













 industry
industrySimilar presentations:









")
Технология изготовления высоконагруженного железнодорожного рельса из заэвтектоидной стали и изучение дефектов головки рельса
1. Технология изготовления высоконагруженного железнодорожного рельса из заэвтектоидной стали и изучение дефектов головки рельса
Купцов Роман Алексеевич2.
Железнодорожныйрельс типа Р65
3. Химический состав стали марки К90АФ
Массовая доля элементов, %Марка
стали
90АФ
Углерод
C
0,83-0,95
Марганец
Mn
0,75-1,25
Кремний
Si
0,25-0,60
Ванадий
W
Хром
Cr
Азот
N
0,08-0,15
Не
более
0,20
0,0100,020
Фосфор
P
Сера
S
Алюминий
Al
Не более
0,020
0,020
0,004
Примечание – К обозначению марки стали добавляют спереди букву “К” для конвектерной стали
4. Схема технологического цикла изготовления рельсов
5.
Схема технологического цикла изготовления рельсов6. Улучшение геометрии и однородности структуры материала рельсов при универсальной прокатке
7. График циклического сфероидизирующего отжига с закалкой головки рельса с индукционного нагрева ТВЧ
100017
900
5
Температура Т °С
800
6
9
10
12
700
8
4
600
7
18
13
14
11
19
500
400
300
2
3
200
100
0
15
1
Время t, мин
16
20
Время t, сек
8. Разрушение сплошной цементитной сетки и её сфероидизация
Температура Т °СРазрушение сплошной цементитной сетки и её сфероидизация
1
1000
900
800
700
600
500
400
300
200
100
0
17
5 6
12 13
8
4
7
14
11
19
15 16
1
Время t, мин
4
3
этап 1-3
18
2 3
после прокатки
2
9 10
этап 1-7
20
Время t, сек
5
этап 1-11
этап 1-15
9. Сфероидизация основной карбидной фазы - перлита
Температура Т °ССфероидизация основной карбидной фазы - перлита
1000
900
800
700
600
500
400
300
200
100
0
17
5 6
9 10
12 13
8
4
18
14
11
7
19
2 3
15 16
1
Время t, мин
6
8
7
после прокатки
этап 1-7
20
Время t, сек
9
этап 1-11
этап 1-15
10. Структура металла закалённого слоя головки рельса после циклического сфероидизирующего отжига и закалки с нагрева ТВЧ
Температура Т °ССтруктура металла закалённого слоя головки рельса после
циклического сфероидизирующего отжига и закалки с нагрева ТВЧ
1000
900
800
700
600
500
400
300
200
100
0
17
5 6
9 10
12 13
4
8
7
18
14
11
19
2 3
15 16
1
20
10
Время t, мин
Время t, сек
11. Результаты расчётов режимов двойной термической обработки
Стадия ТОВремя нагрева
τн , мин
Время выдержки
τв , мин
Время охлаждения
τохл , мин
1-й этап ЦСО
150
120
-
2-й этап ЦСО
1 цикл
2 цикл
405
273
60
60
1
1
3-й этап ЦСО
125
180
142
9
Закалка головки
рельса ТВЧ
0,17
-
Полное время процесса термической обработки: 1527 мин ~ 25,5 ч
0,28
0,1
12.
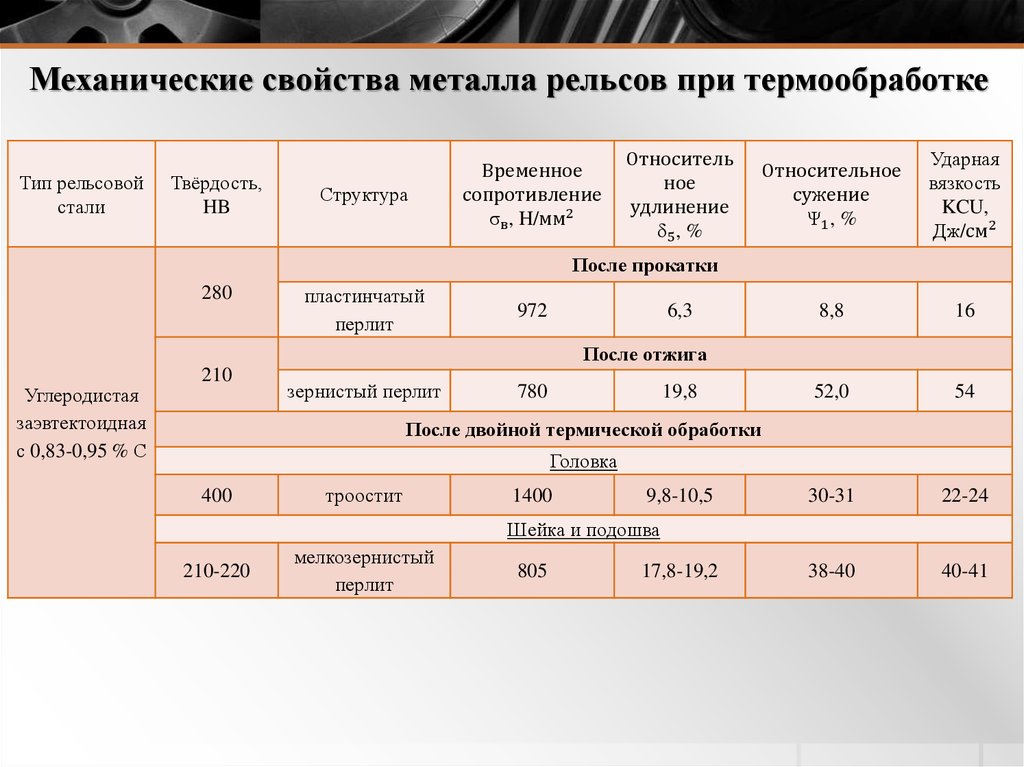
Механические свойства металла рельсов при термообработкеТип рельсовой
стали
Твёрдость,
HB
Структура
Временное
сопротивление
σв , H/мм2
Относитель
ное
удлинение
δ5 , %
Относительное
сужение
Ψ1 , %
Ударная
вязкость
KCU,
Дж/см2
8,8
16
52,0
54
30-31
22-24
38-40
40-41
После прокатки
280
пластинчатый
перлит
972
6,3
После отжига
Углеродистая
заэвтектоидная
с 0,83-0,95 % С
210
зернистый перлит
780
19,8
После двойной термической обработки
Головка
400
троостит
1400
9,8-10,5
Шейка и подошва
210-220
мелкозернистый
перлит
805
17,8-19,2
13.
Технология неразрушающего контроля рельсов в потоке• Лазерно-оптическое измерение с высокой разрешающей
способностью;
• Тестирование поверхности методом вихревого тока;
• Ультразвуковое тестирование по сечению;
• Многоцветная маркировка.
14.
Дефекты головки рельса, связанные с нарушением технологиипроцесса термической обработки
Отслоение и выкрашивание металла на поверхности
катания в закалённом слое головки рельса
Причина образования дефекта:
• нарушение
технологической
закалки рельсов с образованием
в
закалочном
слое
зоны
мартенсита или зоны местного
неравномерного перехода по
твёрдости от закалённого к
незакалённому слою металла.
15.
Дефекты головки рельса, связанные с нарушением технологиипроцесса термической обработки
Закалочные трещины в закалённом слое металла головки рельса
Причина образования дефекта:
• нарушение технологии закалки
рельсов; неравномерный нагрев и
охлаждение в процессе закалки.
16.
ЗаключениеПрименение марки стали К90АФ с заэвтектоидным содержанием углерода в
пределах 0,83-0,95 % для изготовления высоконагруженных железнодорожных
рельсов, обеспечивает помимо высокой износостойкости и контактно-усталостной
прочности, высокое сопротивление к хрупкому разрушению, гарантирующим
надежность в эксплуатации. Это позволяет использовать данную сталь для
изготовления рельсов, работающих в условиях повышенной износостойкости.
Основным фактором, способствующим повышению конструкционной
прочности рельсов, является двойная термическая обработка, включающая
циклический сфероидизирующий отжиг на зернистый перлит и последующую
закалку головки рельсов с индукционного нагрева ТВЧ.
Окончательная термообработка головки рельса с нагрева ТВЧ приводит к
образованию в закалённом слое металла головки мелкозернистой формы карбидной
фазы и высокодисперстной структуры - троостита с высокими значениями
характеристик кристаллической структуры.