







")
")
")

")
")














")

")



")
")
")
")
")
")
")

")




 management
managementSimilar presentations:








")

Processes, Technology, and Capacity
1. Processes, Technology, and Capacity
Chapter 6Processes, Technology, and Capacity
Operations Management - 5th Edition
Roberta Russell & Bernard W. Taylor, III
Copyright 2006 John Wiley & Sons, Inc.
Beni Asllani
University of Tennessee at Chattanooga
2. Lecture Outline
Process PlanningProcess Analysis
Process Innovation
Technology Decisions
Capacity Decisions
Copyright 2006 John Wiley & Sons, Inc.
6-2
3. Process Planning
Processa group of related tasks with specific inputs and
outputs
Process design
tasks need to be done and coordinated among
functions, people, and organizations
Process planning
converts designs into workable instructions for
manufacture or delivery
Process strategy
an organization’s overall approach for physically
producing goods and services
Copyright 2006 John Wiley & Sons, Inc.
6-3
4. Process Strategy
Capital intensitymix of capital (i.e., equipment, automation) and labor
resources used in production process
Process flexibility
ease with which resources can be adjusted in response to
changes in demand, technology, products or services, and
resource availability
Vertical integration
extent to which firm will produce inputs and control outputs
of each stage of production process
Customer involvement
role of customer in production process
Copyright 2006 John Wiley & Sons, Inc.
6-4
5. Make or Buy Decisions
CostCapacity
Quality
Copyright 2006 John Wiley & Sons, Inc.
Speed
Reliability
Expertise
6-5
6. Sourcing Continuum
VerticalIntegration
(100%
ownership)
Joint
Venture
(equity
partner)
Strategic
Alliance
(long-term
supplier
contract;
collaborative
relationship)
Arms-Length
Relationship
(short-term contract
or
single purchasing
decision)
Source: Adapted from Robert Hayes, Gary Pisano, David Upton, and
Steven Wheelwright, Operations Strategy and Technology: Pursuing
the Competitive Edge (Hoboken, NJ: 2005), p. 120
Copyright 2006 John Wiley & Sons, Inc.
6-6
7. Process Selection
Projectsone-of-a-kind production of a product to customer order
Batch production
systems process many different jobs through the system in
groups or batches
Mass production
produces large volumes of a standard product for a mass
market
Continuous production
used for very-high volume commodity products
Copyright 2006 John Wiley & Sons, Inc.
6-7
8. Types of Processes
Type ofproduct
Type of
customer
Product
demand
PROJECT
BATCH
MASS
CONT.
Unique
Made-toorder
Made-tostock
Commodity
(customized)
(standardized )
Few
individual
customers
Mass
market
Mass
market
Fluctuates
Stable
Very stable
One-at-atime
Infrequent
Source: Adapted from R. Chase, N. Aquilano, and R. Jacobs, Operations Management for Competitive
Advantage (New York:McGraw-Hill, 2001), p. 210
Copyright 2006 John Wiley & Sons, Inc.
6-8
9. Types of Processes (cont.)
PROJECTBATCH
MASS
CONT.
Demand
volume
Very low
Low to
medium
High
Very high
No. of
different
products
Infinite
variety
Many, varied
Few
Very few
Production
system
Long-term
project
Discrete, job
shops
Repetitive,
assembly
lines
Continuous,
process
industries
Source: Adapted from R. Chase, N. Aquilano, and R. Jacobs, Operations Management for Competitive
Advantage (New York:McGraw-Hill, 2001), p. 210
Copyright 2006 John Wiley & Sons, Inc.
6-9
10. Types of Processes (cont.)
PROJECTBATCH
MASS
CONT.
Equipment
Varied
Generalpurpose
Specialpurpose
Highly
automated
Primary
type of
work
Specialized
contracts
Fabrication
Assembly
Mixing,
treating,
refining
Worker
skills
Experts,
craftspersons
Wide range
of skills
Limited
range of
skills
Equipment
monitors
Source: Adapted from R. Chase, N. Aquilano, and R. Jacobs, Operations Management for Competitive
Advantage (New York:McGraw-Hill, 2001), p. 210
Copyright 2006 John Wiley & Sons, Inc.
6-10
11. Types of Processes (cont.)
PROJECTAdvantages
Disadvantages
Examples
BATCH
MASS
CONT.
Custom work,
latest technology
Flexibility,
quality
Efficiency,
speed,
low cost
Highly efficient,
large capacity,
ease of control
Non-repetitive,
small customer
base, expensive
Costly, slow,
difficult to
manage
Capital
investment;
lack of
responsiveness
Difficult to change,
far-reaching errors,
limited variety
Construction,
shipbuilding,
spacecraft
Machine shops,
print shops,
bakeries,
education
Automobiles,
televisions,
computers,
fast food
Paint, chemicals,
foodstuffs
Source: Adapted from R. Chase, N. Aquilano, and R. Jacobs, Operations Management for Competitive Advantage (New
York:McGraw-Hill, 2001), p. 210
Copyright 2006 John Wiley & Sons, Inc.
6-11
12. Process Selection with Break-Even Analysis
CostFixed costs
constant regardless of the number of units produced
Variable costs
vary with the volume of units produced
Revenue
price at which an item is sold
Total revenue
is price times volume sold
Profit
difference between total revenue and total cost
Copyright 2006 John Wiley & Sons, Inc.
6-12
13. Process Selection with Break-Even Analysis (cont.)
Total cost = fixed cost + total variable costTC = cf + vcv
Total revenue = volume x price
TR = vp
Profit = total revenue - total cost
Z = TR – TC = vp - (cf + vcv)
Copyright 2006 John Wiley & Sons, Inc.
6-13
14. Process Selection with Break-Even Analysis (cont.)
TR = TCvp = cf + vcv
vp - vcv = cf
v(p - cv) = cf
cf
v= p-c
v
Solving for Break-Even Volume
Copyright 2006 John Wiley & Sons, Inc.
6-14
15. Break-Even Analysis: Example
Fixed cost = cf = $2,000Variable cost = cv = $5 per raft
Price = p = $10 per raft
Break-even point is
cf
2000
v= p-c =
= 400 rafts
v
10 - 5
Copyright 2006 John Wiley & Sons, Inc.
6-15
16. Break-Even Analysis: Graph
Totalcost
line
$3,000 —
$2,000 —
$1,000 —
Total
revenue
line
400
Break-even point
Copyright 2006 John Wiley & Sons, Inc.
Units
6-16
17. Process Selection
Process AProcess B
$2,000 + $5v = $10,000 + $2v
$3v = $8,000
v = 2,667 rafts
Below 2,667, choose A
Above 2,667, choose B
Copyright 2006 John Wiley & Sons, Inc.
6-17
18. Process Selection: Graph
$20,000 —Process
Selection:
Graph
Total cost of
process A
Total cost of
process B
$15,000 —
$10,000 —
$5,000 —
Choose
process A
|
1000
|
2000
Choose
process B
|
3000
|
4000 Units
Point of indifference = 2,667 Units
Example 4.2
Copyright 2006 John Wiley & Sons, Inc.
6-18
19. Process Plans
Set of documents that detail manufacturingand service delivery specifications
assembly charts
operations sheets
quality-control check-sheets
Copyright 2006 John Wiley & Sons, Inc.
6-19
20.
Sesame seed top bunBeef patty
Salt
Cheese
SA
Lettuce
Sauce
Onions
Assembly Chart
for a Big Mac
First-layer assembly
Middle bun
Beef patty
Salt
Cheese
SA
Lettuce
Sauce
Onions
Pickles
Second-layer assembly
Bottom bun
Wrapper
Copyright 2006 John Wiley & Sons, Inc.
Completed Big Mac
6-20
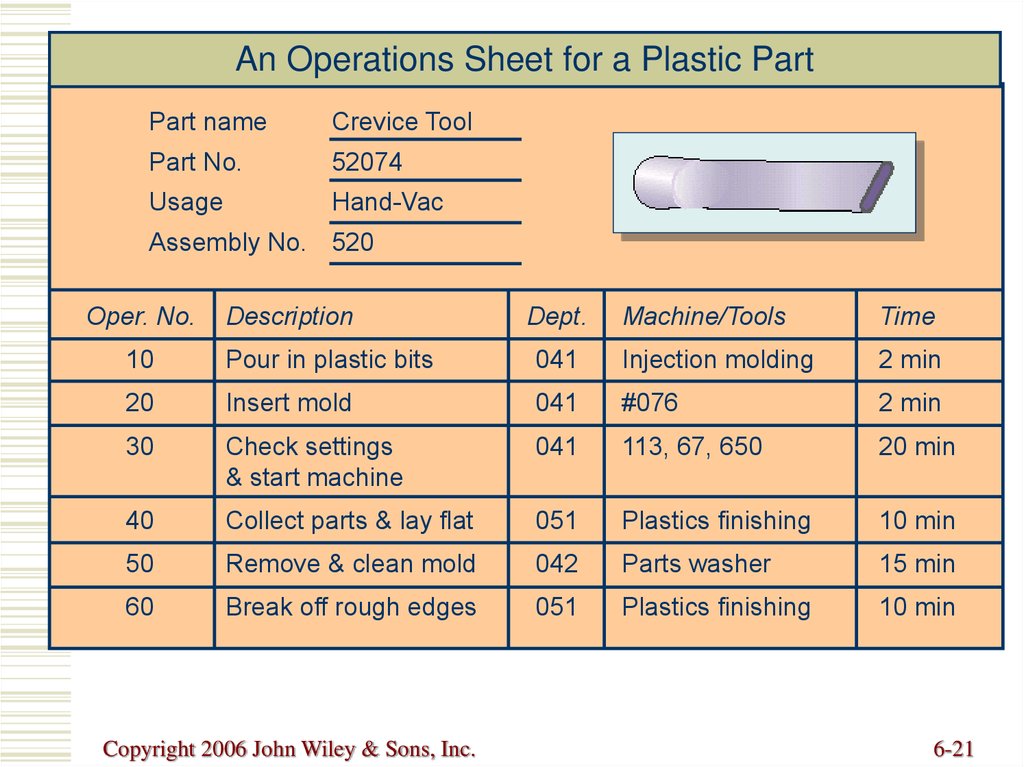
21.
An Operations Sheet for a Plastic PartPart name
Crevice Tool
Part No.
52074
Usage
Hand-Vac
Assembly No. 520
Oper. No.
Description
Dept.
Machine/Tools
Time
10
Pour in plastic bits
041
Injection molding
2 min
20
Insert mold
041
#076
2 min
30
Check settings
& start machine
041
113, 67, 650
20 min
40
Collect parts & lay flat
051
Plastics finishing
10 min
50
Remove & clean mold
042
Parts washer
15 min
60
Break off rough edges
051
Plastics finishing
10 min
Copyright 2006 John Wiley & Sons, Inc.
6-21
22. Process Analysis
Process flowchartsSymbolic representation of processes
Incorporate
nonproductive activities (inspection,
transportation, delay, storage)
productive activities (operations)
Copyright 2006 John Wiley & Sons, Inc.
6-22
23.
Process FlowchartSymbols
Operations
Inspection
Transportation
Delay
Storage
Copyright 2006 John Wiley & Sons, Inc.
6-23
24.
ProcessFlowchart
of Apple
Processing
Description
of
process
1
Unload apples from truck
2
Move to inspection station
3
Weigh, inspect, sort
4
Move to storage
5
Wait until needed
6
Move to peeler
7
Apples peeled and cored
15
8
Soak in water until needed
20
9
Place in conveyor
5
10
Move to mixing area
11
Weigh, inspect, sort
Page 1 0f 3
Copyright 2006 John Wiley & Sons, Inc.
Distance
(feet)
Location: Graves Mountain
Process: Apple Sauce
Time
(min)
Operation
Transport
Inspect
Delay
Storage
Step
Date: 9-30-02
Analyst: TLR
20
100 ft
30
50 ft
360
20 ft
Total
20 ft
30
480
190 ft
6-24
25.
CustomerPlace order
Waiter
Salad Chef
Is order
complete?
Dinner Chef
N
Y
Give soup or salad order to chef
Prepare soup or
salad order
Prepare dinner
order
Give dinner order to chef
Drink
Get drinks for customer
Eat salad or
soup
Deliver salad or soup order to customer
Eat dinner
Deliver dinner to customer
Receives check
Deliver check to customer
Gives payment
to waiter
Receive payment for meal
Cash or
Credit?
Bring change to customer
Run credit card through
Fill in tip
amount
Give order
to waiter
Credit
Cash
Collect change,
leave tip
Give order
to waiter
Return credit slip to customer
A Process
Map of
Restaurant
Service
Collect tip
Copyright 2006 John Wiley & Sons, Inc.
6-25
26.
ServiceBlueprint
for an
Installment
Lending
Operation
Source: Lynn Shostack, “Service Positioning through Structural Change,” Journal of Marketing 51 (January 1987), p.
36. Reprinted with permission by the American Marketing Association
Copyright 2006 John Wiley & Sons, Inc.
6-26
27. Process Innovation
Continuous improvementrefines the breakthrough
Breakthrough
Improvement
Total redesign of
a process for
breakthrough
improvements
Copyright 2006 John Wiley & Sons, Inc.
Continuous improvement activities
peak; time to reengineer process
6-27
28. From Function to Process
SalesManufacturing
Purchasing
Accounting
Product Development
Order Fulfillment
Supply Chain Management
Customer Service
Function
Copyright 2006 John Wiley & Sons, Inc.
Process
6-28
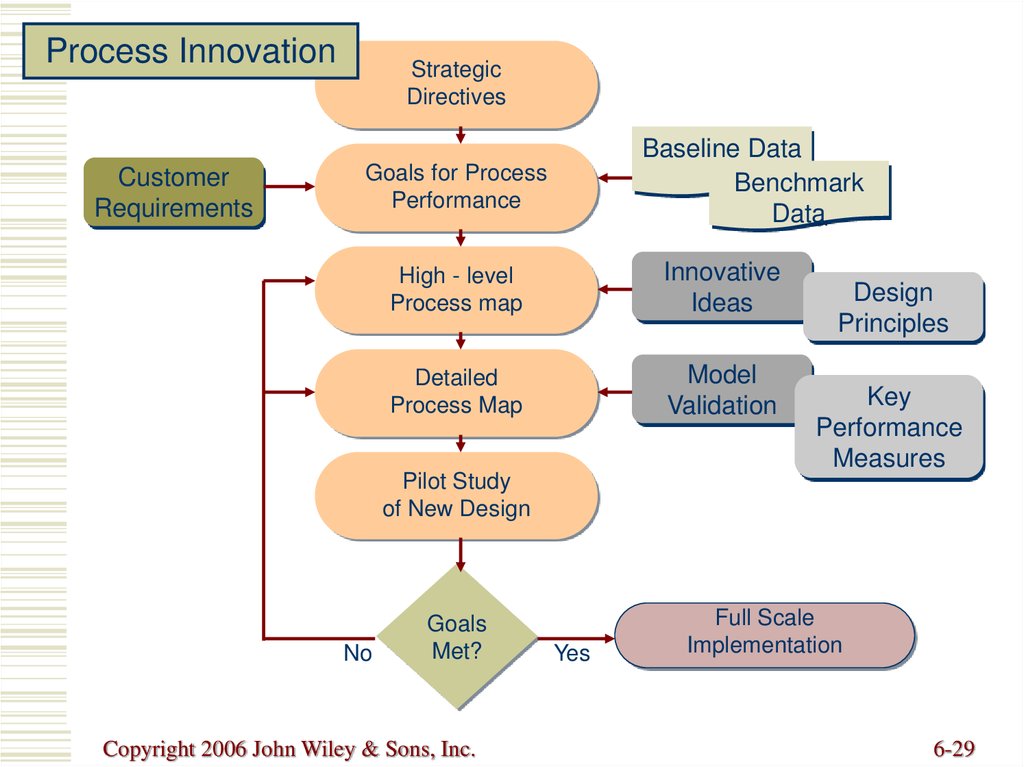
29.
Process InnovationCustomer
Requirements
Strategic
Directives
Baseline Data
Benchmark
Data
Goals for Process
Performance
High - level
Process map
Innovative
Ideas
Detailed
Process Map
Model
Validation
Pilot Study
of New Design
No
Goals
Met?
Copyright 2006 John Wiley & Sons, Inc.
Yes
Design
Principles
Key
Performance
Measures
Full Scale
Implementation
6-29
30. Principles for Redesigning Processes
Remove waste, simplify, and consolidatesimilar activities
Link processes to create value
Let the swiftest and most capable enterprise
execute the process
Flex process for any time, any place, any way
Capture information digitally at the source and
propagate it through process
Copyright 2006 John Wiley & Sons, Inc.
6-30
31. Principles for Redesigning Processes (cont.)
Provide visibility through fresher and richerinformation about process status
Fit process with sensors and feedback loops
that can prompt action
Add analytic capabilities to process
Connect, collect, and create knowledge around
process through all who touch it
Personalize process with preferences and
habits of participants
Copyright 2006 John Wiley & Sons, Inc.
6-31
32. Techniques for Generating Innovative Ideas
Vary the entry point to a problemin trying to untangle fishing lines, it’s best to start
from the fish, not the poles
Draw analogies
a previous solution to an old problem might work
Change your perspective
think like a customer
bring in persons who have no knowledge of
process
Copyright 2006 John Wiley & Sons, Inc.
6-32
33. Techniques for Generating Innovative Ideas (cont.)
Try inverse brainstormingwhat would increase cost
what would displease the customer
Chain forward as far as possible
if I solve this problem, what is the next problem
Use attribute brainstorming
how would this process operate if. . .
our workers were mobile and flexible
there were no monetary constraints
we had perfect knowledge
Copyright 2006 John Wiley & Sons, Inc.
6-33
34. Technology Decisions
Financial justification of technologyPurchase cost
Operating Costs
Annual Savings
Revenue Enhancement
Replacement Analysis
Risk and Uncertainty
Piecemeal Analysis
Copyright 2006 John Wiley & Sons, Inc.
6-34
35.
Components of e-ManufacturingCopyright 2006 John Wiley & Sons, Inc.
6-35
36. A Technology Primer
Product TechnologyComputer-aided
design (CAD)
Group technology
(GT)
Computer-aided
engineering (CAE)
Collaborative
product commerce
(CPC)
Creates and communicates designs
electronically
Classifies designs into families for easy
retrieval and modification
Tests functionality of CAD designs
electronically
Facilitates electronic communication and
exchange of information among designers
and suppliers
Copyright 2006 John Wiley & Sons, Inc.
6-36
37. A Technology Primer (cont.)
Product TechnologyProduct data
Keeps track of design specs and revisions
management
for the life of the product
(PDM)
Integrates decisions of those involved in
Product life cycle
product development, manufacturing, sales,
management (PLC)
customer service, recycling, and disposal
Product definition
Confines products “built” by customers who
have selected among various options,
usually from a Web site
Copyright 2006 John Wiley & Sons, Inc.
6-37
38. A Technology Primer (cont.)
Process TechnologyStandard for
exchange of
product model data
(STEP)
Computer-aided
design and
manufacture
(CAD/CAM)
Computer aided
process (CAPP)
E-procurement
Set standards for communication among
different CAD vendors; translates CAD data
into requirements for automated inspection
and manufacture
Electronic link between automated design
(CAD) and automated manufacture (CAM)
Generates process plans based on
database of similar requirements
Electronic procurement of items from emarketplaces, auctions, or company
websites
Copyright 2006 John Wiley & Sons, Inc.
6-38
39. A Technology Primer (cont.)
Manufacturing TechnologyComputer
Machines controlled by software code to perform a
numerically control
variety of operations with the help of automated
(CNC)
tool changers; also collects processing information
Flexible
manufacturing
system (FMS)
Robots
Conveyors
and quality data
A collection of CNC machines connected by an
automated material handling system to produce a
wide variety of parts
Manipulators that can be programmed to perform
repetitive tasks; more consistent than workers but
less flexible
Fixed-path material handling; moves items along a
belt or overhead chain; “reads” packages and
diverts them to different directions; can be very fast
Copyright 2006 John Wiley & Sons, Inc.
6-39
40. A Technology Primer (cont.)
Manufacturing TechnologyAutomatic guided
vehicle (AGV)
A driverless truck that moves material along a
specified path; directed by wire or tape embedded
in floor or by radio frequencies; very flexible
Automated storage
and retrieval system
(ASRS)
An automated warehouse—some 26 stores high—
in which items are placed in a carousel-type
storage system and retrieved by fast-moving
stacker cranes; controlled by computer
Process Control
Continuous monitoring of automated equipment;
makes real-time decisions on ongoing operation,
maintenance, and quality
Computer-integrated
manufacturing (CIM)
Automated manufacturing systems integrated
through computer technology; also called emanufacturing
Copyright 2006 John Wiley & Sons, Inc.
6-40
41. A Technology Primer (cont.)
Information TechnologyBusiness – to –
Business (B2B)
Business – to –
Customer (B2C)
Internet
Electronic transactions between businesses
usually over the Internet
Intranet
Communication networks internal to an
organization; can be password (i.e., firewall)
protected sites on the Internet
Extranet
Electronic transactions between businesses and
their customers usually over the Internet
A global information system of computer networks
that facilitates communication and data transfer
Intranets connected to the Internet for shared
access with select suppliers, customers, and
trading partners
Copyright 2006 John Wiley & Sons, Inc.
6-41
42. A Technology Primer (cont.)
Information TechnologyBar Codes
Radio Frequency
Identification tags
(RFID)
Electronic data
interchange (EDI)
Extensive markup
language (XML)
Enterprise
resource planning
(ERP)
A series of vertical lines printed on most packages that
identifies item and other information when read by a
scanner
An integrated circuit embedded in a tag that can send
and receive information; a twenty-first century bar code
with read/write capabilities
A computer-to-computer exchange of business
documents over a proprietary network; very expensive
and inflexible
A programming language that enables computer – to computer communication over the Internet by tagging
data before its is sent
Software for managing basic requirements of an
enterprise, including sales & marketing, finance and
accounting, production & materials management, and
human resources
Copyright 2006 John Wiley & Sons, Inc.
6-42
43. A Technology Primer (cont.)
Information TechnologySupply chain
management (SCM)
Customer relationship
management (CRM)
Decision support
systems (DSS)
Expert systems (ES)
Artificial intelligence
(AI)
Software for managing flow of goods and information
among a network of suppliers, manufacturers and
distributors
Software for managing interactions with customers and
compiling and analyzing customer data
An information system that helps managers make
decisions includes a quantitative modeling component
and an interactive component for what-if analysis
A computer system that uses an expert knowledge base
to diagnose or solve a problem
A field of study that attempts to replicate elements of
human thought in computer processes; includes expert
systems, genetic algorithms, neural networks, and fuzzy
logic
Copyright 2006 John Wiley & Sons, Inc.
6-43
44. Capacity Decisions
Capacitymaximum
capability to
produce
rated
capacity is
theoretical
effective
capacity
includes
efficiency
and
utilization
Capacity utilization
percent of available time spend
working
Capacity efficiency
how well a machine or worker
performs compared to a
standard output level
Capacity load
standard hours of work
assigned to a facility
Capacity load percent
Copyright 2006 John Wiley & Sons, Inc.
ratio of load to capacity
6-44
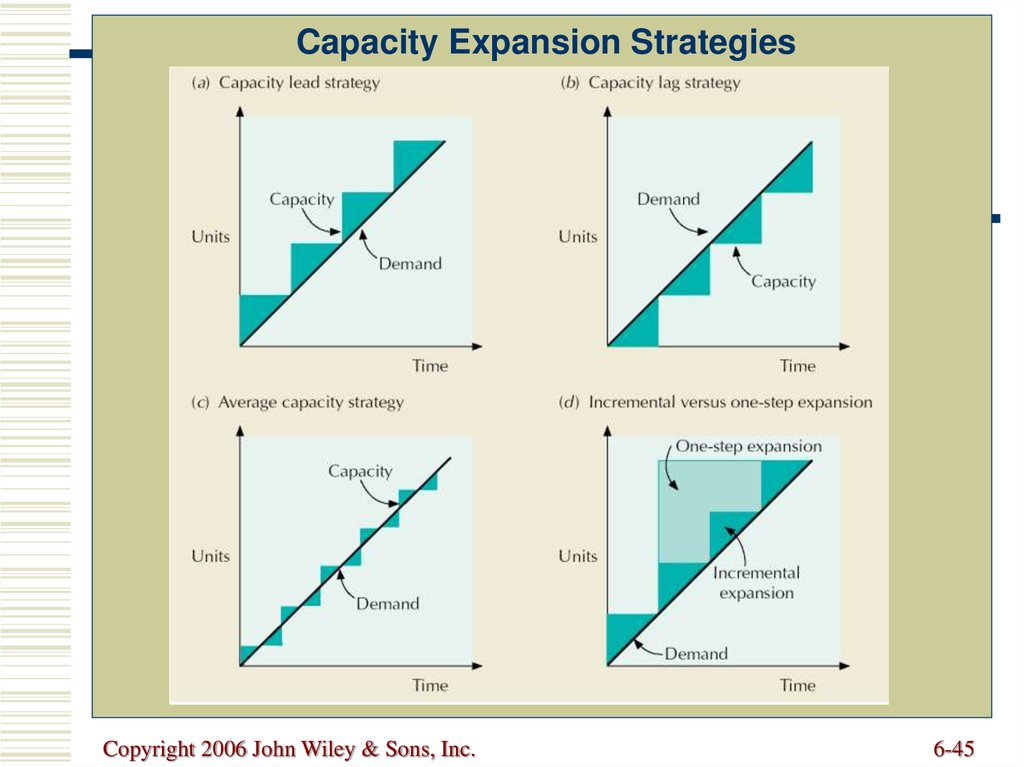
45.
Capacity Expansion StrategiesCopyright 2006 John Wiley & Sons, Inc.
6-45
46. Capacity Decisions (cont.)
Capacity increase depends onvolume and certainty of anticipated demand
strategic objectives
costs of expansion and operation
Best operating level
% of capacity utilization that minimizes unit costs
Capacity cushion
% of capacity held in reserve for unexpected
occurrences
Copyright 2006 John Wiley & Sons, Inc.
6-46
47. Economies of Scale
it costs less per unit to produce high levels ofoutput
fixed costs can be spread over a larger number of
units
production or operating costs do not increase
linearly with output levels
quantity discounts are available for material
purchases
operating efficiency increases as workers gain
experience
Copyright 2006 John Wiley & Sons, Inc.
6-47
48. Diseconomies of Scale
Occur above a certain level ofoutput
Diseconomies of Distribution
Diseconomies of Bureaucracy
Diseconomies of Confusion
Diseconomies of Vulnerability
Copyright 2006 John Wiley & Sons, Inc.
6-48
49. Best Operating Level for a Hotel
Copyright 2006 John Wiley & Sons, Inc.6-49
50. Diseconomies of Confusion
Copyright 2006 John Wiley & Sons, Inc.6-50
51.
Copyright 2006 John Wiley & Sons, Inc.All rights reserved. Reproduction or translation of this work beyond that
permitted in section 117 of the 1976 United States Copyright Act without
express permission of the copyright owner is unlawful. Request for further
information should be addressed to the Permission Department, John Wiley &
Sons, Inc. The purchaser may make back-up copies for his/her own use only and
not for distribution or resale. The Publisher assumes no responsibility for
errors, omissions, or damages caused by the use of these programs or from the
use of the information herein.
Copyright 2006 John Wiley & Sons, Inc.
6-51