




















 industry
industrySimilar presentations:










Авт_загрузки
1. Загрузочные устройства автоматизированных систем
Загрузочные устройства - это группа целевых механизмов,включающая
в
себя
бункерные
и
магазинные
межоперационные
накопители,
лотковые
системы,
подъемники, транспортеры-распределители, механизмы
приема и выдачи изделий, отводящие транспортеры,
автооператоры.
Задачи автоматизации загрузки
Классификация заготовок
Бункерные и магазинные межоперационные
накопители
Лотковые системы
Автооператоры
Классификация деталей для БЗУ и бункерных
ориентирующих устройств
2. Задачи автоматизации загрузки
Загрузказаготовок
на
станки,
прессы,
сборочные и другие машины — часть операции
обработки и сборки деталей.
До
использования
высокопроизводительных
инструментов:
машинное время Тм = 120 с;
вспомогательное время Твс = 120 с;
оперативное время Топ = 120 + 120 = 240 с.
После внедрения твердосплавного инструмента:
машинное время Тм = 30 с - уменьшилось на 400 %
оперативное время Топ = 30 + 120 = 150 с, т. е.
уменьшилось на 240*100/150 = 160 %.
3. Классификация заготовок
Заготовки в машиностроении бывают четырехвидов:
бунтовые (проволока или лента, свернутые в бунткатушку);
прутковые (прутки, полосы);
штучные (литье, штампованные, полуфабрикат,
поступающий на дальнейшую обработку после
отрезки от прутка и др.);
порошковые (пресс-порошки, гранулы и др.) для
получения пластмассовых, металлокерамических и
керамических деталей.
4. Питание станков прутковым и ленточным материалом
Прутки, ленты, листы длиной 1 ...3 мзагружают на станки и прессы. Пруток
загружают через шпиндель на станок. Закрепляют
его чаще всего в цанговом патроне, находящемся в
рабочей зоне. Механизм подачи располагают с
противоположной стороны от патрона, чтобы не
мешать рабочим органам производить обработку.
Пруток подают в рабочую зону тогда, когда патрон
разжат. Подачу обеспечивают различными
способами: собственным весом; грузом, тянущим
трос и поводок, закрепленным на конце прутка;
вращающимися роликами за счет сил трения,
возникающих между роликами и прутком.
5. Приспособление для питание станков бунтовым материалом
Принцип работыа — приспособление для загрузки; б — шариковый механизм захвата
материала; А — приспособление; Б — правильное устройство; В —
устройство для подачи проволоки; Г — приспособление; Д — автомат; 1 —
основание; 2 — вращающийся стол; 3 — бунт проволоки; 4 — крепежный
фланец; 5 — регулировочные винты; 6 — регулируемые ролики; 7 —
нерегулируемые ролики; 8 — плита; 9 — салазки; 10 — державка; 11 —
твердосплавный сухарь; 12 — резец; 13 — качающаяся державка; 14 —
ось; 15 — пружина; 16 — втулка с внутренней конической поверхностью;
17 — шарики; 18 — крышка; 19 — проволока.
6. Питание станков штучными заготовками
Магазинные и бункерные загрузочные устройства для штучных заготовокприменяют в условиях поточного производства для деталей типа тел
вращения. Межоперационные магазины-накопители делятся на напольные
и подвесные. Подвесные накопители применяют в основном для корпусных
деталей и для деталей сложной конфигурации.
Первое, наиболее распространенное требование для деталей,
поступающих на автоматы АЛ, - их ориентация. Детали, в основном в
форме тел вращения, поступают, хранятся и выдаются в ориентированном
состоянии.
1-сбрасыватель,
2 - деталь
Приспособление для загрузки и
разгрузки деталей
Зубчатый диск для ориентации
движущихся деталей
7. Магазинные загрузочные устройства
Магазинные загрузочные устройства представляют собойемкости с ориентированными деталями, расположенные в один
или несколько рядов. Особенность МЗУ - отсутствие захватных и
ориентирующих устройств и ручная ориентация заготовок. МЗУ
отличаются
друг
от
друга
расположением,
характером
перемещения заготовок и способом их выдачи. В МЗУ загружают
заготовки сложной формы, когда их ориентация без участия
рабочего затруднена или при автоматической ориентации их
поверхности могут повреждаться, а также, когда нужно подать на
сборку много разных деталей и размещение более габаритных
автоматических бункерных загрузочных устройств (БЗУ) не
позволяют размеры сборочного автомата.
Магазинные загрузочные устройства в зависимости от способа
транспортирования разбивают на два класса:
самотечные. Перемещение под действием собственного веса
(магазины с углом к горизонтали не менее 45°);
принудительные.
(магазины-транспортеры). Перемещение
принудительно толкателем (магазины — горизонтальные или
наклонные с углом наклона к горизонтали до 15°).
8. Схема магазинного загрузочного устройства
Принцип работы1 — магазин; 2 — заготовки; 3 — отсекатель; 4 — привод
отсекателя; 5 — питатель; 6 — шток; 7— цилиндр; 8—
поршень; 9— пружина; 10 — подпружинная планка; 11 —
рабочая зона; 12 — приспособление; 13 — выталкиватель
9. Бункерные загрузочные устройства
Бункерные загрузочные устройства (БЗУ) состоят измагазинного загрузочного приспособления с добавлением
емкости-бункера, куда загружают не ориентированные
заготовки, и автомата питания — механизма для ориентации и
захвата заготовок. В отличие от МЗП, где каждую заготовку
ориентируют в пространстве и загружают в магазин вручную, в
БЗУ рабочий не касается каждой заготовки, а высыпает их из
тары в бункер, т. е. таким образом БЗУ автоматизирует
загрузку.
Схема транспортных устройств для
перемещения деталей между бункерами и
станками
1 – бункеры, 2 – станки, 3 транспортер
1 – предбункер,
2 – детали, 3 бункер
Предбункер и бункер загрузочного
бункерного устройства
10. Бункерное загрузочное устройство с крючковым автоматом
1 — бункер; 2— крючок; 3 —
приемник; 4 —
вращающийся
диск; 5 —
трубка; 6 —
корпус
Принцип работы
11. Конструкция шиберного БЗУ
1 — планка; 2— шибер; 3 —
кривошип; 4 —
щелевой
лоток; 5 —
планка; 6 —
звездочка; 7 —
щит; 8 —
шатун; 9, 10 —
шкив; 11 —
бункер
Принцип работы
12. Вибрационные бункерные загрузочные устройства
Наиболее распространенными являются вибрационныеБЗУ. Принцип действия вибробункера основан на способности
деталей поступательно перемещаться в процессе их вибрации.
Детали поступают в ВБЗУ в виде неориентированной массы
(навалом). После активной и пассивной (смешенной) ориентации
они с помощью ПР и встроенных механизмов загрузки
устанавливаются на рабочие позиции.
В дальнейшем с помощью транспортно-ориентирующих
устройств необходимо сохранить ориентацию деталей на
последующих
рабочих
позициях.
Активную
ориентацию
осуществляют применением специальных порогов, прорезей, окон
со смещением центра тяжести, струи сжатого воздуха, магнитного
поля и других устройств.
В качестве активно ориентирующих устройств используют
схваты ПР и манипуляторов, которые извлекают детали из массы
в определенном положении, т.е. строго ориентированно.
13.
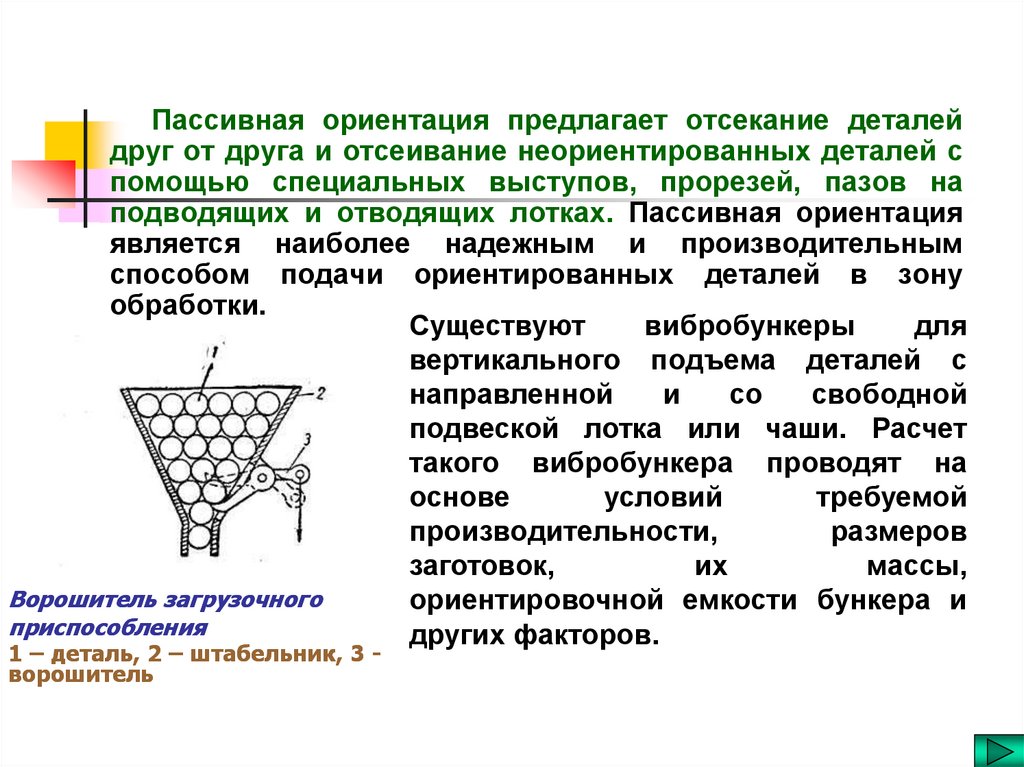
Пассивная ориентация предлагает отсекание деталейдруг от друга и отсеивание неориентированных деталей с
помощью специальных выступов, прорезей, пазов на
подводящих и отводящих лотках. Пассивная ориентация
является наиболее надежным и производительным
способом подачи ориентированных деталей в зону
обработки.
Существуют
вибробункеры
для
вертикального подъема деталей с
направленной
и
со
свободной
подвеской лотка или чаши. Расчет
такого вибробункера проводят на
основе
условий
требуемой
производительности,
размеров
заготовок,
их
массы,
Ворошитель загрузочного
ориентировочной емкости бункера и
приспособления
других факторов.
1 – деталь, 2 – штабельник, 3 ворошитель
14. Вибробункеры
Принцип работыа — общий вид; б —
схема действия; в ... е
— ориентирующие
устройства; 1 —
вибратор; 2 — чаша
(бункер); 3 —
ориентирующее
устройство; 4 —
винтовой лоток; 5 —
рессоры; 6 — деталь;
7 — косой отсекатель;
8, 9, 12 — отсекатели;
10 — лоток; 11 —
удерживатель.
15. Лотковые системы
БЗУ функционально и конструктивно связаны с лотковыми системами.Лотковые системы делятся на: прямые простые, роликовые, спиральные
простые,
спиральные
роликовые,
спирально-овальные,
змейковые,
зигзагообразные, дугообразные, каскадные и др. Составной частью загрузочных
устройств, в том числе и лотковых систем, являются отсекатели и питатели.
Детали перемещаются по лоткам как самотеком, так и принудительно, под
действием вибрации. Последний способ является более производительным,
хотя и требует дополнительных устройств и, следовательно, затрат. Расчет
скорости и времени перемещения необходимо связать с надежностью
загрузочных устройств, так же как и с производительностью и надежностью всей
автоматизированной системы.
Лотки для
транспортировки
деталей: а —
коробчатый; б —
стержневой
1-деталь,
2 – лоток
Делитель одного
потока деталей на
два
Накопитель
деталей (лоток)
1-накопитель, 2 –
бункер, 3- станок
16. Автооператоры
Автооператоры - это специальные целевые загрузочные устройства,которые
состоят
из
питателя,
отсекателя,
заталкивателя,
выталкивателя (съемника), отводящего устройства. Эти устройства
являются специальными, т.е. применяются для обслуживания одной или ряда
подобных операций. Автооператоры выполняют возвратно-поступательное,
колебательное перемещение деталей в зону обработки. При этом время
работы автооператора строго синхронизировано с работой обслуживаемого
оборудования. Автооператоры могут иметь механические, магнитные,
вакуумные захватные устройства. Производительность автооператора
определяется производительность оборудования, которое обслуживается
этим автооператором. Надежность автооператоров определяется условиями
их изготовления и эксплуатации.
Подпружиненный захват
автооператора
Отсекатель для отделения
деталей, поступающих из
накопителя в автооператор
17. Приспособление для питание станков бунтовым материалом
Проволоку, свернутую в бунт, вручную или с помощью подъемно-транспортных устройств загружаютна приспособление А. Конец проволоки пропускают через правильное устройство Б, устройство
для подачи проволоки В, приспособление Г и вводят в рабочую зону автомата Д. Правильные
ролики регулируют с помощью винтов для ввода между ними проволоки разных диаметров.
Иногда (например, на автоматах для навивки пружин) устанавливают два правильных устройства
во взаимно-перпендикулярных плоскостях для лучшего выпрямления проволоки.
Устройство для подачи проволоки В с помощью кривошипного, кулисного или кулачкового механизмов
совершает возвратно-поступательное движение. Движение к рабочей зоне производится в то
время, когда приспособление Г разжато и проволока беспрепятственно проходит в рабочую зону.
Затем приспособление Г сжимает проволоку и устройство для подачи проволоки В движется в
исходное положение. В это время деталь отрезается от бунта, чтобы при дальнейшем разжатии
приспособления проволока вновь подавалась в рабочую зону.
На рис. б показана схема шарикового механизма захвата материала. Три шарика 17 находятся в
конической втулке 16. При перемещении каретки вперед шарики, заклиниваясь между проволокой
19 и коническим отверстием корпуса, перемещают материал на величину хода каретки. При
движении каретки назад шарики расклиниваются и скользят по проволоке. Зажим проволоки
осуществляется в цанговом или клещевом патроне. Синхронность работы устройства подачи
проволоки и патрона обеспечивается системой управления, выполняемой чаще всего в виде
распределительного вала с кулачками.
18. Схема магазинного загрузочного устройства
Магазин 1 — емкость определенной формы. В него загружают ориентированныезаготовки в один ряд. Магазин располагают вертикально, горизонтально или
наклонно. Заготовки 2 перемещаются по магазину от зоны загрузки до выхода.
Механизм поштучной выдачи заготовок — отсекатель 3 с приводом отсекателя 4 —
расположены около магазина. Питатель 5 непосредственно передает заготовку от
магазина в рабочую зону. Привод питателя может быть механическим,
пневматическим и гидравлическим. В последних случаях он состоит из штока 6,
цилиндра 7, поршня 8 и пружины 9. Подпружиненная планка 10 удерживает заготовку
в гнезде питателя.
Питатель подает заготовку в рабочую зону 11, где она устанавливается и закрепляется в
приспособлении 12 на станке, затем питатель 5 начинает движение в обратном
направлении (к магазину 1). Подпружиненная планка 10 отгибается, чтобы не
сдвинуть заготовку в приспособлении 12 и не сломаться самой. Возврат планки 10 в
исходное положение осуществляется пружиной 9. После раскрепления детали
кулачками или другими зажимными элементами приспособления, чаще всего под
действием пружины, выталкиватель 13 (сбрасыватель) удаляет готовую деталь из
приспособления 12.
19. Бункерное загрузочное устройство с крючковым автоматом
Механизм ориентации и захвата, выполненный в виде вращающегося диска скрючками по периферии, предназначен для втулок, трубок и колпачков, у
которых высота больше диаметра. Засыпанные в бункер 1 заготовки,
скатываясь по наклонному дну в корпус 6, встречают на своем пути крючки
2, установленные на вращающемся диске 4. Захваченные крючками
заготовки передаются в приемник 3, а затем попадают в магазин-трубку 5.
Если трубка 5 заполнена до отказа или заготовка заняла на крючке
неправильное положение и не может попасть в приемник 3, то вращение
диска 4 автоматически прекращается с помощью муфты предельного
момента.
20. Конструкция шиберного БЗУ
Детали (винты) извлекаются шибером 2, который приводится в возвратнопоступательное движение с помощью шкива 10, кривошипа 3 и шатуна 8. Приподнятии шибера детали соскальзывают по скошенному ребру на щелевой лоток 4, на
котором они зависают головками. Планка 1 и щит 7 препятствуют выпадению детали
из лотка. Детали, попавшие на лоток 4, скользят по нему вниз и подаются в рабочую
зону станка. Для удаления деталей, которые могут находиться на лотке в
неправильном положении, служит звездочка 6, вращающаяся в направлении стрелки
от шкива 9. Звездочка расположена на таком расстоянии от лотка 4, что детали,
зависшие на головках, проходят под ней свободно, а детали, занимающие какое-либо
неправильное положение, сбрасываются ее зубьями обратно в бункер 11.
Для предотвращения выпадения ориентированных деталей из лотка после выхода их из
бункера служит планка 5, прикрывающая лоток 4 сверху.
21. Вибробункеры
В чашу (бункер) 2 с коническим дном подают заготовки в навал. По винтовому лотку 4, закрепленномуна чаше 2, заготовки движутся снизу вверх. Вибрации передаются лотку вибратором 1,
расположенным в корпусе. Вибрации лотка разъединяют сцепившиеся заготовки. Схема действия
вибробункера представлена на рис. б. На лотке 4 с углом подъема находится заготовка 6. Под
действием электромагнита и упругих рессор 5, расположенных под углом к вертикали, лоток с
заготовкой получает сложные колебания: вертикальные и круговые. При втягивании
электромагнита рессоры сгибаются, занимая вертикальное положение ( = 0). При этом лоток 2 с
деталью 6 получает импульс движения со скоростью V, направленный под углом - . При
возврате электромагнита в исходное положение движение лотка прекращается и под действием
рессор лоток начинает быстрое обратное движение. Заготовки при этом продолжают по инерции
движение вперед и за счет вертикального импульса отрываются от лотка. Заготовка опускается на
лоток дальше своего первоначального положения.
Для подачи заготовок, ориентированных определенным образом, лоток и чаша имеют различные
ориентирующие устройства 3 (рис. а), располагаемые ближе к выходу заготовок. Ориентирующие
устройства конструируют с таким расчетом, чтобы заготовки, находящиеся на лотке в требуемом
положении, продвигались дальше, а находящиеся в других положениях сбрасывались на дно в
общую массу заготовок.
22. Вибробункеры
Например, для подачи деталей типа винтов головкой вниз можно применить ориентирующееустройство, представленное на рис. в. Косой отсекатель 7 отстоит от лотка на величину,
несколько большую толщины головки, чтобы заготовки, движущиеся головкой вниз, проходили
под отсекателем и удерживались на лотке. Заготовки, движущиеся головкой вверх, косым
отсекателем 7 сбрасываются. Если нужно получать из бункера заготовку с головкой,
расположенной вверх, то используют отсекатель 8, изображенный на рис. г. Отсекатель
размещается напротив узкой стороны лотка и детали, движущиеся головкой вниз, сбрасываются с
лотка, так как их центр тяжести располагается вне лотка. В паз отсекателя входит головка,
повернутая вверх, поэтому такие заготовки подаются в рабочую зону станка или в магазин.
На рис. d ориентирующие устройства для коротких валиков с цапфой на конце. Если нужно подавать
валики вертикально цапфой кверху, то ориентирующее устройство будет состоять из двух
отсекателей. Детали, лежащие на лотке, пройдя под отсекателем 9, попадут под второй
отсекатель, состоящий из неширокого лотка 10 и удерживателя 11. Детали, расположенные
цапфой вверх, удержатся на лотке козырьком 11 и подадутся в рабочую зону станка. Если цапфа
должна быть внизу (рис. е), то у отсекателя 12 лоток выполняют наклонным с пазом, несколько
большим по высоте и ширине, чем высота и диаметр цапфы.