовление: инструмента из
микрошлифпорошков на всех связках для обработки
заготовок из чугунов, меди, алюминия, гранита,
мрамора; шлифовальной шкурки
для отделочных и доводочных работ. Отделочные
работы и доводка незакрепленным зерном
298
299.
ХарактеристикаМарка
Область применения
Карбид бора
Значительно превышает электрокорунд и
карбид кремния по твердости и абразивной
способности, хотя и очень хрупок.
КБ
Шлифование, отделочные работы и доводка
незакрепленным зерном деталей из твердых сплавов и
чугунов.
Эльбор (кубический нитрид бора)
Имеет наивысшие после
алмаза твердость и абразивную
способность, обладает высокой
теплостойкостью и повышенной
хрупкостью; инертен к железу.
ЛП , ЛО
Изготовление инструмента из
шлифпорошков и
микрошлифпорошков на всех связках
для чистовой обработки высокоточных
деталей из
труднообрабатываемых закаленных
сталей, шлифовальной шкурки для
отделочных работ; инструмента для
чистовой заточки режущего
инструмента. Отделочные работы
незакрепленным зерном.
299
300.
ХарактеристикаМарка
Область применения
Алмаз синтетический
Превышает по твердости
эльбор; обладает высокой
износостойкостью и
пониженной
теплостойкостью, химически
активен к железу; имеет
повышенную хрупкость и
пониженную прочность, что
способствует
самозатачиванию,
синтетический алмаз
каждой последующей марки
(от АС2 до АС50) отличается
от предыдущего более
высокой прочностью и
меньшей хрупкостью.
АС2 (АСО)
обычной
прочности
АС4 (АСР)
повыш.
Прочности
АС6 (АСБ)
высокой
Изготовление инструмента на
органических связках для чистовой
обработки и доводки деталей из твердых
сплавов и сталей
Изготовление инструмента на
органических и керамических связках для
шлифования заготовок из твердых
сплавов, керамики и других хрупких
материалов
Изготовление инструмента на
металлических связках, работающего при
повышенных нагрузках
прочности
АС15 (АСК)
кристаллы
Изготовление инструмента на металлических
связках, работающего в тяжелых условиях
(резка и обработка стекла, шлифование и
300
полирование камня)
301.
ХарактеристикаМарка
АС32 (АСС)
монокристаллы
сортированные
АС50
Поликристаллические
дробленые алмазы
типа «баллас»
Поликристаллические
дробленые алмазы
типа «карбонадо»
Поликристаллические
дробленые алмазы
типа «спеки»
АРБ1 (АСБ)
АРК4 (АСПК)
АРС3
Область применения
Изготовление инструмента на металлических
связках для бурения, резки камня, чернового
хонингования
Изготовление инструмента, работающего в
особо тяжёлых условиях (бурение пород IX и X
категорий буримости, резка гранита, обработка
керамики, кварцевого стекла, корунда и др.)
Изготовление инструмента для чернового
хонингования чугунов, резки стеклопластиков
Изготовление инструмента, работающего в
тяжелых условиях (хонингование, обработка
камня и материалов в стройиндустрии)
Изготовление инструмента, работающего в
особо тяжелых условиях (бурение, правка
шлифовальных кругов, обработка камня и
материалов в стройиндустрии)
301
302.
Алмаз природныйОбладает наивысшими
твердостью и
износостойкостью,
используется главным
образом на операциях, где
необходимы исключительно
высокая износостойкость и
повышенная абразивная
способность инструмента при
обработке твердых и
сверхтвердых материалов
А1, А2, АЗ
А5
А5, А8
Изготовление инструмента на металлических
связках для обработки технического стекла,
керамики, камня, бетона
Изготовление шлифовальных кругов на
металлических связках, в том числе
гальваническим методом, для обработки
металла, керамики и др.
Изготовление правящего и бурового
инструмента, а также инструмента для обработки
камня и материалов в стройиндустрии
Другие
Корунд
92Е
Изготовление инструмента и микропорошков
для полирования деталей из стекла и металлов
Кремень
81Кр
Изготовление шлифовальной шкурки для
обработки древесины, кожи, эбонита
Наждак
--
Гранат
--
Изготовление мельничных жерновов.
Обработка незакрепленным зерном
Изготовление шлифовальной шкурки для302
303.
Шлифовальный абразивный материалИзмельченный на фракции абразивный материал
называют шлифовальным.
Фракция — это совокупность абразивных зерен в
установленном интервале размеров. Преобладающую по массе,
объему или числу зерен фракцию называют основной.
Зернистость характеризует размер режущих зерен основной
фракции в данном инструменте.
В зависимости от размера зерен шлифовальные материалы
делятся на следующие группы:
шлифзерно — от № 200 до № 16;
шлифпорошки — от № 12 до № 4;
микрошлифпорошки — от М63 до М14;
тонкие микрошлифпорошки — от М10 до М5.
Шлифзерно и шлифпорошки получают ситовым рассевом,
микрошлифпорошки — осаждением в жидкости.
Условное обозначение зернистости дополняют буквенным
индексом, соответствующим процентному содержанию: В —
303
высокое; П — повышенное; Н — номинальное; Д — допустимое.
304.
В зависимости от группы материалов зернистость обозначаетсяследующим образом:
для шлифзерна и шлифпорошков — 0,1 размера (мкм) в свету
стороны ячейки сита, на котором задерживаются зерна основной
фракции, например 40, 25, 16 (соответственно 400, 250, 160 мкм);
для микрошлифпорошков — по верхнему пределу размера зерен
основной фракции с добавлением индекса М, например М40, М28,
М10 (соответственно 40, 28, 10 мкм);
для алмазных шлифпорошков — дробью, у которой числитель
соответствует размеру (мкм) стороны ячейки верхнего сита, а
знаменатель — размеру (мкм) стороны ячейки нижнего сита
основной фракции, например 400/250, 400/315, 160/100, 160/125;
для алмазных микрошлифпорошков и субмикропорошков —
дробью, у которой числитель соответствует наибольшему (мкм), а
знаменатель — наименьшему размеру (мкм) зерен основной
фракции, например 40/28, 28/20, 10/7;
304
305.
для шлифзерна и шлифпорошков эльбора — в зависимости отметода контроля: при ситовом методе — 0,1 размера (мкм) в свету
стороны ячейки сита, на котором задерживаются зерна основной
фракции, например Л20, Л16, Л10; при микроскопическом методе
—
аналогично
обозначению
зернистости
алмазных шлифзерна и шлифпорошков, например 250/200,
200/160, 125/100.
Твердость абразивного инструмента характеризует прочность
закрепления абразивных зерен в инструменте с помощью связки,
поэтому она определяется количеством и свойствами связки,
введенной в инструмент. С увеличением количества связки на 1,5%
твердость инструмента повышается на одну степень. При этом
объем связки увеличивается за счет соответствующего уменьшения
объема пор. Расстояние между зернами остается неизменным.
305
306.
Твердость оказывает влияние на режущие свойства икромкостойкость инструмента, а также на характер его
изнашивания в процессе резания. Если прочность закрепления
зерен в инструменте ниже прочности самого абразивного зерна, то
изнашивание происходит вследствие выкрашивания зерен и
абразивный инструмент работает в режиме самозатачивания. Если
же прочность абразивного зерна окажется ниже прочности его
закрепления в инструменте, то изнашивание будет протекать
частично за счет хрупкого разрушения, скалывания зерен и частично
за счет их стирания с образованием площадок износа на зерне.
306
307.
Твердость абразивного инструмента и области его применения взависимости от твердости
Степень
твердости
Обозначение
твердости
Мягкий (М)
М1...МЗ
Среднемягкий
(СМ)
МС1, СМ2
Средний (С)
Среднетвердый
(СТ)
С1, С2
СТ1...СТЗ
Область применения
Шлифование с интенсивным самозатачиванием
инструмента — плоское (торцом круга),
внутреннее (закаленных сталей), заточка и
доводка режущего инструмента, цветных
металлов, труднообрабатываемых и вязких
сплавов, высокотвердых закаленных сталей,
имеющих склонность к прижогам и трещинам;
зубошлифование, резьбошлифование; чистовое
шлифование и суперфиниширование
Окончательное и чистовое шлифование (круглое,
бесцентровое и внутреннее), плоское шлифование
периферией круга, резьбошлифование шлифование
чугунов, обдирочное шлифование торцом круга
Круглое и бесцентровое
врезное шлифование,профильное шлифование,
обработка разобщенных поверхностей, обдирочное
307
шлифование чугунов
308.
Степеньтвердости
Твердый (Т)
Обозначение
твердости
Т1, Т2
Весьма твердый
(ВТ)
ВТ1, ВТ2
Чрезвычайно
твердый (ЧТ)
ЧТ1, ЧТ2
Область применения
Обдирочное шлифование; снятие заусенцев
на поковках и литье, изготовление отрезных
кругов и ведущих кругов для бесцентрового
шлифования; хонингование закаленных
сталей, врезное профильноешлифование с
большим объемом металла
Обдирочное шлифование и
зачистка в металлургии и кузнечнолитейном производстве; правка
шлифовальных
кругов, шлифование с большим
давлением резания (например,
шаров)
Примечание. В таблице дана шкала твердостей для инструмента на керамической
и бакелитовой связках. Инструмент на вулканитовой связке выпускают
308
твердостью С, СТ и Т.
309.
Структуры абразивного инструментаа — мягкого
круга,
б — твердого
круга,
в — плотная,
г—
открытая,
д — на
керамической
связке,
е — на
вулканитовой
связке.
309
310.
Структура абразивного инструмента характеризуется соотношениемобъемов абразивных зерен, связки и пор. Система регулирования
структур основана на сохранении равенстваV3+VС+VП=100%,
где V3 — объем зерна, VC объем связки, VП — объем пор.
Определяющим параметром структуры является объем V3.
С увеличением на один номер структуры объем зерен уменьшается
на 2%, расстояние между зернами и размер отдельных пор
увеличиваются, однако для сохранения одинаковой твердости
инструмента объем связки также увеличивается на 2%, при этом
объем пор остается неизменным.
Номера структуры: 0 , 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12.
Абразивные инструменты, имеющие одинаковые зернистость и
твердость, но разные структуры, различаются между собой по
степени сближения абразивных зерен.
Структуру, обозначенную № 1...4, принято
называть закрытой (плотной),
№ 4...8 — средней, № 9...12 и выше (до 16) — открытой. Чем
больше номер структуры, тем больше расстояние между зернами,
310
т. е. структура более открытая.
311.
Инструменты открытой структуры имеют улучшенные условияотвода стружки и меньшее тепловыделение. Наиболее эффективно
их применение при обработке вязких металлов, а также металлов,
склонных к прижогам и трещинам. Рекомендуемые области
применения инструмента основных номеров структур следующие:
№ 1...3 — изготовление инструмента на бакелитовой и
керамической связках при шлифовании с малым съемом металла,
преимущественно
для
обработки
шарикоподшипников;
№ 3, № 4 — профильное шлифование, шлифование с большими
подачами и переменной нагрузкой, отрезные работы;
№ 4...6 — круглое наружное, бесцентровое, плоское шлифование
периферией
круга;
№ 7...9 — плоское шлифование торцом круга, внутреннее
шлифование,
заточка
инструмента;
№ 8...10 — шлифование и заточка инструмента, оснащенного
твердым
сплавом;
№ 8...12 — профильное шлифование мелкозернистыми кругами
311
(резьбошлифование).
312.
Увеличенные размеры пор достигаются добавкой в абразивнуюмассу порообразующих веществ, выгорающих при термической
обработке инструмента (молотый уголь, пластмассовая крошка,
древесные опилки). Такой абразивный инструмент называется
высокопористым. Наибольшая его эффективность проявляется при
обработке очень вязких материалов, при сухом (без подачи
охлаждающей жидкости) шлифовании и заточке.
Связка определяет прочность и твердость инструмента, оказывает
большое влияние на режимы, производительность и качество
обработки.
Различают
связки
неорганические
и
органические.
К
неорганическим связкам относятся керамическая, силикатная и
магнезиальная (для алмазного инструмента — металлическая), к
органическим — бакелитовая, вулканитовая, глифталевая,
поливинилформалевая, эпоксидная.
312
313.
Керамическая связка обладает высокой огнеупорностью,водостойкостью, химической стойкостью, хорошо сохраняет
профиль рабочей кромки, круга, но чувствительна к ударным и
изгибающим нагрузкам. Применяют плавящиеся и спекающиеся
керамические связки.
Абразивный инструмент из электрокорунда изготовляют на
плавящихся связках, а из карбида кремния — на спекающихся.
Шлифовальные круги из электрокорунда более прочны, чем из
карбида кремния.
Силикатная и магнезиальная связки, малопрочные и
чувствительные к охлаждающим жидкостям, имеют ограниченное
применение. Основное их преимущество— меньшее выделение
теплоты при шлифовании.
Абразивный инструмент на бакелитовой связке обладает более
высокими прочностью (на сжатие и изгиб) и упругостью, чем
инструмент на керамической связке. Он может быть изготовлен
различных форм и размеров, в том числе и очень тонким — до 0,5
313
мм для отрезных и прорезных работ.
314.
Недостатком бакелитовой связки является невысокая стойкость квоздействию охлаждающих жидкостей, содержащих щелочные
растворы. Для повышения этой стойкости круги покрывают лаком,
суриком или какой-либо водонепроницаемой краской, иногда
пропитывают парафином. При шлифовании кругами на бакелитовой
связке охлаждающая жидкость должна содержать не более 1,5%
щелочи.
Круги на бакелитовой связке обладают меньшей кромкостойкостью,
чем на керамической. Бакелитовая связка имеет более слабое, чем
керамическая, сцепление с абразивным зерном, поэтому
инструмент на этой связке широко используют на операциях
плоского шлифования, где необходимо самозатачивание круга.
Бакелитовая связка, имеющая невысокую теплостойкость, выгорает
при нагревании до 250 – 300 °С, а при 200°С и выше она
приобретает хрупкость. Абразивный инструмент на бакелитовой
связке чаще изготовляют из электрокорунда нормального и карбида
кремния черного.
314
315.
Основой вулканитовой связки является термически обработаннаясмесь каучука с серой, поэтому инструмент на такой связке,
приобретающий свойство эластичности, используется при
обработке фасонных поверхностей и профильном шлифовании.
Круги на вулканитовой связке работают на скоростях до 60 м/с и
могут быть изготовлены толщиной 0,3 ...0,5 мм для отрезных работ.
Вулканитовая связка по сравнению с керамической значительно
хуже удерживает абразивные зерна, что компенсируется
повышением ее количества за счет уменьшения пор (рис…, д, е).
следствие этого инструмент на вулканитовой связке отличается
плотной структурой, вызывающей увеличенное тепловыделение
при шлифовании. Низкая теплостойкость каучука (150 ...180° С)
приводит к размягчению и выгоранию связки при интенсивном
резании. Абразивные зерна углубляются в эластичную связку и
режут на меньшей глубине подобно более мелкозернистому
инструменту, обеспечивая наименьшую шероховатость
поверхности. Эти особенности вулканитовой связки эффективно
315
используются при чистовой обработке фасонных поверхностей.
316.
Связки абразивных кругов и области их примененияСвязка
Марка
Область применения
КО
К1, К5, К8
Керамическая
К5, К7
К2, КЗ
Б
Б1
Бакелитовая
Б2
БЗ
Изготовление малогабаритных кругов для внутреннего
шлифования
Изготовление инструмента общего назначения для всех видов
шлифования, кроме отрезных и прорезных работ
Изготовление инструмента повышенных прочности и
кромкостойкости для скоростного, профильноговрезного,
прецизионного шлифования
Изготовление инструмента из карбида кремния для всех видов
шлифования и заточки
Изготовление инструмента с повышенной режущей
способностью для шлифования заготовок, имеющих склонность
к прижогам, для зачистного и обдирочного шлифования, заточки
и хонингования
Изготовление инструмента общего назначения для плоского,
внутреннего шлифования, заточки, разрезных работ
Изготовление инструмента для шлифования торцом
сегментных кругов
Изготовление инструмента для резьбошлифовальных и 316
отрезных работ, хонингования
317.
СвязкаВулканитовая
Марка
В, В1
В2
В3
Глифталевая
ГФ
Поливинилфор
малевая
ПФ
Металлическая
М
Область применения
Изготовление ведущих кругов, инструмента для бесцентрового
шлифования, отрезных работ, обработки фасонных
поверхностей, хонингования незакаленных сталей и чугунов,
отделочного шлифования и полирования
Изготовление инструмента повышенной прочности для
скоростного шлифования и абразивного резьбонарезания
Изготовление инструмента повышенной режущей
способности для профильной обработки подшипников качения,
чистового шлифования цилиндрических и некруглых
поверхностей
Изготовление инструмента для доводочных и полировальных
работ
То же
Изготовление алмазного и эльборового инструмента
По материалам книги Справочник молодого шлифовщика
Москва "Высшая школа" 1991г.
317
318.
Инструментальныепокрытиями
материалы
с
износостойкими
Инструментальные материалы с покрытием являются
типичным композиционным материалом,
обладающим
высокой износостойкостью в сочетании с достаточно
удовлетворительной прочностью при изгибе, ударной
вязкостью, выносливостью, трещиностойкостью.
Инструмент, изготовленный из такого материала, может обладать
удовлетворительным запасом хрупкой и пластической прочности
одновременно, что увеличивает его надежность.
Если рассматривать покрытие как некоторую промежуточную
технологическую
среду
между
инструментальным
и
обрабатываемым материалами, то можно сформулировать
условия, в соответствии с которыми с помощью покрытия можно
достаточно эффективно управлять свойствами инструментального
материала,
характеристиками
контактных
процессов
и
стружкообразованием и, таким образом, интенсивностью
318
изнашивания инструмента.
319.
Требования к износостойким покрытиямПокрытие должно быть: устойчивым против коррозии и окисления;
сохранять свои свойства при высоких температурах; не иметь
дефектов (пор, включений); обладать высоким пределом
выносливости.
Покрытия должны иметь: твердость, в 1,5–2 раза превышающую
твердость инструментального материала; низкую склонность к
адгезии с обрабатываемым материалом;
минимальную
способность к диффузионному растворению в обрабатываемом
материале; максимальное отличие кристаллохимических структур
покрытия и инструментального материала.
Желательно иметь максимальное подобие кристаллохимических
параметров; минимальное отличие физико-механических и
теплофизических
свойств;
минимальную
вероятность
возникновения твердофазных диффузионных реакций при
температуре резания.
319
320.
Свойствами композиционного инструментального материала спокрытием можно управлять за счет варьирования химическим
составом покрытия, его структурой и типом связи с
инструментальным материалом. Указанные параметры зависят от
метода нанесения покрытия и технологических условий
формирования исходных свойств инструментального материала.
Влияние на структуру и дефектность покрытия, тип связи с
инструментальной матрицей могут
оказать
субструктура,
загрязненность
и
дефекты
приповерхностных
слоев
инструментального материала.
Выбор метода нанесения покрытий
Наибольшее распространение для нанесения износостойких
покрытий на режущий инструмент получили методы химического
(газофазного) осаждения покрытий (ХОП) или CVD (Chemical Vapour
Deposition), термодиффузионное насыщение поверхности (ТДН) и
физическое осаждение покрытий в вакууме (ФОП) или PVD
320
(Physical Vapour Deposition).
321.
Процессы химического осаждения покрытий ХОП (CVDоснованы на гетерогенных термохимических реакциях
приводящих к адсорбции и хемосорбции с последующим
формированием соединений, образующих покрытие как в
парогазовой среде окружающей инструмент, так и
непосредственно на его рабочих поверхностях Исходными
продуктами служат газообразные галогениды металлов МеГ
(MeG), при взаимодействии которых с другими
компонентами газовых смесей (H , N , CH , Ar и др.
синтезируется покрытие. Для осаждения тугоплавких
соединений
методом
водородного
восстановления
используют реакционные паро-газовые смеси галогенидов
металлов, соединений, являющихся поставщиком второго
компонента и водорода, который служит одновременно
газом-транспортером и восстановителем.
321
322.
Свойства, структура и качество покрытий, зависят оттемпературы,
времени
осаждения,
состава
и
концентрации реагентов парогазовой среды, ее давления
и скорости подачи. От указанных параметров зависят
структура, фазовый состав, дефектность покрытия,
прочность его адгезии с субстратом, а, следовательно, и
основные свойства покрытий. Прочность адгезии, кроме
того, сильно зависит от кристаллохимического подобия
материалов осаждаемого покрытия и субстрата. В
результате на рабочих поверхностях инструмента
формируется покрытие, имеющее высокую плотность и
гомогенность; высокую прочность адгезии с субстратом;
высокую равномерность толщины покрытия даже на
поверхностях, имеющих сложную форму.
322
323.
Вместе с тем, процессы ХОП (CVD) часто не соответствуютстандартам экологической безопасности, осуществляются при
высоких температурах (800 1500 С) и большой длительности.
Последнее является причиной формирования на границах разделов
«покрытие-субстрат», «зерно-связка» хрупкой -фазы (W3Co3С) (для
твердого сплава),
снижающей прочность инструментального
материала на 20-30 %
Для процессов ХОП (CVD) характерна сильная зависимость
качества формируемых покрытий от субструктуры субстрата
(твердого сплава). В частности, при формировании покрытий типа
TiC на твердосплавных субстратах (например, WC-Co) зарождение
центров конденсации покрытия происходит только на кобальтовых
зернах, имеющих максимальное подобие кристаллохимических
структур (TiC и Co имеют кубические решетки с почти полным
совпадением длин диагоналей). Вследствие этого непосредственно
над карбидными зернами WC возможно образование пор,
являющихся опасным дефектом твердого сплава с покрытием
323
снижающим его качество.
324.
Поэтому при производстве твердых сплавов с покрытием большоевнимание уделяют качеству и зерновой структуре сплава, в
частности, используют мелкозернистные и особомелкозернистые
структуры, что снижает вероятность образования пор, а
непосредственно перед нанесением покрытия производят
насыщение поверхности избыточным углеродом, для уменьшения
вероятности формирования охрупчивающей - фазы на границах
раздела «субстрат-покрытие».
Рассмотренные особенности покрытий, формируемых при
использовании стандартных технологий ХОП (CVD), а также анализ
данных исследований, представленных в работах позволяет
сделать выводы о тенденциях их совершенствования и
предпочтительных областях
применения инструментов с
покрытиями CVD.
324
325.
В настоящее время промышленностью выпускается несколько разновидностейтвердосплавных пластин с износостойким покрытием, полученным по этим
технологиям, области применения которых представлены в табл. 6.24.
Таблица 6.24
Марки и области применения твердосплавных пластин с износостойким
покрытием
Марка
сплава
МС2210
Твердый сплав Технология
основы
получения
МС221
Покрытие
Область
применения
GC
TiC
P10–P30
GM
TiC–TiCN–TiN
P10–P30
МС2215
МС221
GM
TiC–TiCN–TiN
P15–P35
ВП1255
ТТ7К12
GM
TiC–TiCN–TiN
P20–P30
ВП1355
Т5К10
GM
TiC–TiCN–TiN
P20–P40
ВП1455
ТТ7К12
GM
TiC–TiCN–TiN
M15–M30
МС1460
МС1465
МС146
МС146
МС3210
МС321
GС
GM
GC
TiC
TiC–TiCN–TiN
TiC
МС3215
МС321
P20–P40
P20–P40
K10–K20
325