


















 management
managementSimilar presentations:



 бережливого производства с целью повышения производительности труда")






Изучение и практическое внедрение инструментов ПСР на пилотном участке ФГУП ФНПЦ «ПО «Старт» им. М.В. Проценко»
1. Изучение и практическое внедрение инструментов ПСР на пилотном участке ФГУП ФНПЦ «ПО «Старт» им. М.В. Проценко»
Практический семинарИзучение и практическое внедрение
инструментов ПСР на пилотном участке
ФГУП ФНПЦ «ПО «Старт» им. М.В. Проценко»
г. Заречный
18 – 21 октября 2010
2. Содержание
12
3
4
5
Цели и задачи проведения семинара
Краткое описание продукта, потребность, время такта,
диаграмма спагетти
Задачи участникам
Результаты работы групп: фрагмент карты текущего
состояния потока создания ценности, предложения
по улучшению, ожидаемая эффективность
Выводы
www.rosatom.ru
2
3. Цели и задачи проведения семинара
1 2 3 4 5Цели и задачи проведения семинара
www.rosatom.ru
4. Цели и задачи проведения семинара
12
3
4
5
1. Изучение и практическая отработка процессов
применения инструментов ПСР.
2. Обмен опытом внедрения ПСР между предприятиями
ДП ЯБП.
3. Подготовка к отраслевому семинару.
www.rosatom.ru
4
5. Краткое описание продукта, потребность, время такта, диаграмма спагетти
1 2 3 4 5Краткое описание продукта,
потребность, время такта,
диаграмма спагетти
www.rosatom.ru
6. Краткое описание продукта, участка, время такта, диаграмма спагетти
12
3
4
5
В качестве продукта выбран
корпус
А2.Х3.10.132 блока
электронного
неконтактного
взрывателя изделия «Игла».
Годовая
потребность
в
продукте 2771 шт. Расчетное
время такта 12 шт. в день.
www.rosatom.ru
6
7.
Краткое описание продукта, участка,время такта, диаграмма спагетти
1
www.rosatom.ru
2
3
4
5
7
8. Задачи участникам
1 2 3 4 5Задачи участникам
www.rosatom.ru
9. Задачи участникам
12
3
4
5
1. Разделение участников семинара по рабочим группам.
2. Рабочие группы наблюдают за закрепленными за ними
операциями, делают отметки по каждой операции на
пилотном участке, вносят собранные данные на
подготовленные листы, отображают карту текущего потока
создания ценности, разрабатывают планы проведения
мероприятий по каждой технологической операции.
3. Разработка карты будущего потока создания ценности,
уточнение показателей, совещание при начальнике цеха
по вопросу обсуждения внедрения краткосрочных
кайзенов.
www.rosatom.ru
9
10. Задачи участникам
12
3
4
5
4. Оценка эффективности применения кайзен.
5. Рабочие группы докладывают руководству о
проведенных изменениях на пилотном участке,
озвучивают
предложения
о
дальнейших
улучшениях на пилотном участке.
www.rosatom.ru
10
11. Результаты работы групп: фрагмент карты текущего состояния потока создания ценности, предложения по улучшению, ожидаемая
1 2 3 4 5Результаты работы групп: фрагмент карты
текущего
состояния потока создания ценности,
предложения
по улучшению, ожидаемая эффективность
www.rosatom.ru
12.
Результаты работы группы № 11
ЛЗК
2
3
4
5
План на 30 дней
ПДБ
Цеха № 38
Поставщики цех № 38
ПДО
завода
ПДБ
Цеха № 07
Металлические
заготовки
Производственный
Мастер цеха №07
1 раз в день
Токарнаяпрограммная
№ 021
3
48 шт
216 000''
3
48 шт
216 000''
1
Тц=178,5''
Токарнаяпрограммная
№ 023
1
48 шт
216 000''
www.rosatom.ru
1
Тц=288''
Тц=815,5''
Тпер=35''
Тпер=35''
15''
178,5''
3
Токарнаяпрограммная
№ 050
12 шт
54 000''
1
180''
2''
288''
3
815,5''
12
13.
Результаты работы группы № 11
2
3
4
5
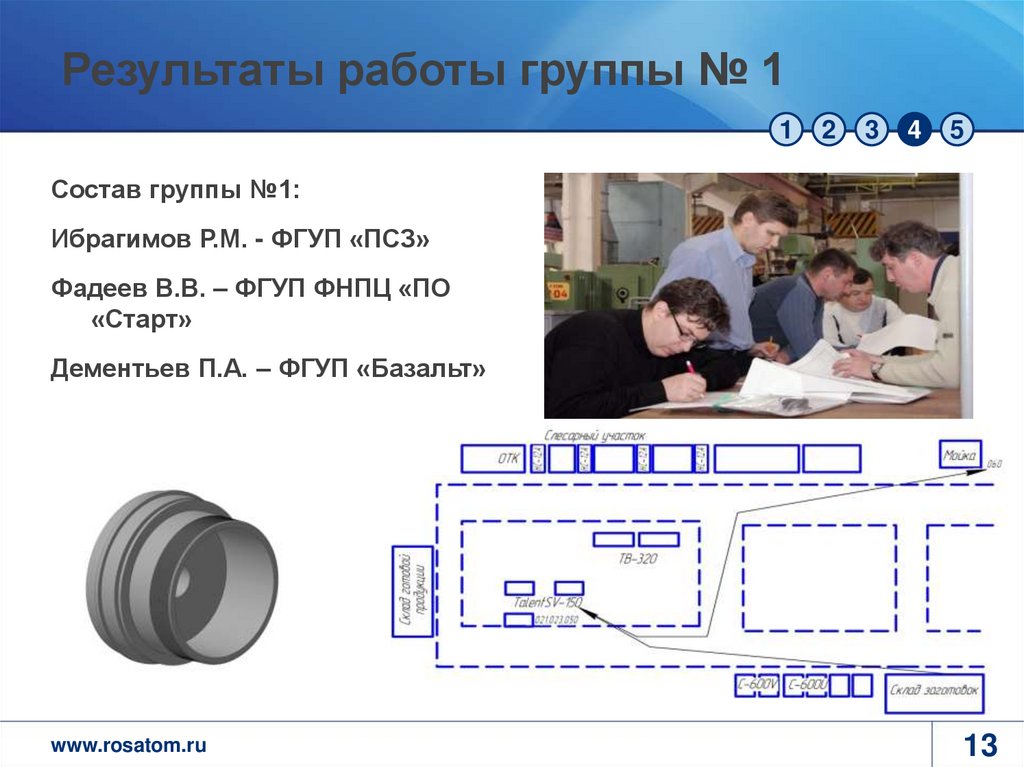
Состав группы №1:
Ибрагимов Р.М. - ФГУП «ПСЗ»
Фадеев В.В. – ФГУП ФНПЦ «ПО
«Старт»
Дементьев П.А. – ФГУП «Базальт»
www.rosatom.ru
13
14.
Результаты работы группы № 11
2
3
4
5
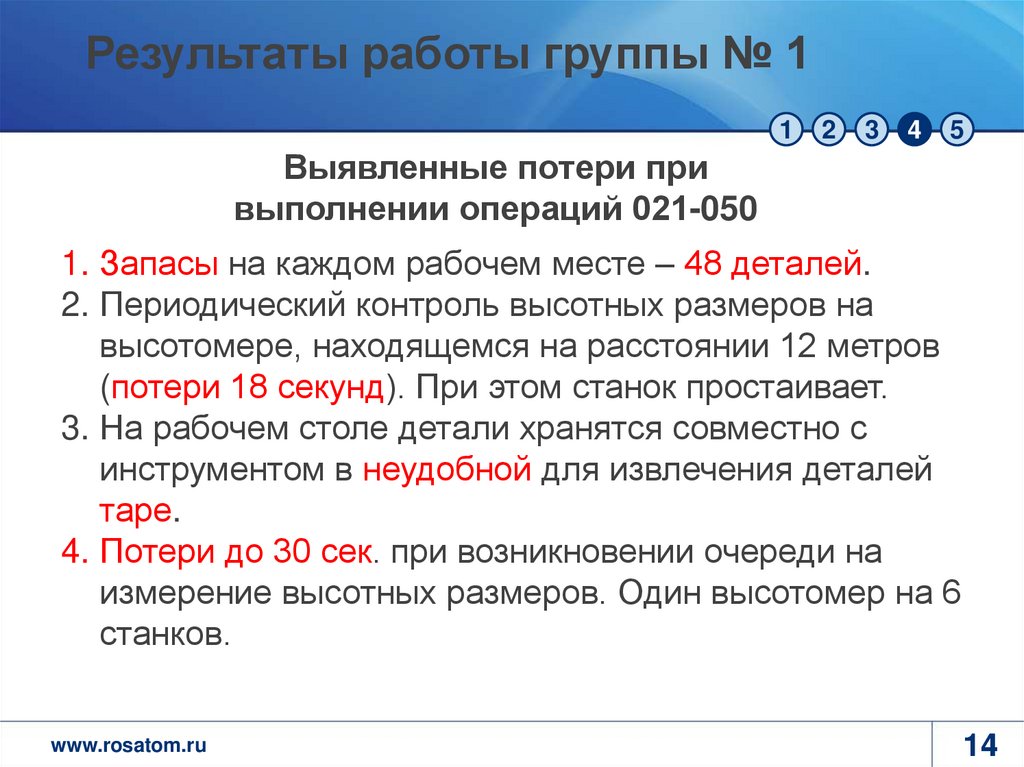
Выявленные потери при
выполнении операций 021-050
1. Запасы на каждом рабочем месте – 48 деталей.
2. Периодический контроль высотных размеров на
высотомере, находящемся на расстоянии 12 метров
(потери 18 секунд). При этом станок простаивает.
3. На рабочем столе детали хранятся совместно с
инструментом в неудобной для извлечения деталей
таре.
4. Потери до 30 сек. при возникновении очереди на
измерение высотных размеров. Один высотомер на 6
станков.
www.rosatom.ru
14
15.
Результаты работы группы № 11
2
3
4
5
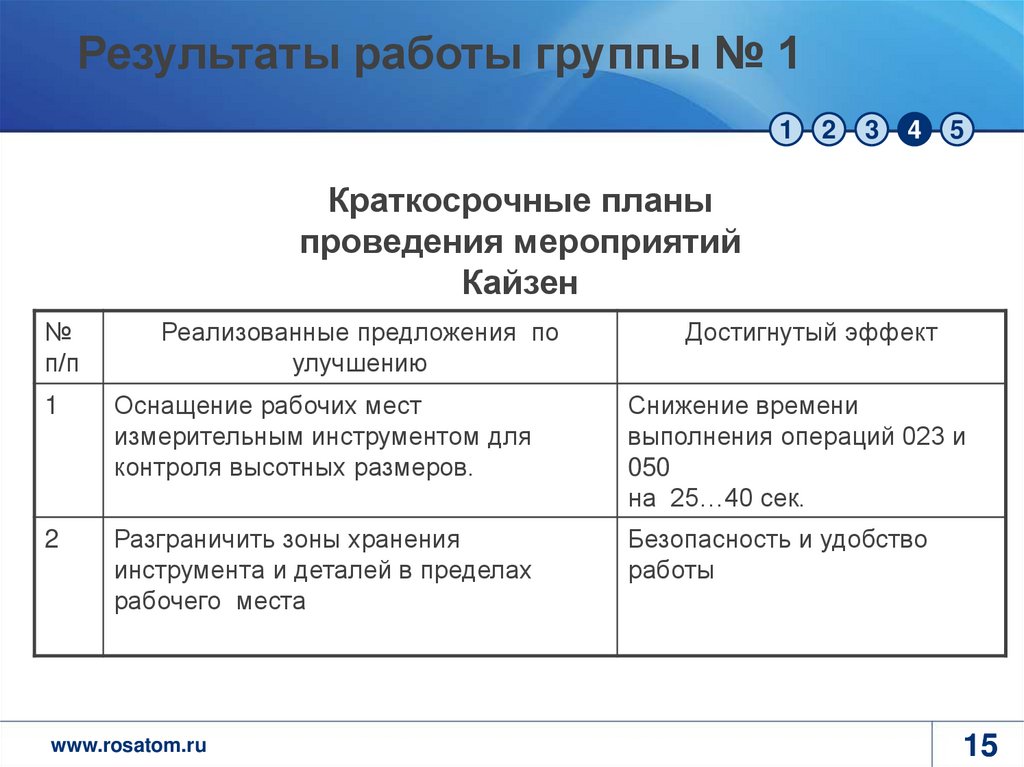
Краткосрочные планы
проведения мероприятий
Кайзен
№
п/п
Реализованные предложения по
улучшению
Достигнутый эффект
1
Оснащение рабочих мест
измерительным инструментом для
контроля высотных размеров.
Снижение времени
выполнения операций 023 и
050
на 25…40 сек.
2
Разграничить зоны хранения
инструмента и деталей в пределах
рабочего места
Безопасность и удобство
работы
www.rosatom.ru
15
16.
Результаты работы группы № 11
2
3
4
5
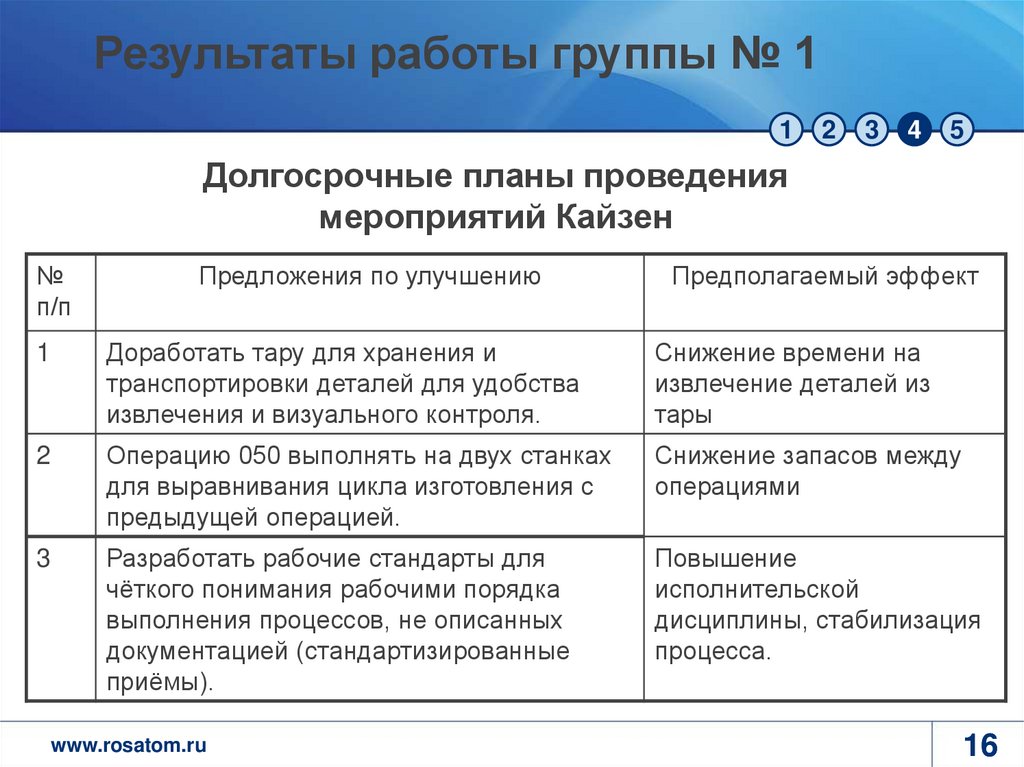
Долгосрочные планы проведения
мероприятий Кайзен
№
п/п
Предложения по улучшению
Предполагаемый эффект
1
Доработать тару для хранения и
транспортировки деталей для удобства
извлечения и визуального контроля.
Снижение времени на
извлечение деталей из
тары
2
Операцию 050 выполнять на двух станках
для выравнивания цикла изготовления с
предыдущей операцией.
Снижение запасов между
операциями
3
Разработать рабочие стандарты для
чёткого понимания рабочими порядка
выполнения процессов, не описанных
документацией (стандартизированные
приёмы).
Повышение
исполнительской
дисциплины, стабилизация
процесса.
www.rosatom.ru
16
17.
Результаты работы группы № 21
2
3
4
5
ПДО
завода
ПДБ
цеха №07
Производственный
мастер цеха №07
Моечная №
060
3
12 шт
54 000''
1
Контроль
№ 065
1
Контроль
№068
3
3
3
12 шт
54 000''
Токарная
№067
12 шт
54 000''
1
12 шт
54 000''
3
1
12 шт
54 000''
Токарнаяпрограммная
№ 070
1
Токарная
№085
Моечная №
080
3
3
12 шт
54 000''
1
12 шт
54 000''
3
1
48 шт
216 000''
Тц=544''
Тц=29''
Тпериод=25''
Тпер=90''
Тпер=0''
Тпериод=5''
Тпер=90''
Тколеб=3''
Тпериод=480''
Тпериод=0''
Тколеб=3''
Тпериод=0''
Ткол=4,1''
Ткол=46''
180''
180''
29''
www.rosatom.ru
5''
4''
Тц=4''
Тц=72,1''
Тц=4''
Тц=29''
4''
Ткол=56,97''
180''
5''
0''
72,1''
544''
Тц=109,7''
180''
29''
60''
109,4''
17
18. Результаты работы группы № 2
12
3
4
5
Состав группы №2:
Чичева О. А. - ФГУП «ПО «Север»
Юрмашев С.А - ФГУП «ПО «Старт»
Бендер В.Б. - ФГУП «ПСЗ»
www.rosatom.ru
18
19.
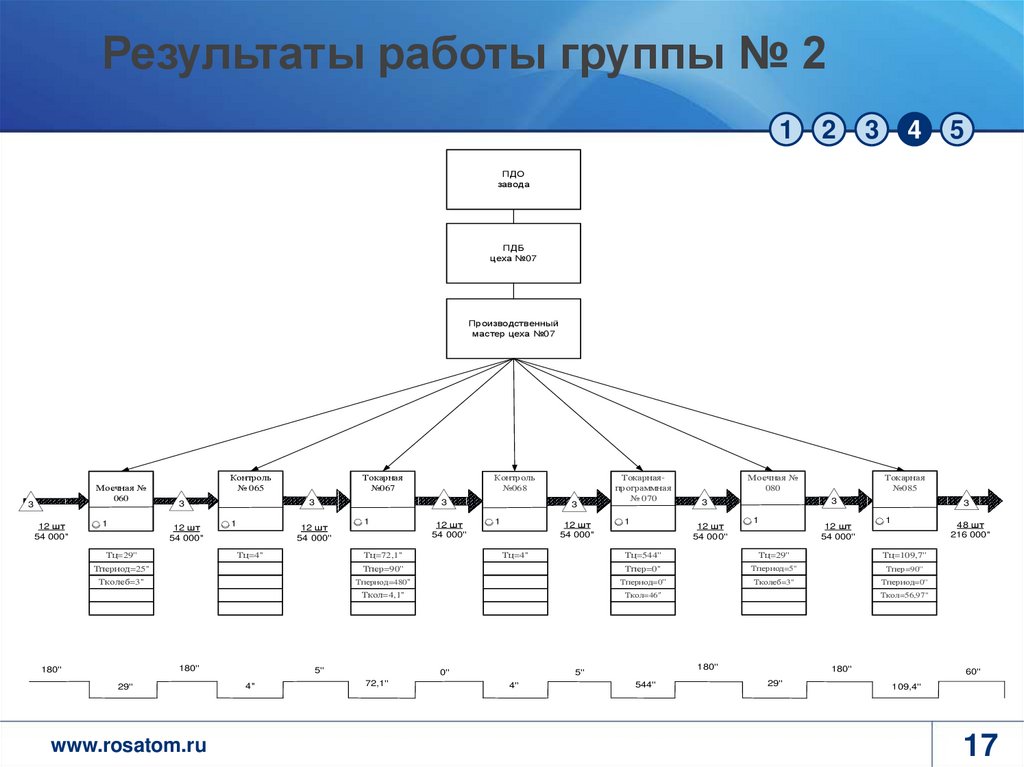
Результаты работы группы № 21
2
3
4
5
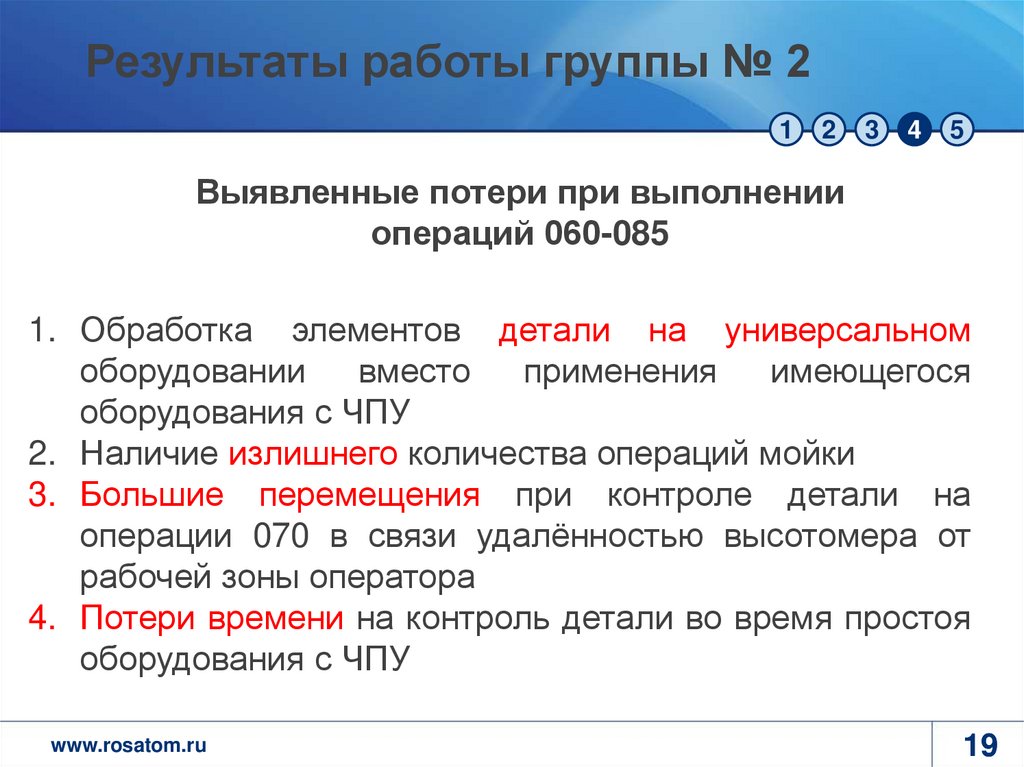
Выявленные потери при выполнении
операций 060-085
1. Обработка элементов детали на универсальном
оборудовании
вместо
применения
имеющегося
оборудования с ЧПУ
2. Наличие излишнего количества операций мойки
3. Большие перемещения при контроле детали на
операции 070 в связи удалённостью высотомера от
рабочей зоны оператора
4. Потери времени на контроль детали во время простоя
оборудования с ЧПУ
www.rosatom.ru
19
20.
Результаты работы группы № 21
2
3
4
5
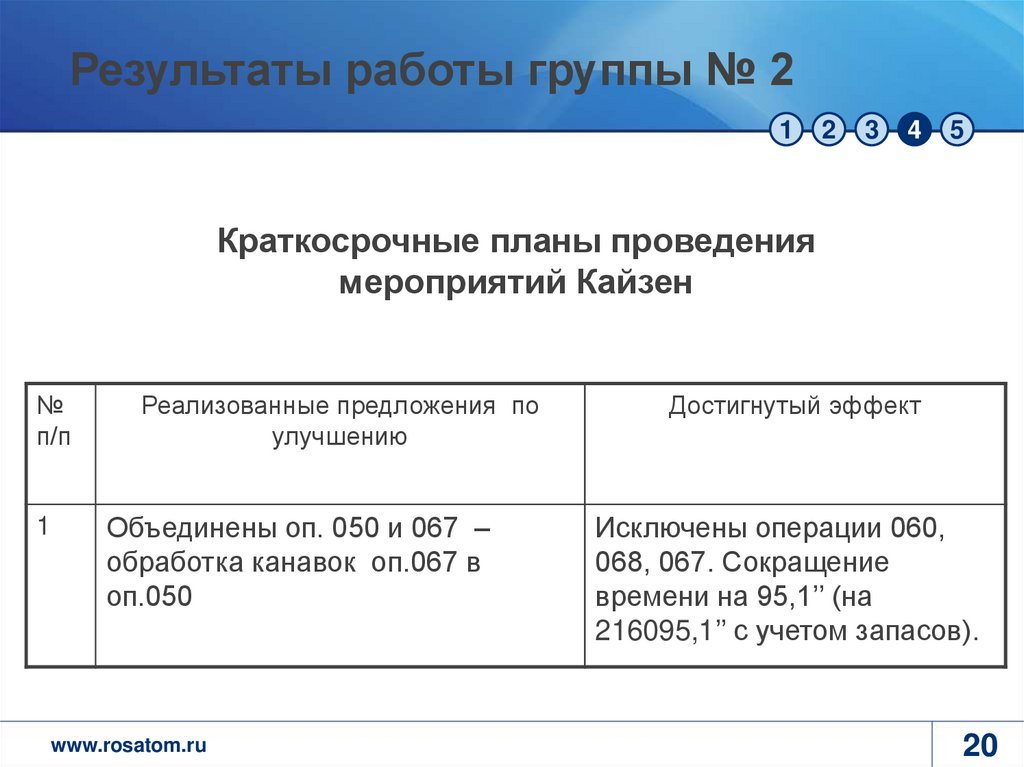
Краткосрочные планы проведения
мероприятий Кайзен
№
п/п
1
Реализованные предложения по
улучшению
Объединены оп. 050 и 067 –
обработка канавок оп.067 в
оп.050
www.rosatom.ru
Достигнутый эффект
Исключены операции 060,
068, 067. Сокращение
времени на 95,1’’ (на
216095,1’’ с учетом запасов).
20
21.
Результаты работы группы № 21
2
3
4
5
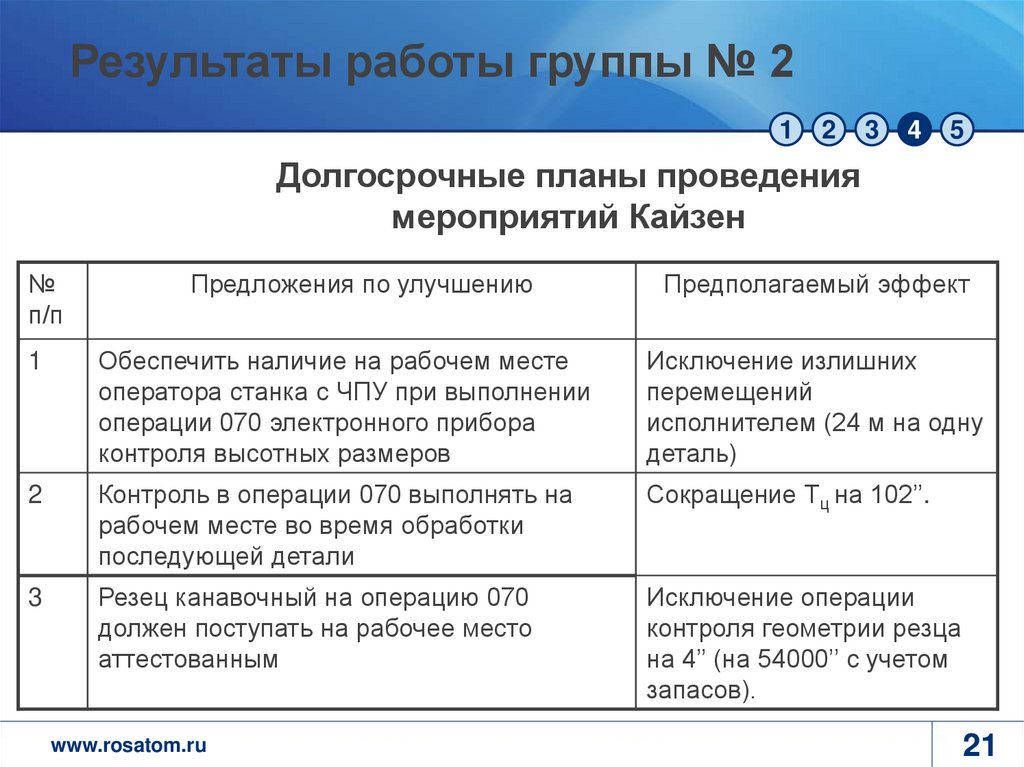
Долгосрочные планы проведения
мероприятий Кайзен
№
п/п
Предложения по улучшению
Предполагаемый эффект
1
Обеспечить наличие на рабочем месте
оператора станка с ЧПУ при выполнении
операции 070 электронного прибора
контроля высотных размеров
Исключение излишних
перемещений
исполнителем (24 м на одну
деталь)
2
Контроль в операции 070 выполнять на
рабочем месте во время обработки
последующей детали
Сокращение Тц на 102’’.
3
Резец канавочный на операцию 070
должен поступать на рабочее место
аттестованным
Исключение операции
контроля геометрии резца
на 4’’ (на 54000’’ с учетом
запасов).
www.rosatom.ru
21
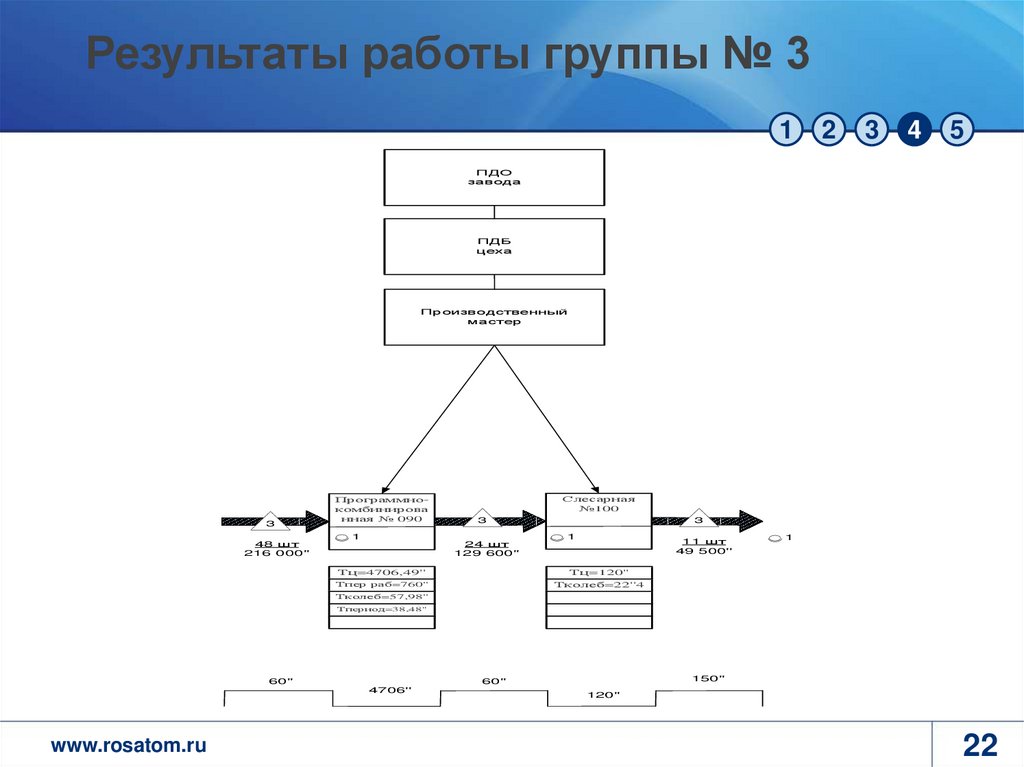
22.
Результаты работы группы № 31
2
3
4
5
ПДО
завода
ПДБ
цеха
Производственный
мастер
3
48 шт
216 000''
Программнокомбинирова
нная № 090
1
Слесарная
№100
3
3
24 шт
129 600''
1
11 шт
49 500''
Тц=4706,49''
Тц=120''
Тпер раб=760''
Тколеб=22''4
1
Тколеб=57,98''
Тпериод=38,48''
4706''
www.rosatom.ru
150''
60''
60''
120''
22
23. Результаты работы группы № 3
12
3
4
5
Состав группы №3:
Жмаев Д.А. - ФГУП «ПСЗ»
Николаев В.В. – ФГУП «ФНПЦ
ПО Старт»
Никулин А.Р. - ФГУП «Комбинат
ЭХП»
www.rosatom.ru
23
24.
Результаты работы группы № 31
2
3
4
5
Выявленные потери при выполнении
операций 090-100
1. Обработка элементов детали последовательно на двух
обрабатывающих
центрах,
при
этом
загрузка
оборудования неравномерна.
2. Выполнение операций самоконтроля при этом идёт
простой оборудования.
3. Большие перемещения при контроле и передачи
детали на второй станок на операции 090 в связи
удалённостью высотомера от рабочей зоны оператора
и второго станка.
www.rosatom.ru
24
25.
Результаты работы группы № 31
2
3
4
5
Краткосрочные планы проведения
мероприятий Кайзен
№
п/п
Реализованные предложения по
улучшению
1
Реализована параллельнопоследовательная схема
обработки детали.
Достигнутый эффект
Выровнена загрузка предложенного
оборудования.
Время до выпуска первой детали –
17000 секунд, выпуск каждой
последующей через каждые 940
секунд.
Общее время выпуска предложенной
партии деталей в количестве 12 шт.
составило 1 производственную
смену.
www.rosatom.ru
25
26.
Результаты работы группы № 31
2
3
4
5
Долгосрочные планы проведения
мероприятий Кайзен
№
п/п
1
Предложения по улучшению
Оснастить участок станков с ЧПУ
прогрессивным режущим инструментом.
www.rosatom.ru
Предполагаемый эффект
Снижение машинного
времени обработки данной
детали на 15-20%
26
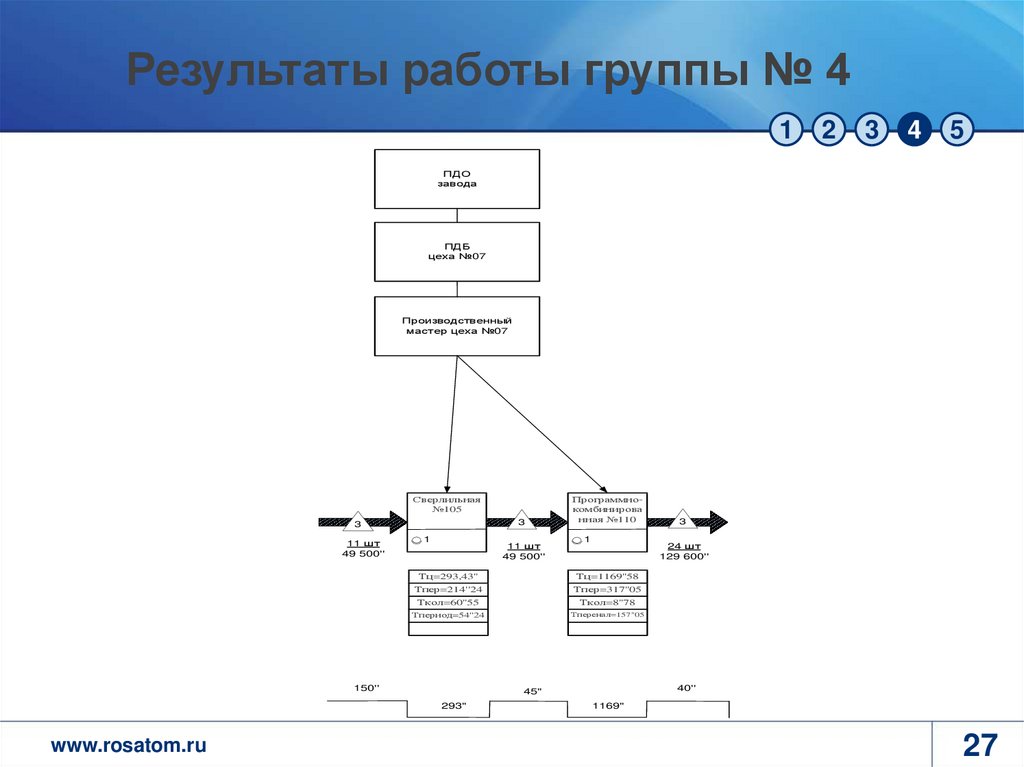
27.
Результаты работы группы № 41
2
3
4
5
ПДО
завода
ПДБ
цеха №07
Производственный
мастер цеха №07
Сверлильная
№105
3
3
11 шт
49 500''
1
11 шт
49 500''
1
Тц=293,43''
Тц=1169''58
Тпер=317''05
Ткол=60''55
Ткол=8''78
Тпериод=54''24
Тперенал=157''05
40''
45''
293''
3
24 шт
129 600''
Тпер=214''24
150''
www.rosatom.ru
Программнокомбинирова
нная №110
1169''
27
28. Результаты работы группы № 4
12
3
4
5
Состав группы №4:
Косынкин П.П. – ФГУП «ПО «Старт»
Андреев А.Г. – ФГУП «УЭМЗ»
Тютюнник С.П. – ФГУП «Комбинат
ЭХП»
www.rosatom.ru
28
29.
Результаты работы группы № 41
2
3
4
5
Выявленные потери при выполнении
операций 105-110
1. Хранение деталей, прошедших и не прошедших
обработку на операции 110 производится в одном
ящике.
2. На операции 105 на сверлильном станке отсутствует
возвратная пружина.
3. Перемещение с операции 105 до операции 110
составляет 49 метров (45 сек.)
www.rosatom.ru
29
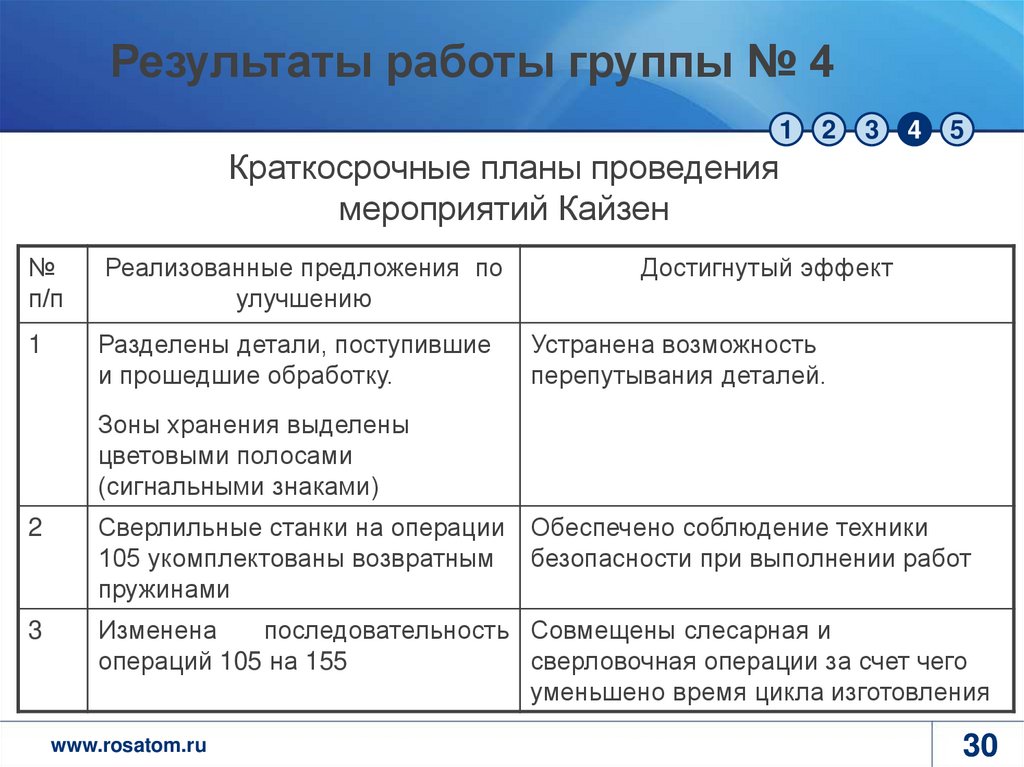
30.
Результаты работы группы № 41
2
3
4
5
Краткосрочные планы проведения
мероприятий Кайзен
№
п/п
Реализованные предложения по
улучшению
1
Разделены детали, поступившие
и прошедшие обработку.
Достигнутый эффект
Устранена возможность
перепутывания деталей.
Зоны хранения выделены
цветовыми полосами
(сигнальными знаками)
2
Сверлильные станки на операции Обеспечено соблюдение техники
105 укомплектованы возвратным безопасности при выполнении работ
пружинами
3
Изменена
последовательность Совмещены слесарная и
операций 105 на 155
сверловочная операции за счет чего
уменьшено время цикла изготовления
www.rosatom.ru
30
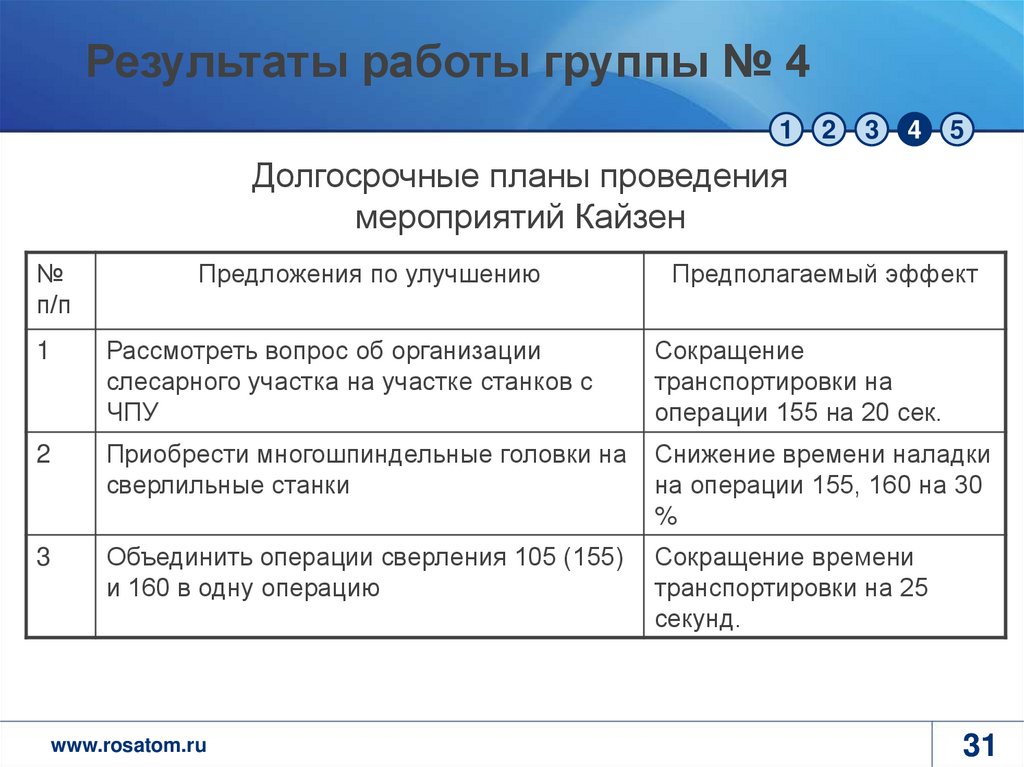
31.
Результаты работы группы № 41
2
3
4
5
Долгосрочные планы проведения
мероприятий Кайзен
№
п/п
Предложения по улучшению
Предполагаемый эффект
1
Рассмотреть вопрос об организации
слесарного участка на участке станков с
ЧПУ
Сокращение
транспортировки на
операции 155 на 20 сек.
2
Приобрести многошпиндельные головки на
сверлильные станки
Снижение времени наладки
на операции 155, 160 на 30
%
3
Объединить операции сверления 105 (155)
и 160 в одну операцию
Сокращение времени
транспортировки на 25
секунд.
www.rosatom.ru
31
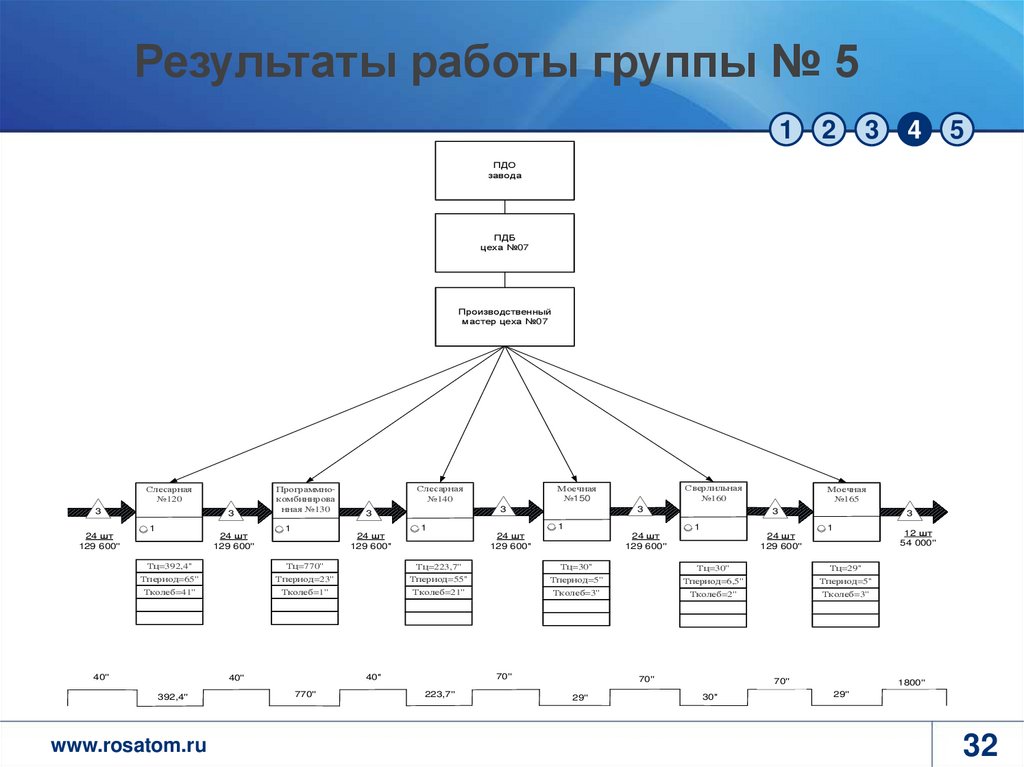
32.
Результаты работы группы № 51
2
3
4
5
ПДО
завода
ПДБ
цеха №07
Производственный
мастер цеха №07
Слесарная
№120
3
24 шт
129 600''
3
1
24 шт
129 600''
Программнокомбинирова
нная №130
1
3
3
24 шт
129 600''
1
Сверлильная
№160
Моечная
№150
Слесарная
№140
3
1
24 шт
129 600''
24 шт
129 600''
Моечная
№165
3
1
24 шт
129 600''
3
1
12 шт
54 000''
Тц=392,4''
Тц=770''
Тц=223,7''
Тц=30''
Тц=30''
Тц=29''
Тпериод=65''
Тпериод=23''
Тпериод=55''
Тпериод=5''
Тпериод=6,5''
Тпериод=5''
Тколеб=41''
Тколеб=1''
Тколеб=21''
Тколеб=3''
Тколеб=2''
Тколеб=3''
40''
www.rosatom.ru
70''
40''
40''
392,4''
770''
223,7''
70''
29''
70''
30''
1800''
29''
32
33. Результаты работы группы № 5
12
3
4
5
Состав группы №5:
Удалов А. Г. - ФГУП «ПО «Север»
Денисов Д.В. - ФГУП «ПО Старт»
Юрин С.И. - ФГУП «ПО «Маяк»
www.rosatom.ru
33
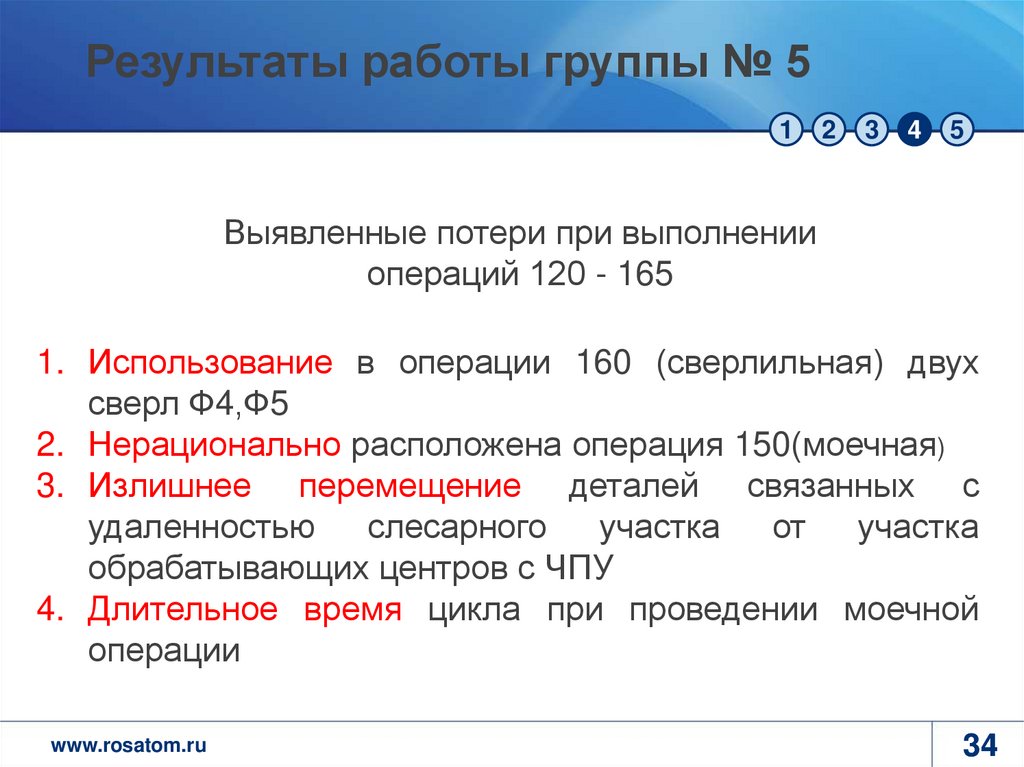
34.
Результаты работы группы № 51
2
3
4
5
Выявленные потери при выполнении
операций 120 - 165
1. Использование в операции 160 (сверлильная) двух
сверл Ф4,Ф5
2. Нерационально расположена операция 150(моечная)
3. Излишнее перемещение деталей связанных с
удаленностью
слесарного
участка
от
участка
обрабатывающих центров с ЧПУ
4. Длительное время цикла при проведении моечной
операции
www.rosatom.ru
34
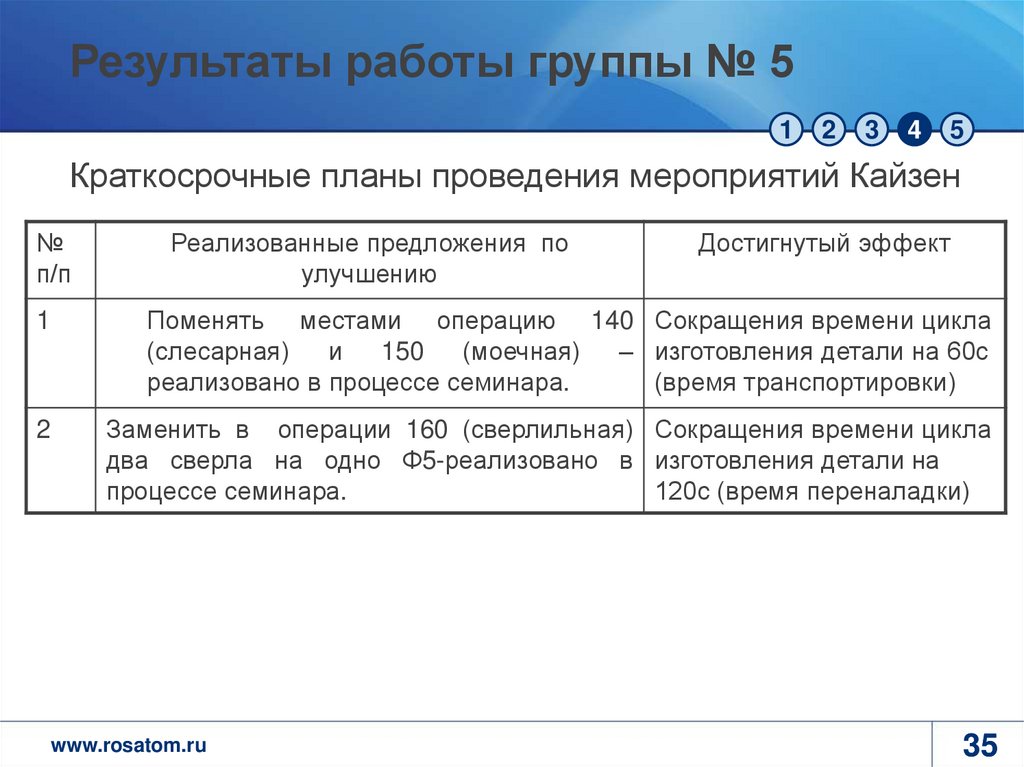
35.
Результаты работы группы № 51
2
3
4
5
Краткосрочные планы проведения мероприятий Кайзен
№
п/п
Реализованные предложения по
улучшению
Достигнутый эффект
1
Поменять местами операцию 140 Сокращения времени цикла
(слесарная)
и
150 (моечная)
– изготовления детали на 60с
реализовано в процессе семинара.
(время транспортировки)
2
Заменить в операции 160 (сверлильная) Сокращения времени цикла
два сверла на одно Ф5-реализовано в изготовления детали на
процессе семинара.
120с (время переналадки)
www.rosatom.ru
35
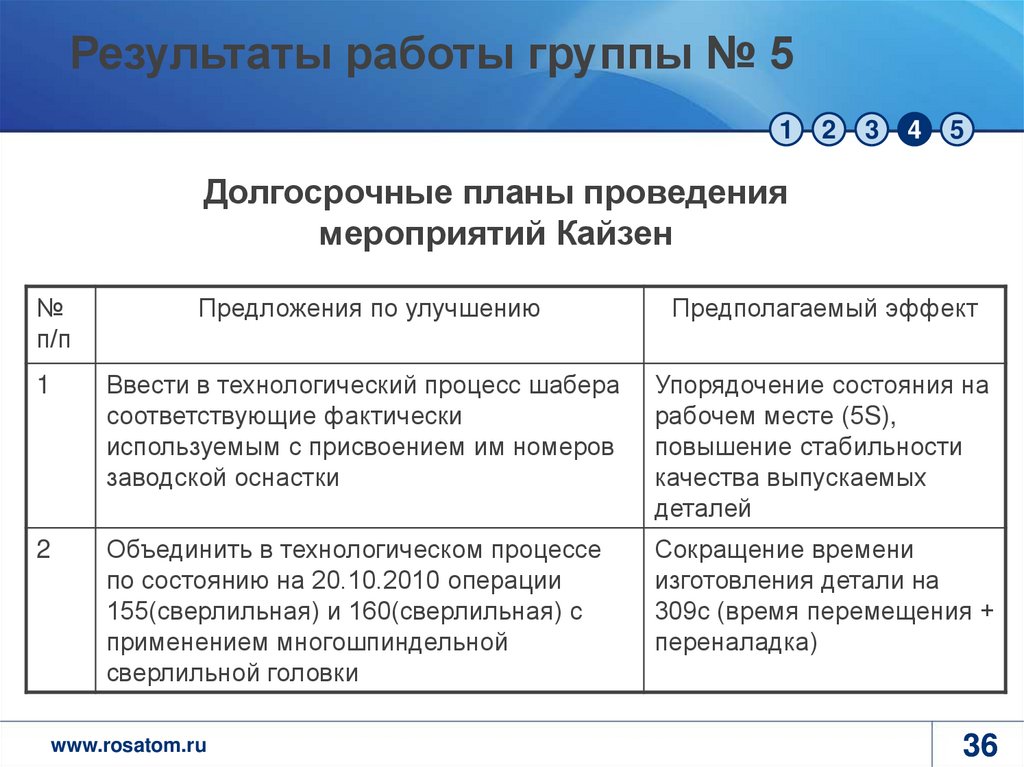
36.
Результаты работы группы № 51
2
3
4
5
Долгосрочные планы проведения
мероприятий Кайзен
№
п/п
Предложения по улучшению
Предполагаемый эффект
1
Ввести в технологический процесс шабера
соответствующие фактически
используемым с присвоением им номеров
заводской оснастки
Упорядочение состояния на
рабочем месте (5S),
повышение стабильности
качества выпускаемых
деталей
2
Объединить в технологическом процессе
по состоянию на 20.10.2010 операции
155(сверлильная) и 160(сверлильная) с
применением многошпиндельной
сверлильной головки
Сокращение времени
изготовления детали на
309с (время перемещения +
переналадка)
www.rosatom.ru
36
37.
Результаты работы группы № 51
2
3
4
5
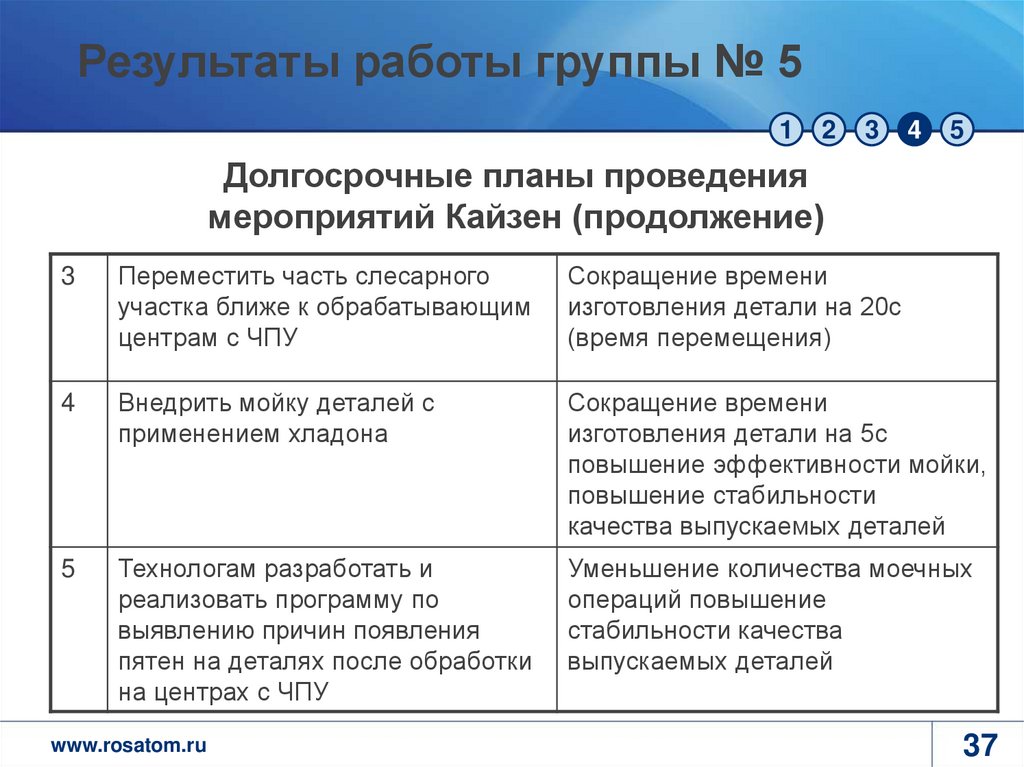
Долгосрочные планы проведения
мероприятий Кайзен (продолжение)
3
Переместить часть слесарного
участка ближе к обрабатывающим
центрам с ЧПУ
Сокращение времени
изготовления детали на 20с
(время перемещения)
4
Внедрить мойку деталей с
применением хладона
Сокращение времени
изготовления детали на 5с
повышение эффективности мойки,
повышение стабильности
качества выпускаемых деталей
5
Технологам разработать и
реализовать программу по
выявлению причин появления
пятен на деталях после обработки
на центрах с ЧПУ
Уменьшение количества моечных
операций повышение
стабильности качества
выпускаемых деталей
www.rosatom.ru
37
38.
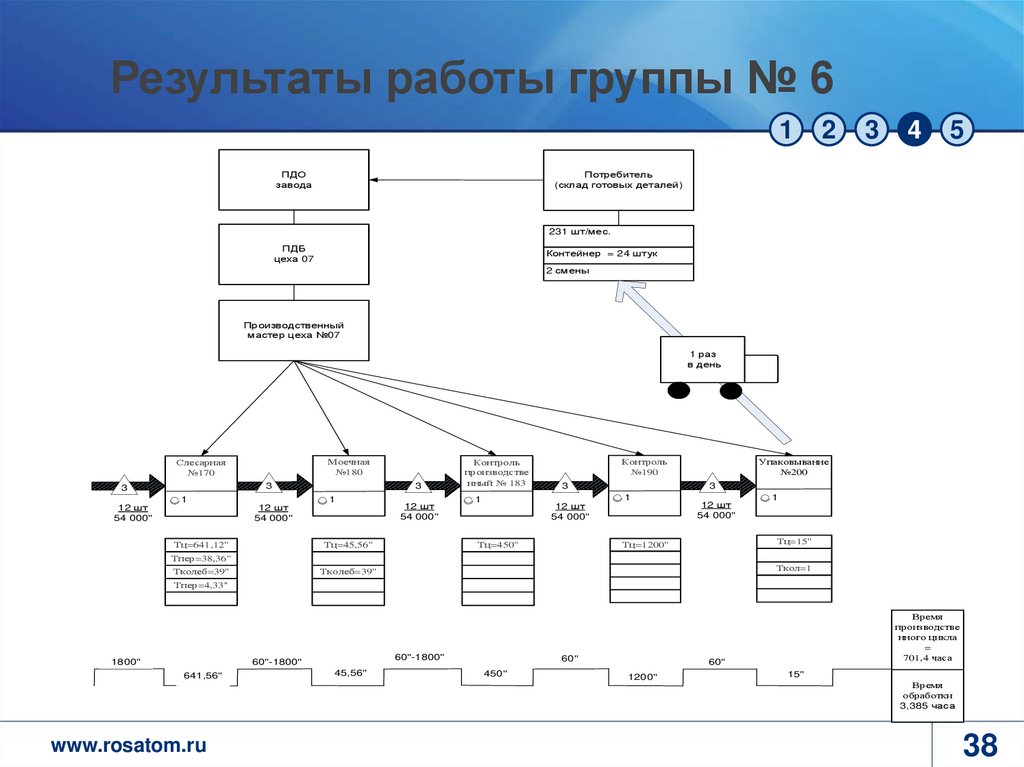
Результаты работы группы № 61
ПДО
завода
2
3
4
5
Потребитель
(склад готовых деталей)
231 шт/мес.
ПДБ
цеха 07
Контейнер = 24 штук
2 смены
Производственный
мастер цеха №07
1 раз
в день
Моечная
№180
Слесарная
№170
3
3
12 шт
54 000''
1
12 шт
54 000''
Тц=641,12''
3
1
12 шт
54 000''
Тц=45,56''
Контроль
производстве
нный № 183
1
Контроль
№190
3
12 шт
54 000''
Тц=450''
Упаковывание
№200
3
1
12 шт
54 000''
1
Тц=15''
Тц=1200''
Тпер=38,36''
Тколеб=39''
Ткол=1
Тколеб=39''
Тпер=4,33''
1800''
60''-1800''
60''-1800''
641,56''
www.rosatom.ru
45,56''
60''
450''
Время
производстве
нного цикла
=
701,4 часа
60''
1200''
15''
Время
обработки
3,385 часа
38
39. Результаты работы группы № 6
12
3
4
5
Состав рабочей группы № 6:
Иксанов Р.Р. ФГУП «ПО «Маяк»
Радаева В.В. - ФГУП «ПО «Старт»
Есаков В.И. - ФГУП «Комбинат ЭХП»
www.rosatom.ru
39
40.
Результаты работы группы № 61
2
3
4
5
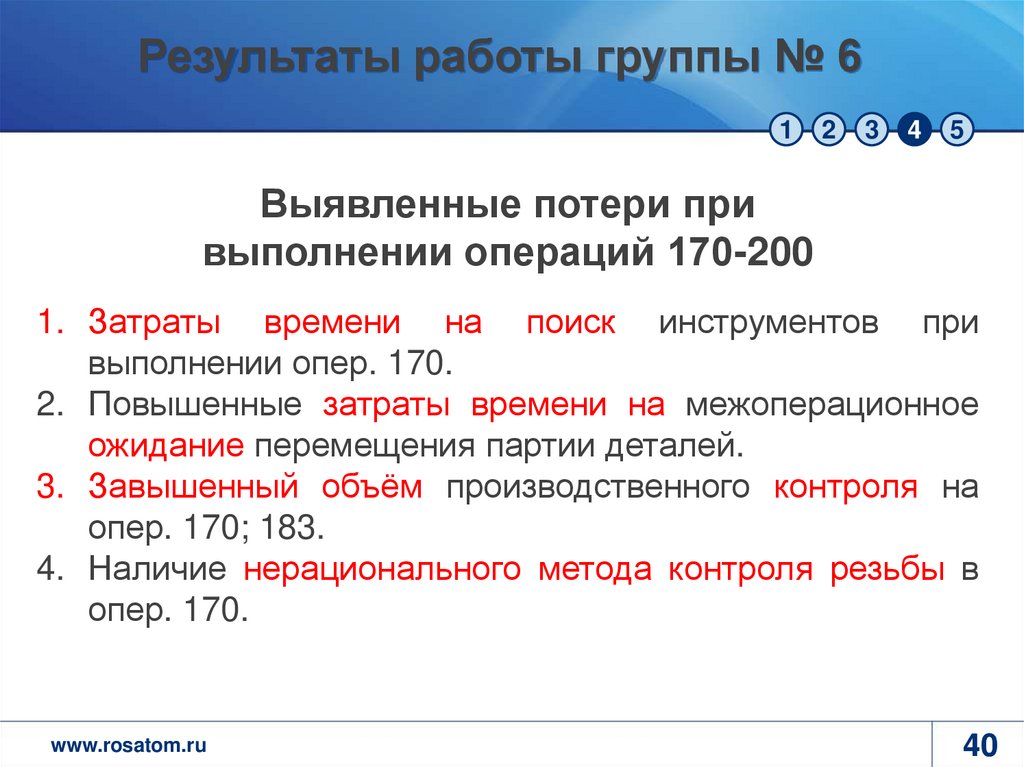
Выявленные потери при
выполнении операций 170-200
1. Затраты времени на поиск инструментов при
выполнении опер. 170.
2. Повышенные затраты времени на межоперационное
ожидание перемещения партии деталей.
3. Завышенный объём производственного контроля на
опер. 170; 183.
4. Наличие нерационального метода контроля резьбы в
опер. 170.
www.rosatom.ru
40
41.
Результаты работы группы № 61
2
3
4
5
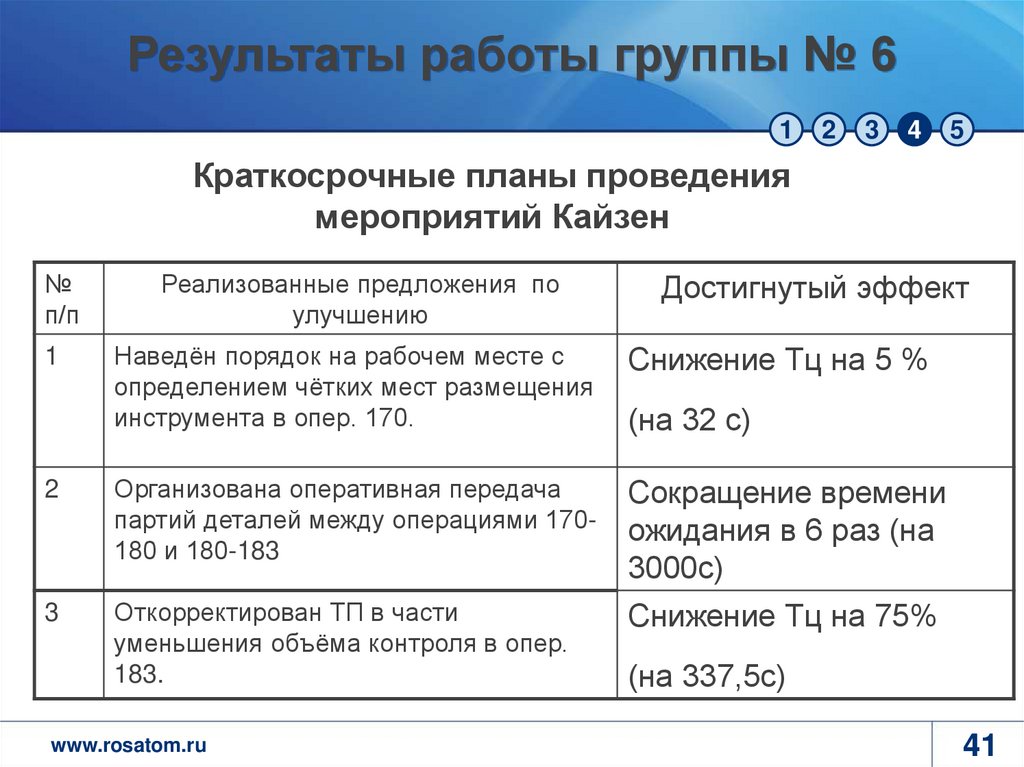
Краткосрочные планы проведения
мероприятий Кайзен
№
п/п
Реализованные предложения по
улучшению
Достигнутый эффект
Наведён порядок на рабочем месте с
определением чётких мест размещения
инструмента в опер. 170.
Снижение Тц на 5 %
2
Организована оперативная передача
партий деталей между операциями 170180 и 180-183
Сокращение времени
ожидания в 6 раз (на
3000с)
3
Откорректирован ТП в части
уменьшения объёма контроля в опер.
183.
Снижение Тц на 75%
1
www.rosatom.ru
(на 32 с)
(на 337,5с)
41
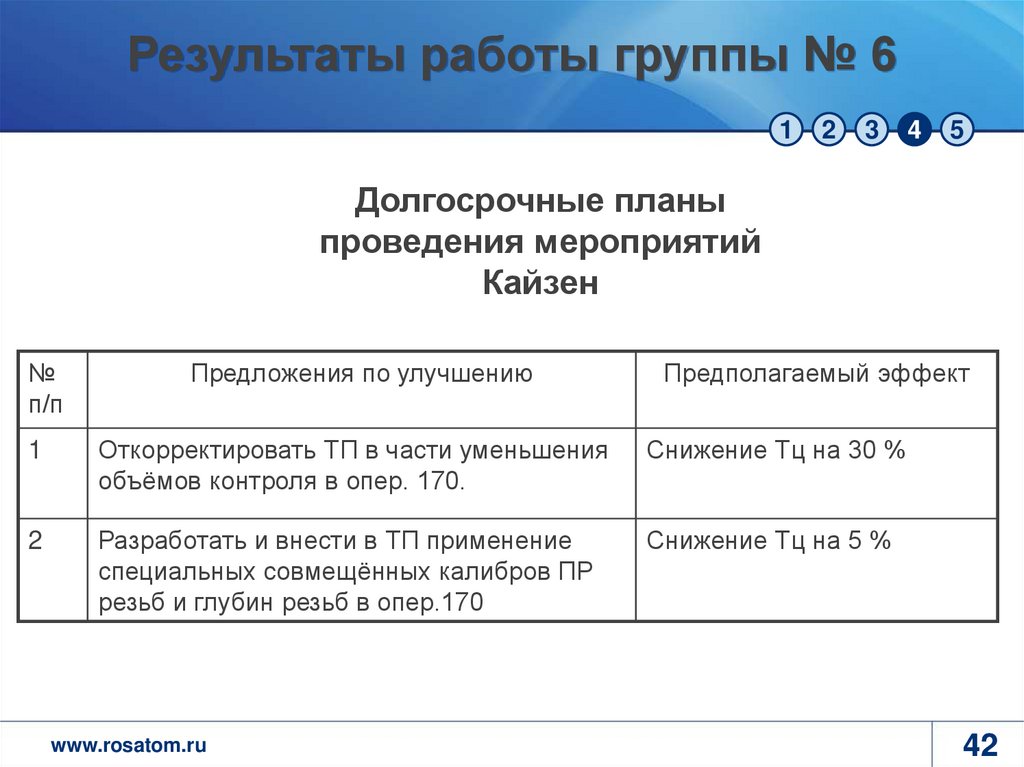
42.
Результаты работы группы № 61
2
3
4
5
Долгосрочные планы
проведения мероприятий
Кайзен
№
п/п
Предложения по улучшению
Предполагаемый эффект
1
Откорректировать ТП в части уменьшения
объёмов контроля в опер. 170.
Снижение Тц на 30 %
2
Разработать и внести в ТП применение
специальных совмещённых калибров ПР
резьб и глубин резьб в опер.170
Снижение Тц на 5 %
www.rosatom.ru
42
43. Выводы
1 2 3 4 5Выводы
www.rosatom.ru
44. Выводы
12
3
4
5
1. Реализовано 12 краткосрочных улучшений с общим
эффектом сокращения времени на обработку 3264 с.
(0,9 ч.). Снижено запасов на 60 часов.
Производительность повышена в 1,3 раза.
2. Предложено 17 долгосрочных улучшений.
3. Для принятия решения о реализации долгосрочных
предложений
необходимо
рассмотреть
всю
номенклатуру (~100 позиций) для разбивки по
семействам
продуктов
и
формирования
эффективных технологических цепочек.
www.rosatom.ru
44