









 и дополнительный инструмент, применяемый при осмотре литых деталей")






































 industry
industrySimilar presentations:



")






Средства неразрушающего контроля, используемые на железнодорожном транспорте
1. Лекция №3 Средства неразрушающего контроля, используемые на железнодорожном транспорте
Для поиска дефектов, определение степени работоспособности изделияи прогнозирования его технического состояния в котором он окажется через
заданный промежуток времени необходимо иметь возможность измерять
диагностические параметры.
С усложнением современного оборудования, повышением требований
к его надежности увеличивается число контролируемых параметров, а,
следовательно, и номенклатура измерительных средств, в которых
используют различные физические поля и проникающие вещества
. В настоящее время разработан классификатор, в котором все средства
диагностирования (СД) и методы неразрушающего контроля (НК)
разделены на шесть основных групп.
Первые четыре знака классификатора определяют общие отраслевые
признаки средств НК и СД (см.табл.); пятый знак - обозначает основной
физический метод, на основе которого создан прибор,
Шестой знак - определяет класс аппаратуры по основным приборным
признакам. Например - Акустические методы контроля прендставленвы в первой
группе общих отраслевых признаков - 42 7610, причем. они построны на разных физических
методах - на теневом, либо на резонансном методе.
2.
Классификация приборов неразрушающего контроля качестваматериалов и изделий
Код
Приборы неразрушающего контроля
42 7610
42 7611
42 7612
42 7613
Акустические для контроля методом:
теневым
эхо-импульсным
резонансным
42 7620
42 7621
42 7622
42 7623
Капиллярные для контроля методом:
цветным (хроматическим)
яркостным (ахроматическим)
люминесцентным
42 7630
42 7631
42 7632
42 7633
Магнитные для контроля методом:
магнитопорошковым
магнитографическим
магнитоферрозондовым
42 7640
42 7641
42 7642
42 7643
Оптические для контроля методом:
- прошедшего излучения;
- отраженного излучения; собственного излучения
42 7670
Контроль электромагнитным методом с использованием
рпзличнвх преобразователей:
3. Оценка выявляемости дефектов в металле различными видами НК и Д
4. Оценка выявляемости дефектов различными видами НК и СД при выполнении технологических операций (производство электронных
приборов)Вид НК и Д
Радиационный
Акустический
Капиллярный
Магнитный
Радиоволновой
Тепловой
Оптический
Пайка
Протягивание
Сварка
Опрессовка
Откачка
Удаление частиц
Юстировка
Регулировка в допуск
Вихретоковый
Технологическая операция
4
0
4
0
0
0
0
0
4
4
4
3
0
2
3
3
0
0
0
3
0
0
0
0
0
2
2
2
4
0
0
0
0
0
3
2
0
0
0
0
0
3
0
2
4
0
2
2
3
0
3
2
0
0
2
0
0
3
0
0
0
3
4
4
5 - отличная; 4 - хорошая; 3 - удовлетворительная; 2 - нерекомендуемый вид
НК и Д; 0 - неудовлетворительная
5. Визуально-измерительный контроль технического состояния грузовых вагонов и его элементов
•В соответствии с [ГОСТ Р 56542-2915 Контроль неразрушающий. Классификациявидов и методов] техническое диагностирование опасных производственных
объектов, к которым относится и железнодорожный транспорт, следует начинать
всегда с визуального метода контроля, поскольку только с его помощью можно
оценить пригодность технического состояния оборудования для дальнейшего его
эксплуатации. Глаз человека — это основной прибор, используемый для контроля
технического состояния объекта, который позволяет обнаружить не
только
отклонения его форм и размеров, но и различные поверхностные дефекты, например, в
сварных соединениях и т. д. Визуальный контроль с применением оптических
приборов с увеличением в 10-30 раз называют визуально-оптическим
.
6. Визуальный метод контроля буксового узла
В общем случае буксовый узел состоит из корпуса, одного или двух подшипников,
уплотнений и деталей крепления и выполняет следующие функции:
- передает радиальные и осевые нагрузки от рамы тележки к шейке оси колесной пары;
- ограничивает продольные и поперечные перемещения колесных пар при их движении.
Буксовый узел испытывает большие динамические нагрузки, а его работа о многом зависит
от правильности сборки, а процессе эксплуатации зависит от состояния поверхности катания
колеса и рельса и др.. Такие дефекты могут приводить к горячему излому оси колесной пары и
как правило к сходу грузового поезда.
Для обеспечения качественного монтажа буксового узла установлены жесткие требования к
геометрическим параметрам сборочных единиц (например, значение конусности и овальности
сопрягаемых единиц не должна превышать более 0,02 мм), поэтому используют высокоточные
средства измерения (электронно-измерительные приборы). Например, для проверки правильности
подборки внутренних колец по натягу используется прибор типа (ПС-219.1), а для обеспечения
требуемых температурных режимов между сборочными единицами (не более 3 С), используется
специальный температурный шаблон).
7. Последовательность расположения деталей в процессе сборки буксового узла
Подборка внутренних колецконтроль разницы температур
8. Выявления эксплуатационных дефектов буксовых узлов
Одними из основных методов выявления дефектов (неисправностей) буксовых
узлов являются встреча поезда «сходу». Для обеспечения безопасности
проводимых работ место встречи поезда «сходу» должно располагаться на расстоянии
не далее 5-6 метров от проходящего подвижного состава, а скорость движения состава
должна быть не более 10 км/час.
При встрече поезда «сходу» используется визуальный метод контроля по
следующим косвенным признакам:
- повышенный нагрев верхней части корпуса буксы;
- ослабление болтового крепления смотровой или крепительной крышек буксы;
наличие дыма и специфический запах смазки,
на пощелкивание и периодическое подергивание буксы);
- вмятины смотровой крышке, выпуклости и потертости и др.
9. Визуальный метод контроля боковых рам и надрессорных балок
На рисунке показаны наиболее вероятные места возникновения трещин в надрессорнойбалке (1 – трещина наклонной поверхности; 2- трещина бокового пояса; 3 – трещина
нижнего пояса; 4 и 6 – трещина верхнего пояса; 5 – трещина опоры скользуна; 7, 8, 9, 10 трещина опорной поверхности подпятника)
Контроль ширины буксового проема (а) и ширины направляющих буксового проема (б)
10. Визуальный метод контроля боковых рам и надрессорных балок
В процессе эксплуатации боковые рамы и надрессорные балки воспринимают
значительные знакопеременные нагрузки, которые приводят к повышенному износу
сопрягаемых поверхностей, а также к возникновению усталостных трещин.
При осмотре вагонов для выявления дефектов в невидимой для осмотра зоне
используется досмотровая штанга. имеющая приспособления для крепления зеркал и
фонарика, а также лупа, щётка и фонарь. Угол наклона зеркала может регулироваться,
так, чтобы луч света падал под углом примерно 35-40 градусов.
11. Контроль кромок технологических окон боковой рамы (а) и дополнительный инструмент, применяемый при осмотре литых деталей
вагонов (б).Контроль кромок технологических
окон боковой рамы
дополнительный инструмент, применяемый
при осмотре литых деталей вагонов
12. Капиллярный метод неразрушающего контроля
Явление капиллярности было открыто в конце 14 века (Леонардо да Винчи),
наблюдая поднятие жидкостей в узких стеклянных трубках (капиллярах). В
настоящее время капиллярное явление широко используется для изучения
протекающих процессов в различных областях науки и техники (например,
жидкостные термометры, вискозиметры и т.п.).
Традиционно, капилляр представляет собой стеклянную рубку с малым
внутренним диаметром (не более 50 мкм, с абсолютно гладкой внутренней
поверхностью капилляра, и определенного размера диаметра капилляра и сохранение
его значения по всей высоте).
Требование к перечисленным параметрам капилляра определяется взаимным
притяжением (отталкиванием) атомов (молекул) жидкости и материалом капилляра.
Наиболее
важной
характеристикой
используемой
в
капиллярной
дефектоскопии является способность жидкости к смачиванию твердого тела,
которое вызывается взаимным притяжением молекул жидкости и твердого
тела. Для понимания происходящих процессов рассмотрим каплю жидкости,
лежащую на поверхности: твердого тела и определим силы, действующие между
твердым телом, жидкостью и окружающий газ
.
13. Физические основы возникновения капиллярного явления
В капиллярном явлении участвуют три силы:
1 - твердое тело — газ - (σт-г);
2 - твердое тело — жидкость - (σт-ж);
3 - жидкость — газ (σж -г = σ).
Где
– (σт- ж) – поверхностное натяжение на границе «твердое тело – жидкость»;
(σт - г) – поверхностное натяжение на границе «твердое тело – газ»;
(σж - г) – поверхностное натяжение на границе «жидкость – газ».
В том случае, когда капля находится в состоянии покоя, равнодействующая проекций
этих сил на поверхность твердого тела равна нулю:
Угол θ называют краевым углом смачивания,
Если соблюдается соотношение (σт-г > σт- .ж), то угол θ острый. В этом случае
жидкость смачивает твердое тело и жидкость растекается по поверхности твердого тела до
толщины молекулярного слоя.
14. Физические основы капиллярного метода неразрушающего контроля
Силы смачивания (Fк=σcosθ2πr),вес столба жидкости (Fт=ρgπr2h),
Высота подъема жидкости в капилляре,
Смачивание твердого тела жидкостью определяется взаимным притяжением их молекул, при этом
контактирующая жидкость вблизи поверхности твердого тела обладает некоторым избытком
потенциальной энергии по сравнению с молекулами, находящихся в ее объеме. В результате жидкость
вынуждена приобретать форму с минимальной наружной поверхностью за счет проявления так,
называемой силы поверхностного натяжения (σ). В результате возникают силы смачивания, которые
обеспечивают подъем столба жидкости в капилляре на определенную высоту h.
15. Основные виды операций выполняемых при капиллярном методе неразрушающего контроля
Капиллярный метод основан на проникновении внутрь дефекта индикаторной жидкости ишироко востребован при дефектоскопии сварных швов и состоит из пяти этапов
а) - очистка поверхности 1 детали и полости дефекта 2 от жировых и других
загрязнений путем их механического удаления или растворения;
б) - пропитка полости дефектов индикаторной жидкостью 3 (пенетрантом),
которая должна хорошо смачивать материал изделия и проникать в поверхностные
дефекты под действием капиллярных сил.
в) - удаление с поверхности изделия излишков пенетранта, при этом пенетрант в
полости дефектов сохраняется. Для удаления используют эффекты диспергирования и
эмульгирования, применяют специальные жидкости — очистители;
г) - обнаружение пенетранта в полости дефектов. и последующее его извлечение
.
из полости дефектов, за счет явлений сорбции или диффузии
16. Люминесцентная дефектоскопия
В промышленности наиболее распространенным (индикаторным) пенентрантом являетсялюминесцентная жидкость ЛЖ-6А, имеющая следующий состав: 40% — бутиловый спирт,
50% — раствор люминофора в ксилоле и 10% — поверхностно-активное вещество ОП-7. При
люминесцентном методе для обнаружения дефектов следует использовать ультрафиолетовое
излучение с длиной волны 315–400 нм., при этом облученность объекта контроля должна лежать
в пределах 750...3000 мкВт/см2.
В качестве примера на рисунке приведены фрагменты проведения люминесцентной
дефектоскопии.
1-деталь; 2 – дефект, заполненный пенетрантом; 3- слой проявителя; 4 – индикаторный
след; 5 – источник ультрафиолетового излучения; Ви – свечение индикаторного слоя; Вφ –
свечение фона; Хи – размер индикаторного следа; Хд – размер дефекта на поверхности.
17. Совершенствование методов и средств капиллярного контроля
Важным
направлением
исследований
—
изыскание
новых
дефектоскопических материалов и технологии их применения, имеющее целью
повышение чувствительности и производительности контроля. Предложено
применение в качестве пенетранта ферромагнитных жидкостей. В таких жидкостях
(например, керосине) нпаходятся взвешенные ферромагнитные частицы очень
малого размера (2...10 мкм) и стабилизированные ПАВ.
В результате чего жидкость ведет себя как однофазная система, а
проникновение такой жидкости в дефекты интенсифицируется магнитным полем.
Для обнаружения используют магнитные датчики, что облегчает автоматизацию
контроля
К перспективному направлению относят использование электронного
парамагнитного резонанса, используемого для обнаружения дефектов
путем внедрения стабильных нитроксильных радикалов.
В таких радикалах имеются слабосвязанные электроны, которые могут
резонировать в электромагнитном поле,. Индикация основывается на регистрации
спектра поглощения в возбуждающем электромагнитном поле радиоспектроскопа.
Чувствительность этих приборов очень велика, они позволяют обнаруживать
скопления более 1000 парамагнитных частиц.
18. Портативный набор для люминесцентного капиллярного метода контроля
а)б)
Установка для электростатического распыления (а) и портативный набор
для люминесцентного капиллярного контроля
Портативный набор типа (ZA-43) включает: ультрафиолетовый светильник (лампа 365 нм/100 Вт) с
воздушным охлаждением и блоком управления; очиститель, пенетрант и проявитель аэрозольного типа; щетка
проволочная и салфетки.
При работе с портативным набором пенетрант на контролируемую деталь наносят с помощью установки
для электростатического распыления, после этого капиллярные силы втягивают пенетрант в поверхностную
трещину (пору), а далее с поверхности детали удаляют излишек пенетранта. Затем наносят проявитель,
который вытягивает пенетрант на поверхность трещины (поры). Последующий осмотр с помощью
портативного УФ - светильника (типа ZB-100F) покажет трещину (пору) в месте ее залегания в виде
люминесцентной линии или пятна.
19. Магнитные методы, используемые для проведения неразрушающего контроля
Электростатическое поле - (кулоновское), оно создается только неподвижнымизаряженными телами, и действует с силой ,
F=q*Е
•где, - q – электрический заряд тела; Е– напряженность электростатического поля в
месте его нахождения. Силовые линии электростатического поля исходят из
положительных зарядов и оканчивающиеся на отрицательных.
•Магнитное поле создаётся только движущимися зарядами (электронами, ионами),
напряжённость которых прямо пропорциональна скорости заряда и его значения.
Изображают магнитное поле силовыми линиями, которые выходят из северного
полюса и входят в южный полюс, а внутри магнита они замыкаются.
20. Понятия о ферромагнетиках парамагнетиках и диамагнетиках
Первые понятия о ферромагнетиках, парамагнетиках и диамагнетиках были высказаны
Майклом Фарадеем еще в 1845 году. На основе проведенных исследований он показал, что
абсолютно все вещества так или иначе реагируют на магнитное поле, отличие состоит в том, что
«немагнитными», вещества, не притягиваются к магниту, а отталкиваются. Они
поворачивались и устанавливались поперёк линий магнитной индукции. Он назвал их
диамагнетиками («диа» по гречески – «поперёк»).
Другие вещества, как железо, вольфрам, платина притягивались к ближайшему из полюсов и
устанавливались вдоль линий магнитной индукции. Такие вещества он назвал парамагнетиками
(«пара» по гречески – «вдоль»).
- к ферромагнетикам относятся металлы (Fe, Ni, Co и ряд редкоземельных металлов);
- к диамагнетикам – (Си, Ag, Аu, Be, Zn,) полупроводники (Ge и Si),
- к парамагнетикам – (Pt, Al, Mg, Ti, Zr).
В атомах ферромагнетиков или парамагнетиков имеются один или несколько неспаренных
электронов поэтому они обладают магнитным моментом, Для объяснения возникновения
парамагнетизма и диамагнетизма привлечена классическая электродинамика, согласно которой
считается, что атомы состоят из ядер и электронов, при этом электроны в атоме двигаются по
круговым орбитам, образуя микроскопические круговые витки с током i.
Было установлено, что у электрона кроме орбитального момента есть собственный
(спиновый) магнитный момент, величина которого одинакова у всех электронов.
21. Понятие о доменах
В 1907 году Пьер Вейс показал, что между спиновыми магнитными моментами электронов в
атомах существует так называемое «обменное взаимодействие» - чисто квантовый эффект,
вследствие которого магнитные моменты атомов устанавливаются параллельно друг другу в
некоторой макроскопической области кристалла.
Такие области (спонтанного намагничивания) называют доменами,
Поэтому принято считать, что домены — это малые области (10-5 – 10-4 м),
которые самопроизвольно намагничиваются до насыщенного состояния даже в
отсутствие внешнего магнитного поля, а магнитные моменты атомов в этих
областях ориентированы параллельно.
Принципиальная схема движения электронов 1 и 2 по круговым орбитам радиуса (r) в противоположные
стороны
22. Ориентация магнитных моментов доменов во внешнем магнитом поле
Материалы в магнитном поле намагничиваются, что связано с наличием у атомов (ионов) собственногомагнитного поля, которое и определяет степень намагниченности материала. Если ферромагнетик не
намагничен (J = 0), то магнитные моменты отдельных доменов распределены по направлениям изотропно, и
суммарный момент ферромагнетика равен нулю. При включении внешнего магнитного поля происходит рост
доменов, ориентированных вдоль внешнего поля, за счет доменов, магнитные поля которых имеют иное
направление.
Видно, что намагничивание ферромагнетика происходит за счет увеличения числа доменов, ориентация
которых совпадает с внешней напряженностью.
Намагниченность (J) – это отношение магнитного момента (М) вещества к его объему (V). Если
ферромагнетик не намагничен (J = 0), то магнитные моменты отдельных доменов распределены по
направлениям изотропно, и суммарный момент ферромагнетика равен нулю. При замыкании электрической
цепи и постепенном увеличении тока от нуля растет напряженность Н.
При плавном уменьшении напряженности внешнего магнитного поля индукция (В) и когда
напряженность внешнего поля станет равной нулю, намагничивание образца не исчезает и характеризуется
величиной (Br) остаточной индукцией, а значение (Jr) - называется остаточной намагниченностью.
23. Схематическое представление гистерезиса магнит мягких и магнитотвердых ферромагнетиков
• При плавном уменьшении напряженности внешнего магнитного поляиндукция (В) и когда напряженность внешнего поля станет равной нулю,
намагничивание образца не исчезает и характеризуется величиной (Br) остаточной
индукцией, а значение (Jr) - называется остаточной намагниченностью.
Поскольку намагниченность ферромагнетиков сохраняется и после снятия
внешнего поля, поэтому процессы намагничивания полностью необратимы. Чтобы
полностью убрать остаточную намагниченность, надо дополнительно приложить
напряженность (Нс).
• Гистерезис – это отставание изменения индукции от напряженности магнитного
поля. Принято считать, что ферромагнетики с большими значениями коэрцитивной
силы Нс называют магнитотвердыми, а с малыми – магнитомягкими.
• На сети железных дорог используют как магнитомягкие материалы для
изготовления: ударно-тяговых механизмов, рам тележек, колесных пар, так и
магнитотвердые материалы для изготовления роликов, внутренних и наружных
колец буксовых подшипников, шарикоподшипниковые стали (типа ШХ9 или
ШХ15С).
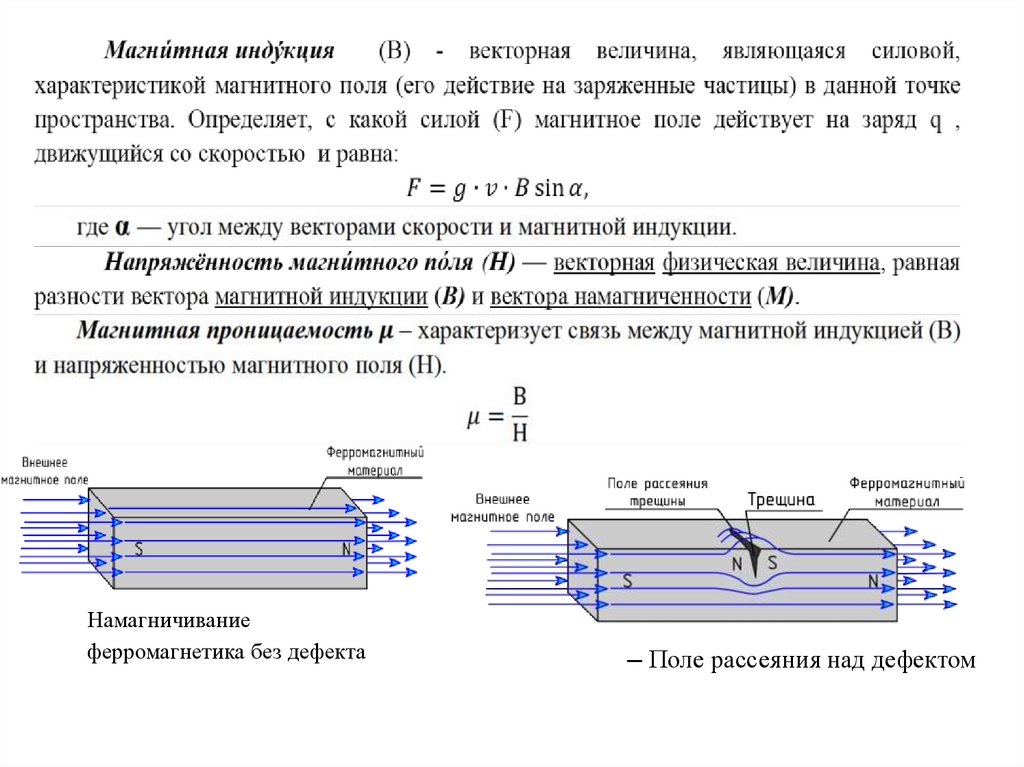
24.
Намагничиваниеферромагнетика без дефекта
– Поле рассеяния над дефектом
25. Магнитопорошковый метод неразрушающего контроля
Схема образования магнитного поля рассеяния над трещиной и схемасил, действующих на частицы в поле рассеяния трещины: 1 - деталь; 2 трещина; 3 - цепочки из частиц порошка; 4 - порошок над трещиной
Для проведения магнитопорошкового метода контроля требуется соблюдать
определенную последовательность подготовительных работ:
1. подготовка поверхности детали к контролю;
2. намагничивание детали;
3 - нанесение магнитного индикатора на контролируемую поверхность;
4 - осмотр контролируемой поверхности и расшифровка магнитной индикации
с последующим измерением размеров дефекта;
5 - размагничивание деталей;
6 - оформление результатов контроля в журналы или в виде протоколов
26. Основные типы магнитных индикаторов
Наименованиеиндикатора
Цвет
индикатора
Порошок
железный
ПЖВ5-160
Порошок
железный
ПЖВ5-71
Темно-серый
КМС
«ДИАГМА
1100»
КМС
«ДИАГМА
1200»
Черный
Темно-серый
Краснокоричневый
Способ
нанесения
индикатора
«Сухой»
Назначение
Контроль
деталей
со
светлой поверхностью и
шероховатостью Rz160
«Мокрый»
Контроль
деталей
со
(масло, смесь светлой поверхностью любой
масла с
шероховатости
керосином)
«Сухой»
Контроль
деталей
со
светлой поверхностью и
шероховатостью Rz160
«Мокрый»
Контроль
деталей
со
(вода)
светлой поверхностью любой
шероховатости
«Мокрый»
Контроль
деталей
с
(вода)
темной поверхностью любой
шероховатости
Состав
суспензии
–
(180+20)г/л
(40+5)г/л
(30+5)г/л
27. Устройство проверки качества магнитных порошков
Тип стандартного образца 4 выбирают по минимальной ширине раскрытия выявляемого дефектана контролируемой детали и устанавливают на магнитопровод 1, закрепляя с помощью прижимов 3
: 1 – магнитопровод; 2 – рукоятка для вращения блока постоянных магнитов; 3 –
прижимы; 4 – стандартные образцы; 5 – опоры; 6 – загрузочный бункер; 7 –
приемный бункер; 8 – гнездо для установки феррозондового преобразователя
измерителя напряженности магнитного поля; 9 – линза; 10 – маховик для фиксации
блока постоянных магнитов; 11 – преобразователь с чувствительными элементами
Холла магнитометра
28. Полюсное намагничивание
• Полюсное намагничивание – способ намагничивания, при котороммагнитные силовые линии часть пути проходят по детали, а часть по воздуху.
Этот способ намагничивания, чаще всего, служит для выявления поперечных
дефектов относительно продольной оси детали, в которых зачастую
развиваются усталостные трещины. Поэтому этот способ намагничивания
широко применяется для контроля деталей бывших в эксплуатации на
вагоноремонтных предприятиях для контроля
деталей.
а)
б)
а)
б)
Рисунок 3.49 – Схемы для реализации полюсного способа намагничивания а) –
плоских, б) - цилиндрических
29. Методы и устройства для намагничивания деталей
В зависимости от последовательности проведения намагничивания
контролируемой детали магнитопорошковый контроль разделяется на два
метода контроля:
- метод приложенного поля (СПП);
- метод остаточной намагниченности (СОН).
Полюсное намагничивание – способ намагничивания, при котором
магнитные силовые линии часть пути проходят по детали, а часть по воздуху.
Этот способ намагничивания, чаще всего, служит для выявления поперечных
дефектов относительно продольной оси детали, в которых зачастую
развиваются усталостные трещины. Поэтому этот способ намагничивания
широко применяется для контроля деталей бывших в эксплуатации на
вагоноремонтных предприятиях для контроля бывших в эксплуатации на
вагоноремонтных предприятиях для контроля
деталей.
а)
Рисунок 3.49 – Схемы для реализации
намагничивания а) – плоских, б) - цилиндрических
б)
полюсного
способа
30. Общий вид автоматизированного магнитопорошкового комплекса типа ТВ-500 АС/АС"
Общий вид автоматизированного магнитопорошкового комплекса типа ТВ-500АС/АС"
31.
Комплекс включает:
- скамью с активными пневматическими контактно-зажимными устройствами
с мягкими контактами, позволяющими вращать зажатый объект контроля для
поиска дефектов;
- каретки с ультрафиолетовой лампой;
- видеокамеры с автоматической наводкой на резкость;
- моторизованные катушки (соленоида);
- суспензионные системы со стальным нержавеющим резервуаром;
- электро- и пневмоприводы;
- шкафа управления с программируемым микроконтроллером, индикаторами,
средствами управления;
- блок силовой электроники с источниками токов намагничивания и
размагничивания;
- программы автоматизированного поиска дефектов, улучшения изображения,
архивирования результатов контроля.
Комплекс работает в автоматизированном режиме и производит:
- нанесение суспензии и вращение объекта контроля;
- мониторинг величины намагничивающего поля
– интенсивности ультрафиолетового источника и качества суспензии и др. По
завершении контроля комплекс осуществляет передачу видеоизображения
контролируемой области в процессор и архивирование результатов контроля.
основных параметров контроля
32. Технология сканирования деталей и обнаружение дефектов
при сканировании измеряются параметры вектора ;Hx, Hy, Hz,
при этом продольная ось ФП должна быть
параллельна силовым линиям магнитного поля, а
нормальная – перпендикулярна контролируемой
поверхности детали;
Феррозондовый преобразователь устанавливают на поверхность детали в зоне контроля и
плавно перемещают так, чтобы его нормальная ось была перпендикулярна контролируемой
поверхности, а продольная – параллельна силовым линиям магнитного поля. Сканирование
осуществляют без перекосов, наклонов и отрывов преобразователя от поверхности детали.
Шаг сканирования 5–15 мм. Скорость сканирования не должна превышать 8 см/с. При
срабатывании индикаторов дефекта дефектоскопа выполняют следующие операции:
проводят преобразователем по месту появления сигнала;
находят точку поверхности, соответствующую максимуму показаний стрелочного или
цифрового индикатора, и отмечают ее мелом;
выполняют преобразователем параллельные перемещения с шагом 5 мм слева и справа
(выше и ниже) от отметки, фиксируя мелом точки поверхности, соответствующие максимумам
показаний индикатора. Параллельные перемещения проводят до прекращения срабатывания
индикаторов дефекта. Если отметки образуют линию, осматривают отмеченный участок, чтобы
убедиться в наличии трещины.
33. Приборы, используемые для феррозондового метода контроля
Существующие приборы можно разделить на три группы:
— дефектоскопы-градиентметры (ДФ-103, ДФ-105, ДФ-201.1);
— приборы магнитоизмерительные феррозондовые комбинированные (Ф-205.03, Ф205.30), которые совмещают функции дефектоскопов и измерителей;
— приборы для измерения градиента напряженности поля (ГФ-105). Кроме этого для
настройки приборов используют, так, называемые стандартные образцы предприятий.
Измеритель напряженности магнитного поля МФ-107А предназначен для измерения
напряженности постоянного магнитного поля в свободном пространстве и на поверхности
контролируемых деталей.
– кнопка включения питания; 2 – индикатор включения питания; 3 – соединитель для
подключения преобразователя; 4 – аккумуляторная батарея; 5 – индикатор разряда
батареи; 6 – звуковой индикатор; 7 – дисплей; 8 – индикаторы режимов измерения
нормальной и тангенциальной составляющих вектора напряженности магнитного поля; 9 –
кнопка переключения режимов измерения; 10 – индикатор включения второго диапазона
измерения; 11 – кнопка переключения диапазонов измерения
34. Контрольные вопросы
1 – Опишите порядок приема поезда с ходу и какие дефекты возможно
определить сего помощью;
2 - Представьте последовательность этапов проведения капиллярного
метода при дефектоскопии сварных швов;
3- что такое «Домен» и каким свойствами он обладает?.
4 - Опишите порядок изменения ориентации доменов во внешнем магнитом поле
35. Классификация средств технической диагностики
По назначению СТД подразделяются на универсальные (общегоназначения) и специализированные.
Универсальные СТД предназначены для измерения параметров
технического
состояния
подвижного
состава
различного
конструктивного исполнения.
(Например, дефектоскоп УД2-12, который используется для
акустического
контроля
широкого
спектра
деталей
машиностроения).
Специализированные СТД создаются для диагностики конкретных
элементов машин, однотипных вагонов и локомотивов.
Дефектоскоп УДС1-22 — специализированный. Поскольку
он
используется только для измерения диаметров цельнокатаных
колес вагонов и бандажей локомотивов.
36.
• С точки зрения мобильности СТД подразделяются:
- на встроенные и внешние.
• Встроенные СТД компонуются в общей конструкции объекта
контроля (например, датчики нагрева буксовых подшипников
пассажирских вагонов) и применяются для непрерывного
контроля сборочных единиц, отказы которых угрожают
безопасности движения поездов или техническое состояние
которых может быть определено только при рабочих нагрузках
(параметры работающего дизеля, компрессора).
• Внешние СТД выполняют в виде стационарных, передвижных
установок, переносных приборов, подключаемых к вагону в
период контроля.
37. Автоматизация средств НК и Д
Различают основные направления автоматизации средств НК и Д:механизированные, полуавтоматические и автоматические.
В механизированных – автоматизирован процесс сканирования
преобразователем контролируемой поверхности изделия, а
подачу и рассортировку продукции выполняет обслуживающий
персонал.
В полуавтоматических - автоматизированы процесс загрузки,
сканирования и рассортировки продукции, однако команда на
механизмы рассортировки подается оператором после
получения информации от прибора.
В автоматизированных – все процессы загрузки, контроля и
рассортировки изделий выполняются автоматически без
участия оператора.
38. ОБНОВИТЬ Средства технической диагностики, используемых в вагонном хозяйстве
39.
Для контроля тележек вагонов в поездах используется устройство
поколесного взвешивания вагонов ТУ с применением тензометрических
преобразователей.
Для контроля исправности действия автотормозов в поездах
разработано несколько автоматизированных систем.
Наиболее распространенные из них:
- УЗОТ-Р — устройство зарядки и опробования тормозов;
- АСОТ — автоматизированная система опробования тормозов; УСОТ —
унифицированная система опробования тормозов.
При плановых видах ремонта автотормозов используются:
- система тормозного оборудования вагонов СИТОВ;
устройство контроля воздухораспределителей грузовых вагонов УКВР-2;
- устройство контроля авторежима УКАР-2М, УСОТ и АСОТ.
Для оценки исправности автосцепного устройства в поездах
- Система автоматического контроля механизма автосцепки - САКМА;
- для проверки поглощающих аппаратов в поездах — УППА.
40.
Для локомотивов - и вагоноремонтных предприятий используются:- диагностические комплексы «Прогноз-3» «Вектор-2000»;
- установка диагностики подшипников УДП, импульсная установка ИУ-57 для
выявления межвиткового замыкания обмоток,
- А-1840 ПКБ ЦТ для проверки якорей тяговых двигателей и др.
При изготовлении и плановых ремонтах используется широкий спектр
дефектоскопов:
- ультразвуковые дефектоскопы УД2-12 общего назначения;
- УДС1-22 — для контроля ободьев цельнокатаных колес вагонов и бандажей
локомотивов,
- УДС2-32, УД2-102 «Пеленг»,
- УД2-70 — для контроля осей и колес подвижного состава;
- магнитопорошковые дефектоскопы МД-12ПШ, МД-12ПЭ — для контроля шеек
осей колесных пар.
41. Методы контроля, применяемые при техническом диагностировании
Техническое диагностирование опасных производственных объектов, ккоторым относится и железнодорожный транспорт, следует начинать
всегда с визуально-измерительного контроля, который в соответствии
с (ГОСТ 18353-79. Контроль неразрушающий. Классификация видов и
методов) основан на получении первичной информации об объекте при
визуальном наблюдении человека или с помощью оптических
приборов. Визуальный контроль с применением оптических приборов с
увеличением в 10-30 раз называют визуально-оптическим.
• В настоящее время имеется три типа колесных пар,
предназначенных для эксплуатации под грузовыми вагонами: РУ1Ш957-Г, РВ2Ш-957-Г и РУ1-950-Г.
42. Средства технической диагностики
По назначению СТД подразделяются на универсальные (общегоназначения) и специализированные.
Универсальные СТД предназначены для измерения параметров
технического состояния подвижного состава различного
конструктивного исполнения. (например, электрического тока,
напряжения, индукции магнитного поля, спектрального анализа
вибрации и шума и т.д.).
(Например, дефектоскоп УД2-12, который используется для
акустического
контроля
широкого
спектра
деталей
машиностроения).
Специализированные СТД создаются для диагностики
конкретных элементов машин, однотипных вагонов и
локомотивов.
Дефектоскоп УДС1-22 — специализированный. Поскольку он
используется только для измерения диаметров цельнокатаных
колес вагонов и бандажей локомотивов.
43.
• С точки зрения мобильности СТД подразделяются навстроенные и внешние.
• Встроенные СТД компонуются в общей конструкции объекта
контроля (например, датчики нагрева буксовых подшипников
пассажирских вагонов) и применяются для непрерывного
контроля сборочных единиц, отказы которых угрожают
безопасности движения поездов или техническое состояние
которых может быть определено только при рабочих нагрузках
(параметры работающего дизеля, компрессора).
• Внешние СТД выполняют в виде стационарных, передвижных
установок, переносных приборов, подключаемых к вагону в
период контроля.
44. Структурная схема средств технического диагностирования
ОД - объект диагностирования, Д- датчики, усилитель, М- магнитограф, ВТвидиотерминал, АЦП – аналоговый цифровой преобразователь, ЭА –устройство для экспресс-анализа, БХИ – блок хранения
информации, ЭВМ – вычислительная машина, ЦПУ –
цифропечатающее устройство, ЗУ – задающее устройство, БС –
блок сравнения, ПД – блок постановки анализа
45. Методика проведения диагностирования объекта
На объект диагностирования (ОД) устанавливают датчики-преобразователи
(Д), которые определяют значения диагностических параметров. Сигналы
усиливаются в усилителе (У) и передаются для записи на ПК (М), на
видеотерминал (ВТ) для визуального контроля процесса получения
диагностической информации, а также на аналого-цифровой преобразователь
(АЦП) для переработки аналогового сигнала в цифровой код, удобный для
дальнейшей обработки и анализа. Информация с (АЦП) поступает на устройство
экспресс анализа (ЭА), в блок хранения информации (БХИ) и одновременно в
вычислительную машину (ЭВМ). Вычислительная машина производит
необходимый анализ диагностического сигнала, выделяя наиболее информативные
его части, и оценивает их количественно. Обработанные результаты с (ЭВМ)
передаются на цифропечатающее устройство (ЦПУ) для визуального контроля и
на логический блок сравнения БС, сопоставляющий по заданному критерию
диагностический сигнал с нормированным значением, которое хранит задающее
устройство (ЗУ). В результате сравнения формируется решение и передается в
блок постановки диагноза (ПД), информирующий обслуживающий персонал о
результатах диагностирования.
46. Автоматизация средств НК и Д
Различают основные направления автоматизации средств НК и Д:механизированные, полуавтоматические и автоматические.
В механизированных – автоматизирован процесс сканирования
преобразователем контролируемой поверхности изделия, а
подачу и рассортировку продукции выполняет обслуживающий
персонал.
В полуавтоматических - автоматизированы процесс загрузки,
сканирования и рассортировки продукции, однако команда на
механизмы рассортировки подается оператором после
получения информации от прибора.
В автоматизированных – все процессы загрузки, контроля и
рассортировки изделий выполняются автоматически без
участия оператора.
47. Классификация средств технической диагностики в вагонном хозяйстве
48.
Для контроля тележек вагонов в поездах используется устройство
поколесного взвешивания вагонов ТУ с применением тензометрических
преобразователей.
Для контроля исправности действия автотормозов в поездах
разработано несколько автоматизированных систем.
Наиболее распространенные из них:
- УЗОТ-Р — устройство зарядки и опробования тормозов;
- АСОТ — автоматизированная система опробования тормозов; УСОТ —
унифицированная система опробования тормозов.
При плановых видах ремонта автотормозов используются:
- система тормозного оборудования вагонов СИТОВ;
устройство контроля воздухораспределителей грузовых вагонов УКВР-2;
- устройство контроля авторежима УКАР-2М, УСОТ и АСОТ.
Для оценки исправности автосцепного устройства в поездах
- Система автоматического контроля механизма автосцепки - САКМА;
- для проверки поглощающих аппаратов в поездах — УППА.
49.
Для локомотивов - и вагоноремонтных предприятий используются:- диагностические комплексы «Прогноз-3» «Вектор-2000»;
- установка диагностики подшипников УДП, импульсная установка ИУ-57 для
выявления межвиткового замыкания обмоток,
- А-1840 ПКБ ЦТ для проверки якорей тяговых двигателей и др.
При изготовлении и плановых ремонтах используется широкий спектр
дефектоскопов:
- ультразвуковые дефектоскопы УД2-12 общего назначения;
- УДС1-22 — для контроля ободьев цельнокатаных колес вагонов и бандажей
локомотивов,
- УДС2-32, УД2-102 «Пеленг»,
- УД2-70 — для контроля осей и колес подвижного состава;
- магнитопорошковые дефектоскопы МД-12ПШ, МД-12ПЭ — для контроля шеек
осей колесных пар.
50. Методы контроля, применяемые при техническом диагностировании
• Визуально-измерительный контроль.Глаз человека —
основной прибор при контроле для обнаружения различных
поверхностных дефектов в сварных соединениях и в основном
металле, обнаружения отклонений формы и размеров, остаточных
деформаций, коррозионных повреждений и т.д. Визуальный контроль
с применением оптических приборов называют визуально-оптическим.
• Радиационный метод В основу применения радиационных
методов контроля положено свойство проникающих излучений
(рентгеновского, гамма-излучений и др.) проходить через
непрозрачные для видимого света тела. Сущность радиационной
дефектоскопии заключается в изменении интенсивности излучения
после прохождения его через изделие.
51.
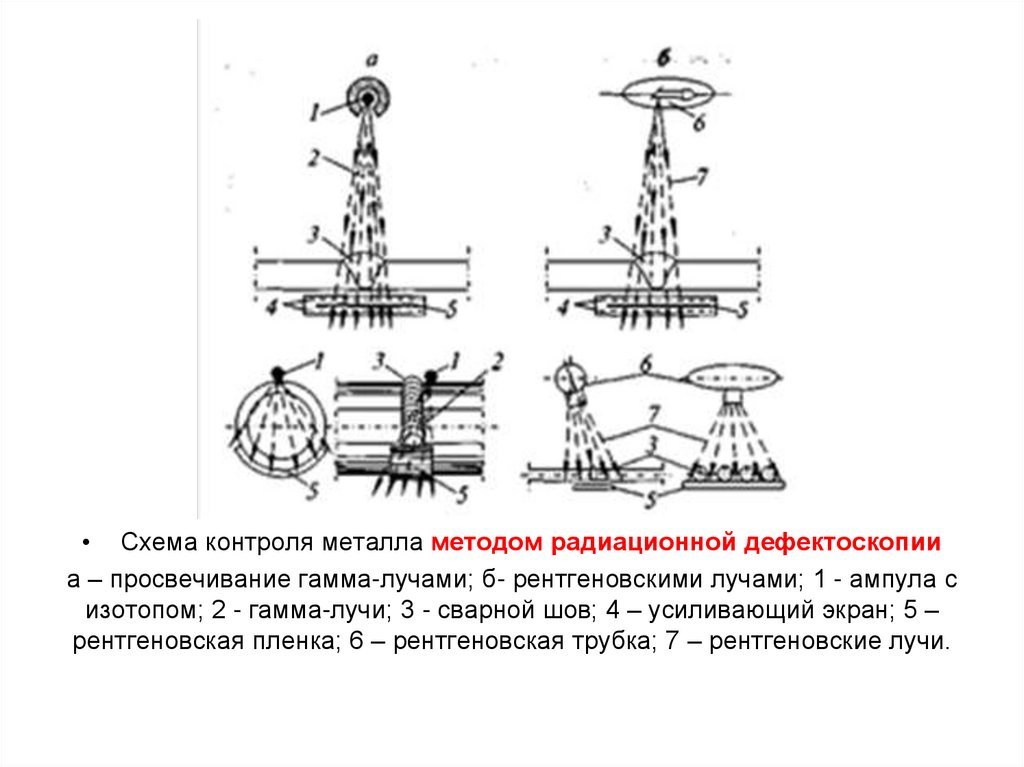
• Схема контроля металла методом радиационной дефектоскопииа – просвечивание гамма-лучами; б- рентгеновскими лучами; 1 - ампула с
изотопом; 2 - гамма-лучи; 3 - сварной шов; 4 – усиливающий экран; 5 –
рентгеновская пленка; 6 – рентгеновская трубка; 7 – рентгеновские лучи.
52. Акустические методы
Упругие колебания и акустические волны, особенно ультразвуковогодиапазона, широко применяются в технике. Мощные ультразвуковые
колебания используют для сварки, для локального разрушения хрупких
материалов, диспергирования, коагуляции и др. Для контроля применяют
колебания частотой от 50 Гц до 50 МГц.
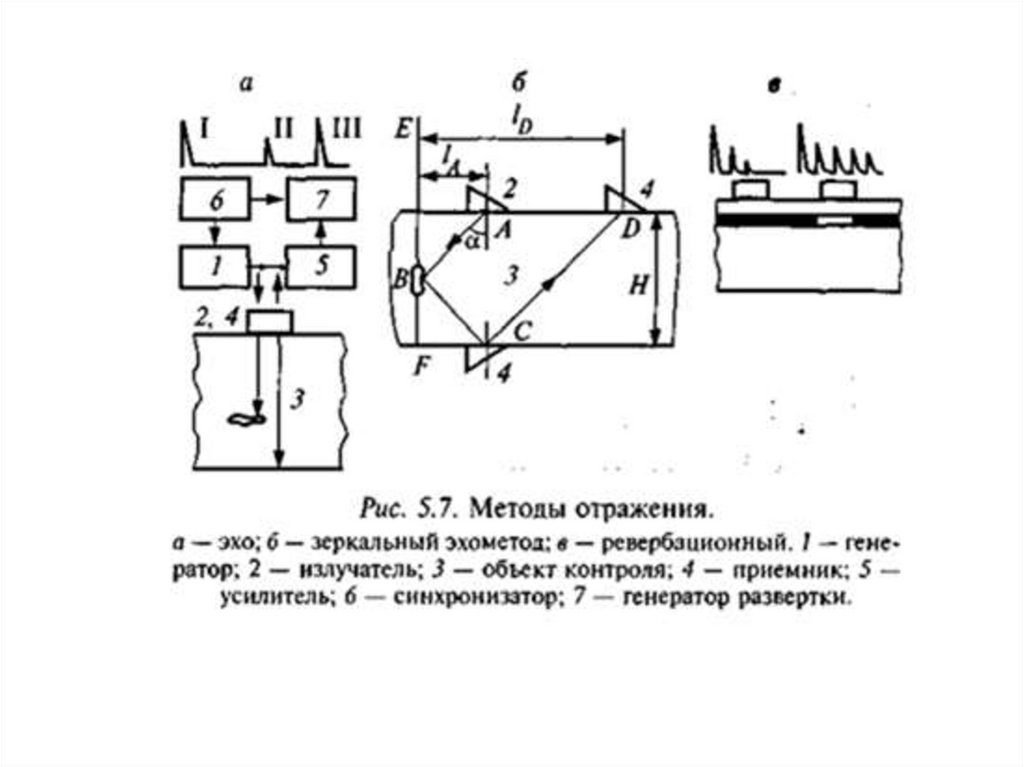
53.
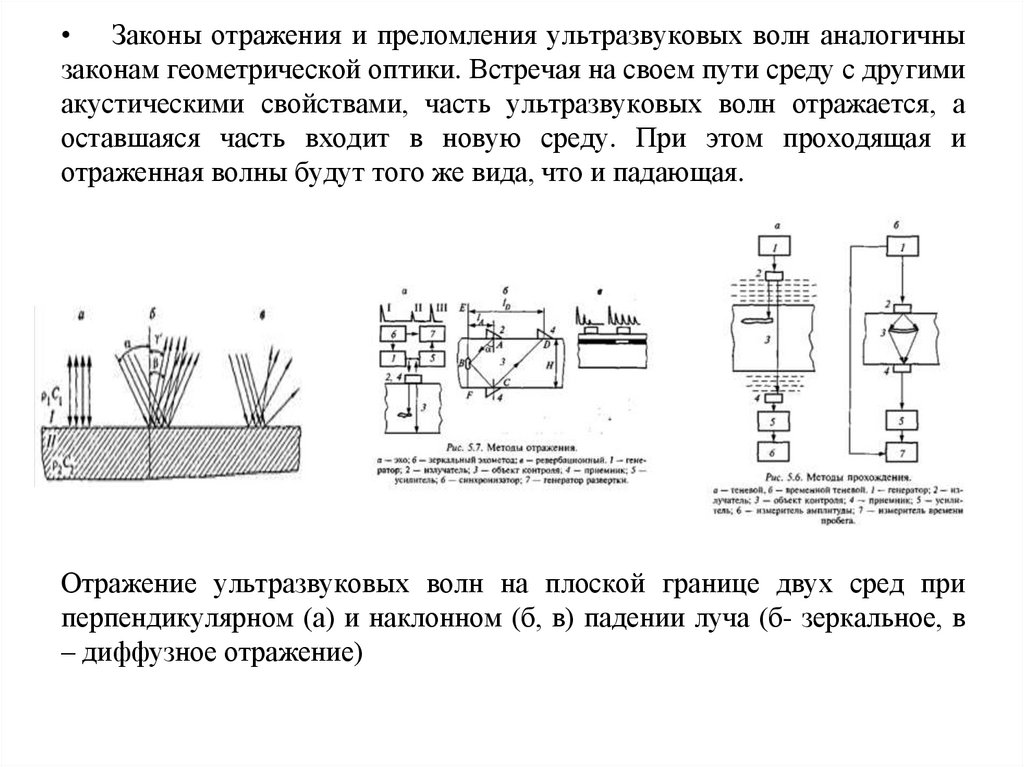
• Законы отражения и преломления ультразвуковых волн аналогичнызаконам геометрической оптики. Встречая на своем пути среду с другими
акустическими свойствами, часть ультразвуковых волн отражается, а
оставшаяся часть входит в новую среду. При этом проходящая и
отраженная волны будут того же вида, что и падающая.
Отражение ультразвуковых волн на плоской границе двух сред при
перпендикулярном (а) и наклонном (б, в) падении луча (б- зеркальное, в
– диффузное отражение)
54. Комбинированные методы
• В комбинированных методах применяют как отражение, так ипрохождение акустических волн. К этим методам относят:
• — зеркально-теневой — основан на измерении амплитуды донного
сигнала. По технике выполнения — это метод отражения, а по своей
сущности он близок к теневому, так как в процессе контроля измеряют
ослабление сигнала, дважды прошедшего изделие в зоне дефекта
эхотеневой — применяют и анализируют прошедшие и отраженные
волны;
а – зеркально-теневой; б – эхо-теневой;
1- генератор; 2 – излучатель; 3 – объект контроля; 4 – приемник; 5усилитель; 6 – синхронизатор; 7 – генератор развертки
55.
56. Капиллярные методы
Капиллярные методы предназначены для определения мест расположения
поверхностных дефектов с открытой полостью, их направления, протяженности, характера развития. Капиллярная дефектоскопия основана на капиллярном проникновении
индикаторных пенетрантов в полости поверхностных дефектов и регистрации
индикаторного следа от дефекта тем либо иным способом. Пенетрант — специальное
светоцветоконтрастное вещество.
а) Нанесение и проникновение пенетрата в несплошности; б) – удаление
излишков пенетрата; в – нанесение проявляющей жидкости и проявление
несплошностей при цветной дефектоскопии; г – проявление несплошностей
ультрафиолетовым облучением при люминесцентной дефектоскопии
57. Контрольные вопросы
1 - Перечислите достоинства и недостатки аналитическихматематических моделей.
2 - Перечислите основные причины возникновения дефектов в
металлических изделиях.
3 – Предложите оптимальные средства неразрушающего контроля при
выполнении следующих видов технологических операций:
- пайка;
- сварка;
- опрессовка.
4 Сформулируйте основные назначение:
- приборов технической диагностики;
- приборов неразрушающего контроля.