
 mechanics
mechanicsSimilar presentations:










: Слюсарно-механічні способи відновлення
1. Тема: Слюсарно-механічні способи відновлення
1. Слюсарно-механічні способи відновлення2. Ремонт машин, як об’єктивна реальність
3. Історія ремонтної бази.
4. Система технічного обслуговування і
ремонту техніки
2.
Механічну обробку широко застосовують якпідготовчу і заключну операції майже при всіх
методах відновлення деталей. Крім того,
механічна обробка використовується як
самостійний спосіб відновлення деталей під
ремонтні розміри постановкою додаткових
ремонтних деталей і заміною елемента деталі.
Ремонтним розміром називається такий наперед
встановлений, відмінний від заводського
розмір, до якого відновлюють деталь.
3.
• Відновлення деталей постановкою додатковихремонтних деталей. Суть цього методу в тому,
що зношені поверхні деталей видаляють
механічною обробкою і встановлюють знову
виготовлені додаткові ремонтні деталі, які і
компенсують зношений і знятий метал
(прокладки, шайби і т.п.).
• Для міцного і надійного з’єднання додаткової
ремонтної деталі з основною необхідно
правильно вибрати посадку і спосіб кріплення.
Для кріплення використовують клеї, зварювання,
стопорні гвинти, штифти і т.п.
4.
• Штифтуванням відновлюють герметичність уневідповідальних частинах корпусних деталей.
Штифтування не забезпечує підвищення міцності
відремонтованої ділянки, поліпшується тільки
герметичність. Суть його полягає в тому, що
спочатку насвердлюють кінці тріщини, нарізають
в них різь і вкручують штифти. Потім в
послідовності, показаній на свердлять і
встановлюють решту штифтів. Кожний штифт
повинен перекривати сусідній приблизно на 1/3
діаметра.
• Штифти виготовляють з міді або інших м’яких
металів. Після установки головки штифтів
розчеканюють і зачищають, а іноді пропаюють
м’яким припоєм.
5.
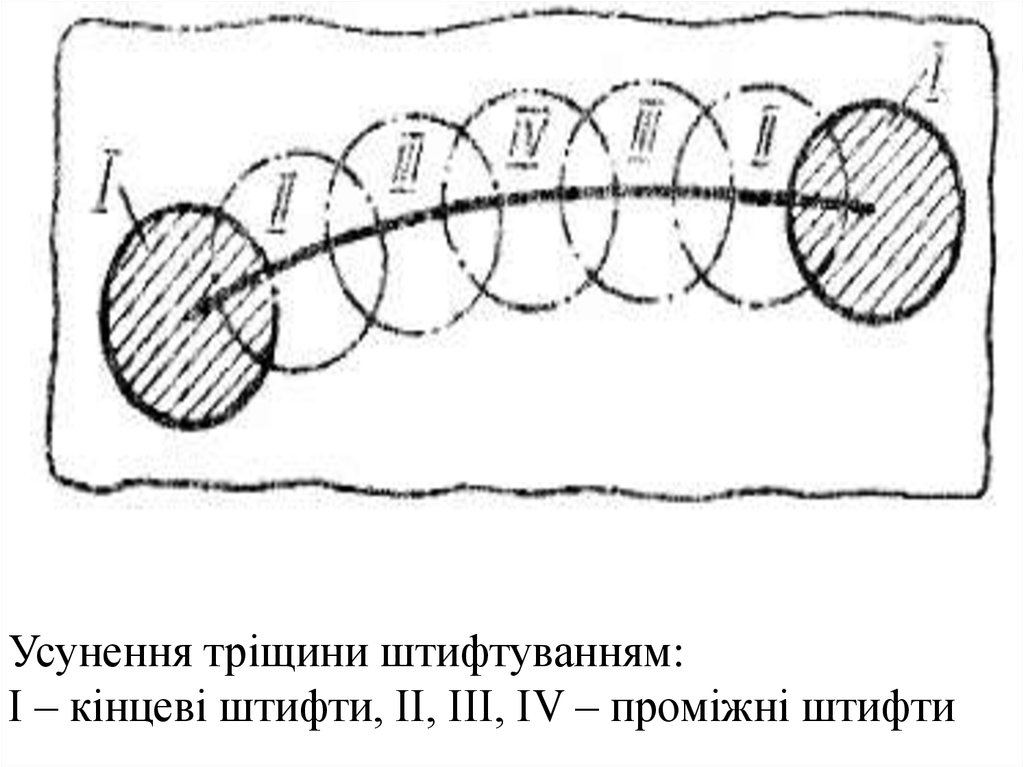
Усунення тріщини штифтуванням:І – кінцеві штифти, ІІ, ІІІ, IV – проміжні штифти
6.
• Постановкою латок відновлюють пробоїни ітріщини в корпусних деталях, деталях оперення,
рамах і т.п. Латки виготовляють з листової сталі
товщиною 1,5...2,0 мм, а для ремонту оперення
беруть матеріал товщиною, яка дорівнює товщині
деталі. Встановлюють межі тріщини (розміри
пробоїни), зачищають і кінці насвердлюють.
Розмір латки повинен бути таким, щоб вона
виходила за краї пробоїни або тріщини на 15...20
мм. Закріплюють латку гвинтами або клепками
на відстані 10...15 мм одна від іншої, приварюють
контактним або газовим зварюванням. Перед
установкою латку місце її встановлення
промазують суриком або фарбою, а для
відновлення герметичності під неї додатково
ставлять прокладку.