
























 mechanics
mechanics industry
industrySimilar presentations:










Принципы проектирования технологических процессов механической обработки
1.
ПРИНЦИПЫ ПРОЕКТИРОВАНИЯТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
МЕХАНИЧЕСКОЙ ОБРАБОТКИ
2. Основные направления в технологии машиностроения
• Проектирование ТП изготовления деталей имеет цельюустановить наиболее рациональный и экономичный способ
обработки.
При этом, обработка деталей на металлорежущих станках
должна обеспечить выполнение требований, предъявляемых к
точности и чистоте обрабатываемых поверхностей, взаимному
расположению осей и поверхностей, правильности контуров и
форм и т.д.
Таким образом, спроектированный ТП механической
обработки деталей должен при его осуществлении обеспечить
выполнение требований, обусловливающих нормальную работу
собранной машины.
• При проектировании ТП изготовления деталей необходимо
учитывать основные направления в современной технологии
машиностроения, которые сводятся к следующему:
2
3. 1.Стремление к максимальному сокращению обработки металла резанием
• Это обеспечивается путем придания заготовкамдеталей наибольшей точности и приближения их по
форме, размерам и качеству поверхностей к готовым
деталям.
При точных заготовках не только экономится
металл вследствие уменьшения припусков, но и
значительно уменьшается трудоемкость обработки,
сокращается потребность в металлорежущих станках
и инструментах, снижается себестоимость всего
процесса изготовления деталей и машин.
3
4. 2. Интенсификация технологического процесса и повышение производительности труда
Это достигается :
- путем применения для механической обработки
высокопроизводительного автоматизированного оборудования и
агрегатных станков, работа которых основана на принципе
высокой концентрации операций;
- путем применения твердосплавного и металлокерамического
инструмента, приспособлений с быстродействующими
зажимными устройствами;
- путем повышения режимов обработки, максимального
сокращения вспомогательного времени за счет механизации и
автоматизации процессов загрузки деталей в станок и разгрузки
их со станка;
- посредством применения новых, более совершенных методов
обработки;
- наиболее широким использованием станков с программным
управлением.
4
5. 3. Развитие так называемой упрочняющей технологии
Повышение прочностных и эксплуатационныхсвойств деталей путем упрочнения поверхностного
слоя механическими (например, дробеструйной
обработкой) или термохимическими (например,
азотированием) средствами.
5
6. 4. Применение для выполнения технологических процессов станков все большей мощности
Это вызывается:- увеличением габаритов обрабатываемых деталей,
- концентрацией значительного количества операций,
осуществляемых одновременно большим количеством
инструментов,
- высокими режимами обработки,
- механизацией и автоматизацией различных вспомогательных
работ.
6
7. 5. Выдвижение при проектировании на первый план оптимального технологического процесса
Это позволяет,- с одной стороны, оптимизировать процесс
обработки,
- а с другой стороны, компоновать из стандартных
узлов специальные высокопроизводительные станки.
7
8. 6. Широкое применение поточного метода
Современная технология машиностроенияхарактеризуется широким применением поточного
метода не только в массовом производстве, где он
применяется с давних пор, но и в крупносерийном и
серийном производстве.
8
9. 7. Внедрение разнообразных методов автоматизации технологических процессов
Все большее внедрение разнообразных методовавтоматизации технологических процессов
холодной и горячей обработки деталей и сборки
изделий - автоматические линии;
комплексная автоматизация всех процессов
производства изделий с полным законченным циклом
- автоматические цехи, заводы.
9
10.
При внедрении новых исовершенствовании известных
технологических процессов большое
значение имеет выбор рациональных
методов их проектирования.
10
11.
Методиндивидуальных разработок
11
12.
• Сейчас в проектировании технологических процессовмеханической обработки обычно применяется метод
индивидуальных разработок для каждой детали в
отдельности.
• Метод индивидуальных разработок заключается в
разработке индивидуального технологического процесса
на каждое изделие или деталь практически "с нуля".
• При этом технолог руководствуется рекомендациями,
выработанными на производстве
12
13. Рекомендации по разработке технологических процессов механической обработки
• 1. При возможности организовывать поточноепроизводство.
• 2. В зависимости от серийности, характера и культуры
производства могут быть различные степени разработки
технологического процесса.
• 3. Применение на одной операции более трех
универсальных станков, как правило, нецелесообразно.
• 4. Желательно применение стандартных или
универсальных приспособлений. При необходимости
проектирования специального приспособления
целесообразно предусмотреть его универсальность.
• 5. Отделочные операции по возможности назначаются в
конце технологического процесса.
Последовательность операций производить с учетом
необходимых для обеспечения точности выбора баз.
13
14.
• 6. Совмещение черновых и чистовых проходов прибольших габаритах или высокой точности
нецелесообразно.
• 7. Целесообразно вначале назначать обработку
поверхностей, слабо изменяющих жесткость детали.
• 8. Контрольные операции целесообразно назначать
перед трудоемкими операциями, после обработки с
большой вероятностью брака, перед передачей в
другие подразделения.
• 9. Термообработку желательно назначать с учетом
возможных деформаций и ухудшения
обрабатываемости деталей.
• 10. Концентрация, укрупнение или дифференциация
операций решается в зависимости от характера
производства.
14
15. Дифференциация операций
-Преимущества:
Дешевое оборудование
Меньшая квалификация рабочих
Менее сложная перестройка
Меньшая вероятность простоя
-
Недостатки:
Увеличение количества оборудования
Увеличение производственных площадей
Большое количество рабочих
Высокая себестоимость
15
16. Укрупнение операций
Преимущества:-
Меньше оборудования
Меньше производственных площадей
Меньше рабочих
-
Недостатки:
Высокая квалификация рабочих
Низкая производительность
Высокая себестоимость
16
17. Концентрация операций
-Преимущества:
Высокая производительность
Сокращение площадей
Сокращение количества оборудования
Ниже себестоимость
Выше точность
-
Недостатки:
Сложность и высокая стоимость оборудования
Увеличение времени наладки
Длительное освоение
Увеличение вероятности простоя
17
18. Области применения
Укрупнение операций – характерно для единичногопроизводства
Дифференциация операций – характерна для
серийного производства
Концентрация операций – характерна для массового
производства
Примечание:
При применении многоцелевых станков (ОЦ) в
условиях серийного производства реализуется
принцип укрупнения операций
18
19.
Однако в условиях большой номенклатуры изделий и всевозрастающих требований к дальнейшему увеличению объема
производства изделий метод индивидуальных разработок себя
не оправдывает.
Его отрицательной стороной являются большие затраты
времени и средств на разработку технологии и отыскание ее
оптимального варианта, что тормозит совершенствование
существующих и внедрение новых технологических процессов.
В условиях многономенклатурного производства оптимизация
изготовления детали каждого наименования приводит к
увеличению количества типов оборудования производственных
систем, технологической оснастки, недозагрузке оборудования,
увеличению трудоемкости наладочных работ и проектирования
технологических процессов.
19
20.
Характерные особенности современногопроизводства (значительный удельный вес
мелкосерийного производства - 70 ...80 % ,
частая смена номенклатуры изделий), а
также задачи улучшения экономических
показателей (снижение себестоимости,
повышение производительности труда) и
сокращения сроков подготовки производства
вызвали необходимость постановки и
решения важной технологической проблемы,
заключающейся в разработке и внедрении
новых принципов проектирования
технологических процессов.
20
21.
Типизациятехнологических процессов
21
22.
• Одним из методов повышения эффективностимногономенклатурного производства является
типизация технологических процессов и их
элементов.
• Под типизацией технологических процессов
понимается классификация деталей,
технологических процессов и их элементов и
комплексное решение всех задач, связанных с
проектированием и изготовлением каждой
классификационной группы.
22
23.
Основу типизации технологических процессов
составляет
- классификация типовых деталей
- и подробная разработка типового
технологического процесса.
Классификация:
Классы:
валы.
Подклассы: ступенчатые.
Типы:
определенные размеры и требования.
• Типовой технологический процесс - технологический
процесс, характеризуемый единством содержания и
последовательности большинства технологических
операций и переходов для группы изделий с общими
конструктивными признаками.
23
24.
Методгрупповых технологических процессов
24
25.
Развитием идей типизации применительно к серийному
производству является метод группового изготовления,
подробно разработанный проф. С.П. Митрофановым.
• Метод служит основой проектирования
технологических процессов определенной
группы деталей при их совместном изготовлении
в рамках одной производственной системы с
общим или частично изменяемым
технологическим оснащением.
25
26. Признаки деталей в группе
Признаками, по которым объединяются детали вгруппы, являются: их габариты, материалы,
требуемые точность и шероховатость обработки,
геометрическая форма, общность подлежащих
обработке поверхностей, вид заготовки, серийность
выпуска.
По совокупности этих характеристик подбираются
оборудование, оснастка, инструментальная наладка
и формируется технологический процесс.
26
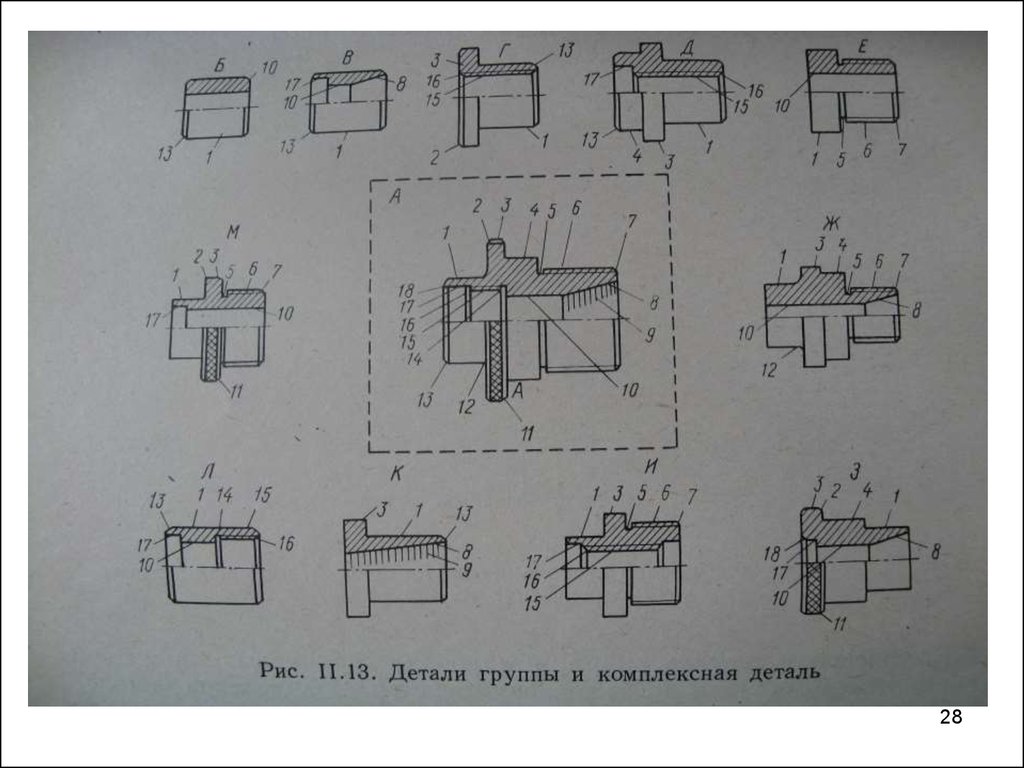
27.
Схему групповой наладки оборудования, так же как ипроектирование структуры, содержания и плана
операции, разрабатывают для наиболее сложной
детали из группы, включающей в себя все
поверхности, встречающиеся у остальных
деталей.
Такая усложненная деталь, которая может быть как
реальной, так и искусственно спроектированной,
называется комплексной.
При этом в технологическом процессе содержатся все
требуемые групповые операции, но каждое изделие
может проходить только через те операции, которые
необходимы для него.
27
28.
2829.
• Групповой технологический процессразрабатывается на группу технологически
подобных деталей.
• За основу берется комплексная деталь, на которую
разрабатывается технологический процесс,
документация, инструмент, приспособления.
• Групповая технология требует разработки
инструментов, приспособлений более
универсальных, но в то же время механизированных,
но обеспечивает лучшие условия по их
использованию, использованию оборудования,
сокращению периода освоения, уменьшению
технологической документации.
29
30.
Методмодульно-групповой технологии
30
31.
• Группирование изделий широко используется при создании иэксплуатации ГПС различного назначения. Так на основе
группирования деталей создается организационнотехническая и производственно-технологическая структура
ГПС.
• Однако группирование в ГПС имеет существенные особенности
по сравнению с традиционными производствами.
При этом широкие технологические возможности и гибкость
такой производственной системы приводят к тому, что
унификация на уровне технологического маршрута и
операций не имеет решающего значения; она
целесообразна в первую очередь на уровне
инструментальных переходов.
• Так для ГПС характерен метод модульно-групповой
технологии.
31
32.
• Модульно-групповая технология - это дальнейшееразвитие групповой технологии применительно к
специфическим условиям ГПС.
• Метод модульной технологии основан на
представлении технологических процессов
изготовления деталей в виде совокупности
унифицированных технологических решений,
каждое из которых дает возможность получить
определенный конструктивный элемент.
• Метод модульной технологии позволяет решить
задачу синтеза технологического процесса из
заранее сформированного набора унифицированных
конструкторско-технологических решений.
32
33.
Для каждого конструкторско-технологическогорешения создается специальное программноматематическое обеспечение - "программный
технологический модуль" (ПТМ).
При помощи программного технологического модуля
на основе логического алгоритма переключения или
математической оптимизационной модели в
зависимости от конструктивных параметров и
требований решается задача выбора плана
отработки конструкторско-технологического решения
и осуществляется формирование управляющей
программы для станка с ЧПУ.
33
34.
• Унифицированные инструментальные переходы,имеющие алгоритмическое и программное
обеспечение, могут быть объединены в библиотеку
программных модулей и в дальнейшем в
интегрированной системе конструкторскотехнологической подготовки использоваться как на
уровне отработки изделия на технологичность, так и
для проектирования технологических процессов и
подготовки управляющих программ.
• Библиотека программно-технологических модулей
используется при структурном синтезе операций.
• При создании библиотеки ПТМ целесообразно в
первую очередь формировать их на уровне
инструментального перехода, что эквивалентно
разделению управляющих программ на отдельные
подпрограммы или циклы обработки.
34
35.
Модульная технология, в которой имеется теснаявзаимосвязь конструкторских и технологических
решений, является основой для объединения
конструкторской и технологической САПР в единую
сквозную САПР.
35
36. Московский государственный технический университет им. Н.Э. Баумана Кафедра «Компьютерные системы автоматизации производства»
Арбузов Евгений Васильевичкандидат технических наук, доцент
E-mail: eva@rk9.bmstu.ru
eva_412.mail.ru
36