










 mechanics
mechanicsSimilar presentations:



")
")





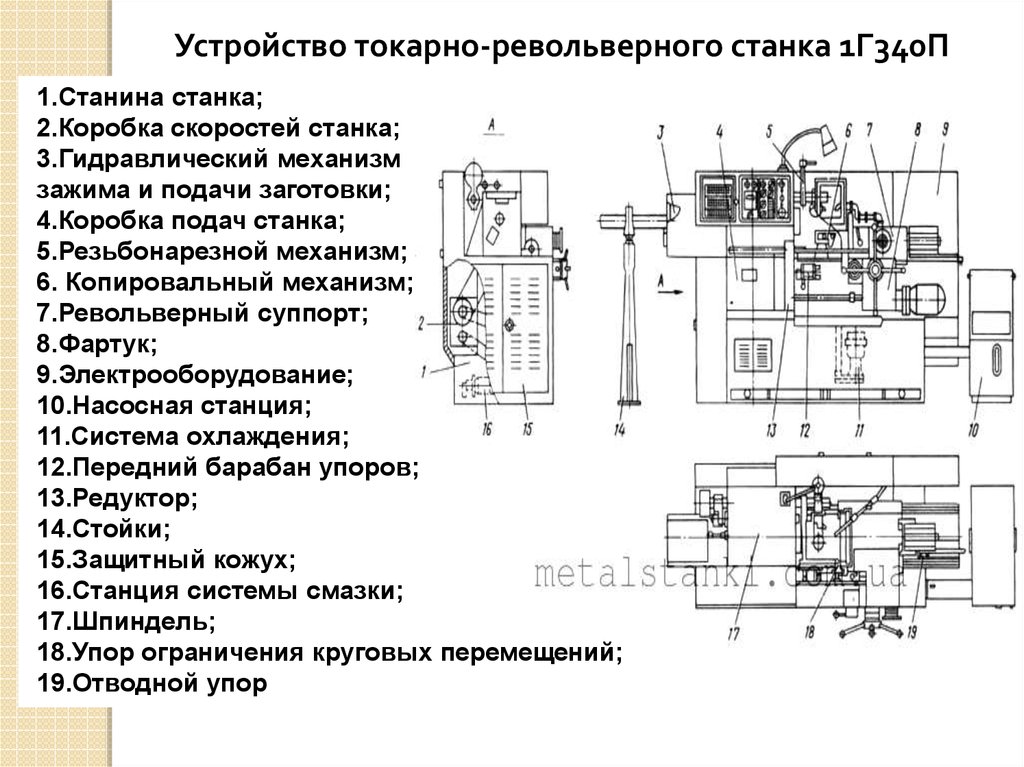
Устройство токарно-револьверного станка 1Г340П
1. Устройство токарно-револьверного станка 1Г340П
СППК364 группа
Воробьёв Борис
Устройство токарноревольверного станка 1Г340П
2015г
2.
Токарно-револьверный станок модели 1Г340, 1Г340Ппредназначены для серийного выполнения разнообразных
работ, таких как: обточка поверхности; расточка отверстия;
зенкерование; развертывание; отрезка и подрезка торцов;
прорезка канавок; нарезание резьбы метчиком и плашкой
3. Поперечная обработка деталей осуществляется при помощи круговой подачи револьверной головки. На станках может выполняться обработка кон
Поперечная обработка деталейосуществляется при помощи круговой подачи
револьверной головки.
На станках может выполняться обработка
конусов при условии оснащения его
дополнительным устройством.
Станки бывают двух исполнений: для
обработки шестигранников (с наибольшим
размером S = 32 мм) и прутков диаметром до
40 мм.
Обработки в трехкулачковом патроне
единичных деталей диаметром до 200 мм.
4.
Устройство токарно-револьверного станка 1Г340П1.Станина станка;
2.Коробка скоростей станка;
3.Гидравлический механизм
зажима и подачи заготовки;
4.Коробка подач станка;
5.Резьбонарезной механизм;
6. Копировальный механизм;
7.Револьверный суппорт;
8.Фартук;
9.Электрооборудование;
10.Насосная станция;
11.Система охлаждения;
12.Передний барабан упоров;
13.Редуктор;
14.Стойки;
15.Защитный кожух;
16.Станция системы смазки;
17.Шпиндель;
18.Упор ограничения круговых перемещений;
19.Отводной упор
5.
Органы управления токарно-револьверногостанка 1Г340П
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
Сигнальная лампа
Амперметр
Сигнальная лампа „Отсутствие рабочего давления в системе и системе смазки"
Кнопка „Пуск смазки"
Рукоятка режимов работы (ручное управление, автоматическое управление)
Рукоятка диапазонов частоты вращения шпинделя
Рукоятка „Зажим-разжим изделия"
Рукоятка частоты вращения шпиндельной бабки
Рукоятка включения и выключения системы охлаждения СОЖ
Рукоятка пуска, торможения и остановки шпинделя
Переключатель включения реверса шпинделя (обратного хода)
Кнопка „Аварийный стоп"
6.
Органы управления токарно-револьверного станка 1Г340П13. Рукоятка фиксации и расфиксации револьверной головки
14.Ручка включения и выключения продольной подачи револьверного суппорта
15.Кнопка включения поперечной подачи револьверной головки
16. Рукоятка ручного продольного перемещения револьверного суппорта
17. Маховик ручной поперечной подачи револьверной головки
18.Маховик ручного ускоренного поворота револьверной головки
19. Рукоятка включения реверсивного хода поперечной подачи
20. Рукоятка жесткого отводного упора для отключения продольной подачи
21. Золотник регулирования давления масла в системе
22. Манометр
23. Рукоятка подвода упоров барабана для отключения продольной подачи
24. Рукоятка установки значения подач
25. Переключатель установки величин подач
26. Штекерная панель
7. Кинематическая схема токарно-револьверного станка 1Г340П
8. Станина токарно-револьверного станка 1Г340, 1Г340П
Станина представляет собой чугунную литую отливку, котораясостоит из основания, верхней станины и автоматической
коробки скоростей.
В проемах основания установлены станция системы смазки и
станция системы охлаждающей жидкости (СОЖ).
Электродвигатель главного движения (вращение шпинделя)
установлен на подмоторной плите, а на подвижной плите —
коробка скоростей станка. В средине основания
предусмотрено место для сбора стружки и удобного ее
извлечения.
На основание крепится станина с призматическими
направляющими, по которым перемещается револьверный
суппорт.
В левой части станины крепиться шпиндельная бабка,
коробки подач, редуктора круговых подач револьверной
головки и фартука.
В правой части станины между направляющими установлен
упор ограничения продольного перемещения револьверного
суппорта.
9. Коробка скоростей токарно-револьверного станка 1Г340, 1Г340П
Коробка скоростей токарноревольверного станка 1Г340, 1Г340ПНа станке используется автоматическая коробка скоростей,
позволяющая производить переключение частоты вращения
на ходу и под нагрузкой.
Торможение вала осуществляется при одновременном
включении трех электромагнитных муфт.
Реверсный ход шпиндельной бабки осуществляется
электродвигателем.
Централизованная смазка коробки подач.
10. Коробка подач токарно-револьверного станка 1Г340, 1Г340П
Ведущий вал 2 коробки подач получает вращательноедвижение от последнего ведомого вала коробки скоростей
через ременную передачу.
Крутящий момент от электродвигателя на входной (ведомый)
вал 4 коробки скоростей и с выходного вала 1 на шпиндельную
бабку передается с помощью
плоскозубчатой ременной передачи.
В коробке скоростей расположено
пять электромагнитных муфт, которые,
при включении попарно, выдают на валу
12 скоростей (с учетом реверсного
электродвигателя).
11. Револьверный суппорт токарно-револьверного станка 1Г340, 1Г340П
Револьверный суппорт токарноревольверного станка 1Г340, 1Г340ПРевольверный суппорт предназначен
перемещения режущего инструмента в
поперечном и продольном перемещениях.
Подачи могут осуществляться в
автоматическом режиме или вручную.
Многопозиционная револьверная
головка
2 устанавливается на зубчатом венце 1.
Зубчатый венец, в свою очередь, крепится
на валу револьверной головки 4.Ведущий
вал установлен на двух подшипниках 3.
Продольные перемещения суппорта
осуществляются при помощью рейки 15.
Барабан упоров 6 расположен соосно с
валом револьверной головки и
зафиксирован на нем при помощи втулки 7
и гаек 9. Вал револьверной головки через
шестерню 16 связан с коллектором
управления расположением револьверной
головки.
Круговые перемещения револьверной
головке передаются от коробки подач
станка через ременную передачу
12. Техническая характеристика токарно-револьверного станка по металлу модели 1Г340П
Техническая характеристика токарноревольверного станка по металлу модели 1Г340ПОсновные параметры
Класс точности по ГОСТ 8-77
1Г340
1Г340П
Н
П
Точность обработки на длине, мм
0,12...0,14
Точность обработки по диаметру, класс
3
2а
3000
3000
Наибольший диаметр детали, устанавливаемый над станиной, мм
400
400
Наибольшая длина подачи прутка,мм
100
100
наименьшее
120
120
наибольшее
630
630
1060
1060
62
62
патронное исполнение
36...1600
36...1600
скоростное исполнение
56...2500
56...2500
длина
2800
2800
Ширина
1200
1200
Высота
1400
1400
Масса станка, кг
2500
2500
Наибольшая длина заготовки
0,06...0,08
Расстояние от переднего шпинделя до револьверной головки, мм:
Расстояние от низа станка до оси шпинделя,мм
Диаметр отверстия в шпинделе,мм
Пределы частоты вращения шпинделя,об/мин:
Габаритные станки станка,мм: