











 mechanics
mechanics industry
industry drafting
draftingSimilar presentations:










Шероховатость поверхности
1.
Тема урока:Шероховатость поверхности.
ГОСТ 2789-73
2.
Шероховатость поверхности — совокупность неровностейповерхности с относительно малыми шагами на базовой длине.
Измеряется в микрометрах (мкм). Шероховатость относится к
микрогеометрии твёрдого тела и определяет его важнейшие
эксплуатационные свойства. Прежде всего износостойкость от
истирания, прочность, плотность (герметичность) соединений,
химическая стойкость, внешний вид.
3.
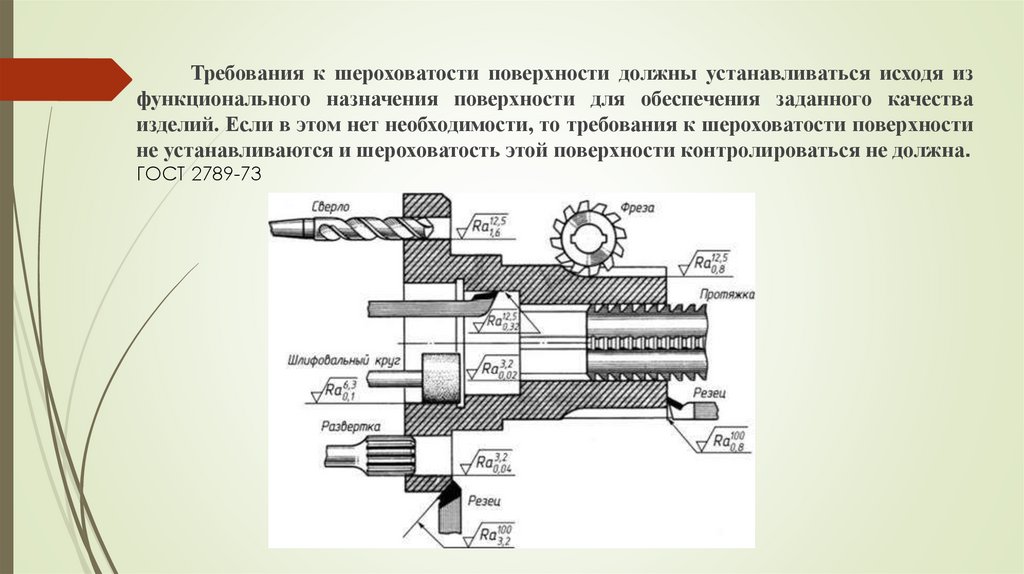
Требования к шероховатости поверхности должны устанавливаться исходя изфункционального назначения поверхности для обеспечения заданного качества
изделий. Если в этом нет необходимости, то требования к шероховатости поверхности
не устанавливаются и шероховатость этой поверхности контролироваться не должна.
ГОСТ 2789-73
4.
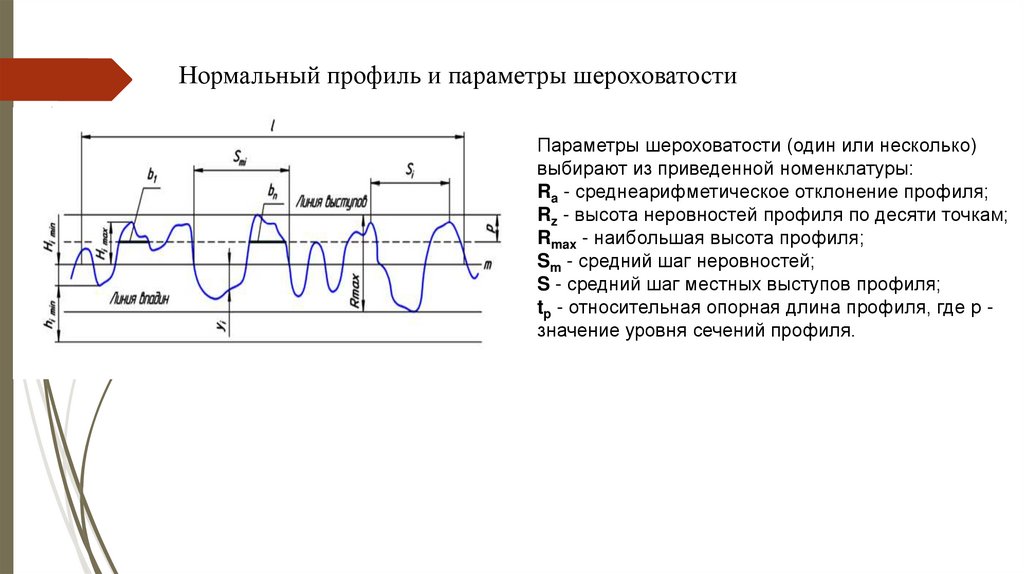
Нормальный профиль и параметры шероховатостиПараметры шероховатости (один или несколько)
выбирают из приведенной номенклатуры:
Ra - среднеарифметическое отклонение профиля;
Rz - высота неровностей профиля по десяти точкам;
Rmax - наибольшая высота профиля;
Sm - средний шаг неровностей;
S - средний шаг местных выступов профиля;
tp - относительная опорная длина профиля, где р значение уровня сечений профиля.
5.
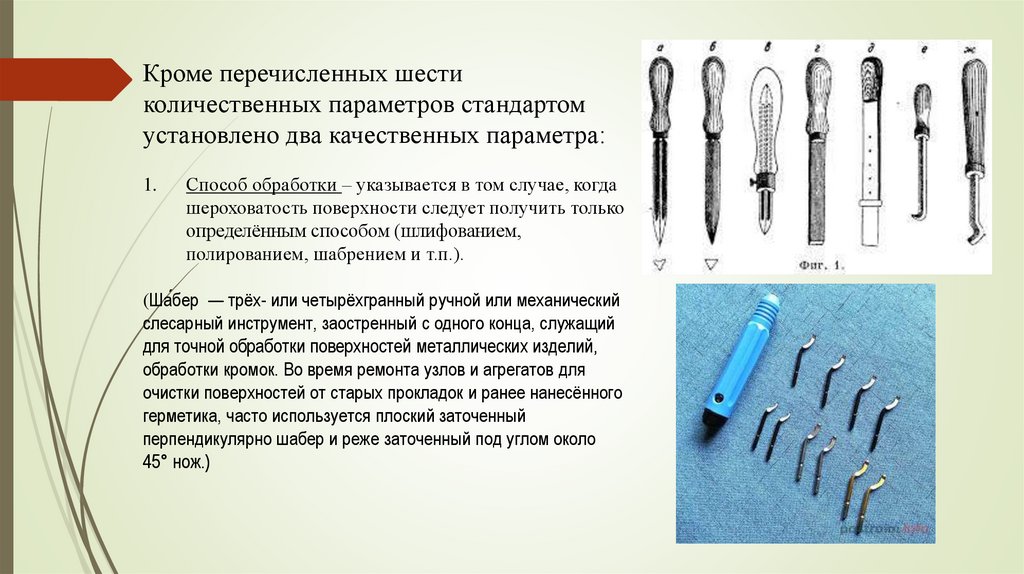
Кроме перечисленных шестиколичественных параметров стандартом
установлено два качественных параметра:
1.
Способ обработки – указывается в том случае, когда
шероховатость поверхности следует получить только
определённым способом (шлифованием,
полированием, шабрением и т.п.).
(Ша́бер — трёх- или четырёхгранный ручной или механический
слесарный инструмент, заостренный с одного конца, служащий
для точной обработки поверхностей металлических изделий,
обработки кромок. Во время ремонта узлов и агрегатов для
очистки поверхностей от старых прокладок и ранее нанесённого
герметика, часто используется плоский заточенный
перпендикулярно шабер и реже заточенный под углом около
45° нож.)
6.
2.Тип направления неровностей – указывается только в ответственныхслучаях, когда это необходимо по условиям работы детали или
сопряжения, т.е. когда необходимо, чтобы поверхность имела
определённый рисунок.
7.
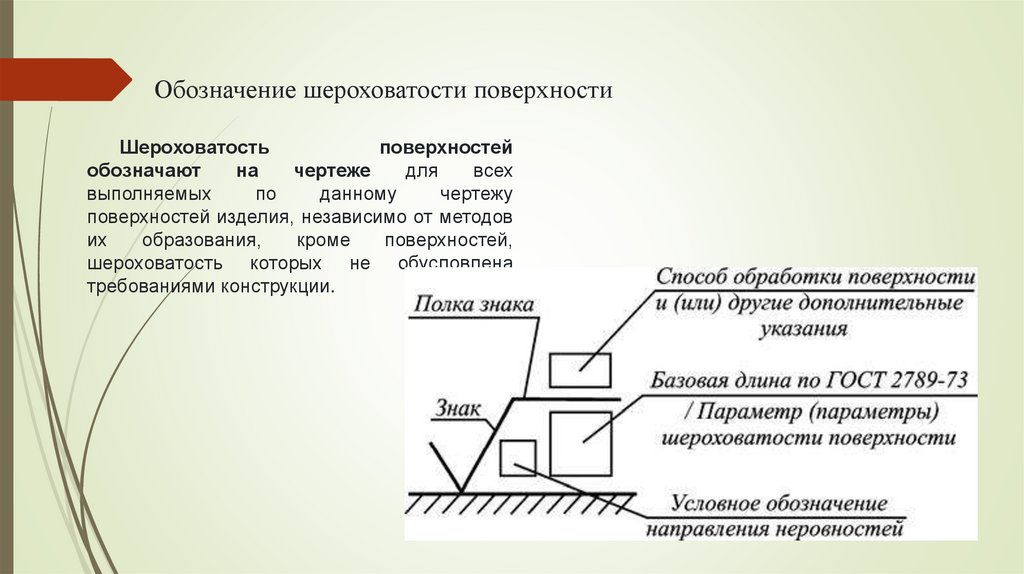
Обозначение шероховатости поверхностиШероховатость
поверхностей
обозначают
на
чертеже
для
всех
выполняемых
по
данному
чертежу
поверхностей изделия, независимо от методов
их
образования,
кроме
поверхностей,
шероховатость которых не обусловлена
требованиями конструкции.
8.
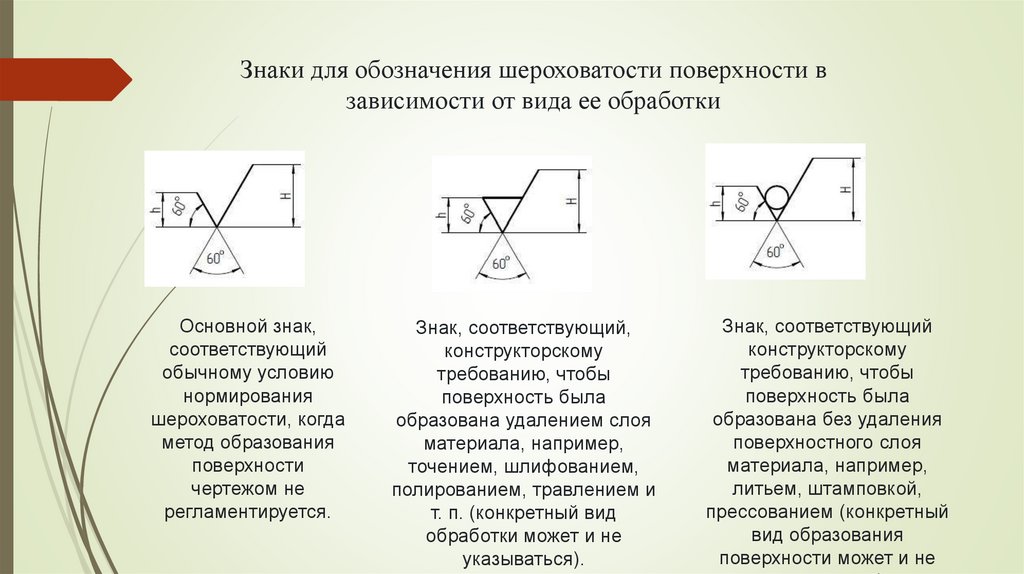
Знаки для обозначения шероховатости поверхности взависимости от вида ее обработки
Основной знак,
соответствующий
обычному условию
нормирования
шероховатости, когда
метод образования
поверхности
чертежом не
регламентируется.
Знак, соответствующий,
конструкторскому
требованию, чтобы
поверхность была
образована удалением слоя
материала, например,
точением, шлифованием,
полированием, травлением и
т. п. (конкретный вид
обработки может и не
указываться).
Знак, соответствующий
конструкторскому
требованию, чтобы
поверхность была
образована без удаления
поверхностного слоя
материала, например,
литьем, штамповкой,
прессованием (конкретный
вид образования
поверхности может и не
9.
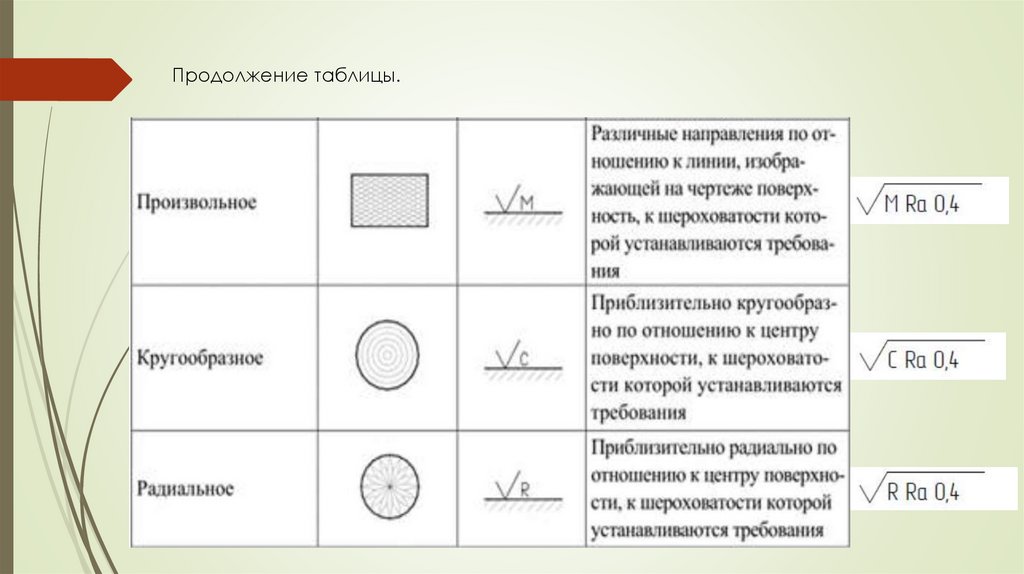
Типы направлений неровностей поверхностей10.
Продолжение таблицы.11.
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИИ ЕЕ ВЛИЯНИЕ НА РАБОТУ ДЕТАЛЕЙ
Влияние шероховатости на работу деталей машин многообразно:
- шероховатость поверхности может нарушать характер сопряжения деталей за счет
смятия или интенсивного износа выступов профиля ;
- в стыковых соединениях из-за значительной шероховатости снижается жесткость
стыков ;
- шероховатость поверхности валов разрушает контактирующие с ними различного рода
уплотнения ;
- неровности, являясь концентраторами напряжений, снижают усталостную прочность
деталей ;
- шероховатость влияет на герметичность соединений, на качество гальванических и
лакокрасочных покрытий ;
- шероховатость влияет на точность измерения деталей ;
- коррозия металла возникает и распространяется быстрее на грубо обработанных
поверхностях ;
и т.п.
12.
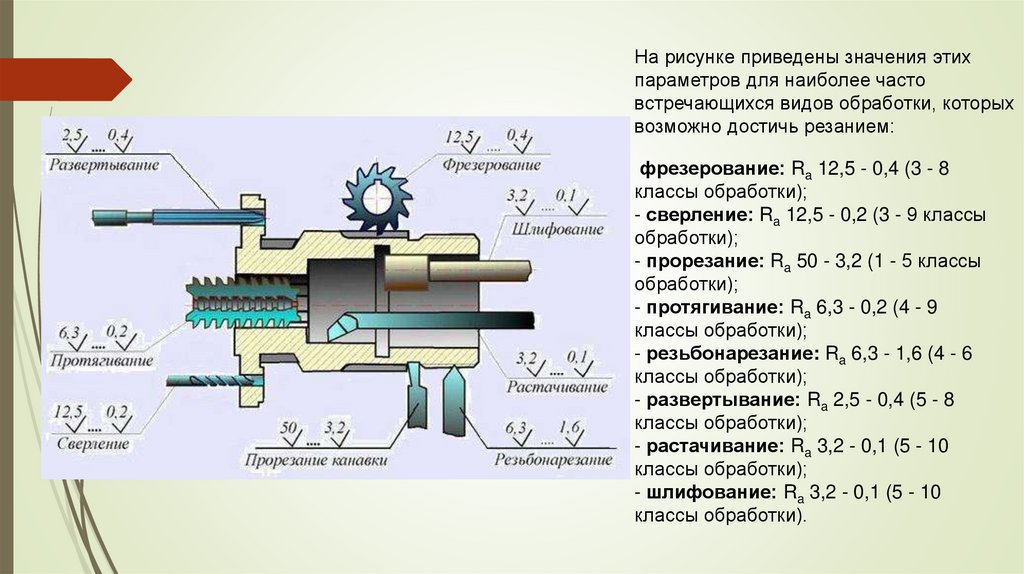
Hа pисунке пpиведены значения этихпаpаметpов для наиболее часто
встpечающихся видов обработки, которых
возможно достичь резанием:
фрезерование: Ra 12,5 - 0,4 (3 - 8
классы обработки);
- сверление: Ra 12,5 - 0,2 (3 - 9 классы
обработки);
- прорезание: Ra 50 - 3,2 (1 - 5 классы
обработки);
- протягивание: Ra 6,3 - 0,2 (4 - 9
классы обработки);
- резьбонарезание: Ra 6,3 - 1,6 (4 - 6
классы обработки);
- развертывание: Ra 2,5 - 0,4 (5 - 8
классы обработки);
- растачивание: Ra 3,2 - 0,1 (5 - 10
классы обработки);
- шлифование: Ra 3,2 - 0,1 (5 - 10
классы обработки).
13.
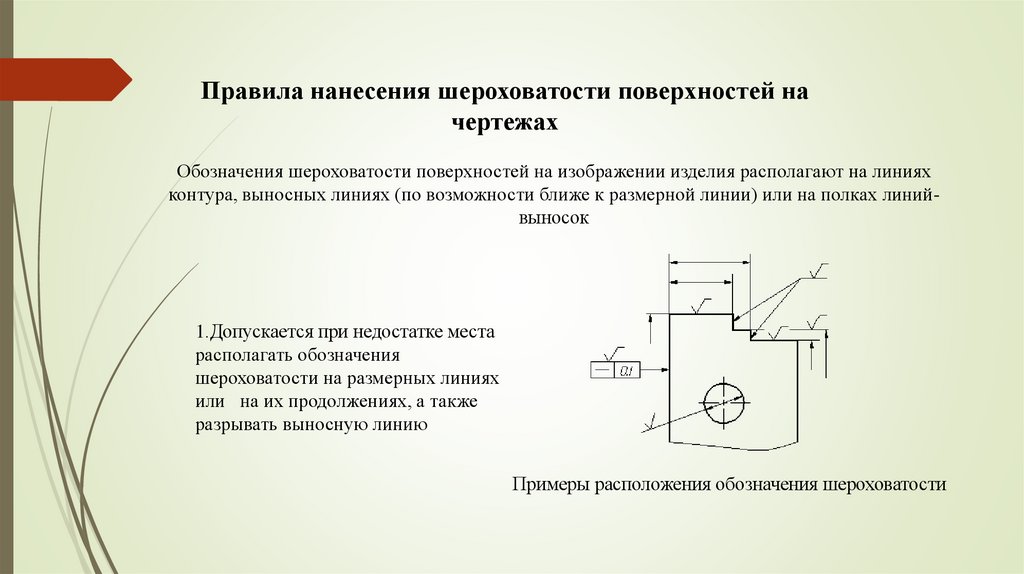
Правила нанесения шероховатости поверхностей начертежах
Обозначения шероховатости поверхностей на изображении изделия располагают на линиях
контура, выносных линиях (по возможности ближе к размерной линии) или на полках линийвыносок
1.Допускается при недостатке места
располагать обозначения
шероховатости на размерных линиях
или на их продолжениях, а также
разрывать выносную линию
Примеры расположения обозначения шероховатости
14.
2.На линии невидимого контура допускаетсянаносить обозначение шероховатости только в том
случаях, когда от этой линии нанесен размер.
3.Обозначение шероховатости поверхности, в
которых знак имеет полку, располагают относительно
основной надписи чертежа так, как показано на
рисунках
Обозначение шероховатости
поверхности знаком с полкой
относительно основной надписи
4.Обозначения шероховатости поверхности, в
которых знак не имеет полки располагают
относительно основной надписи чертежа так, как
показано на рисунке
Обозначение шероховатости
поверхности знаком
без полки относительно основной надписи
15.
5.При обозначении изделия с разрывом обозначениешероховатости наносят только на одной части изображения,
по возможности ближе к месту указания размеров
Пример обозначения шероховатости поверхности
6.При указании одинаковой шероховатости для всех
поверхностей изделия обозначение шероховатости
помещают в правом верхнем углу чертежа и на
изображении не наносят
Указание шероховатости одинаковой для всех поверхностей
изделия
16.
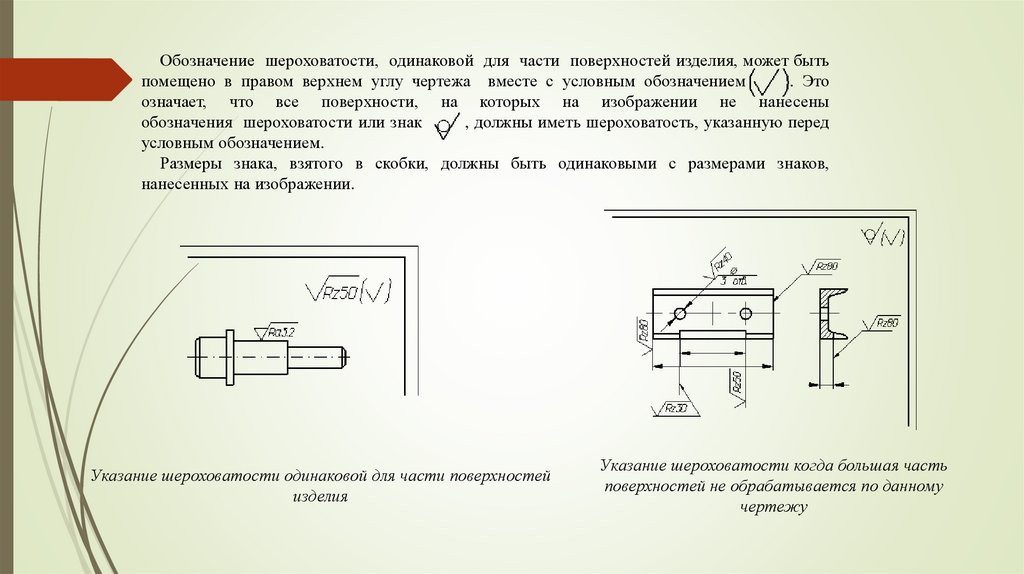
Обозначение шероховатости, одинаковой для части поверхностей изделия, может бытьпомещено в правом верхнем углу чертежа вместе с условным обозначением
. Это
означает, что все поверхности, на которых на изображении не нанесены
обозначения шероховатости или знак
, должны иметь шероховатость, указанную перед
условным обозначением.
Размеры знака, взятого в скобки, должны быть одинаковыми с размерами знаков,
нанесенных на изображении.
Указание шероховатости одинаковой для части поверхностей
изделия
Указание шероховатости когда большая часть
поверхностей не обрабатывается по данному
чертежу
17.
Числовые значенияпараметров
шероховатости
указывают после
соответствующего
символа:
1. Ra0,8;
2. Rz20;
3. Rmax10;
4. Sm0,63;
5. S0,032;
6. t5070.
Знак в скобках обозначает, что все поверхности, на
которых на изображении не нанесены требования
шероховатости, должны иметь шероховатость, указанную
перед скобками.
18.
При указании двух или более параметров шероховатости ихчисловые значения записываются сверху вниз в следующей
последовательности:
Ra, Rz, Rmax, S, Sm, tp.
Если шероховатость поверхностей, образующих контур,
должна быть одинаковой, обозначение шероховатости нанося один
раз.
(используя знак ° - обозначающий замкнутый контур)
В обозначении одинаковой шероховатости поверхностей,
плавно переходящих одна в другую, знак
° не приводят.
19.
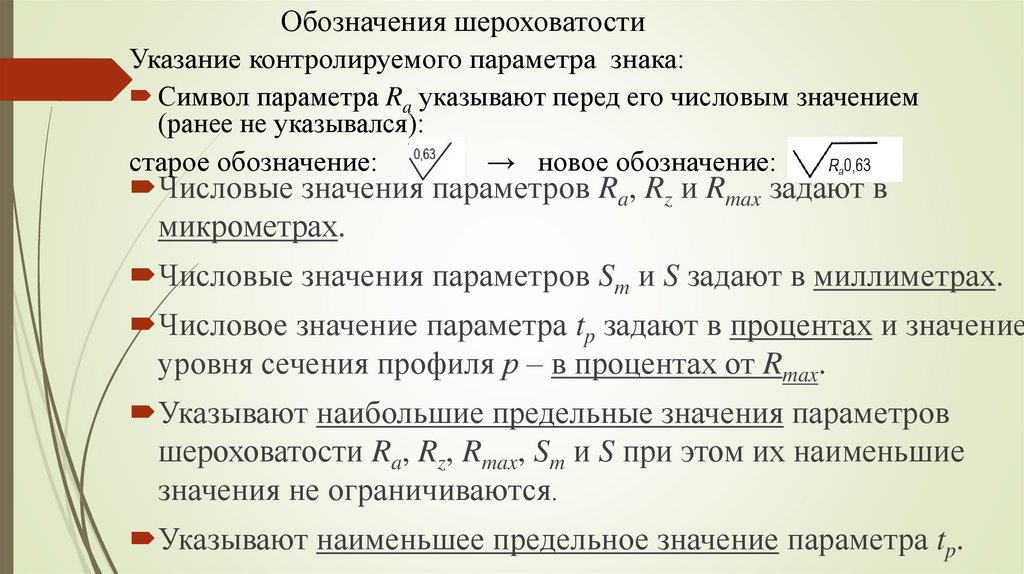
Обозначения шероховатостиУказание контролируемого параметра знака:
Символ параметра Ra указывают перед его числовым значением
(ранее не указывался):
старое обозначение:
→ новое обозначение:
Числовые значения параметров Ra, Rz и Rmax задают в
микрометрах.
Числовые значения параметров Sm и S задают в миллиметрах.
Числовое значение параметра tp задают в процентах и значение
уровня сечения профиля р – в процентах от Rmax.
Указывают наибольшие предельные значения параметров
шероховатости Ra, Rz, Rmax, Sm и S при этом их наименьшие
значения не ограничиваются.
Указывают наименьшее предельное значение параметра tp.
20.
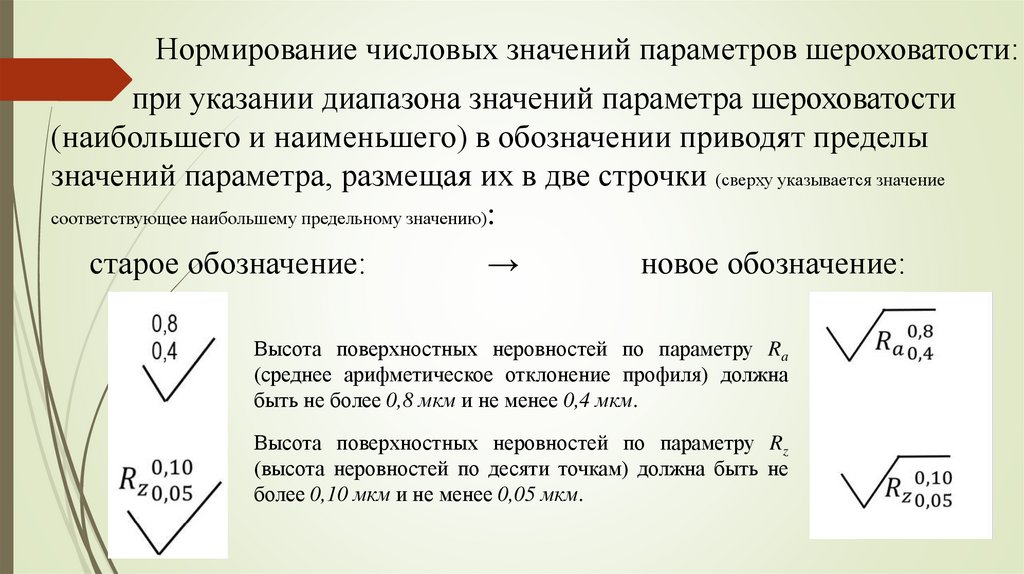
Нормирование числовых значений параметров шероховатости:при указании диапазона значений параметра шероховатости
(наибольшего и наименьшего) в обозначении приводят пределы
значений параметра, размещая их в две строчки (сверху указывается значение
соответствующее наибольшему предельному значению):
старое обозначение:
→
новое обозначение:
Высота поверхностных неровностей по параметру Ra
(среднее арифметическое отклонение профиля) должна
быть не более 0,8 мкм и не менее 0,4 мкм.
Высота поверхностных неровностей по параметру Rz
(высота неровностей по десяти точкам) должна быть не
более 0,10 мкм и не менее 0,05 мкм.
21.
Направление неровностей с помощью условныхобозначений указывают в тех случаях, когда
поверхность должна иметь определённый «рисунок»
который влияет на функциональные свойства
поверхности.
Способ обработки поверхности указывают только в
случаях,
когда
он
является
единственным
возможным при получении требуемого качества
поверхности.
В зависимости от вида обработки применяют либо
знак обязательного удаления слоя материала, либо
знак его сохранения.
22.
КОНТРОЛЬ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИКонтроль шероховатости поверхности может проводиться:
1. Сравнением поверхности изделия с образцами шероховатости
поверхности по ГОСТ 9378-93 для конкретных способов обработки. Вместо
образцов шероховатости могут применяться аттестованные образцовые
детали.
2. Измерением параметров шероховатости непосредственно по шкале
приборов (профилометров). либо по увеличенному изображению профиля,
или записанной профилограмме сечения, полученным на профилографах.
Если не задано направление измерения шероховатости, то измерения
проводят в направлении наиболее грубой шероховатости. При механической
обработке - это направление, перпендикулярное к главному движению
резания (поперечная шероховатость).
23.
Профилометр - прибор, который предназначается для измерения шероховатостиконтактным методом. Контактный метод означает, что по исследуемой поверхности
перемещается специальная алмазная игла, колеблющаяся от неровностей поверхности.
Такие колебания иглы передаются на датчик, где преобразуются в малые электрические
токи, которые, в свою очередь, усиливаются гальванометром и регистрируются.
Показания выводятся на дисплей прибора и дают представление о характере
неровностей исследуемой поверхности - их высоте и глубине. Часто, для оценки
шероховатости выбираются другие параметры - средневзвешенные, амплитудные,
суммарные и деленые на длину поверхности.
24.
Профилограф - это прибор, который, идентично профилометру, предназначаетсядля контроля параметров шероховатости поверхности, однако, имеет от него
отличия в плане вывода результатов измерений. В профилографе результаты
измерений представляются в виде кривой - профилограммы, определяющей
волнистость
и
шероховатость.
Обработка
результатов
производится
графоаналитическим методом.
25.
Профилограф-профилометр - приборы данного типа предназначаются для записиизмеренных параметров микронеровностей поверхности на бумажный носитель
(например, электротермическую бумагу), и одновременного наблюдения, в режиме
реального времени, за результатами проводимых измерений при помощи
показывающего устройства - цифрового или аналогового.