




























 industry
industrySimilar presentations:










Общие вопросы неразрушающего контроля
1.
ИжГТУУПОЛНОМОЧЕННЫЙ ОРГАН ПО СЕРТИФИКАЦИИ ПЕРСОНАЛА
Сертификация по акустическому виду неразрушающего контроля
ПР 32.113 - 98
Тема: ОБЩИЕ ВОПРОСЫ
НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
2.
ОБЩИЕ ВОПРОСЫ НКI. КАЧЕСТВО ПРОДУКЦИИ
ПРОДУКЦИЯ – результат труда, полученный в определенном месте, в
определенное время и предназначенный для использования
потребителем в целях удовлетворения материальных или духовных
потребностей
ИЗДЕЛИЕ
Предмет или набор предметов,
изготовляемых (производимых)
на предприятии.
ЭКСПЛУАТИРУЕТСЯ
ПРОДУКЦИЯ
ПРОДУКТ
Продуктом называют результат
различных процессов
преобразования ресурсов
ПОТРЕБЛЯЕТСЯ
КАЧЕСТВО ПРОДУКЦИИ – совокупность свойств продукции,
обусловливающих её пригодность удовлетворять определенные
потребности в соответствии с её назначением
Слайд № 1
3.
ОБЩИЕ ВОПРОСЫ НКI. КАЧЕСТВО ПРОДУКЦИИ
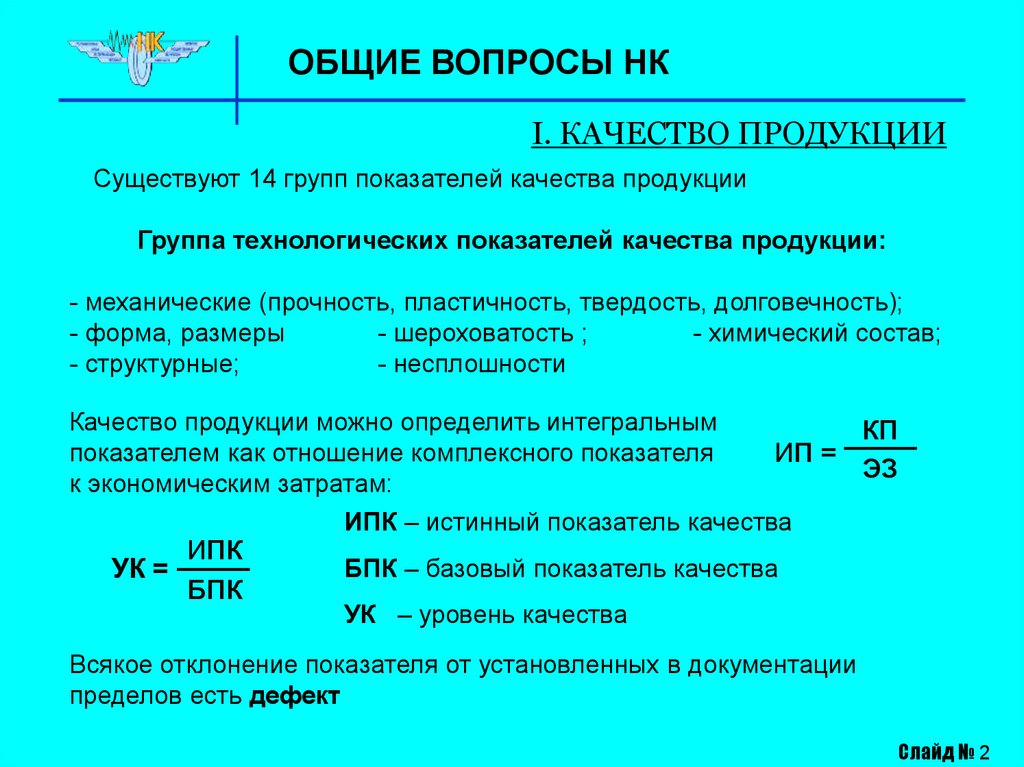
Существуют 14 групп показателей качества продукции
Группа технологических показателей качества продукции:
- механические (прочность, пластичность, твердость, долговечность);
- форма, размеры
- шероховатость ;
- химический состав;
- структурные;
- несплошности
Качество продукции можно определить интегральным
показателем как отношение комплексного показателя
ИП =
к экономическим затратам:
ИПК – истинный показатель качества
УК =
ИПК
БПК
КП
ЭЗ
БПК – базовый показатель качества
УК – уровень качества
Всякое отклонение показателя от установленных в документации
пределов есть дефект
Слайд № 2
4.
ОБЩИЕ ВОПРОСЫ НКII. НЕРАЗРУШАЮЩИЙ КОНТРОЛЬ
НЕРАЗРУШАЮЩИЙ КОНТРОЛЬ – контроль, при котором не должна быть
нарушена пригодность объекта контроля к дальнейшему применению по
своему назначению
КОНТРОЛЬ
ПРИЕМОЧНЫЙ
ВХОДНОЙ
ПРОИЗВОДСТВЕННЫЙ
ЭКСПЛУАТАЦИОННЫЙ
СПЛОШНОЙ
ВЫБОРОЧНЫЙ
ИНСПЕКЦИОННЫЙ
плановый
летучий
Слайд № 3
5.
ОБЩИЕ ВОПРОСЫ НКII. НЕРАЗРУШАЮЩИЙ КОНТРОЛЬ
ЦЕЛЬ НК:
Снижение и недопущение
аварийности
ОСНОВНЫЕ ЗАДАЧИ НК:
1. Выявить дефект
2. Автоматизация процесса
3. Повышение достоверности
СИСТЕМА НК:
1. Аппаратная часть
2. Методическая часть
3. Человеческий фактор
Достоверность контроля зависит от возможностей приборов и
технологий, а надежность – от возможностей приборов и технологий
и человеческого фактора
Слайд № 4
6.
ОБЩИЕ ВОПРОСЫ НКIII. ГОСТ 18353-81. ВИДЫ НК
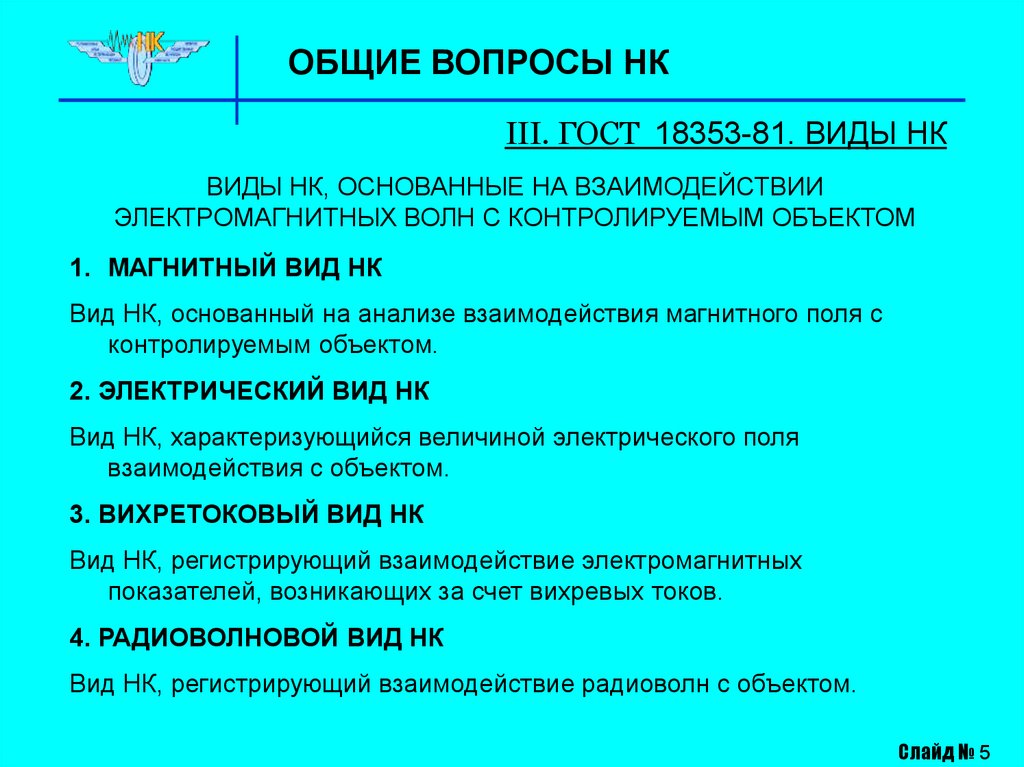
ВИДЫ НК, ОСНОВАННЫЕ НА ВЗАИМОДЕЙСТВИИ
ЭЛЕКТРОМАГНИТНЫХ ВОЛН С КОНТРОЛИРУЕМЫМ ОБЪЕКТОМ
1. МАГНИТНЫЙ ВИД НК
Вид НК, основанный на анализе взаимодействия магнитного поля с
контролируемым объектом.
2. ЭЛЕКТРИЧЕСКИЙ ВИД НК
Вид НК, характеризующийся величиной электрического поля
взаимодействия с объектом.
3. ВИХРЕТОКОВЫЙ ВИД НК
Вид НК, регистрирующий взаимодействие электромагнитных
показателей, возникающих за счет вихревых токов.
4. РАДИОВОЛНОВОЙ ВИД НК
Вид НК, регистрирующий взаимодействие радиоволн с объектом.
Слайд № 5
7.
ОБЩИЕ ВОПРОСЫ НКIII. ГОСТ 18353-81. ВИДЫ НК
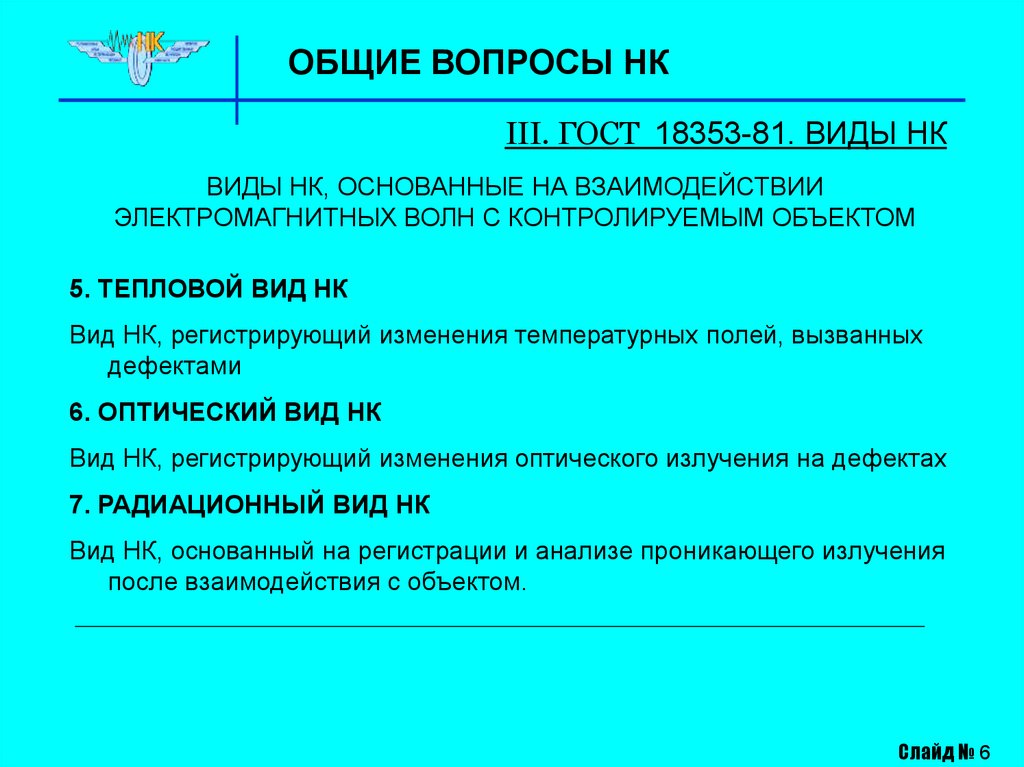
ВИДЫ НК, ОСНОВАННЫЕ НА ВЗАИМОДЕЙСТВИИ
ЭЛЕКТРОМАГНИТНЫХ ВОЛН С КОНТРОЛИРУЕМЫМ ОБЪЕКТОМ
5. ТЕПЛОВОЙ ВИД НК
Вид НК, регистрирующий изменения температурных полей, вызванных
дефектами
6. ОПТИЧЕСКИЙ ВИД НК
Вид НК, регистрирующий изменения оптического излучения на дефектах
7. РАДИАЦИОННЫЙ ВИД НК
Вид НК, основанный на регистрации и анализе проникающего излучения
после взаимодействия с объектом.
Слайд № 6
8.
ОБЩИЕ ВОПРОСЫ НКIII. ГОСТ 18353-81. ВИДЫ НК
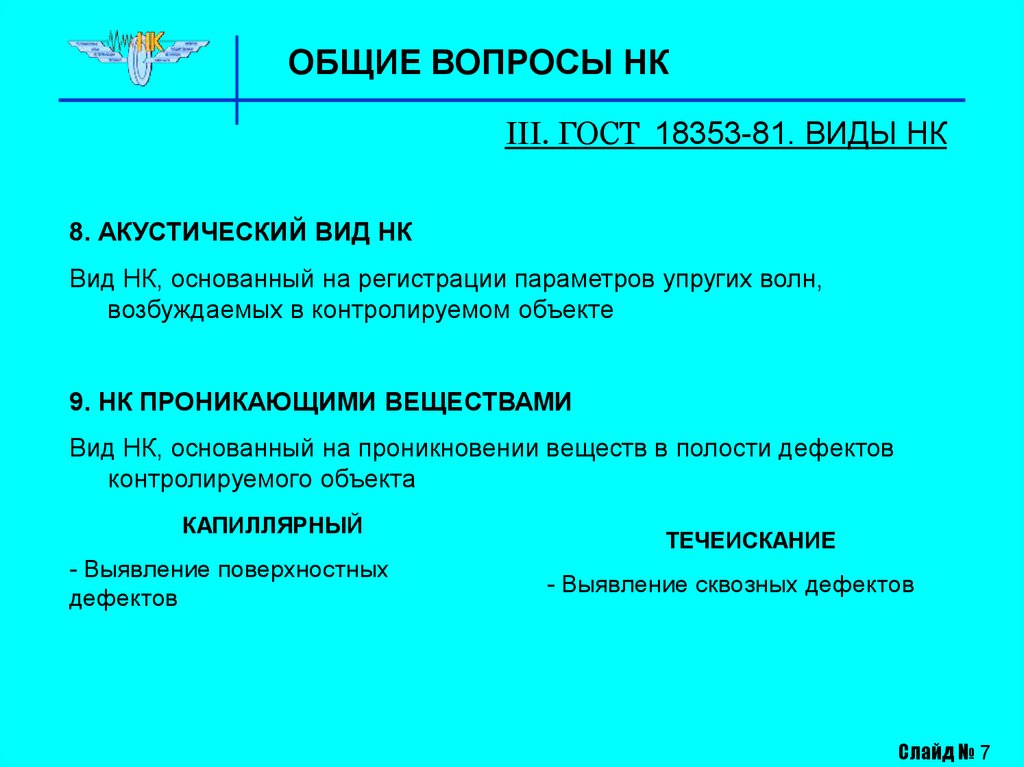
8. АКУСТИЧЕСКИЙ ВИД НК
Вид НК, основанный на регистрации параметров упругих волн,
возбуждаемых в контролируемом объекте
9. НК ПРОНИКАЮЩИМИ ВЕЩЕСТВАМИ
Вид НК, основанный на проникновении веществ в полости дефектов
контролируемого объекта
КАПИЛЛЯРНЫЙ
- Выявление поверхностных
дефектов
ТЕЧЕИСКАНИЕ
- Выявление сквозных дефектов
Слайд № 7
9.
ИжГТУУПОЛНОМОЧЕННЫЙ ОРГАН ПО СЕРТИФИКАЦИИ ПЕРСОНАЛА
Сертификация по акустическому виду неразрушающего контроля
ПР 32.113 - 98
Тема: КЛАССИФИКАЦИЯ ДЕФЕКТОВ
10.
КЛАССИФИКАЦИЯ ДЕФЕКТОВХАРАКТЕРИСТИКИ ДЕФЕКТОВ
ДЕФЕКТ – КАЖДОЕ ОТДЕЛЬНОЕ НЕСООТВЕТСТВИЕ ЛЮБЫХ
ПОКАЗАТЕЛЕЙ КАЧЕСТВА ПРОДУКЦИИ УСТАНОВЛЕННЫМ
ТЕХНИЧЕСКИМ ТРЕБОВАНИЯМ
1. Технологическая характеристика дефекта (тип дефекта или код)
- местоположение по сечению; причины возникновения
ПРИМЕР:
ДЕФЕКТ: 30Г. Горизонтальное расслоение головки рельса из-за
наличия скоплений неметаллических включений
КОД:
30Г.1 – в стыке
30Г.2 – вне стыка
2. Эксплуатационная характеристика (вид дефекта)
степень опасности:
а) критический (не допускается в эксплуатацию);
б) значительный (влияет на долговечность);
в) малозначительный (не влияет на долговечность).
Слайд № 1
11.
КЛАССИФИКАЦИЯ ДЕФЕКТОВХАРАКТЕРИСТИКИ ДЕФЕКТОВ
3. Дефектоскопическая характеристика – главная измеряемая
характеристика (эквивалентная площадь дефекта; амплитуда эхосигнала; координаты расположения; условные размеры дефекта и др.)
Дефекты, для которых имеются технологические инструкции и средства для
выявления, называются явными.
Скрытыми являются дефекты, для которых нет указаний в инструкциях
ПРИМЕР:
Дефект 30В –
вертикальное
расслоение головки
рельса из-за остатков
усадочных раковин
подповерхностное
вертикальное расслоение
выявляется ЗТМ, но если
30В находится ровно по
середине сечения, то он не
будет обнаружен, будет
являться скрытым
Выявленные дефекты могут быть устранимыми и не устранимыми
ПРИМЕР: устранимый дефект – ползуны, выщербины поверхности катания
колеса, устраняются обточкой; не устранимый - флокены
Слайд № 2
12.
КЛАССИФИКАЦИЯ ДЕФЕКТОВI. ДЕФЕКТЫ ЛИТЬЯ
1. УСАДОЧНАЯ РАКОВИНА
Нарушение сплошности металла в виде открытой или закрытой полости
с грубой шероховатостью, появляющаяся вследствие усадки при
затвердевании
Метод: УЗК;
дефект
неисправимый
Открытая усадочная
раковина
Закрытая усадочная
раковина
Вторичная усадочная
раковина
Слайд № 3
13.
КЛАССИФИКАЦИЯ ДЕФЕКТОВI. ДЕФЕКТЫ ЛИТЬЯ
03.03.2010 Боковая
рама № 5250
изготовлена в 2007,
ОАО НПК
«Уралвагонзавод»
(клеймо 5).
Слайд № 3
14.
КЛАССИФИКАЦИЯ ДЕФЕКТОВI. ДЕФЕКТЫ ЛИТЬЯ
09.03.10 боковая рама № 13702
изготовленной в 03.2007 г.
на ОАО «НПК «Уралвагонзавод»
Слайд № 3
15.
КЛАССИФИКАЦИЯ ДЕФЕКТОВI. ДЕФЕКТЫ ЛИТЬЯ
2. ГАЗОВАЯ РАКОВИНА - Полость, образованная газом,
выделившимся из металла
Незаварившийся при обработке
давлением газовый пузырь
Метод: УЗК
дефект неустранимый
Слайд № 4
16.
КЛАССИФИКАЦИЯ ДЕФЕКТОВI. ДЕФЕКТЫ ЛИТЬЯ
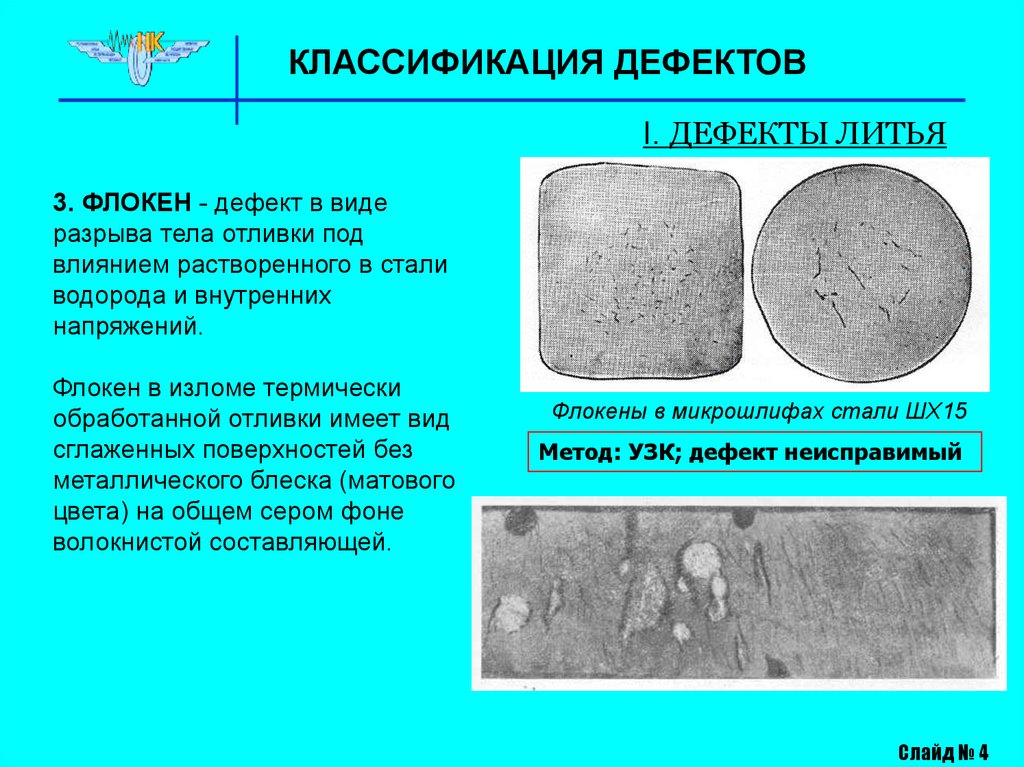
3. ФЛОКЕН - дефект в виде
разрыва тела отливки под
влиянием растворенного в стали
водорода и внутренних
напряжений.
Флокен в изломе термически
обработанной отливки имеет вид
сглаженных поверхностей без
металлического блеска (матового
цвета) на общем сером фоне
волокнистой составляющей.
Флокены в микрошлифах стали ШХ15
Метод: УЗК; дефект неисправимый
Слайд № 4
17.
КЛАССИФИКАЦИЯ ДЕФЕКТОВI. ДЕФЕКТЫ ЛИТЬЯ
4. РЫХЛОТА
Скопление мелких усадочных раковин
1
2
Слайд № 5
18.
КЛАССИФИКАЦИЯ ДЕФЕКТОВI. ДЕФЕКТЫ ЛИТЬЯ
5. ГОРЯЧАЯ ТРЕЩИНА
Разрыв тела отливки в интервале температур затвердевания (~ 1500ºС),
имеет темную внутреннюю поверхность
Метод: УЗК; дефект
неустранимый
Горячая трещина
Метод: УЗК; дефект неустранимый
6. ХОЛОДНАЯ ТРЕЩИНА
Разрыв тела затвердевшей отливки под влиянием внутренних
напряжений в металле; имеет светлую внутреннюю поверхность
Слайд № 5
19.
КЛАССИФИКАЦИЯ ДЕФЕКТОВI. ДЕФЕКТЫ ЛИТЬЯ
7. ЛИКВАЦИЯ
Неоднородность сплава по его химическому составу. Может приводить к
образованию поверхностных и подповерхностных дефектов
а) Дендритная ликвация;
б) Зональная ликвация
Дендритная ликвация
Х/А; устраняется отжигом
Х/А; дефект неустранимый
Ликвационный квадрат
Слайд № 6
20.
КЛАССИФИКАЦИЯ ДЕФЕКТОВI. ДЕФЕКТЫ ЛИТЬЯ
8. НЕМЕТАЛЛИЧЕСКИЕ
ВКЛЮЧЕНИЯ
Частицы, попавшие в металл извне
(шлак, графит, песок) или
образовавшиеся в результате
химических процессов (окислы,
сульфиды, силикаты, нитриды)
Метод: УЗК; дефект неустранимый
Слайд № 7
21.
КЛАССИФИКАЦИЯ ДЕФЕКТОВI. ДЕФЕКТЫ ЛИТЬЯ
Перемычка хвоста
автосцепки,
шлаковые включения
в левой стенке
9. «ДЕФЕКТ КОРОЧКИ»
Участки металла, загрязненные неметаллическими включениями
Слайд № 7
22.
КЛАССИФИКАЦИЯ ДЕФЕКТОВII. ДЕФЕКТЫ КОВКИ И ПРОКАТА
1. ВОЛОСОВИНЫ
Нитевидные неровности в
металле, образовавшиеся при
деформации неметаллических
включений при прокате
Метод: УЗК,МК,ВТК; устраняется удалением слоя металла
2. РАССЛОЕНИЯ
Вытянутые, плоские нарушения сплошности
металла различной величины. Причинами
возникновения являются дефекты
сталеплавильного производства (усадочные
раковины, газовые пузыри, грубые
неметаллические включения).
Метод: УЗК; устраняется удалением слоя металла
Расслоение в шейке рельса
Слайд № 7
23.
КЛАССИФИКАЦИЯ ДЕФЕКТОВII. ДЕФЕКТЫ КОВКИ И ПРОКАТА
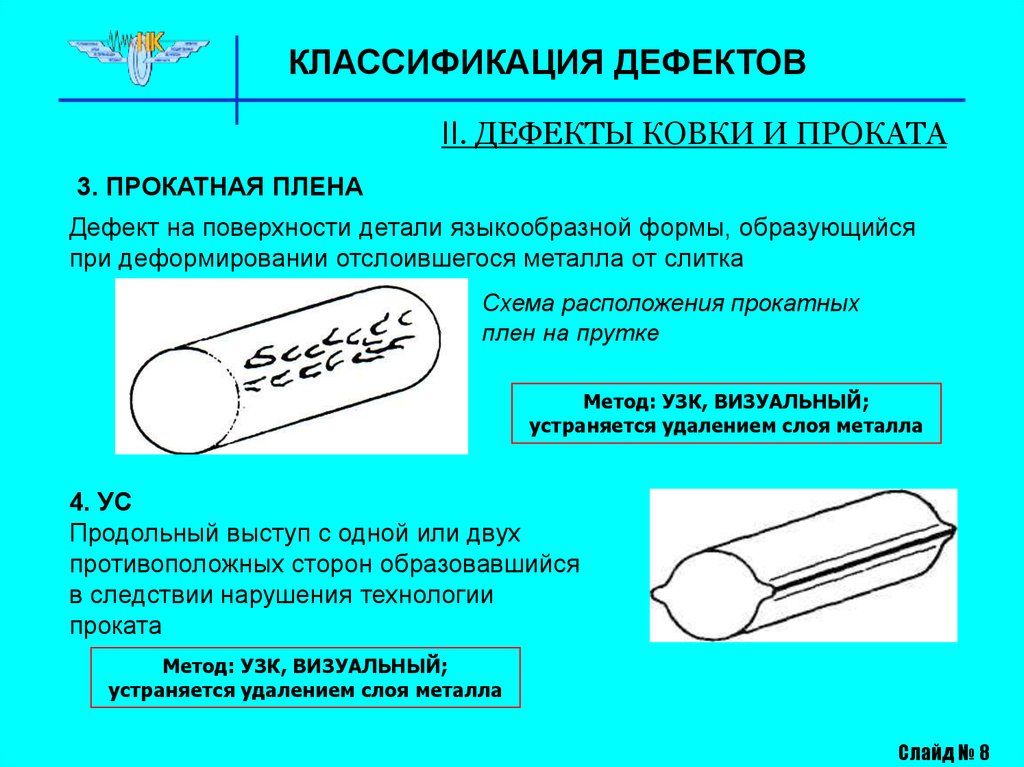
3. ПРОКАТНАЯ ПЛЕНА
Дефект на поверхности детали языкообразной формы, образующийся
при деформировании отслоившегося металла от слитка
Схема расположения прокатных
плен на прутке
Метод: УЗК, ВИЗУАЛЬНЫЙ;
устраняется удалением слоя металла
4. УС
Продольный выступ с одной или двух
противоположных сторон образовавшийся
в следствии нарушения технологии
проката
Метод: УЗК, ВИЗУАЛЬНЫЙ;
устраняется удалением слоя металла
Слайд № 8
24.
КЛАССИФИКАЦИЯ ДЕФЕКТОВII. ДЕФЕКТЫ КОВКИ И ПРОКАТА
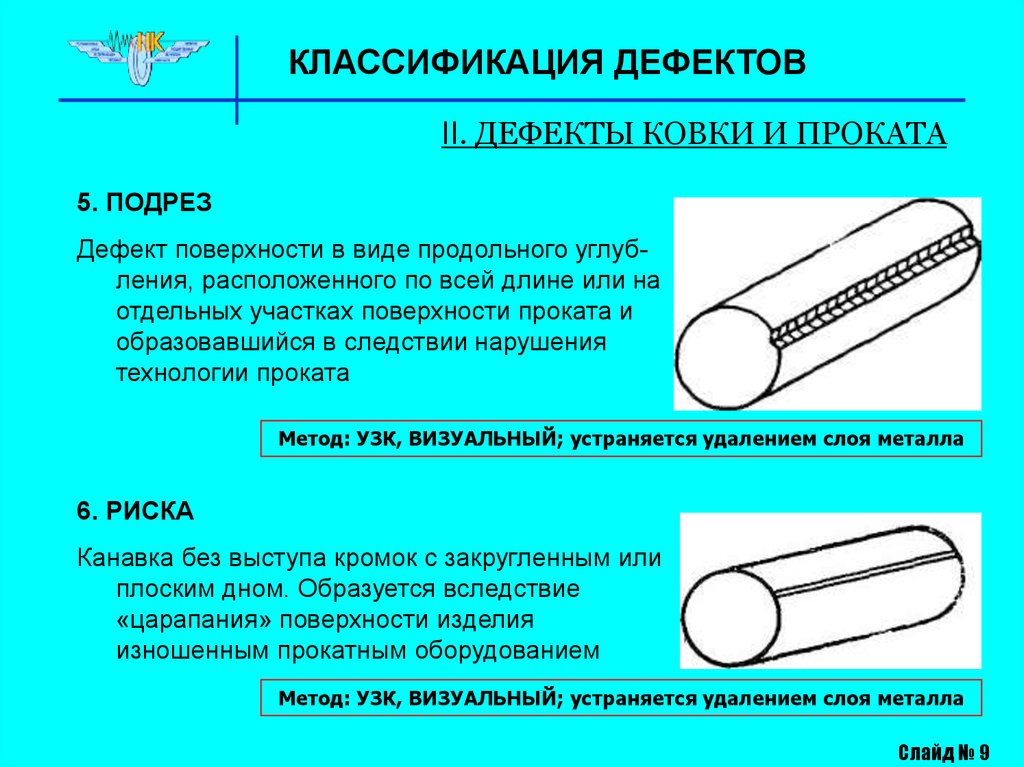
5. ПОДРЕЗ
Дефект поверхности в виде продольного углубления, расположенного по всей длине или на
отдельных участках поверхности проката и
образовавшийся в следствии нарушения
технологии проката
Метод: УЗК, ВИЗУАЛЬНЫЙ; устраняется удалением слоя металла
6. РИСКА
Канавка без выступа кромок с закругленным или
плоским дном. Образуется вследствие
«царапания» поверхности изделия
изношенным прокатным оборудованием
Метод: УЗК, ВИЗУАЛЬНЫЙ; устраняется удалением слоя металла
Слайд № 9
25.
КЛАССИФИКАЦИЯ ДЕФЕКТОВIII. ДЕФЕКТЫ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
1. ШЛИФОВОЧНЫЕ ТРЕЩИНЫ
Сетка паутинообразных надрывов в
результате шлифования металла
Метод: УЗК,МПК; дефект неустранимый
Слайд № 10
26.
КЛАССИФИКАЦИЯ ДЕФЕКТОВIII. ДЕФЕКТЫ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
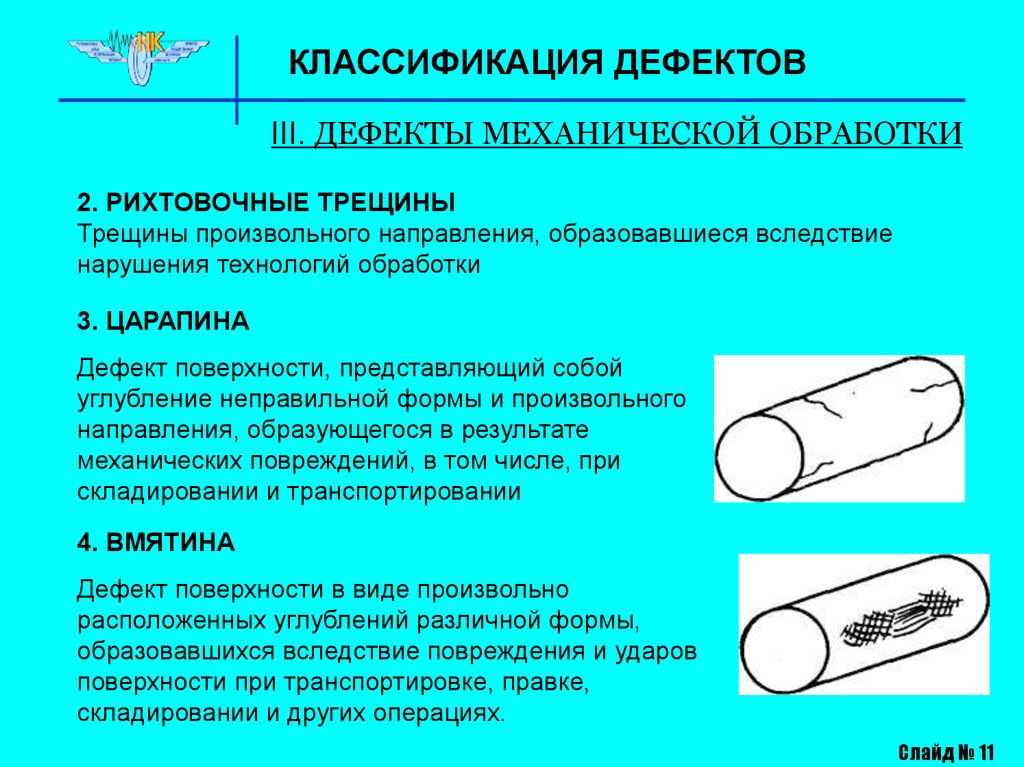
2. РИХТОВОЧНЫЕ ТРЕЩИНЫ
Трещины произвольного направления, образовавшиеся вследствие
нарушения технологий обработки
3. ЦАРАПИНА
Дефект поверхности, представляющий собой
углубление неправильной формы и произвольного
направления, образующегося в результате
механических повреждений, в том числе, при
складировании и транспортировании
4. ВМЯТИНА
Дефект поверхности в виде произвольно
расположенных углублений различной формы,
образовавшихся вследствие повреждения и ударов
поверхности при транспортировке, правке,
складировании и других операциях.
Слайд № 11
27.
КЛАССИФИКАЦИЯ ДЕФЕКТОВIII. ДЕФЕКТЫ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
16.01.2010 Излом оси, Свердл.ЖД
Согласно акта экспертизы оси,
установлено, что первоначальным
очагом развития разрушения
является механическое смятие на
поверхности оси вследствие удара.
В месте механического воздействия
(удара, смятия) произошло
развитие трещин, идущих
перпендикулярно образующей
части оси внутрь тела.
Слайд № 11
28.
КЛАССИФИКАЦИЯ ДЕФЕКТОВIV. ДЕФЕКТЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
1. РАЗНОЗЕРНИСТАЯ
СТРУКТУРА
2. ПЕРЕЖОГ
Перегрев металла под закалку или
отжиг с выделением новой фазы на
границах зерен
- КАРБИДНАЯ СЕТКА
Выделение цементита по границам
зерен при перегреве стали
Слайд № 12
29.
КЛАССИФИКАЦИЯ ДЕФЕКТОВIV. ДЕФЕКТЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
3. МЯГКИЕ ПЯТНА
Локальные изменения свойств (твердости) на поверхности изделия
4. ОБЕЗУГЛЕРОЖИВАНИЕ
Удаление углерода с поверхности металла при термообработке
Слайд № 13
30.
КЛАССИФИКАЦИЯ ДЕФЕКТОВV. ДЕФЕКТЫ СВАРКИ
1. УСАДОЧНАЯ РАКОВИНА – дефект в виде полости или впадины,
образованный при усадке металла шва в условиях отсутствия питания
жидким металлом
2. СВИЩ Воронкообразное углубление
3. КРАТЕР Углубление в конце валика шва
4. ТРЕЩИНА Разрыв сварного шва
5. ПОРА Полость округлой формы, заполненная газом
6. НЕПРОВАР Несплавление
7. ШЛАКОВЫЕ ВКЛЮЧЕНИЯ (вкрапления шлака)
8. ПОДРЕЗ В ЗОНЕ СПЛАВЛЕНИЯ – дефект в виде углубления по линии
сплавления сварного шва с основным металлом
Слайд № 14
31.
КЛАССИФИКАЦИЯ ДЕФЕКТОВV. ДЕФЕКТЫ СВАРКИ
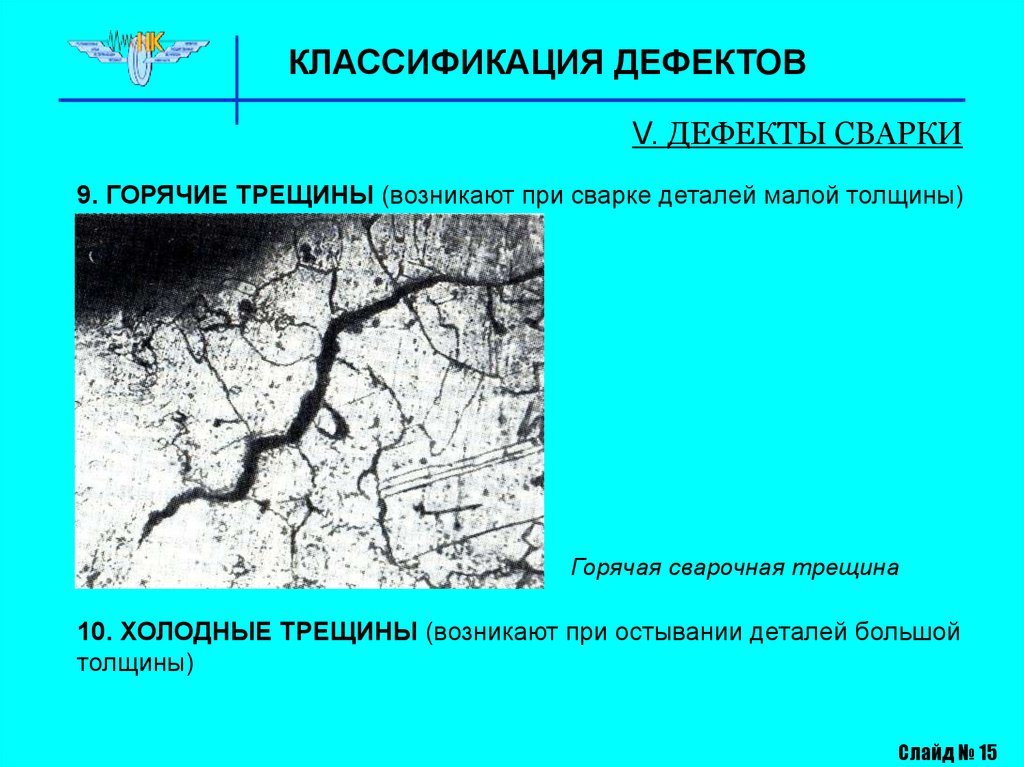
9. ГОРЯЧИЕ ТРЕЩИНЫ (возникают при сварке деталей малой толщины)
Горячая сварочная трещина
10. ХОЛОДНЫЕ ТРЕЩИНЫ (возникают при остывании деталей большой
толщины)
Слайд № 15
32.
КЛАССИФИКАЦИЯ ДЕФЕКТОВVI. ЭКСПЛУАТАЦИОННЫЕ ДЕФЕКТЫ
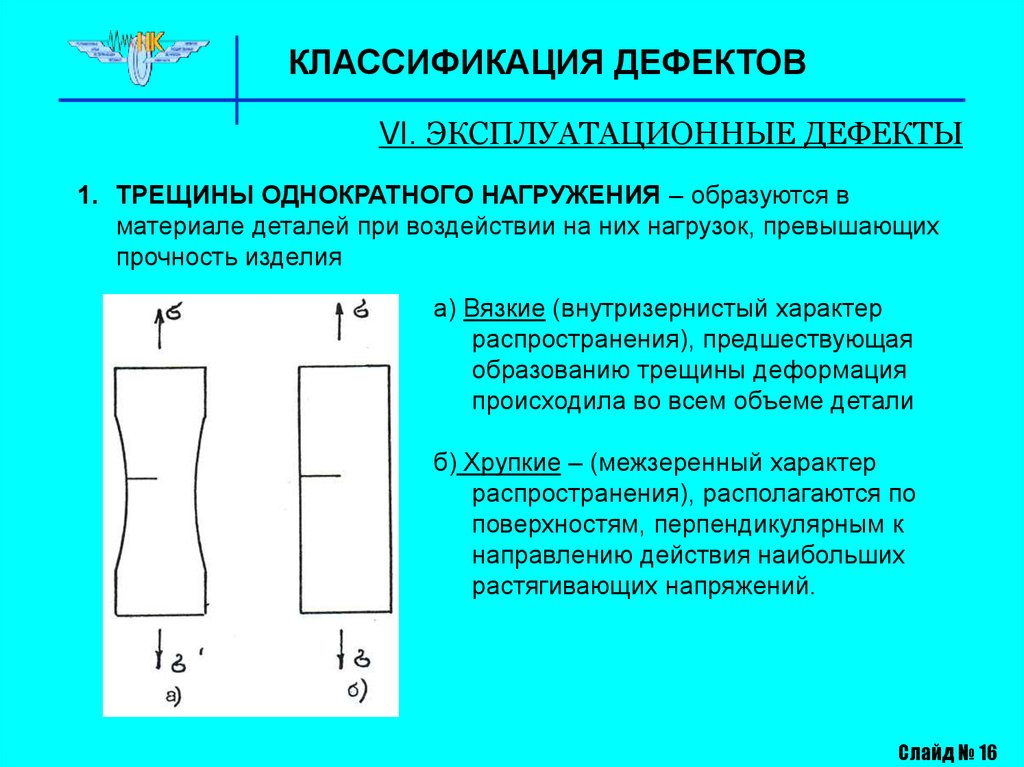
1. ТРЕЩИНЫ ОДНОКРАТНОГО НАГРУЖЕНИЯ – образуются в
материале деталей при воздействии на них нагрузок, превышающих
прочность изделия
а) Вязкие (внутризернистый характер
распространения), предшествующая
образованию трещины деформация
происходила во всем объеме детали
б) Хрупкие – (межзеренный характер
распространения), располагаются по
поверхностям, перпендикулярным к
направлению действия наибольших
растягивающих напряжений.
Слайд № 16
33.
КЛАССИФИКАЦИЯ ДЕФЕКТОВVI. ЭКСПЛУАТАЦИОННЫЕ ДЕФЕКТЫ
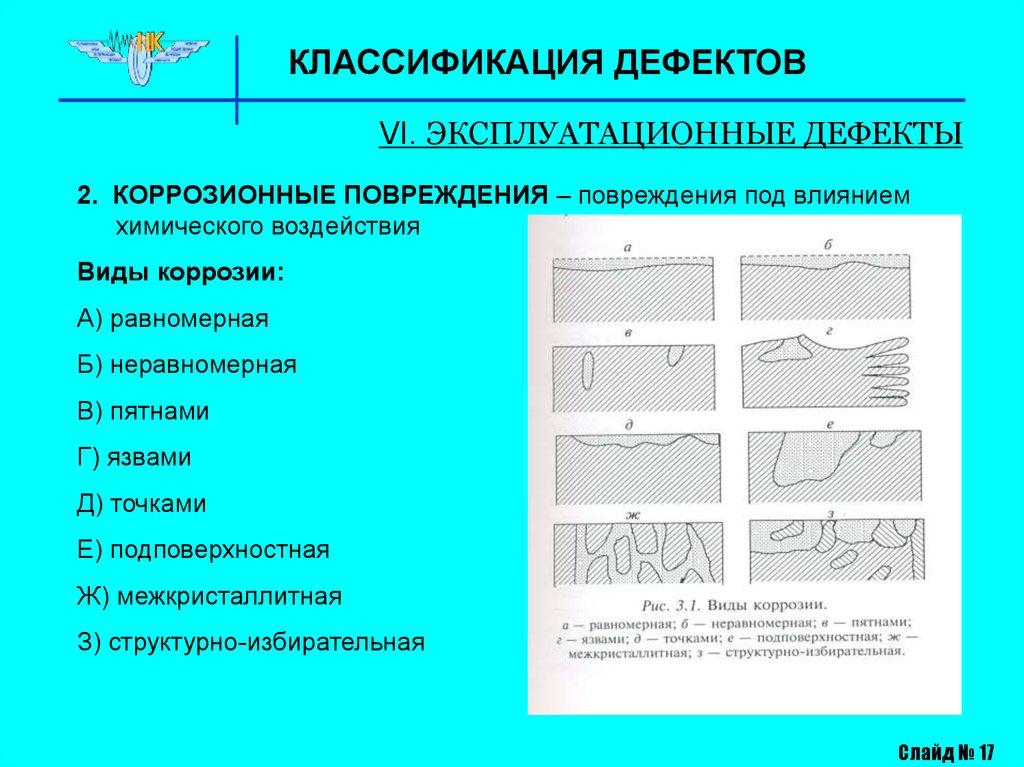
2. КОРРОЗИОННЫЕ ПОВРЕЖДЕНИЯ – повреждения под влиянием
химического воздействия
Виды коррозии:
А) равномерная
Б) неравномерная
В) пятнами
Г) язвами
Д) точками
Е) подповерхностная
Ж) межкристаллитная
З) структурно-избирательная
Слайд № 17
34.
КЛАССИФИКАЦИЯ ДЕФЕКТОВVI. ЭКСПЛУАТАЦИОННЫЕ ДЕФЕКТЫ
02.04.2010
Заб.ЖД
Излом
боковой рамы
(Азовэлектросталь, 2007)
коррозия
усадочная раковина
шлак
Слайд № 17
35.
КЛАССИФИКАЦИЯ ДЕФЕКТОВVI. ЭКСПЛУАТАЦИОННЫЕ ДЕФЕКТЫ
Слайд № 17
36.
КЛАССИФИКАЦИЯ ДЕФЕКТОВVI. ЭКСПЛУАТАЦИОННЫЕ ДЕФЕКТЫ
3. КРН
Коррозионное растрескивание под
напряжением (КРН) – дефекты,
образующиеся под влиянием коррозии
и статических напряжений в металле
4. ВОДОРОДНАЯ ХРУПКОСТЬ
Процесс, приводящий к уменьшению вязкости или пластичности металла
вследствие присутствия водорода.
Под влиянием растворенного водорода металлы могут настолько
охрупчиваться, что уже при приложении малого растягивающего
напряжения образуются трещины.
Слайд № 18
37.
КЛАССИФИКАЦИЯ ДЕФЕКТОВVI. ЭКСПЛУАТАЦИОННЫЕ ДЕФЕКТЫ
ДЕФЕКТЫ, ВОЗНИКАЮЩИЕ В РЕЗУЛЬТАТЕ ПЕРЕМЕННЫХ НАГРУЗОК
1. УСТАЛОСТНЫЕ ТРЕЩИНЫ
Усталость – процесс постепенного накопления повреждений материала
под действием переменных напряжений, приводящий к изменению
свойств, образованию трещин, их развитию и разрушению
Продольные и поперечные трещины обода колеса
Слайд № 19
38.
КЛАССИФИКАЦИЯ ДЕФЕКТОВVI. ЭКСПЛУАТАЦИОННЫЕ ДЕФЕКТЫ
ДЕФЕКТЫ, ВОЗНИКАЮЩИЕ В РЕЗУЛЬТАТЕ ПЕРЕМЕННЫХ НАГРУЗОК
Излом шейки оси, КБШ ЖД, 2009 г.
Слайд № 19
39.
КЛАССИФИКАЦИЯ ДЕФЕКТОВVI. ЭКСПЛУАТАЦИОННЫЕ ДЕФЕКТЫ
ДЕФЕКТЫ, ВОЗНИКАЮЩИЕ В РЕЗУЛЬТАТЕ ПЕРЕМЕННЫХ
(ЦИКЛИЧЕСКИХ) НАГРУЗОК
2. ТРЕЩИНЫ КОНТАКТНОЙ УСТАЛОСТИ Трещины, образующиеся на поверхности
детали при многократном приложении
контактных нагрузок и относительном
возвратно-поступательном движении
Выщербины
Колесо
ЭВС-01/02
«Сапсан»
Слайд № 20
40.
КЛАССИФИКАЦИЯ ДЕФЕКТОВVI. ЭКСПЛУАТАЦИОННЫЕ ДЕФЕКТЫ
ДЕФЕКТЫ, ВОЗНИКАЮЩИЕ В РЕЗУЛЬТАТЕ ПЕРЕМЕННЫХ НАГРУЗОК
3. ТРЕЩИНЫ ТЕРМИЧЕСКОЙ УСТАЛОСТИ
Разрушения деталей после многократного воздействия периодически
изменяющегося во времени уровня термических напряжений
4. ТРЕЩИНЫ КОРРОЗИОННОЙ УСТАЛОСТИ
Разрушение материалов в результате действия повторно приложенных
нагрузок и коррозионной среды
Слайд № 21
41.
КЛАССИФИКАЦИЯ ДЕФЕКТОВVI. ЭКСПЛУАТАЦИОННЫЕ ДЕФЕКТЫ
ДЕФЕКТЫ, ВОЗНИКАЮЩИЕ В РЕЗУЛЬТАТЕ ПЕРЕМЕННЫХ НАГРУЗОК
5. ФРЕТТИНГ
разрушение металлических конструкций
в местах проскальзывания плотно
пригнанных (прижатых друг к другу)
деталей при колебаниях с малой
амплитудой, вращениях, вибрациях
Слайд № 22
42.
КЛАССИФИКАЦИЯ ДЕФЕКТОВVI. ЭКСПЛУАТАЦИОННЫЕ ДЕФЕКТЫ
ДЕФЕКТЫ, ВОЗНИКАЮЩИЕ В РЕЗУЛЬТАТЕ ПЕРЕМЕННЫХ НАГРУЗОК
5. ФРЕТТИНГ
Слайд № 23
43.
КЛАССИФИКАЦИЯ ДЕФЕКТОВVI. ЭКСПЛУАТАЦИОННЫЕ ДЕФЕКТЫ
ДЕФЕКТЫ, ВОЗНИКАЮЩИЕ В РЕЗУЛЬТАТЕ ПЕРЕМЕННЫХ НАГРУЗОК
6. ПИТТИНГ
Язвы, полости в металле, начинающиеся с его поверхности,
образовавшиеся в следствии коррозии в среде смазывающего
вещества
Слайд № 24