






 industry
industrySimilar presentations:










Шероховатость поверхности. Степень шероховатости
1. СТЕПЕНЬ ШЕРОХОВАТОСТИ
ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕУЧРЕЖДЕНИЕ
СРЕДНЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
«ПАВЛОВСКИЙ АВТОМЕХАНИЧЕСКИЙ ТЕХНИКУМ ИМ. И.И.
ЛЕПСЕ»
Выполнили студенты гр. 115-1
Кузнецов Владислав, Баянов Сергей
Проверил преподаватель: Чиненков Д.В.
г. ПАВЛОВО 2017
2.
Шероховатость поверхностиНесомненно, каждый из нас пользовался очками и знает, что если
укладывать очки стеклами на поверхность, то через некоторое время на
стеклах появляются риски, а затем матовость. Именно это и есть
шероховатость
поверхности.
Сразу
же
можно
провести
эксперимент,
расположив несколько капель воды на наклонно
установленном стекле очков. С гладкой поверхности капли скатятся а, на
шероховатой останутся. Теперь обратимся к паре вал-отверстие.
Изготовив их с малой шероховатостью (как стекла очков), казалось бы,
можно добиться малого износа пары. Однако вращение всегда
сопровождается трением и нагревом, а здесь вступают и другие явления,
которые могут привести к заклиниванию. Выход известен, это введение
масленой плёнки между валом и отверстием. Из эксперимента с очками
ясно, что для удержания масленой планки нужны соответствующие
характеристики шероховатости поверхности. Для иных целей нужны
другие характеристики поверхности.
3.
Применение тех или иных методов обработки материаловпозволяет получать различные характеристики поверхности.
Несомненно, субъективно поверхность определяется как
блестящая, хорошая, средняя. Для шероховатости
поверхности такие субъективные оценки применены, быть не
могут.
Шероховатость поверхности представляет собой
совокупность неровностей, образующих рельеф реальных
поверхностей с относительно малыми шагами.
4.
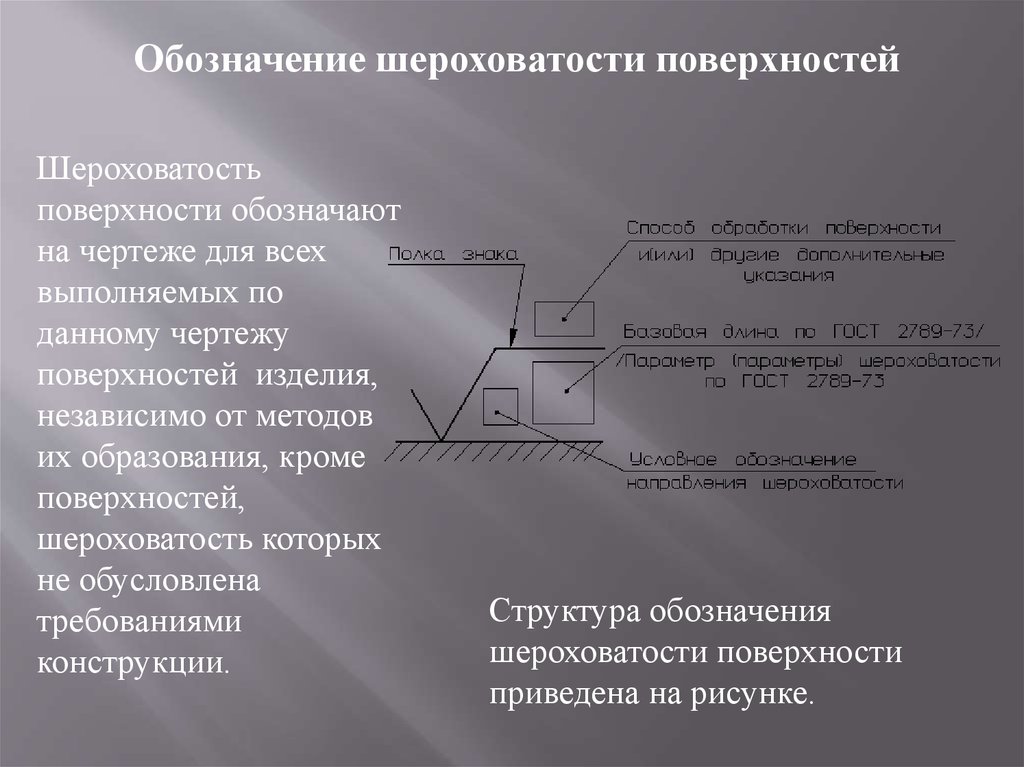
Обозначение шероховатости поверхностейШероховатость
поверхности обозначают
на чертеже для всех
выполняемых по
данному чертежу
поверхностей изделия,
независимо от методов
их образования, кроме
поверхностей,
шероховатость которых
не обусловлена
требованиями
конструкции.
Структура обозначения
шероховатости поверхности
приведена на рисунке.
5.
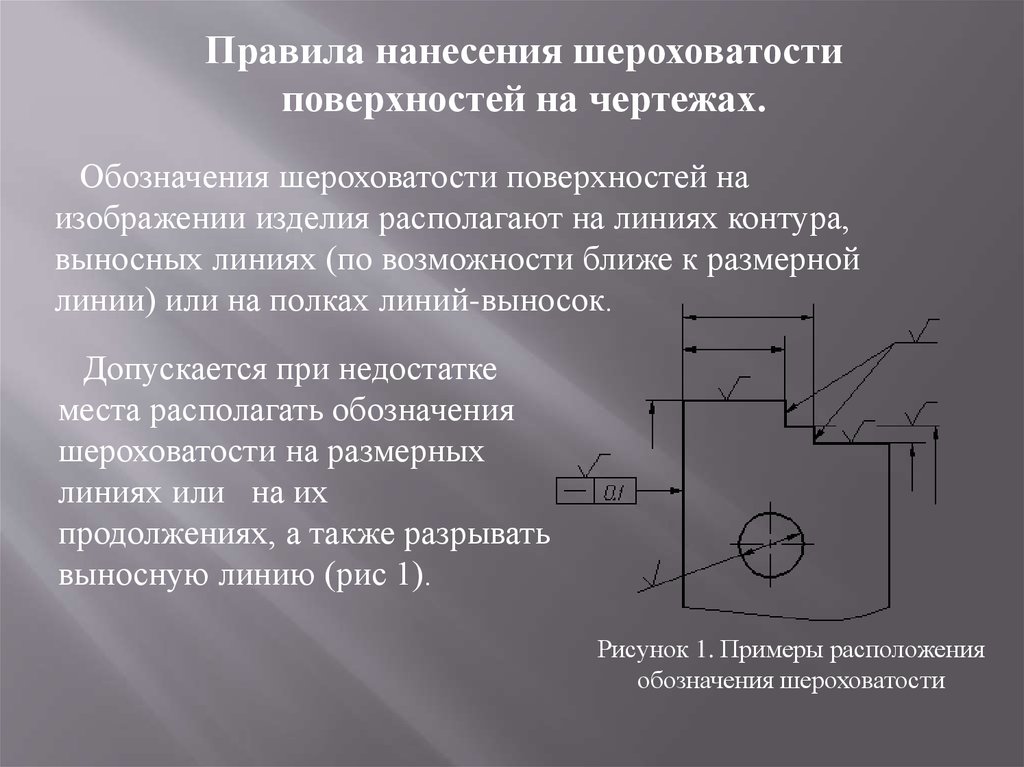
Правила нанесения шероховатостиповерхностей на чертежах.
Обозначения шероховатости поверхностей на
изображении изделия располагают на линиях контура,
выносных линиях (по возможности ближе к размерной
линии) или на полках линий-выносок.
Допускается при недостатке
места располагать обозначения
шероховатости на размерных
линиях или на их
продолжениях, а также разрывать
выносную линию (рис 1).
Рисунок 1. Примеры расположения
обозначения шероховатости
6.
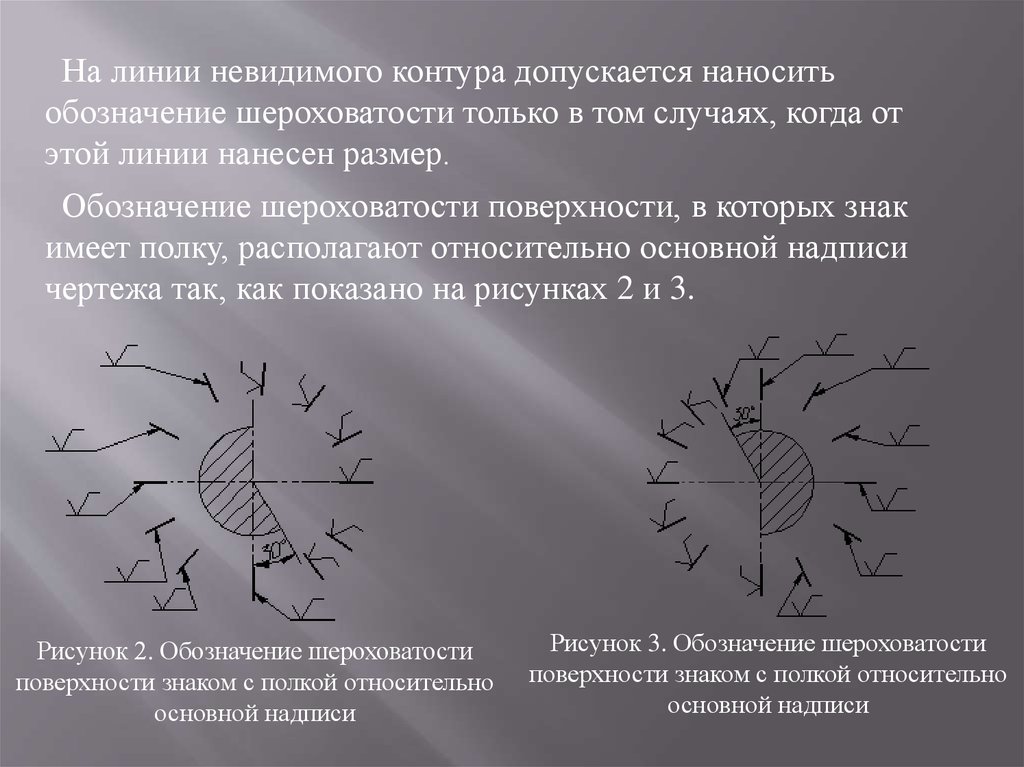
На линии невидимого контура допускается наноситьобозначение шероховатости только в том случаях, когда от
этой линии нанесен размер.
Обозначение шероховатости поверхности, в которых знак
имеет полку, располагают относительно основной надписи
чертежа так, как показано на рисунках 2 и 3.
Рисунок 2. Обозначение шероховатости
поверхности знаком с полкой относительно
основной надписи
Рисунок 3. Обозначение шероховатости
поверхности знаком с полкой относительно
основной надписи
7.
Обозначения шероховатости поверхности, в которых знак неимеет полки располагают относительно основной надписи
чертежа так, как показано на рисунке 4.
Рисунок 12. Обозначение шероховатости
поверхности знаком
без полки относительно основной надписи
8.
Качество поверхностиВ условиях эксплуатации машины или прибора внешним
воздействиям в первую очередь подвергаются поверхности их
деталей.
Износ
трущихся
поверхностей,
зарождение
усталостных трещин, смятие, коррозионное и эрозионное
разрушения, разрушение в результате кавитации и др. - это
процессы, протекающие на поверхности деталей и в некотором
прилегающем к поверхности слое.
Поверхностный слой - это часть поверхности, характеристики
которой отличаются от материала сердцевины. Несомненно, что
придание поверхностям деталей специальных свойств,
способствует существенному повышению показателей качества
машин в целом и в первую очередь показателей надежности.
9.
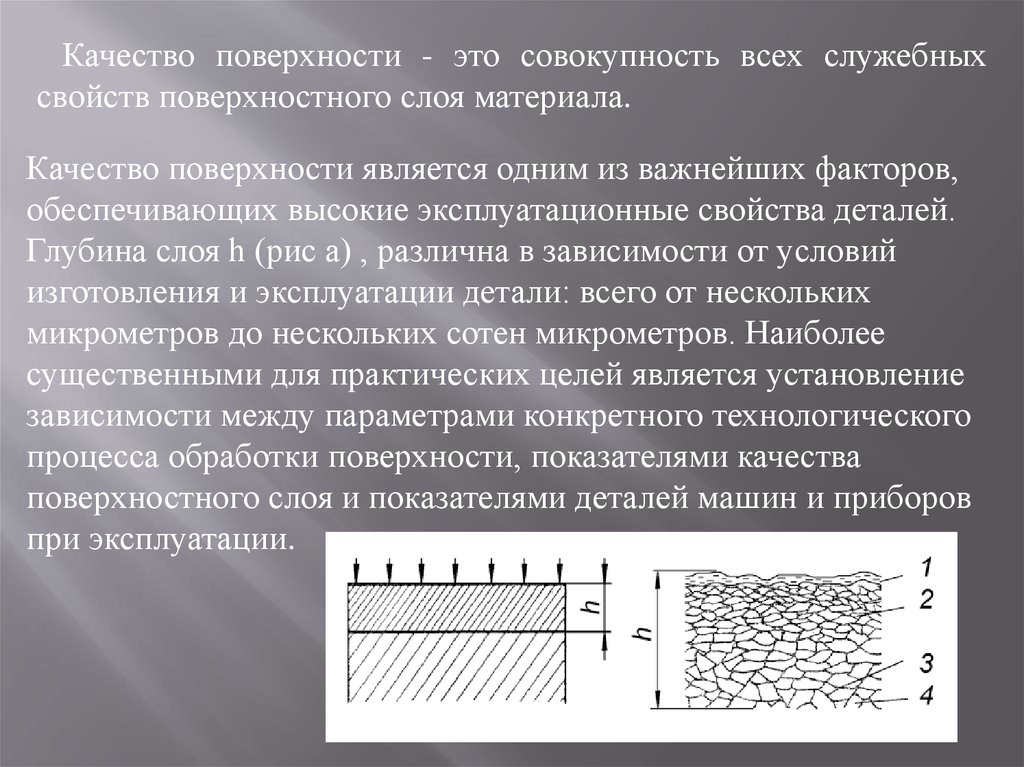
Качество поверхности - это совокупность всех служебныхсвойств поверхностного слоя материала.
Качество поверхности является одним из важнейших факторов,
обеспечивающих высокие эксплуатационные свойства деталей.
Глубина слоя h (рис а) , различна в зависимости от условий
изготовления и эксплуатации детали: всего от нескольких
микрометров до нескольких сотен микрометров. Наиболее
существенными для практических целей является установление
зависимости между параметрами конкретного технологического
процесса обработки поверхности, показателями качества
поверхностного слоя и показателями деталей машин и приборов
при эксплуатации.
а)
б)
10.
Схематически строение поверхностного слоя детали послемеханической обработки представлено на (рис. б.) Упрочненный
слой, состоящий из верхнего слоя 1, слоя 2 с текстурой, в котором
зерна имеют преимущественную ориентацию, и пластически
деформированного слоя 3, имеет уменьшенную по сравнению с
сердцевиной 4 плотность; в нем существенно увеличено
количество дислокаций и других дефектов строения
кристаллической решетки. Этот слой имеет увеличенную по
сравнению с сердцевиной детали твердость. В соответствии с
современными представлениями качество поверхностного слоя
является сложным комплексным понятием и определяется
геометрическими и физико-химическими характеристиками.
11.
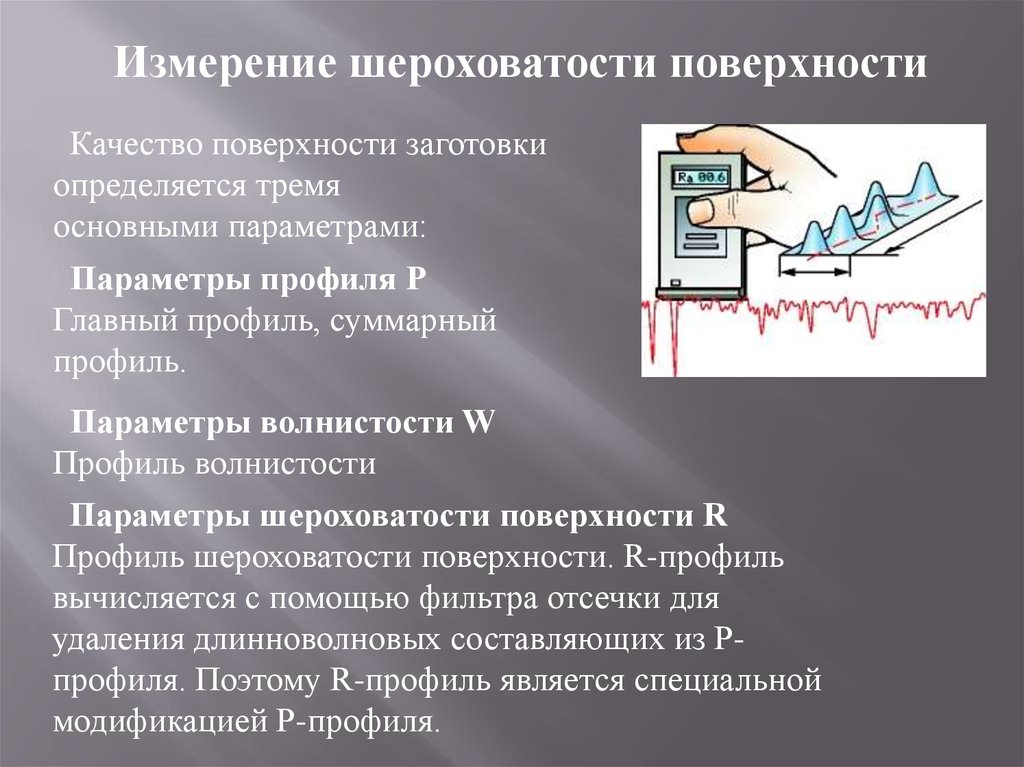
Измерение шероховатости поверхностиКачество поверхности заготовки
определяется тремя
основными параметрами:
Параметры профиля P
Главный профиль, суммарный
профиль.
Параметры волнистости W
Профиль волнистости
Параметры шероховатости поверхности R
Профиль шероховатости поверхности. R-профиль
вычисляется с помощью фильтра отсечки для
удаления длинноволновых составляющих из Pпрофиля. Поэтому R-профиль является специальной
модификацией P-профиля.
12.
При измерении качества поверхности оценка обычнопроводится на одной, заданной базовой длине. Если базовая
длина не задана на чертеже детали, то ответственный за
измерение характеристик поверхности должен назначить
базовую длину.
Измерение длины
lt = общая длина, на которой проводится
измерение.
ln = базовая длина (включает в себя пять
значений опорных длин).
lr = опорная длина.
13.
Параметры шероховатости поверхности, R:Наиболее распространенными параметрами являются:
Оценка среднего арифметического отклонения анализируемого профиля.
Ra Среднее арифметическое абсолютных значений
отклонений профиля в пределах базовой длины. При
помощи Ra можно определить, являются ли отклонения
вершинами или впадинами. На
значение Ra отдельные отклонения не оказывают
существенного влияния, а это значит, что существует
риск пропуска крупных задиров.
14.
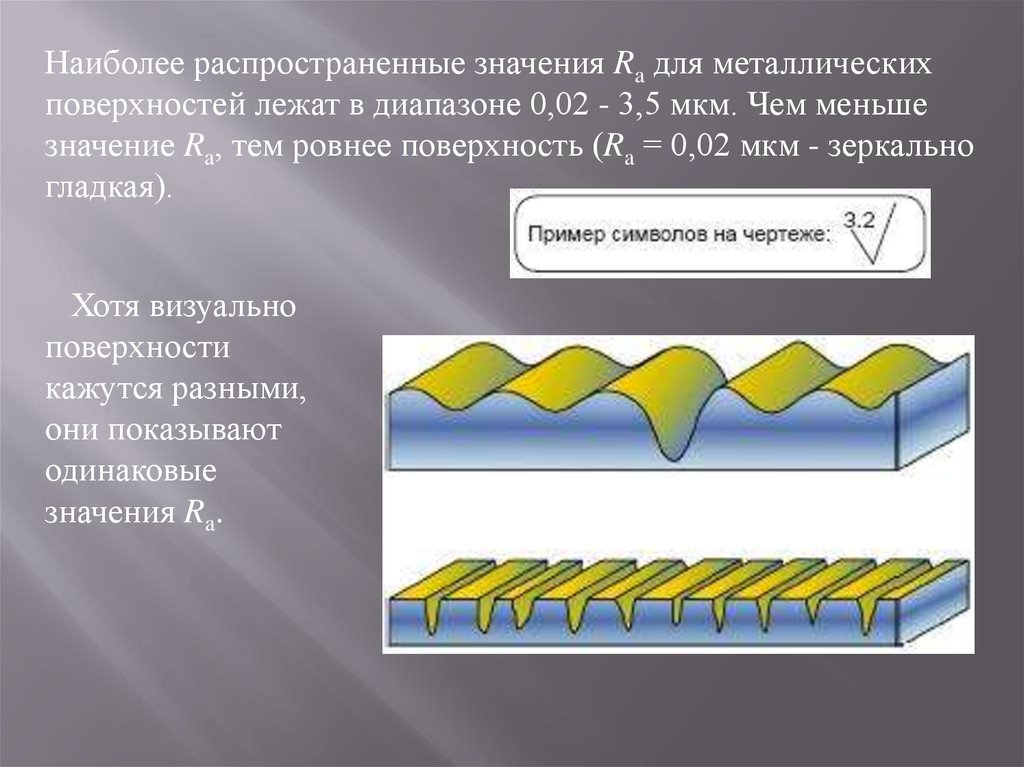
Наиболее распространенные значения Ra для металлическихповерхностей лежат в диапазоне 0,02 - 3,5 мкм. Чем меньше
значение Ra, тем ровнее поверхность (Ra = 0,02 мкм - зеркально
гладкая).
Хотя визуально
поверхности
кажутся разными,
они показывают
одинаковые
значения Ra.
15.
Rz Высота неровностей профиля по десяти точкамВысота неровностей профиля по десяти точкам - это сумма средних
арифметических абсолютных отклонений точек пяти наибольших
минимумов и пяти наибольших максимумов профиля в пределах базовой
длины. Обычно это пять опорных значений базовой длины, однако их
количество может варьироваться в современном измерительном
оборудовании.
16.
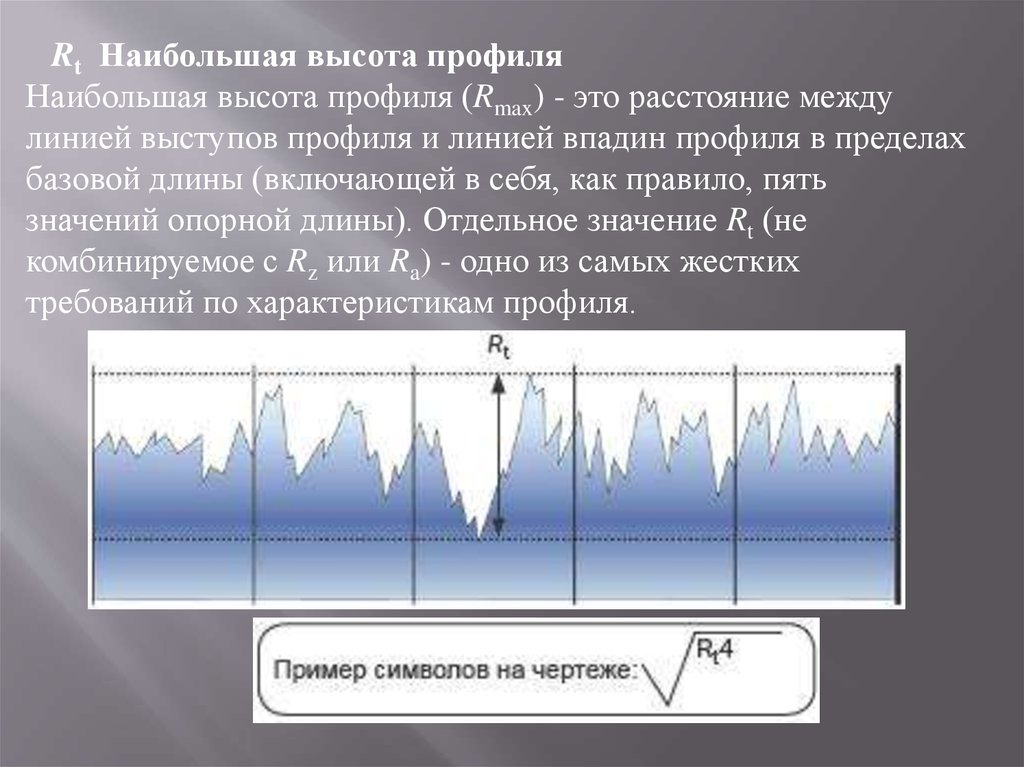
Rt Наибольшая высота профиляНаибольшая высота профиля (Rmax) - это расстояние между
линией выступов профиля и линией впадин профиля в пределах
базовой длины (включающей в себя, как правило, пять
значений опорной длины). Отдельное значение Rt (не
комбинируемое с Rz или Ra) - одно из самых жестких
требований по характеристикам профиля.
17.
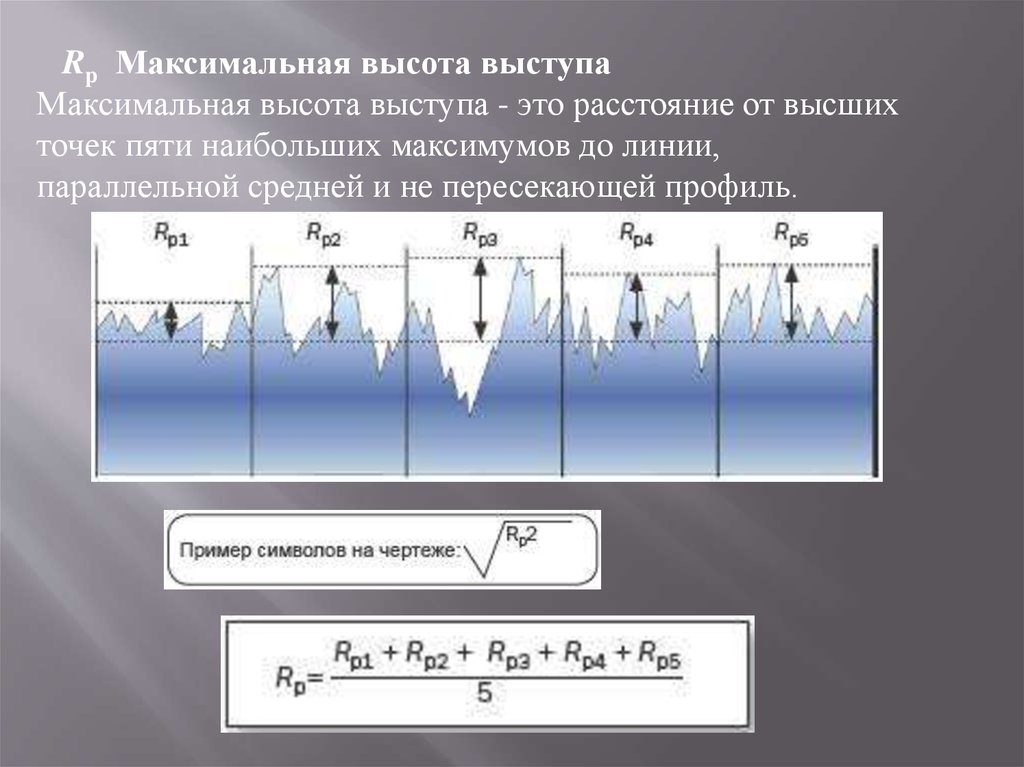
Rp Максимальная высота выступаМаксимальная высота выступа - это расстояние от высших
точек пяти наибольших максимумов до линии,
параллельной средней и не пересекающей профиль.
18.
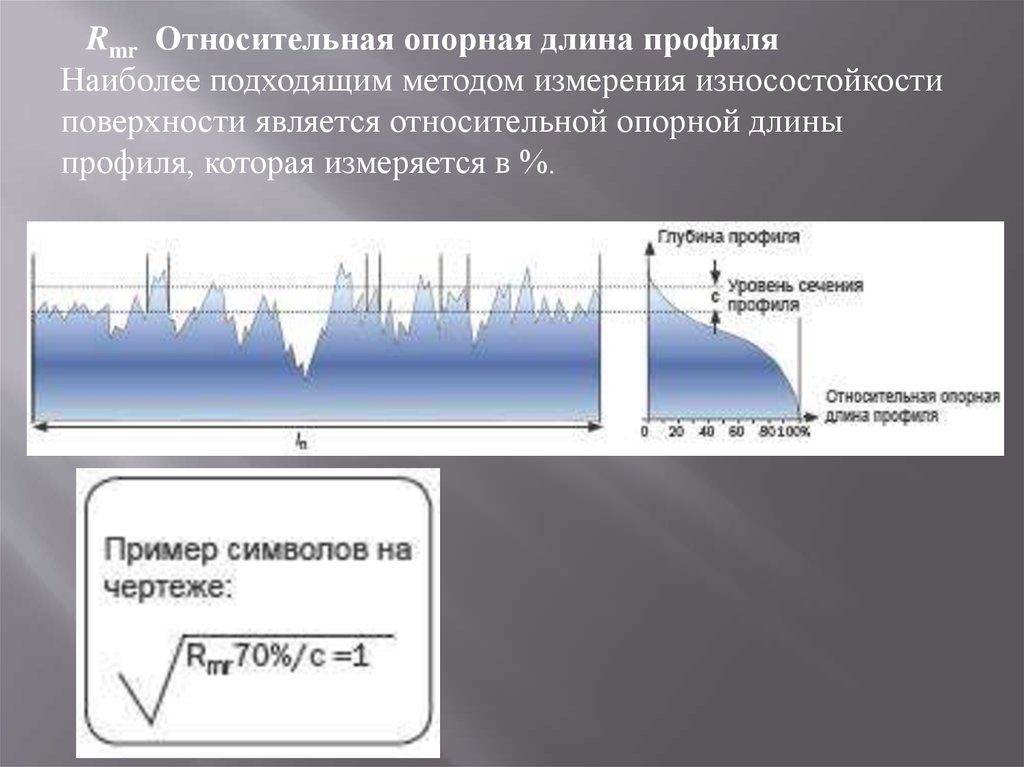
Rmr Относительная опорная длина профиляНаиболее подходящим методом измерения износостойкости
поверхности является относительной опорной длины
профиля, которая измеряется в %.