








 industry
industrySimilar presentations:










Автоматизация расчета режимов резания
1. ОСНОВЫ АВТОМАТИЗАЦИИ ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
2.
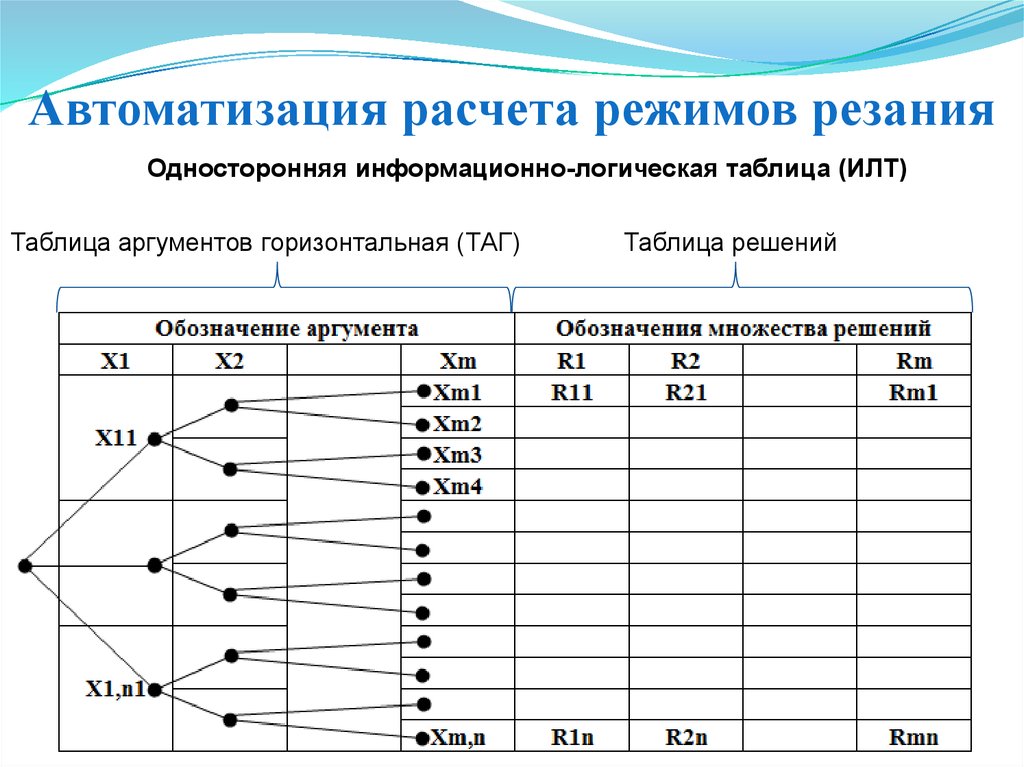
Автоматизация расчета режимов резанияОдносторонняя информационно-логическая таблица (ИЛТ)
Таблица аргументов горизонтальная (ТАГ)
Таблица решений
3.
Автоматизация расчета режимов резания4.
Автоматизация расчета режимов резанияKOM KTPe
=1
=2
=12
=12
KIM
=2
S
Cv
X
Y
m
<0,3
420
0,15
0,2
0,2
0,3..0,7
350
0,15
0,35
0,2
>0.7
340
0,15
0,45
0,2
<=0,4
292
0,15
0,2
0,2
>0,4
243
0,15
0,4
0,20
=4
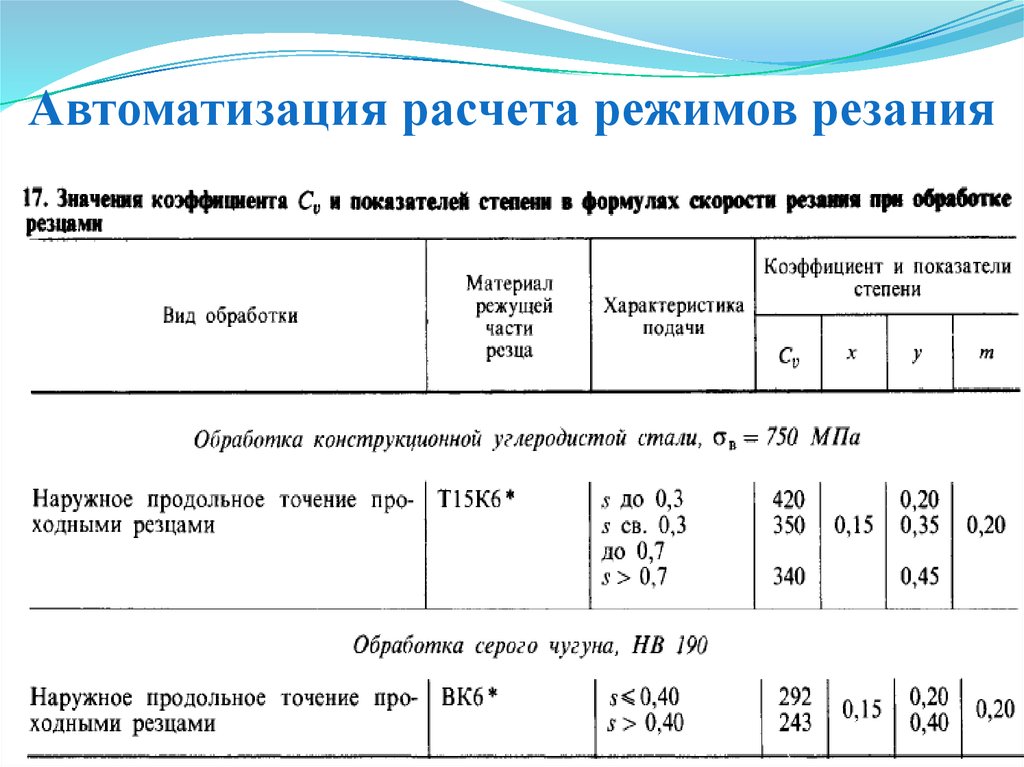
КОМ – код обрабатываемого материала (1 – сталь, 2 – чугун)
КTPe – код перехода (12 – Точить поверхность ….. )
КIМ – код инструментального материала (2 – Т15К6, 4 – ВК6)
5.
Автоматизация расчета режимов резанияОписание таблицы с использованием реляционной модели данных
KOM KTPe KIM Smin Smax Cv X
Y
12
2
0
1
0,3 420 0,15 0,2
m
0,2
1
12
2
0,3
0,7
350 0,15 0,35 0,2
1
12
2
0,7
5
340 0,15 0,45 0,2
2
12
4
0
0,4
2
12
4
0,4
5
292 0,15 0,2
0,2
243 0,15 0,4 0,20
КОМ – код обрабатываемого материала (1 – сталь, 2 – чугун)
КTPe – код перехода (12 – Точить поверхность ….. )
КIМ – код инструментального материала (2 – Т15К6, 4 – ВК6)
6.
Двухсторонняя информационно-логическая таблица (ИЛТ)7.
Автоматизация расчета режимов резания8.
Автоматизация расчета режимов резания=1
D
=2
KOM
<3 3..5 5..8
t
h
<3
3..5
5..8
0
0
0
0
0
20..40 <=25 0,5
0,4
0
0,5
0
0
40..60 <=40 0,9
0,8
0,7
0,9
0,8
0,7
60..100 <=40 1,2
1,1
0,9
1,4
1,2
1,0
<20
<=25 0,4
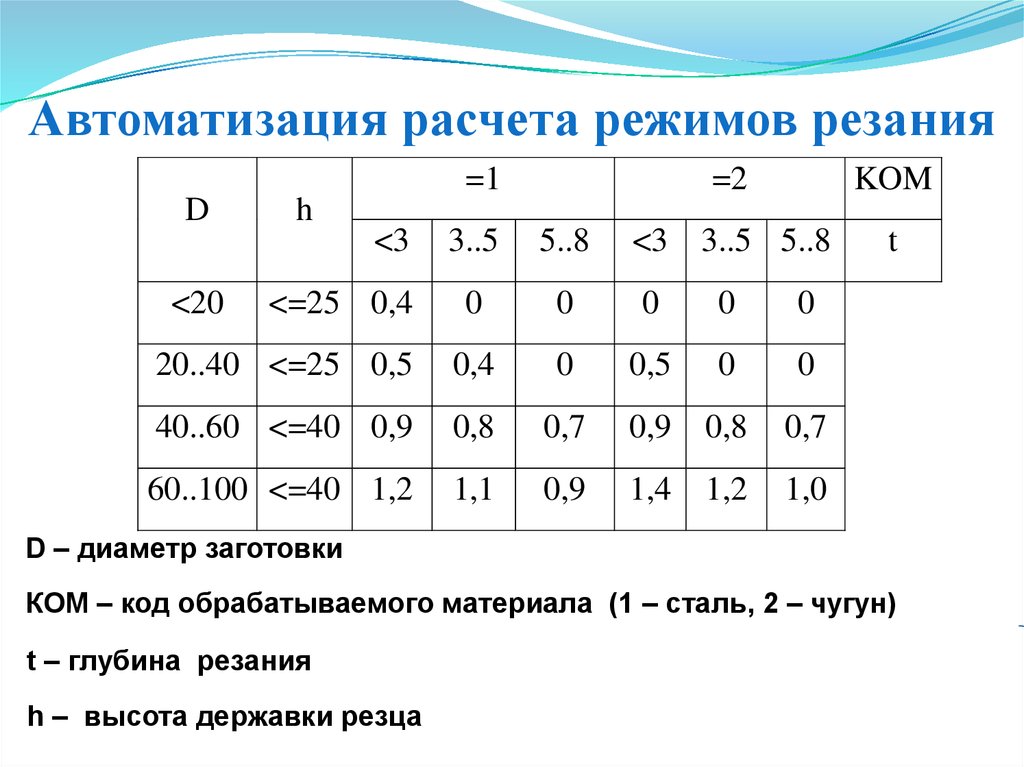
D – диаметр заготовки
КОМ – код обрабатываемого материала (1 – сталь, 2 – чугун)
t – глубина резания
h – высота державки резца
9.
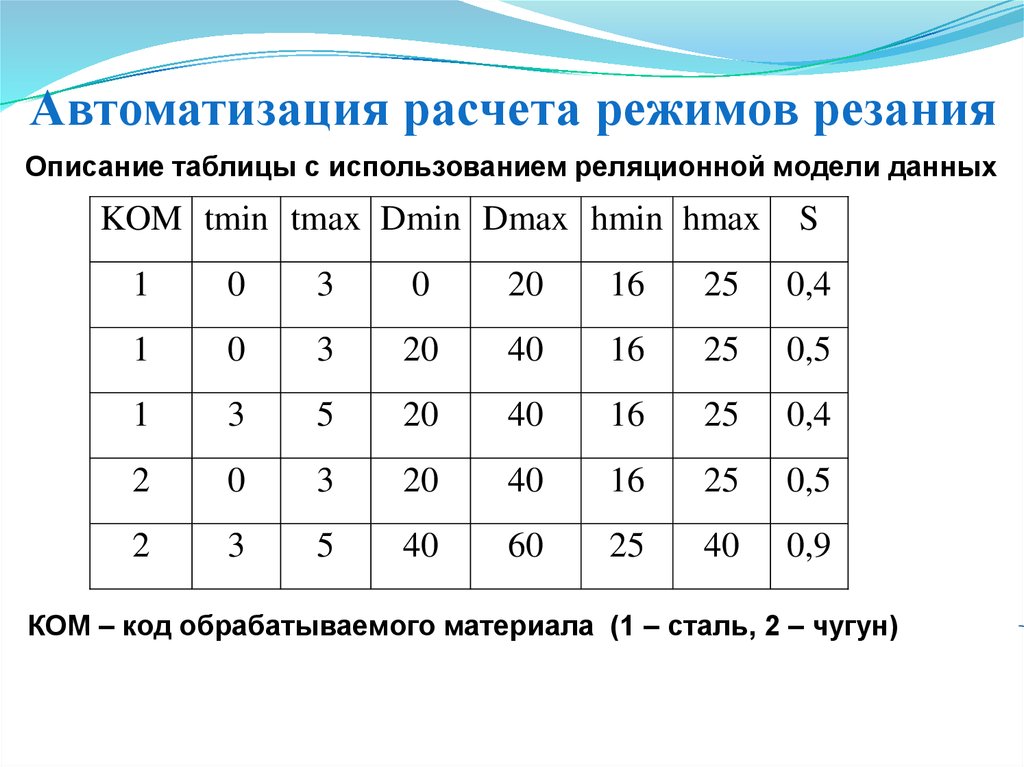
Автоматизация расчета режимов резанияОписание таблицы с использованием реляционной модели данных
KOM tmin tmax Dmin Dmax hmin hmax
S
1
0
3
0
20
16
25
0,4
1
0
3
20
40
16
25
0,5
1
3
5
20
40
16
25
0,4
2
0
3
20
40
16
25
0,5
2
3
5
40
60
25
40
0,9
КОМ – код обрабатываемого материала (1 – сталь, 2 – чугун)
10.
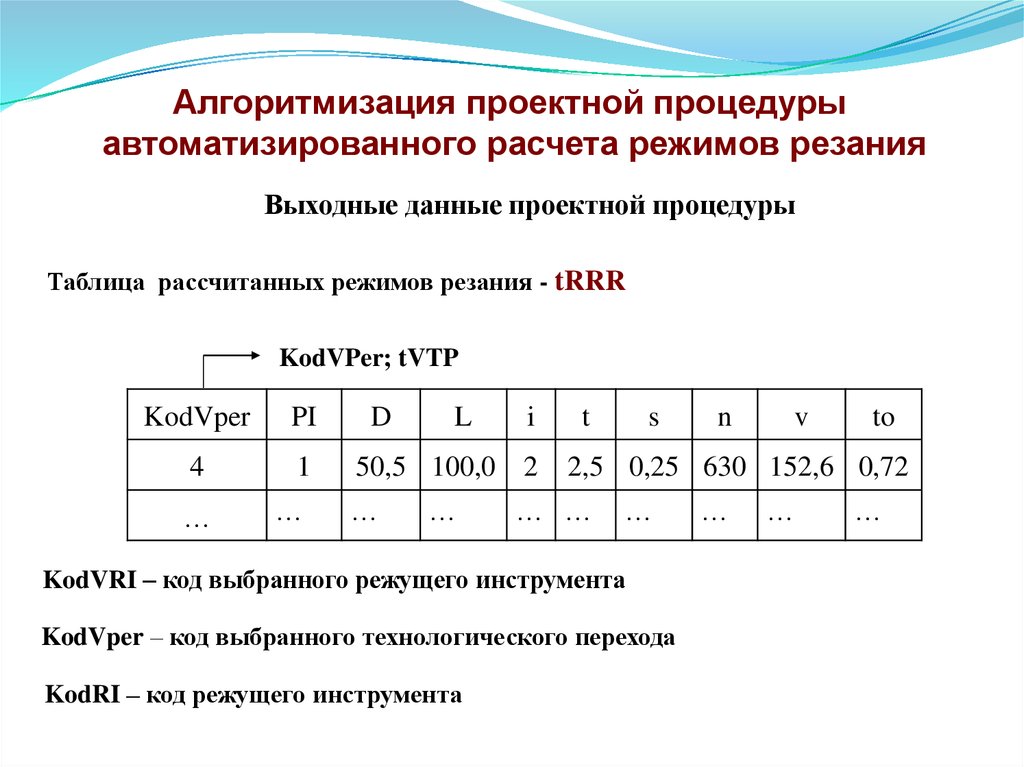
Алгоритмизация проектной процедурыавтоматизированного расчета режимов резания
Выходные данные проектной процедуры
Таблица рассчитанных режимов резания - tRRR
KodVPer; tVTP
KodVper
PI
4
1
…
…
D
L
i
50,5 100,0 2
…
…
t
s
v
to
2,5 0,25 630 152,6 0,72
… …
…
KodVRI – код выбранного режущего инструмента
KodVper – код выбранного технологического перехода
KodRI – код режущего инструмента
n
…
…
…
11.
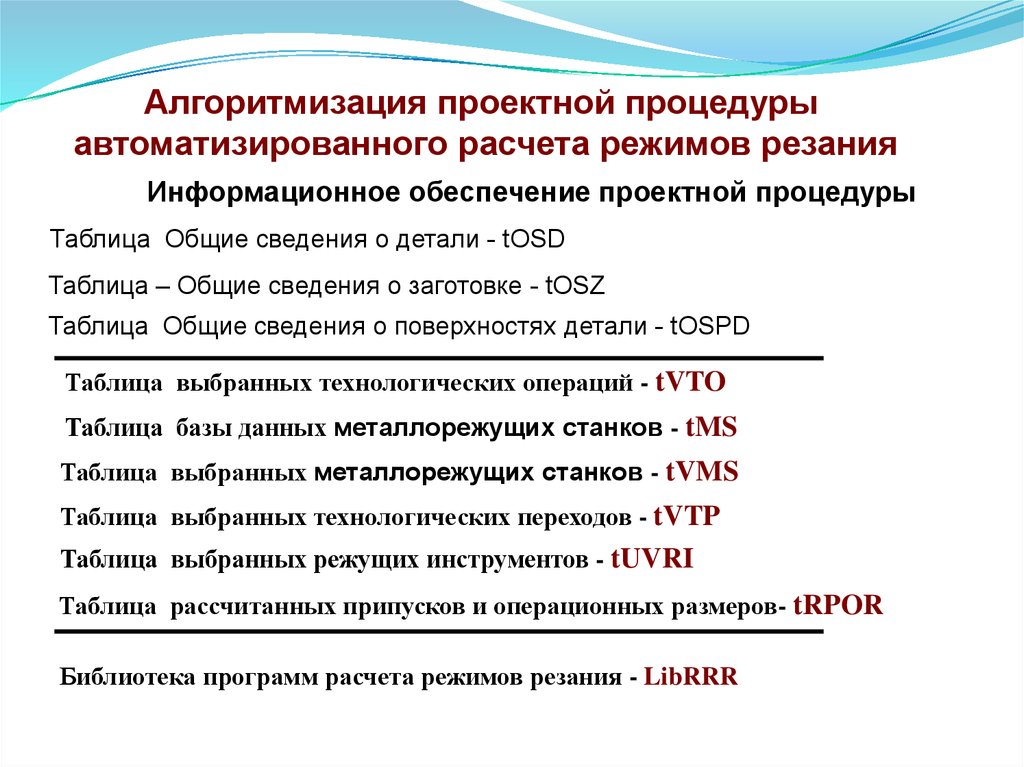
Алгоритмизация проектной процедурыавтоматизированного расчета режимов резания
Информационное обеспечение проектной процедуры
Таблица Общие сведения о детали - tOSD
Таблица – Общие сведения о заготовке - tOSZ
Таблица Общие сведения о поверхностях детали - tOSPD
Таблица выбранных технологических операций - tVTO
Таблица базы данных металлорежущих станков - tMS
Таблица выбранных металлорежущих станков - tVMS
Таблица выбранных технологических переходов - tVTP
Таблица выбранных режущих инструментов - tUVRI
Таблица рассчитанных припусков и операционных размеров- tRPOR
Библиотека программ расчета режимов резания - LibRRR
12.
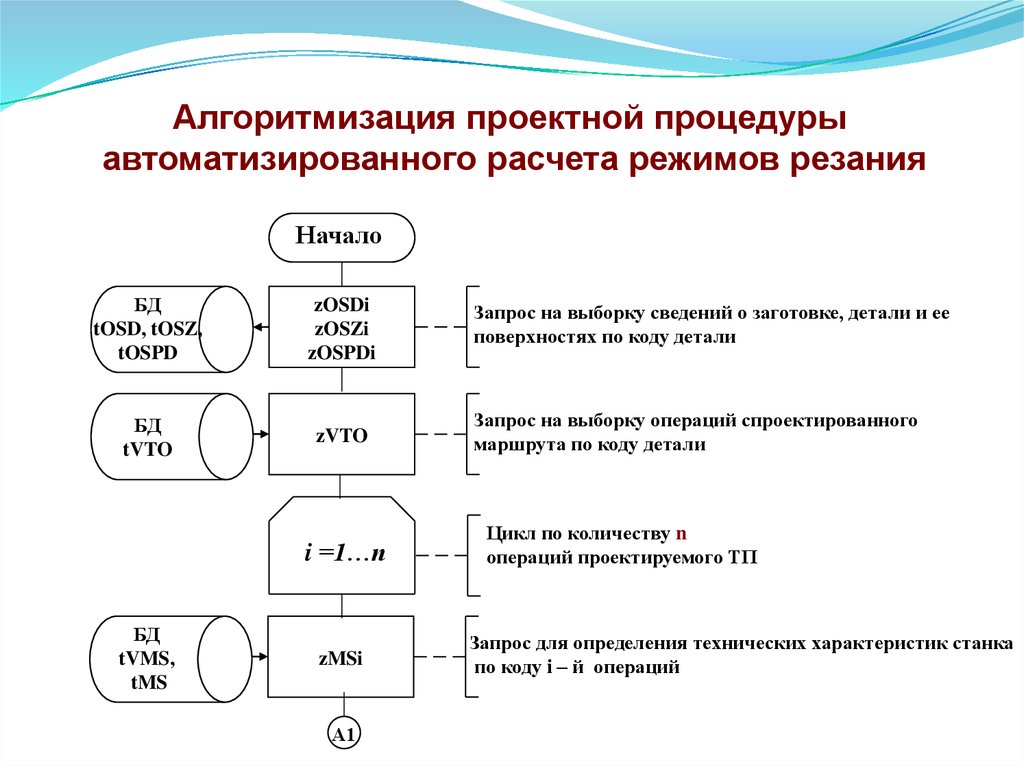
Алгоритмизация проектной процедурыавтоматизированного расчета режимов резания
Начало
БД
tOSD, tOSZ,
tOSPD
zOSDi
zOSZi
zOSPDi
БД
tVTO
zVTO
i =1…n
БД
tVMS,
tMS
zMSi
А1
Запрос на выборку сведений о заготовке, детали и ее
поверхностях по коду детали
Запрос на выборку операций спроектированного
маршрута по коду детали
Цикл по количеству n
операций проектируемого ТП
Запрос для определения технических характеристик станка
по коду i – й операций
13.
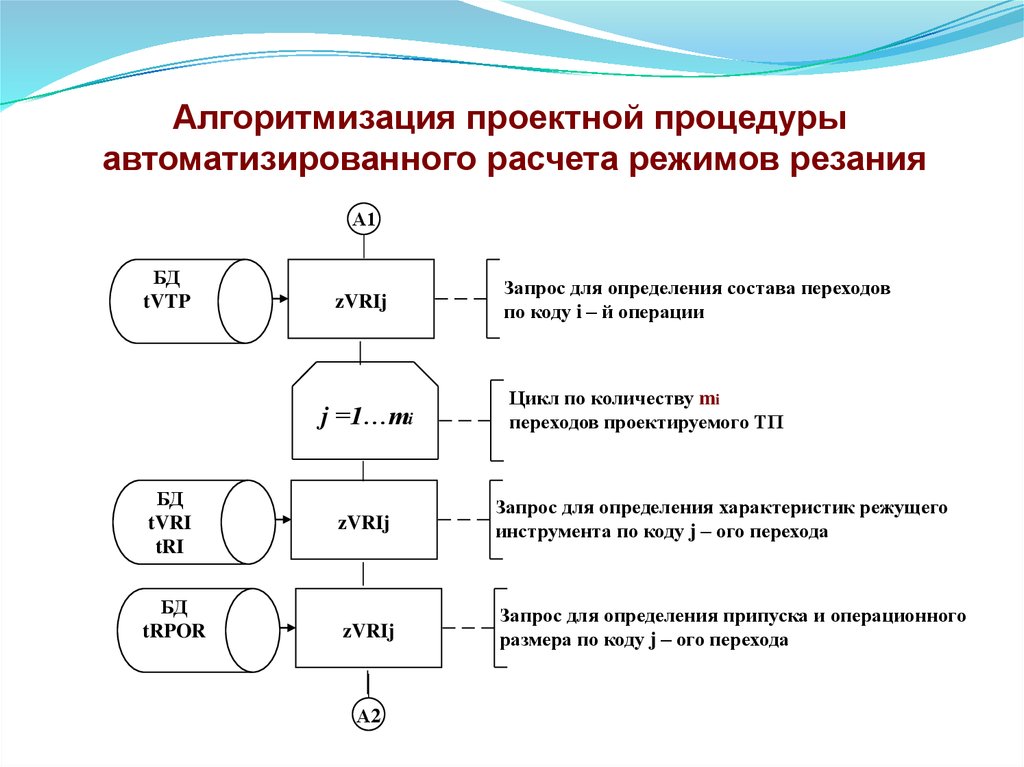
Алгоритмизация проектной процедурыавтоматизированного расчета режимов резания
А1
БД
tVTP
zVRIj
j =1…mi
БД
tVRI
tRI
БД
tRPOR
Запрос для определения состава переходов
по коду i – й операции
Цикл по количеству mi
переходов проектируемого ТП
zVRIj
Запрос для определения характеристик режущего
инструмента по коду j – ого перехода
zVRIj
Запрос для определения припуска и операционного
размера по коду j – ого перехода
А2
14.
Алгоритмизация проектной процедурыавтоматизированного расчета режимов резания
А2
LibRRR
PPRRj
БД
tRRR
zRRRj
Библиотечная проектная процедура
расчета режима резания по коду j – ого перехода
Запрос на добавление в базу данных рассчитанных
режимов резания по коду j – ого перехода
End j
Конец цикла j
End i
Конец цикла i
Конец
15.
Автоматизация нормированиятехнологических операций
При механической обработке резанием структура нормы времени в общем
случае имеет вид
16.
Автоматизация нормированиятехнологических операций
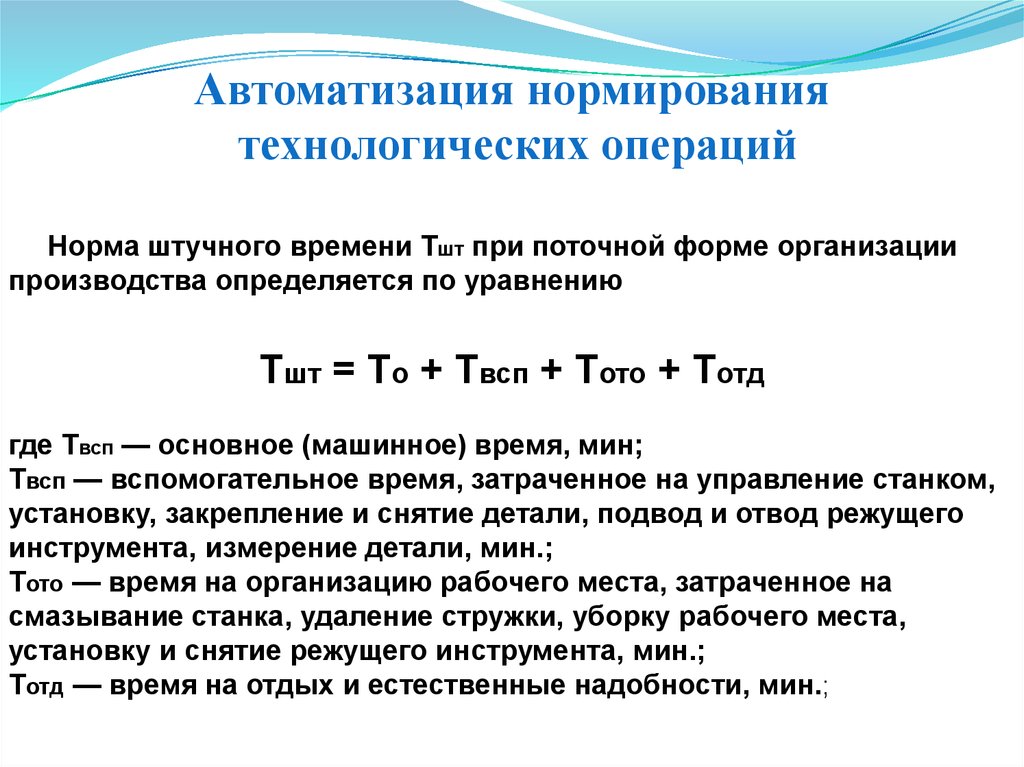
Норма штучного времени Тшт при поточной форме организации
производства определяется по уравнению
Тшт = То + Твсп + Тото + Тотд
где Твсп — основное (машинное) время, мин;
Твсп — вспомогательное время, затраченное на управление станком,
установку, закрепление и снятие детали, подвод и отвод режущего
инструмента, измерение детали, мин.;
Тото — время на организацию рабочего места, затраченное на
смазывание станка, удаление стружки, уборку рабочего места,
установку и снятие режущего инструмента, мин.;
Тотд — время на отдых и естественные надобности, мин.;
17.
Автоматизация нормированиятехнологических операций
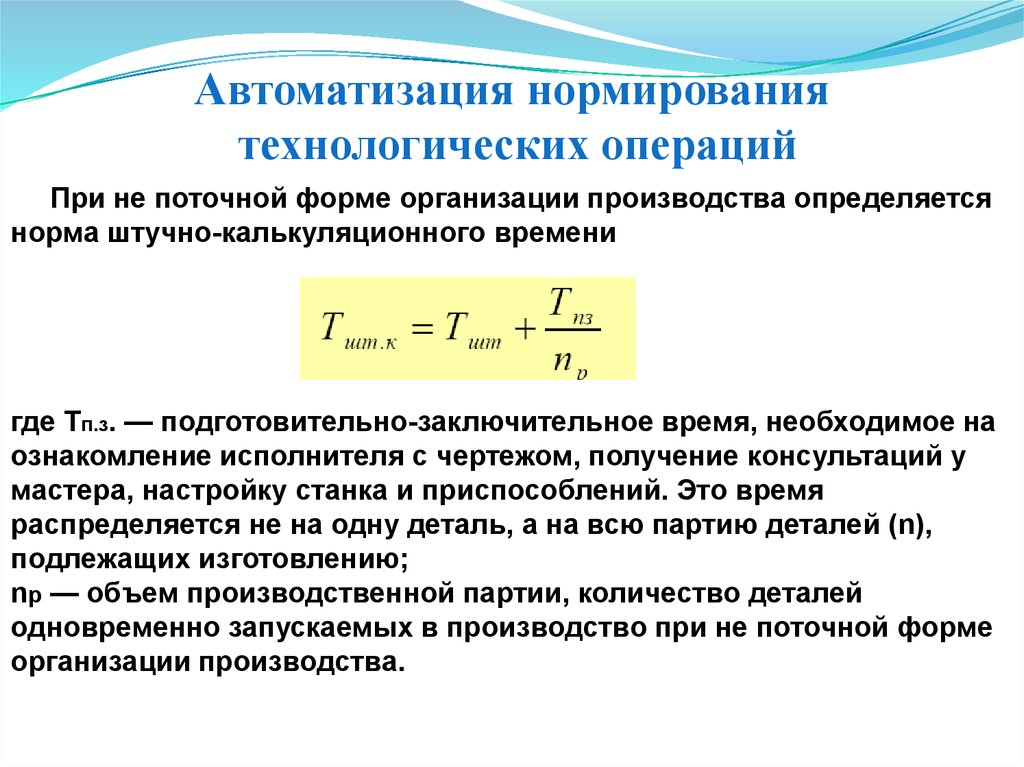
При не поточной форме организации производства определяется
норма штучно-калькуляционного времени
где Тп.з. — подготовительно-заключительное время, необходимое на
ознакомление исполнителя с чертежом, получение консультаций у
мастера, настройку станка и приспособлений. Это время
распределяется не на одну деталь, а на всю партию деталей (n),
подлежащих изготовлению;
np — объем производственной партии, количество деталей
одновременно запускаемых в производство при не поточной форме
организации производства.
18.
Автоматизация нормированиятехнологических операций
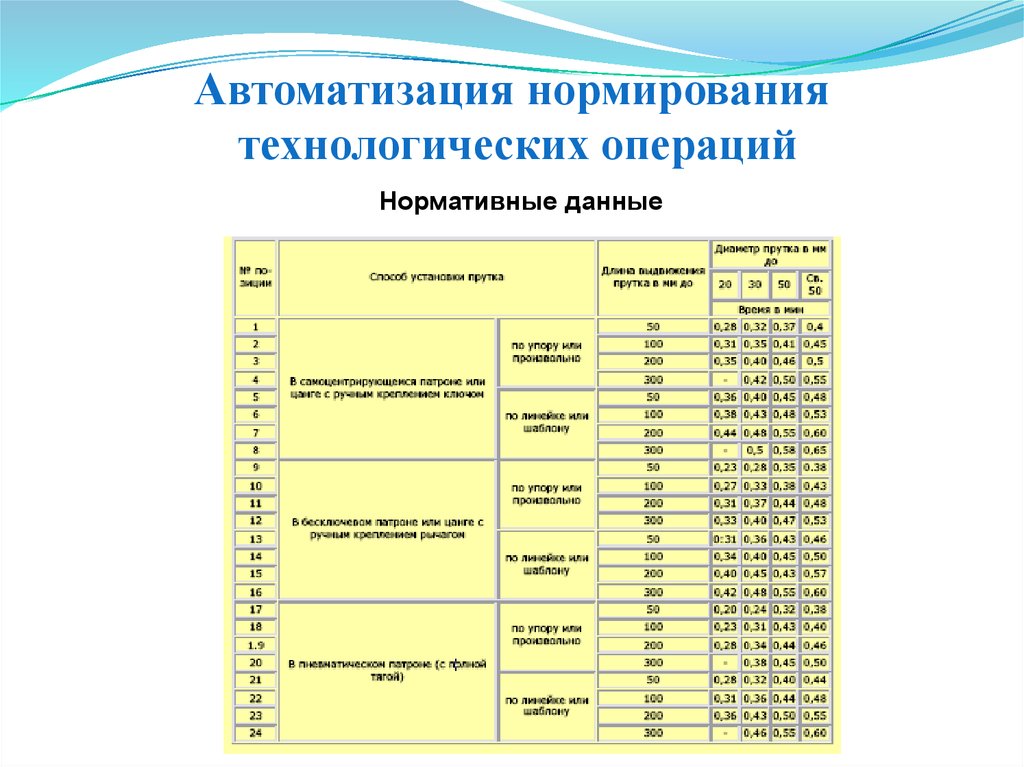
Нормативные данные
19.
Автоматизация нормированиятехнологических операций
Нормативные данные в виде ИЛТ
Нормативные данные в виде таблицы реляционной СУБД
20.
Алгоритмизация проектной процедурыавтоматизированного нормирования операций
процедуры
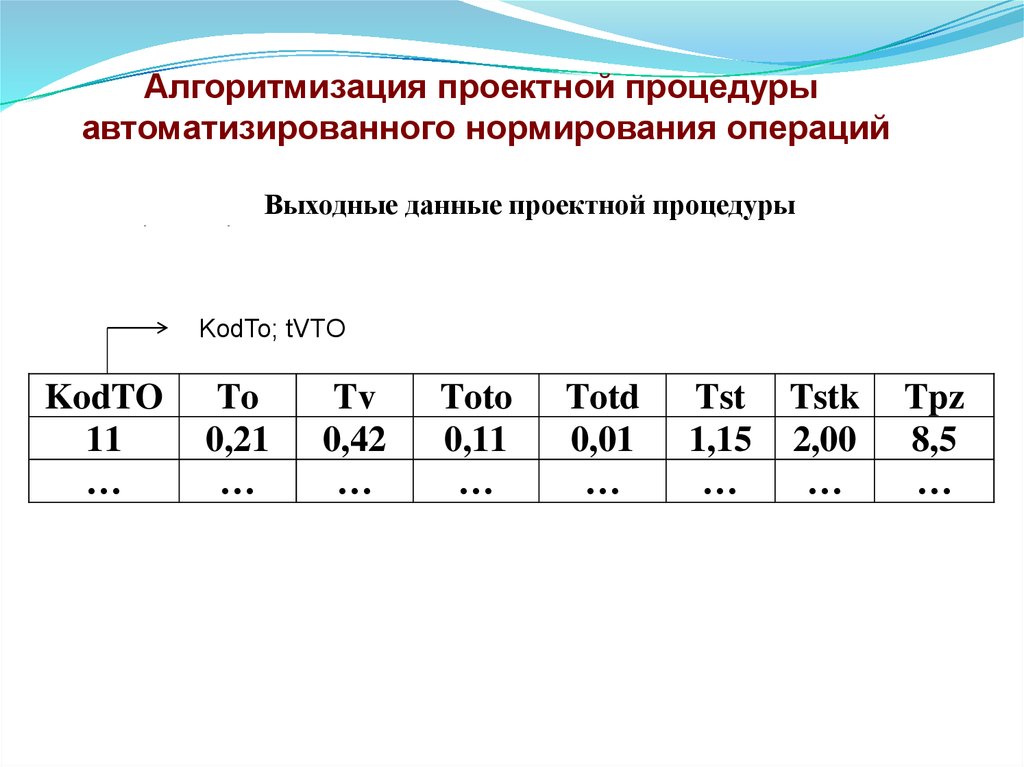
Таблица Общие Выходные
сведения о данные
детали - проектной
tOSD
KodTo; tVTO
KodTO
11
…
To
0,21
…
Tv
0,42
…
Toto
0,11
…
Totd
0,01
…
Tst
1,15
…
Tstk
2,00
…
Tpz
8,5
…
21.
Алгоритмизация проектной процедурыавтоматизированного нормирования операций
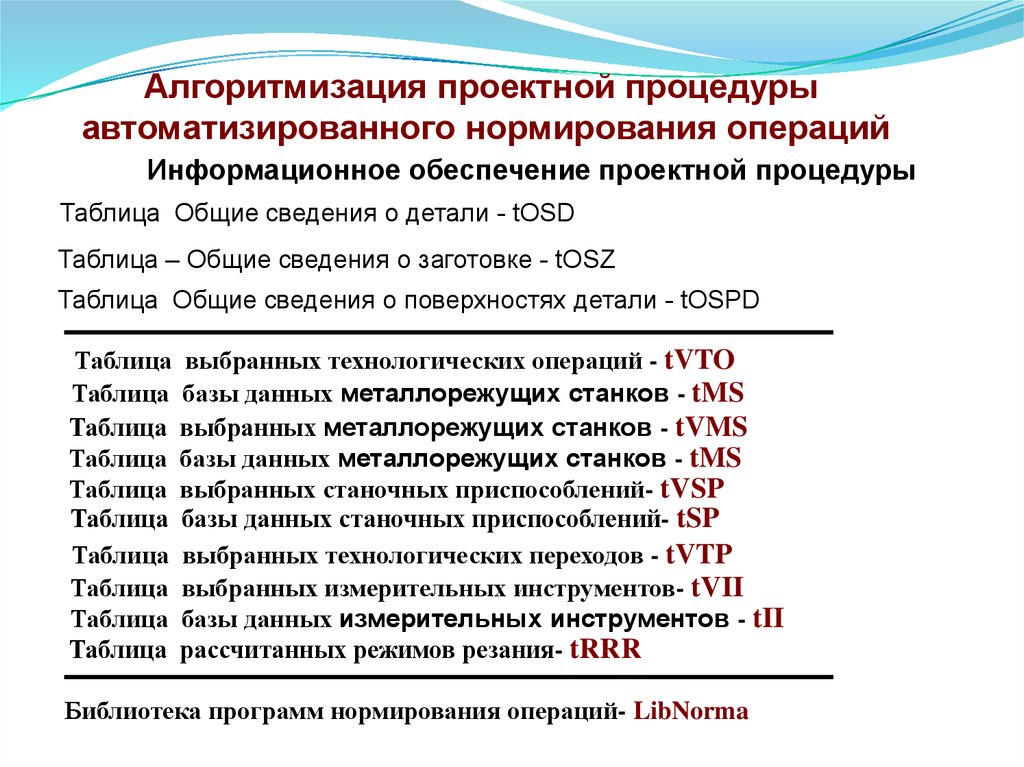
Информационное обеспечение проектной процедуры
Таблица Общие сведения о детали - tOSD
Таблица – Общие сведения о заготовке - tOSZ
Таблица Общие сведения о поверхностях детали - tOSPD
Таблица выбранных технологических операций - tVTO
Таблица базы данных металлорежущих станков - tMS
Таблица выбранных металлорежущих станков - tVMS
Таблица базы данных металлорежущих станков - tMS
Таблица выбранных станочных приспособлений- tVSP
Таблица базы данных станочных приспособлений- tSP
Таблица выбранных технологических переходов - tVTP
Таблица выбранных измерительных инструментов- tVII
Таблица базы данных измерительных инструментов - tII
Таблица рассчитанных режимов резания- tRRR
Библиотека программ нормирования операций- LibNorma
22.
Алгоритмизация проектной процедурыавтоматизированного нормирования операций
Начало
БД
tOSD, tOSZ,
tOSPD
zOSDi
zOSZi
zOSPDi
БД
tVTO
zVTO
i =1…n
БД
tVMS,
tMS
zMSi
А1
Запрос на выборку сведений о заготовке, детали и ее
поверхностях по коду детали
Запрос на выборку операций спроектированного
маршрута по коду детали
Цикл по количеству n
операций проектируемого ТП
Запрос для определения технических характеристик станка
по коду i – й операций
23.
Алгоритмизация проектной процедурыавтоматизированного нормирования операций
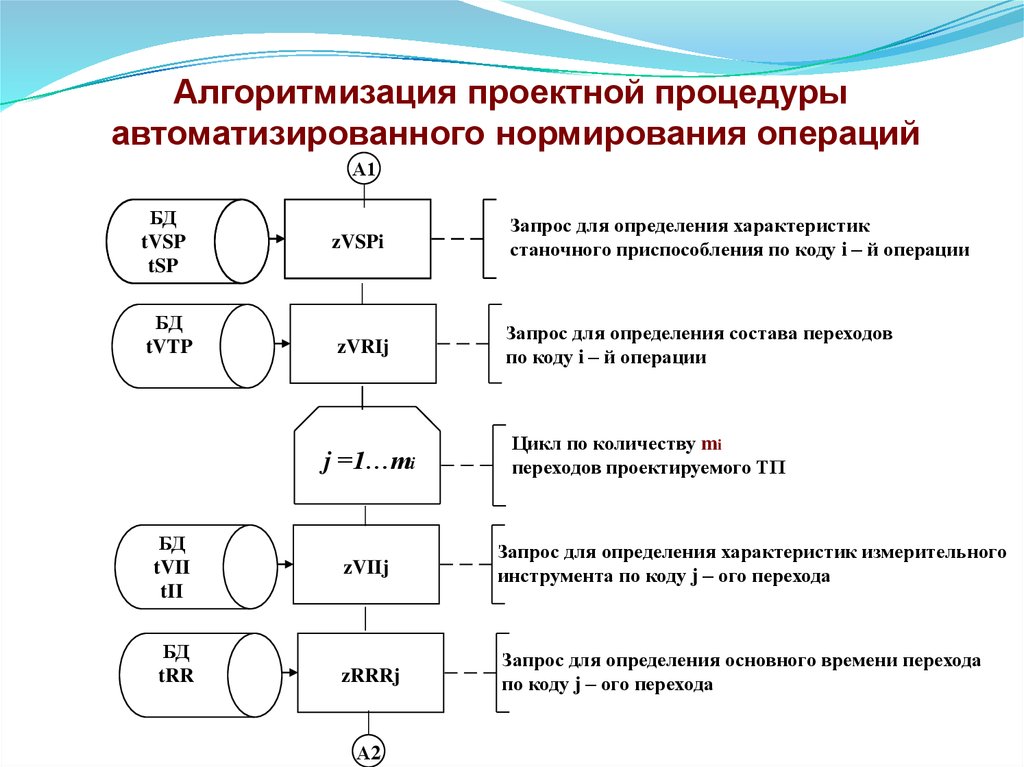
А1
БД
tVSP
tSP
БД
tVTP
zVSPi
Запрос для определения характеристик
станочного приспособления по коду i – й операции
zVRIj
Запрос для определения состава переходов
по коду i – й операции
j =1…mi
БД
tVII
tII
БД
tRR
Цикл по количеству mi
переходов проектируемого ТП
zVIIj
Запрос для определения характеристик измерительного
инструмента по коду j – ого перехода
zRRRj
Запрос для определения основного времени перехода
по коду j – ого перехода
А2
24.
Алгоритмизация проектной процедурыавтоматизированного нормирования операций
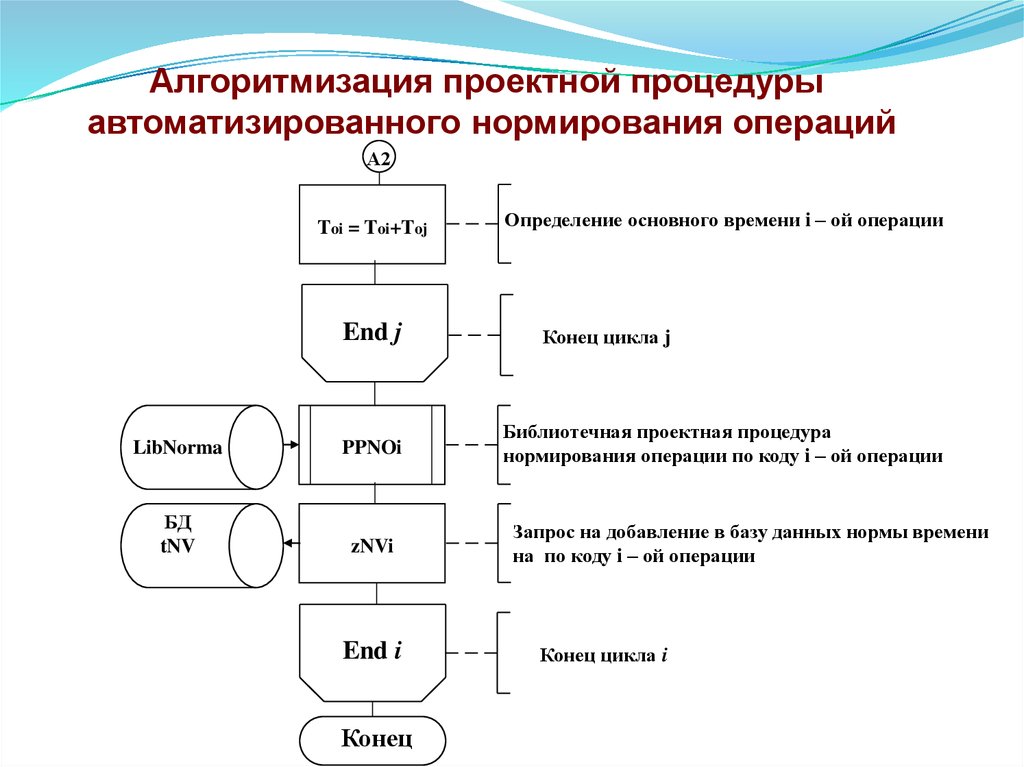
А2
Toi = Toi+Toj
End j
LibNorma
PPNOi
БД
tNV
zNVi
End i
Конец
Определение основного времени i – ой операции
Конец цикла j
Библиотечная проектная процедура
нормирования операции по коду i – ой операции
Запрос на добавление в базу данных нормы времени
на по коду i – ой операции
Конец цикла i