 industry
industrySimilar presentations:







Struktura geometryczno-ruchowa oraz układy kinematyczne w obrabiarkach skrawających
1.
POLITECHNIKA OPOLSKAKATEDRA TECHNOLOGII MASZYN
I AUTOMATYZACJI PRODUKCJI
Struktury mechatroniczne maszyn
wytwórczych
część 6
Struktura geometryczno-ruchowa
oraz układy kinematyczne w
obrabiarkach skrawających
Autor: dr hab. inż. M. BARTOSZUK
2.
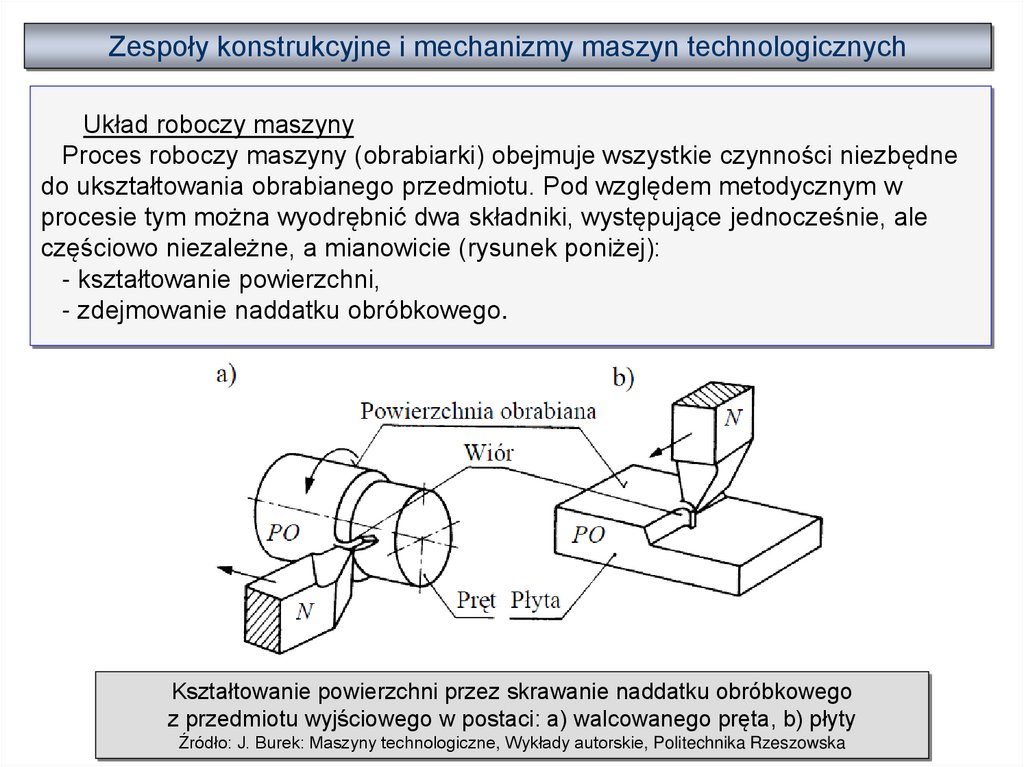
Zespoły konstrukcyjne i mechanizmy maszyn technologicznychUkład roboczy maszyny
Proces roboczy maszyny (obrabiarki) obejmuje wszystkie czynności niezbędne
do ukształtowania obrabianego przedmiotu. Pod względem metodycznym w
procesie tym można wyodrębnić dwa składniki, występujące jednocześnie, ale
częściowo niezależne, a mianowicie (rysunek poniżej):
- kształtowanie powierzchni,
- zdejmowanie naddatku obróbkowego.
Kształtowanie powierzchni przez skrawanie naddatku obróbkowego
z przedmiotu wyjściowego w postaci: a) walcowanego pręta, b) płyty
Źródło: J. Burek: Maszyny technologiczne, Wykłady autorskie, Politechnika Rzeszowska
3.
Kształtowanie powierzchni jest zasadniczym celem procesu roboczego istanowi jego jakościową stronę, która decyduje o prawidłowości kształtu i
wymiarach obrabianego przedmiotu.
Zdejmowanie naddatku obróbkowego np. przez skrawanie polega na
usuwaniu z przedmiotu wyjściowego (surówki lub półwyrobu) materiału w postaci
wiórów i stanowi ilościową stronę procesu roboczego, gdyż decyduje o jego
wydajności.
Z przeznaczenia obrabiarki wynika, że główną rolę w procesie roboczym
odgrywają przedmiot obrabiany PO oraz narzędzie N, które stanowią tzw. parę
roboczą (technologiczną).
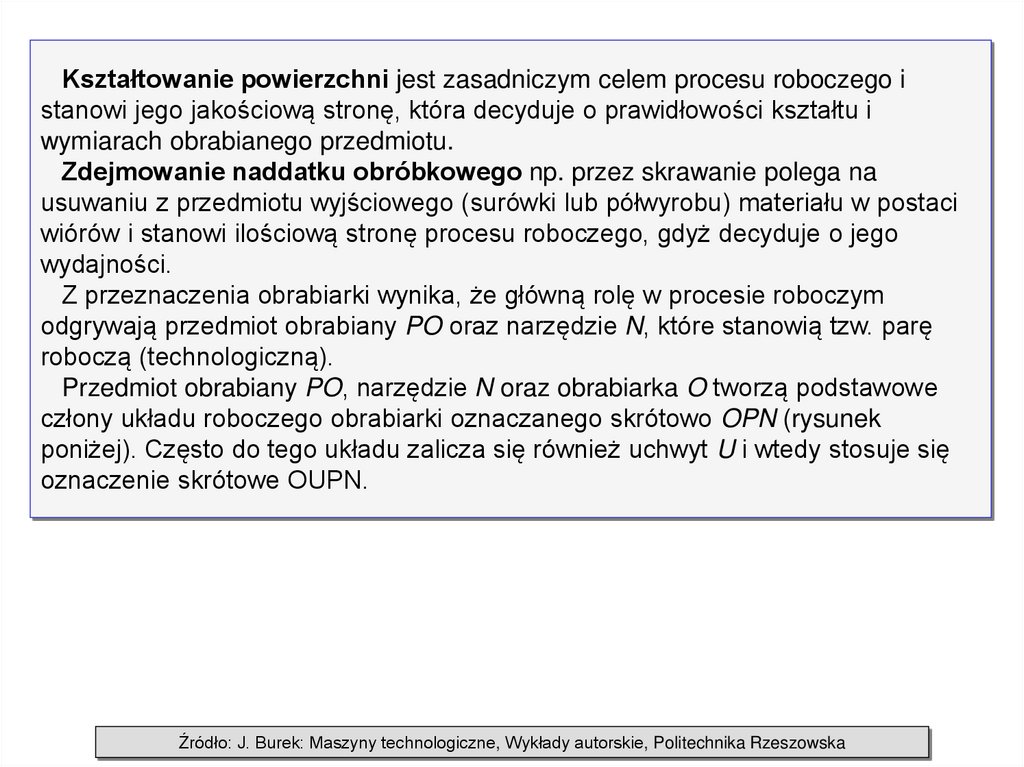
Przedmiot obrabiany PO, narzędzie N oraz obrabiarka O tworzą podstawowe
człony układu roboczego obrabiarki oznaczanego skrótowo OPN (rysunek
poniżej). Często do tego układu zalicza się również uchwyt U i wtedy stosuje się
oznaczenie skrótowe OUPN.
Źródło: J. Burek: Maszyny technologiczne, Wykłady autorskie, Politechnika Rzeszowska
4.
Układ roboczy obrabiarkiŹródło: J. Burek: Maszyny technologiczne, Wykłady autorskie, Politechnika Rzeszowska
Rozpatrując proces kształtowania na obrabiarce, przyjmuje się powierzchnię
kształtowaną jak twór geometryczny nominalnie zgodny z rysunkiem przedmiotu
(tzn. bezbłędny). Ukształtowana na obrabiarce powierzchnia rzeczywista Drz różni
się od powierzchni teoretycznej D na skutek błędów własnych samej obrabiarki i
błędów spowodowanych zjawiskami towarzyszącymi procesowi obróbki. Różnica
ta nie może przekraczać określonych tolerancji wykonania T wymiarów, kształtu i
chropowatości powierzchni (rysunek poniżej).
Źródło: J. Burek: Maszyny technologiczne, Wykłady autorskie, Politechnika Rzeszowska
5.
Kształtowanie powierzchniW celu zaistnienia procesu kształtowania powierzchni są niezbędne określone
ruchy narzędzia względem obrabianego przedmiotu. Wynika to z faktu, że
narzędzie styka się z kształtowaną powierzchnią najczęściej punktowo lub, co
najwyżej liniowo i aby móc tę powierzchnię ukształtować musi się względem niej
przemieszczać.
obróbki: do
a) wymiaru,
b) kształtu
Liczba i rodzaj ruchów Błędy
potrzebnych
ukształtowania
powierzchni zależą od
Źródło: J. Burek: Maszyny technologiczne, Wykłady autorskie, Politechnika Rzeszowska
rodzaju narzędzia i kształtu powierzchni.
W procesie kształtowania powierzchnie kształtowane określa się za pomocą tzw.
linii charakterystycznych. Ponieważ każdą powierzchnię można określić za
pomocą dwóch linii, przyjęto więc linie charakterystyczne powierzchni oznaczać
jako I i II. Linie charakterystyczne mogą być proste lub złożone oraz stałe lub
zmienne. Do prostych linii charakterystycznych zalicza się linię prostą i okrąg, a do
złożonych wszystkie pozostałe.
Przykłady powierzchni z zaznaczonymi liniami charakterystycznymi I i II
przedstawiono na rysunku poniżej.
Źródło: J. Burek: Maszyny technologiczne, Wykłady autorskie, Politechnika Rzeszowska
6.
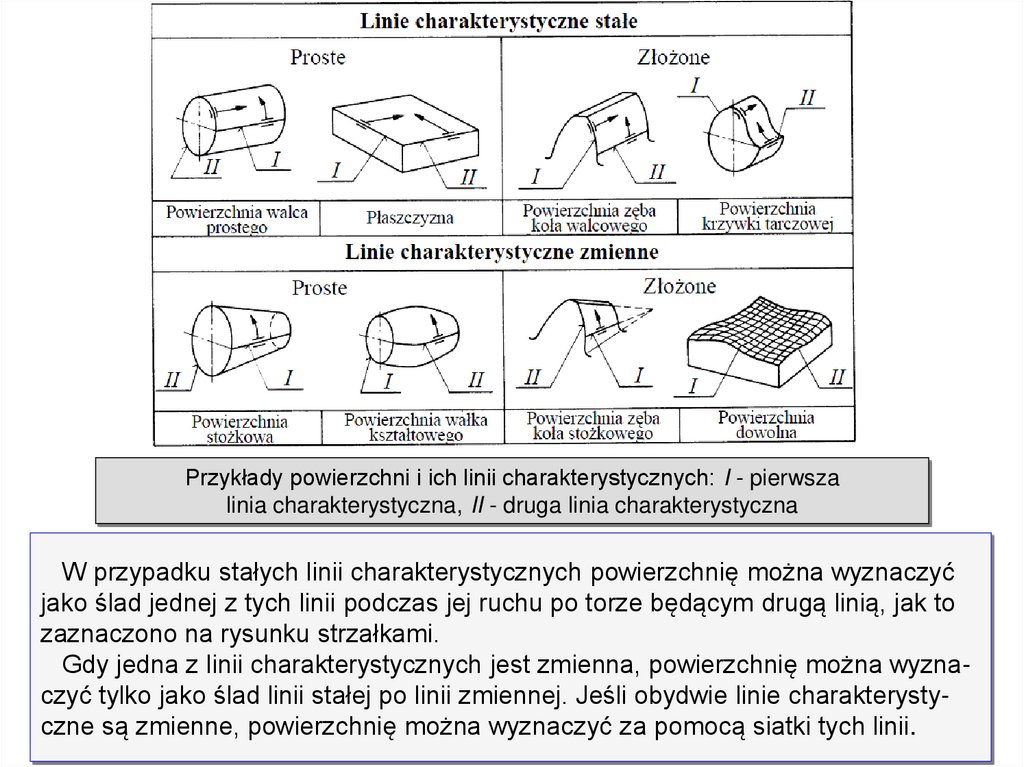
Przykłady powierzchni i ich linii charakterystycznych: I - pierwszalinia charakterystyczna, II - druga linia charakterystyczna
W przypadku stałych linii charakterystycznych powierzchnię można wyznaczyć
jako ślad jednej z tych linii podczas jej ruchu po torze będącym drugą linią, jak to
zaznaczono na rysunku strzałkami.
Gdy jedna z linii charakterystycznych jest zmienna, powierzchnię można wyznaczyć tylko jako ślad linii stałej po linii zmiennej. Jeśli obydwie linie charakterystyczne są zmienne, powierzchnię można wyznaczyć za pomocą siatki tych linii.
7.
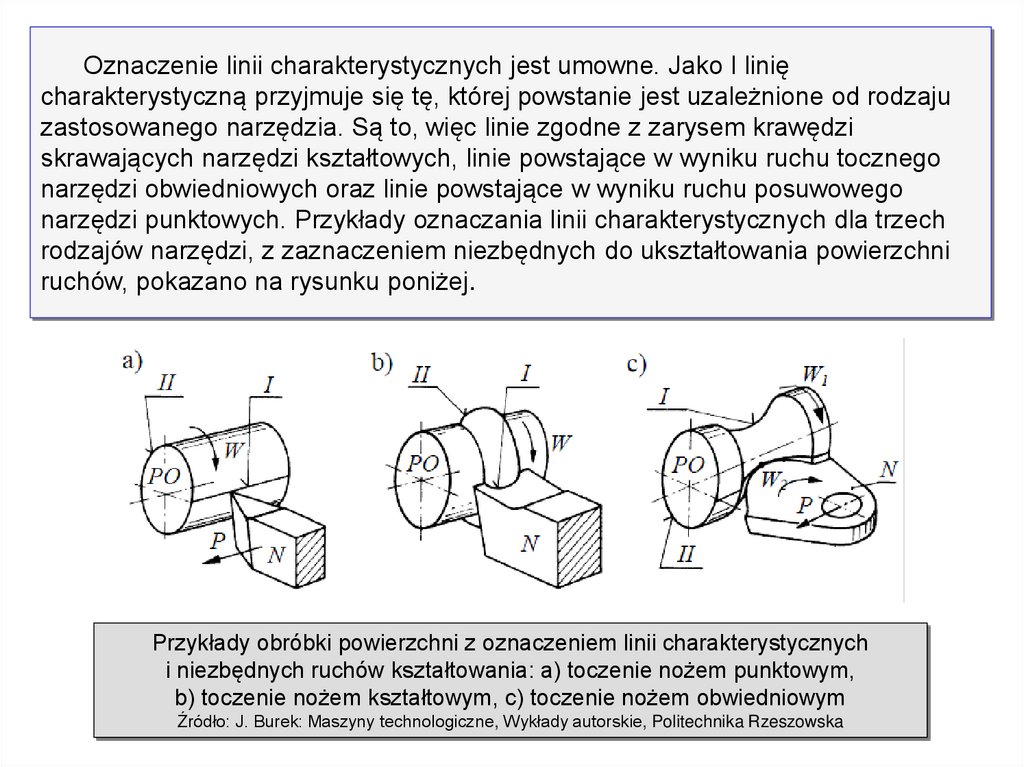
Oznaczenie linii charakterystycznych jest umowne. Jako I linięcharakterystyczną przyjmuje się tę, której powstanie jest uzależnione od rodzaju
zastosowanego narzędzia. Są to, więc linie zgodne z zarysem krawędzi
skrawających narzędzi kształtowych, linie powstające w wyniku ruchu tocznego
narzędzi obwiedniowych oraz linie powstające w wyniku ruchu posuwowego
narzędzi punktowych. Przykłady oznaczania linii charakterystycznych dla trzech
rodzajów narzędzi, z zaznaczeniem niezbędnych do ukształtowania powierzchni
ruchów, pokazano na rysunku poniżej.
Przykłady obróbki powierzchni z oznaczeniem linii charakterystycznych
i niezbędnych ruchów kształtowania: a) toczenie nożem punktowym,
b) toczenie nożem kształtowym, c) toczenie nożem obwiedniowym
Źródło: J. Burek: Maszyny technologiczne, Wykłady autorskie, Politechnika Rzeszowska
8.
Kształtowanie powierzchni następuje w wyniku ruchu narzędzia po torzezgodnym z przyjętym układem linii charakterystycznych. Ponieważ są dwie linie
charakterystyczne, więc do ukształtowania powierzchni są potrzebne dwa ruchy
po torach zgodnych z I i II linią charakterystyczną, nazywane ruchami
kształtowania. Ruchy te może wykonywać zarówno narzędzie, jak też i przedmiot
obrabiany.
W przypadku zastosowania narzędzi kształtowych wystarcza jeden ruch
kształtowania, gdyż zarys kształtowanej powierzchni jest odwzorowaniem kształtu
krawędzi skrawającej narzędzia.
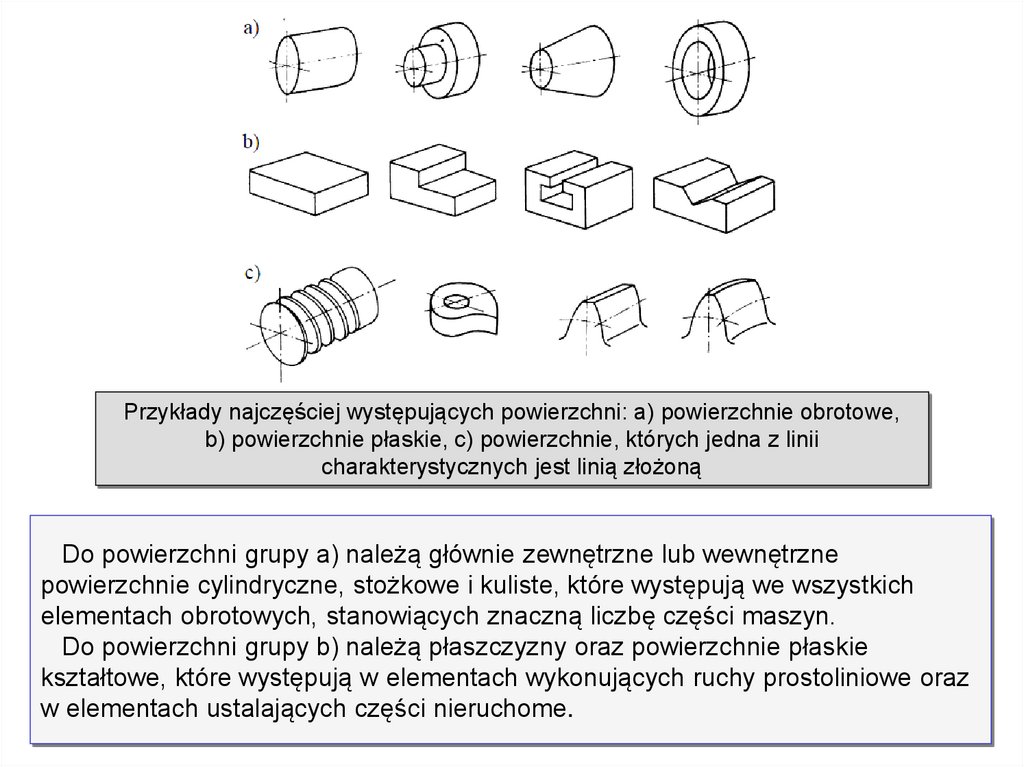
Większość wykonywanych powierzchni można podzielić na trzy następujące
grupy (rysunek poniżej):
a) powierzchnie obrotowe, których liniami charakterystycznymi są okrąg
i linia prosta lub dwa okręgi,
b) powierzchnie płaskie, których liniami charakterystycznymi są linie proste
ciągłe lub łamane,
c) powierzchnie mające jedną lub obydwie linie charakterystyczne złożone,
którymi mogą być np. linia śrubowa, spirala Archimedesa lub
ewolwenta.
Źródło: J. Burek: Maszyny technologiczne, Wykłady autorskie, Politechnika Rzeszowska
9.
Przykłady najczęściej występujących powierzchni: a) powierzchnie obrotowe,b) powierzchnie płaskie, c) powierzchnie, których jedna z linii
charakterystycznych jest linią złożoną
Do powierzchni grupy a) należą głównie zewnętrzne lub wewnętrzne
powierzchnie cylindryczne, stożkowe i kuliste, które występują we wszystkich
elementach obrotowych, stanowiących znaczną liczbę części maszyn.
Do powierzchni grupy b) należą płaszczyzny oraz powierzchnie płaskie
kształtowe, które występują w elementach wykonujących ruchy prostoliniowe oraz
w elementach ustalających części nieruchome.
10.
Do powierzchni grupy c) należą powierzchnie śrubowe, większość powierzchnikrzywkowych oraz powierzchnie uzębień kół zębatych.
Powierzchnie grup a) i b) są stosunkowo łatwe do wykonania, gdyż wymagają
prostych ruchów kształtowania. Powierzchnie grupy c) wymagają zastosowania
złożonych ruchów kształtowania, które są zazwyczaj realizowane na obrabiarkach
specjalizowanych, np. obrabiarkach do gwintów i uzębień.
Największe trudności wykonawcze sprawiają powierzchnie nie mieszczące się w
żadnej z wymienionych grup, a więc te, które mają złożone i zmienne linie
charakterystyczne. Powierzchnie takie wymagają zastosowania ruchów
kształtowania o skomplikowanych torach i są wykonywane na obrabiarkach
kopiarkach lub na obrabiarkach sterowanych numerycznie.
Źródło: J. Burek: Maszyny technologiczne, Wykłady autorskie, Politechnika Rzeszowska
11.
Ruchy w maszyniePodział ruchów
Wszystkie występujące w obrabiarce ruchy można podzielić na dwie
następujące grupy:
- ruchy podstawowe, tj. ruchy, które są niezbędne do przeprowadzenia
procesu roboczego obrabiarki,
- ruchy pomocnicze, tj. ruchy, które uzupełniają proces roboczy obrabiarki.
Do ruchów podstawowych zalicza się ruchy, które są potrzebne do
ukształtowania przedmiotu oraz skrawania naddatku obróbkowego.
Ruchami podstawowymi, które decydują o ukształtowaniu powierzchni, są:
- ruchy kształtowania,
- ruchy podziałowe,
- ruchy nastawcze.
Ruchami podstawowymi, które wpływają na proces skrawania, są:
- ruchy główne,
- ruchy posuwowe.
Do ruchów pomocniczych zalicza się:
- ruchy dosuwu i odsuwu narzędzia oraz obrabianego przedmiotu,
- ruchy zakładania i mocowania oraz zdejmowania narzędzia i obrabianego
przedmiotu,
- ruchy włączania i wyłączania czynności roboczych obrabiarki,
- pozostałe ruchy pomocnicze.
Źródło: J. Burek: Maszyny technologiczne, Wykłady autorskie, Politechnika Rzeszowska
12.
Ruchy kształtowaniaRuchy kształtowania decydują o prawidłowym wykonaniu przedmiotu i ich
zadaniem jest przemieszczenie narzędzia względem obrabianej powierzchni po
torach zgodnych z przyjętymi liniami charakterystycznymi.
Ruchy kształtowania mogą być proste lub złożone. Do prostych ruchów
kształtowania zalicza się ruch obrotowy i prostoliniowy, a do ruchów złożonych
wszystkie pozostałe.
Za pomocą prostych ruchów kształtowania można wykonać wszystkie
powierzchnie określone liniami charakterystycznymi, będącymi prostą lub
okręgiem, a więc powierzchnie grupy a) i b), (rys. 2.6), oraz te powierzchnie,
których złożona linia zarysu (I linia charakterystyczna) jest wykonana narzędziem
kształtowym.
Złożony ruch kształtowania jest geometryczną sumą ruchów składowych
(elementarnych), którymi są ruchy obrotowe i prostoliniowe, wykonywane przez
zespoły prowadnicowe obrabiarki, przemieszczające narzędzie lub obrabiany
przedmiot.
W celu uzyskania złożonego ruchu kształtowania obrabiarka musi być
wyposażona w mechanizmy zapewniające takie sprzężenie ruchów, składowych,
aby ruch złożony odbywał się po zamierzonym torze. Do najczęściej
występujących ruchów złożonych należą:
- ruchy składające się z elementarnego ruchu obrotowego W i prostoliniowego
P; jako ruchy śrubowe lub toczne są one stosowane do obróbki,
Źródło: J. Burek: Maszyny technologiczne, Wykłady autorskie, Politechnika Rzeszowska
13.
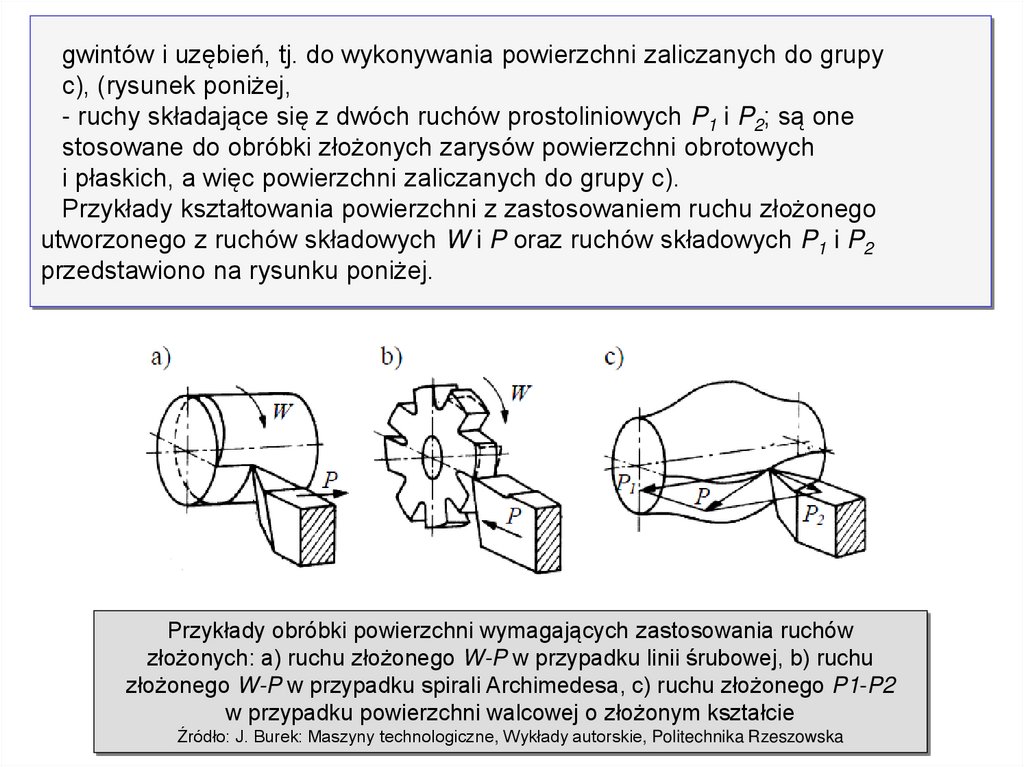
gwintów i uzębień, tj. do wykonywania powierzchni zaliczanych do grupyc), (rysunek poniżej,
- ruchy składające się z dwóch ruchów prostoliniowych P1 i P2; są one
stosowane do obróbki złożonych zarysów powierzchni obrotowych
i płaskich, a więc powierzchni zaliczanych do grupy c).
Przykłady kształtowania powierzchni z zastosowaniem ruchu złożonego
utworzonego z ruchów składowych W i P oraz ruchów składowych P1 i P2
przedstawiono na rysunku poniżej.
Przykłady obróbki powierzchni wymagających zastosowania ruchów
złożonych: a) ruchu złożonego W-P w przypadku linii śrubowej, b) ruchu
złożonego W-P w przypadku spirali Archimedesa, c) ruchu złożonego P1-P2
w przypadku powierzchni walcowej o złożonym kształcie
Źródło: J. Burek: Maszyny technologiczne, Wykłady autorskie, Politechnika Rzeszowska
14.
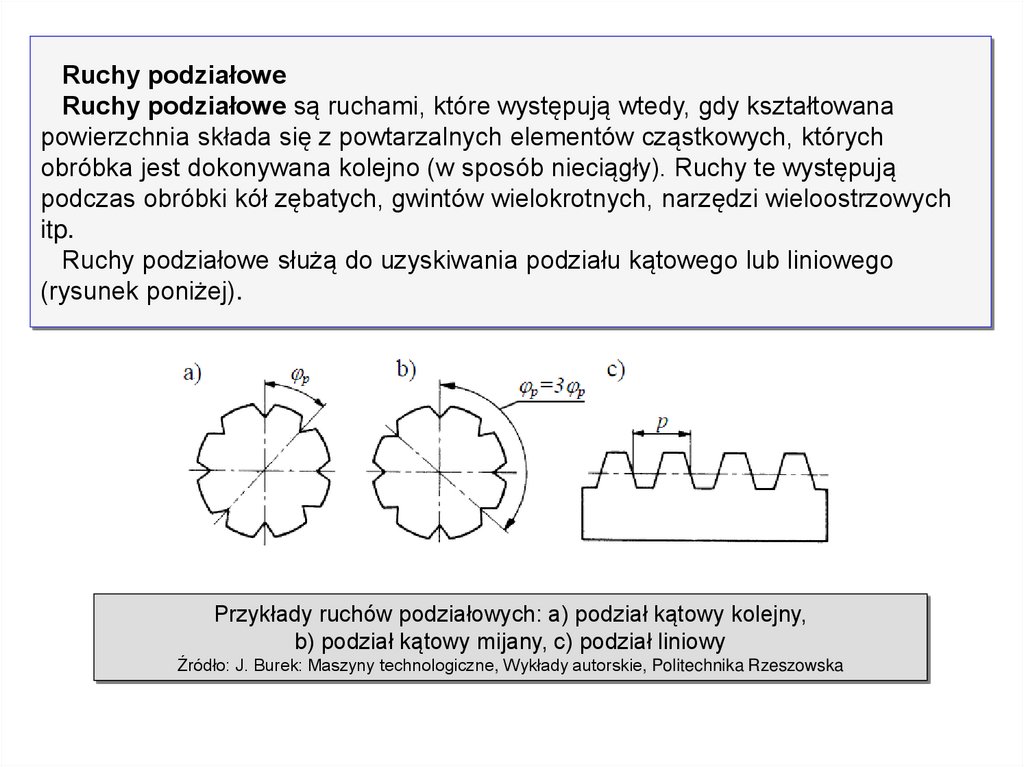
Ruchy podziałoweRuchy podziałowe są ruchami, które występują wtedy, gdy kształtowana
powierzchnia składa się z powtarzalnych elementów cząstkowych, których
obróbka jest dokonywana kolejno (w sposób nieciągły). Ruchy te występują
podczas obróbki kół zębatych, gwintów wielokrotnych, narzędzi wieloostrzowych
itp.
Ruchy podziałowe służą do uzyskiwania podziału kątowego lub liniowego
(rysunek poniżej).
Przykłady ruchów podziałowych: a) podział kątowy kolejny,
b) podział kątowy mijany, c) podział liniowy
Źródło: J. Burek: Maszyny technologiczne, Wykłady autorskie, Politechnika Rzeszowska
15.
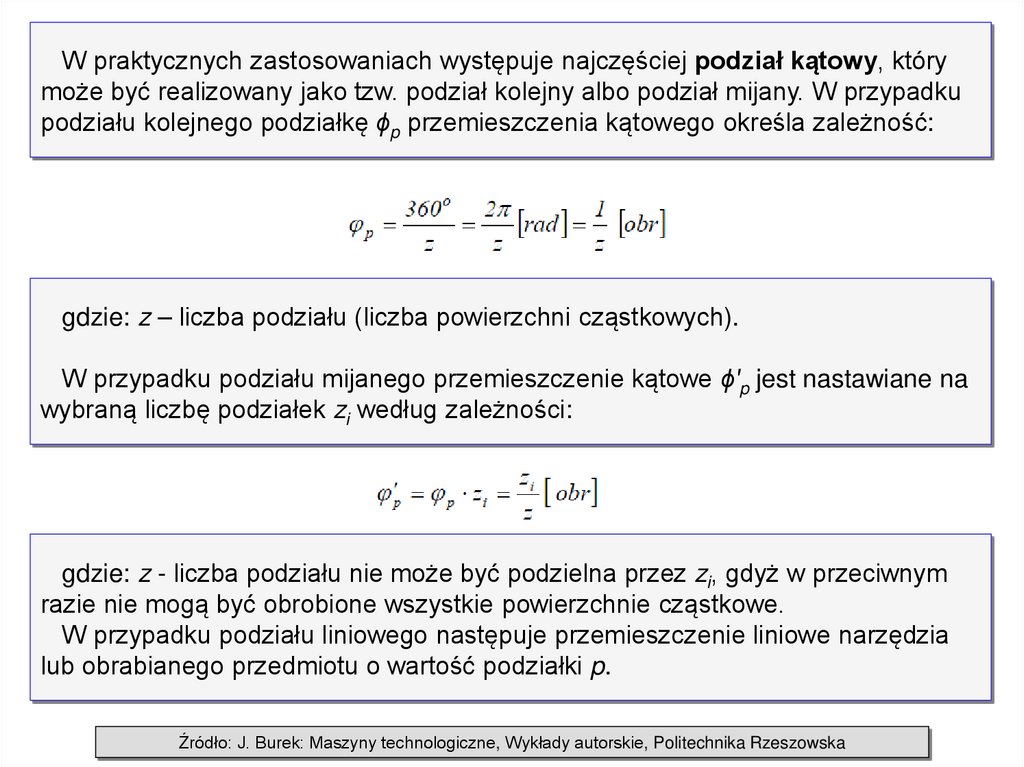
W praktycznych zastosowaniach występuje najczęściej podział kątowy, którymoże być realizowany jako tzw. podział kolejny albo podział mijany. W przypadku
podziału kolejnego podziałkę ϕp przemieszczenia kątowego określa zależność:
gdzie: z – liczba podziału (liczba powierzchni cząstkowych).
W przypadku podziału mijanego przemieszczenie kątowe ϕ'p jest nastawiane na
wybraną liczbę podziałek zi według zależności:
gdzie: z - liczba podziału nie może być podzielna przez zi, gdyż w przeciwnym
razie nie mogą być obrobione wszystkie powierzchnie cząstkowe.
W przypadku podziału liniowego następuje przemieszczenie liniowe narzędzia
lub obrabianego przedmiotu o wartość podziałki p.
Źródło: J. Burek: Maszyny technologiczne, Wykłady autorskie, Politechnika Rzeszowska
16.
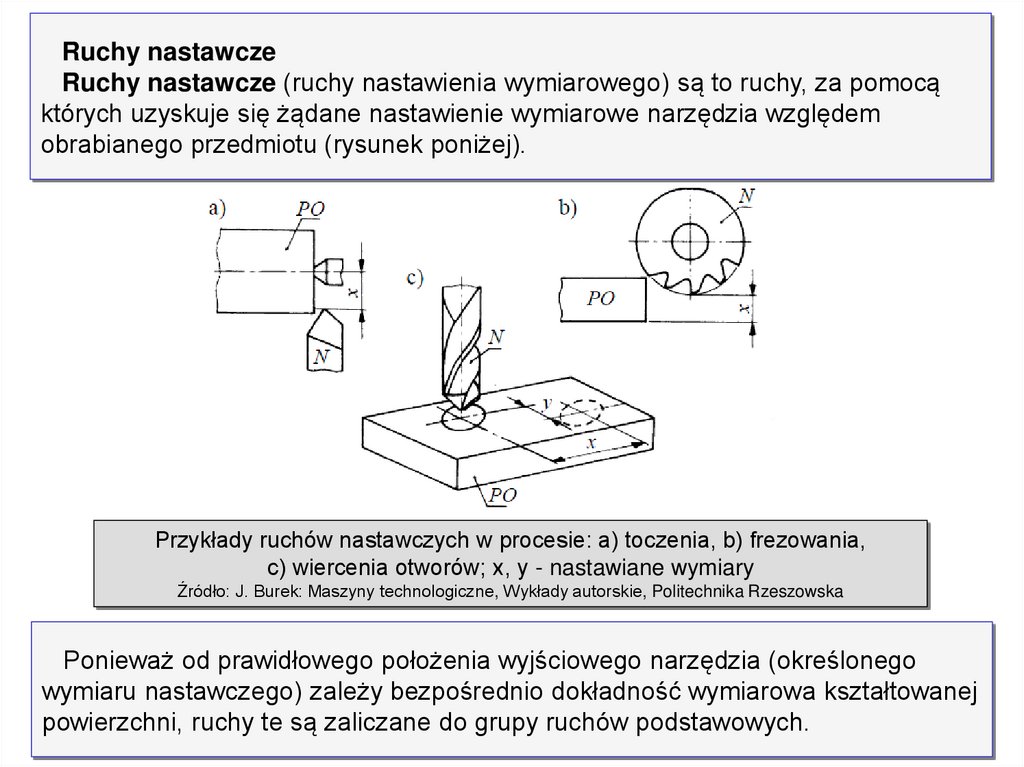
Ruchy nastawczeRuchy nastawcze (ruchy nastawienia wymiarowego) są to ruchy, za pomocą
których uzyskuje się żądane nastawienie wymiarowe narzędzia względem
obrabianego przedmiotu (rysunek poniżej).
Przykłady ruchów nastawczych w procesie: a) toczenia, b) frezowania,
c) wiercenia otworów; x, y - nastawiane wymiary
Źródło: J. Burek: Maszyny technologiczne, Wykłady autorskie, Politechnika Rzeszowska
Ponieważ od prawidłowego położenia wyjściowego narzędzia (określonego
wymiaru nastawczego) zależy bezpośrednio dokładność wymiarowa kształtowanej
powierzchni, ruchy te są zaliczane do grupy ruchów podstawowych.
17.
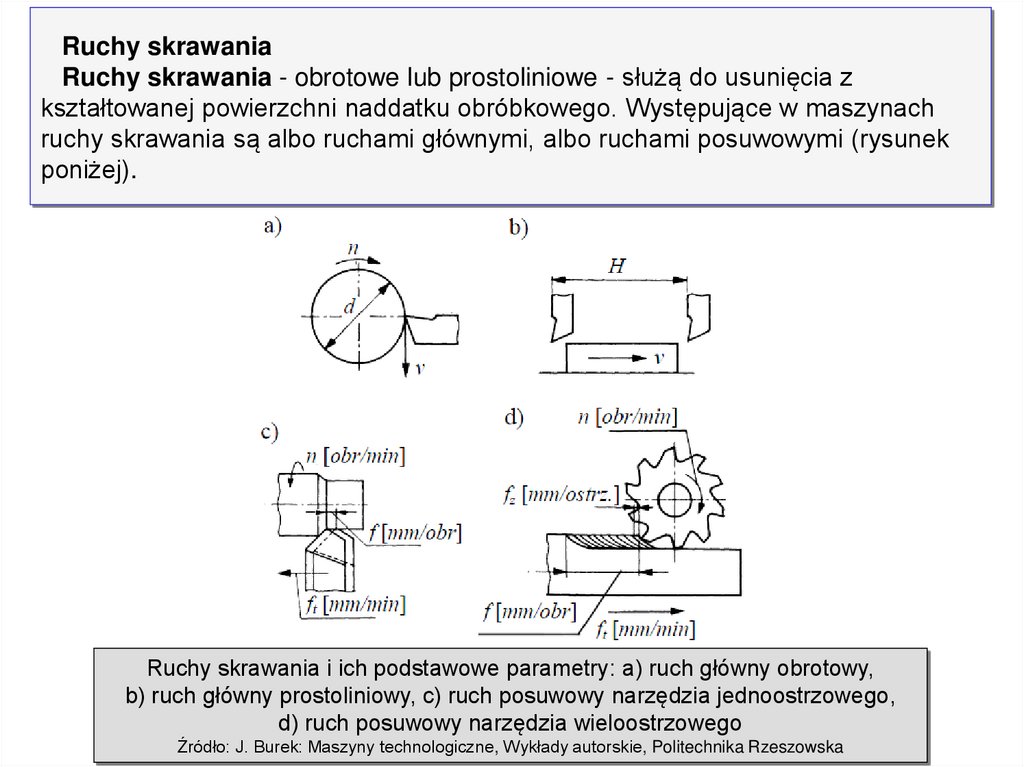
Ruchy skrawaniaRuchy skrawania - obrotowe lub prostoliniowe - służą do usunięcia z
kształtowanej powierzchni naddatku obróbkowego. Występujące w maszynach
ruchy skrawania są albo ruchami głównymi, albo ruchami posuwowymi (rysunek
poniżej).
Ruchy skrawania i ich podstawowe parametry: a) ruch główny obrotowy,
b) ruch główny prostoliniowy, c) ruch posuwowy narzędzia jednoostrzowego,
d) ruch posuwowy narzędzia wieloostrzowego
Źródło: J. Burek: Maszyny technologiczne, Wykłady autorskie, Politechnika Rzeszowska
18.
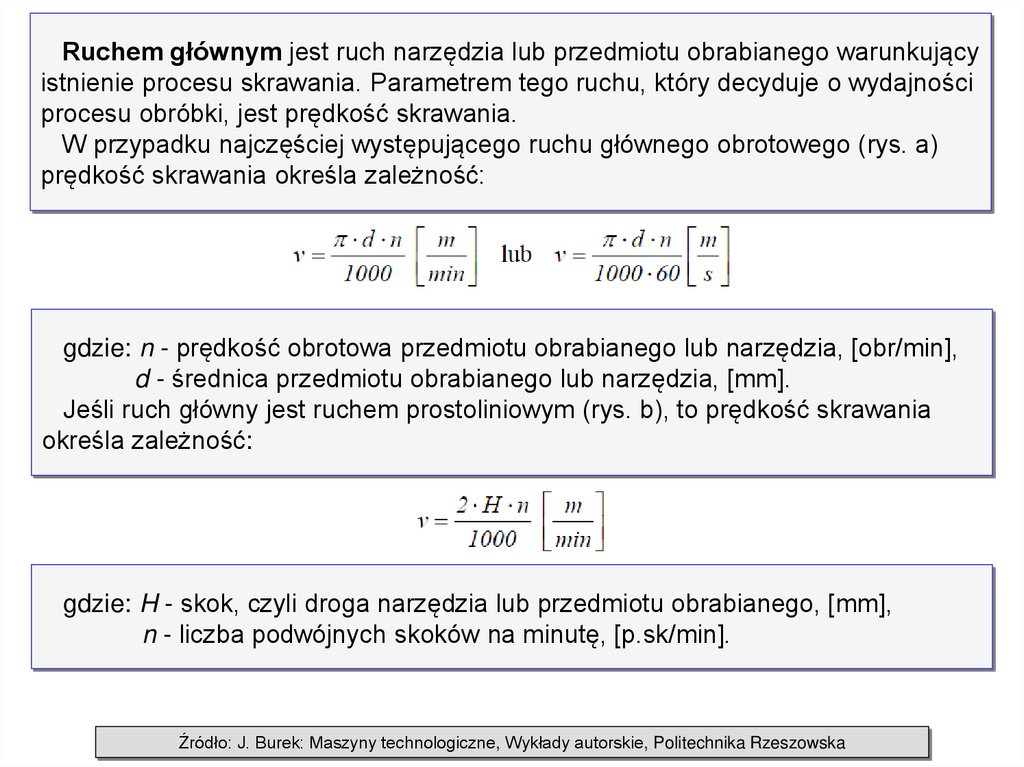
Ruchem głównym jest ruch narzędzia lub przedmiotu obrabianego warunkującyistnienie procesu skrawania. Parametrem tego ruchu, który decyduje o wydajności
procesu obróbki, jest prędkość skrawania.
W przypadku najczęściej występującego ruchu głównego obrotowego (rys. a)
prędkość skrawania określa zależność:
gdzie: n - prędkość obrotowa przedmiotu obrabianego lub narzędzia, [obr/min],
d - średnica przedmiotu obrabianego lub narzędzia, [mm].
Jeśli ruch główny jest ruchem prostoliniowym (rys. b), to prędkość skrawania
określa zależność:
gdzie: H - skok, czyli droga narzędzia lub przedmiotu obrabianego, [mm],
n - liczba podwójnych skoków na minutę, [p.sk/min].
Źródło: J. Burek: Maszyny technologiczne, Wykłady autorskie, Politechnika Rzeszowska
19.
Ruchem posuwowym jest ruch narzędzia lub przedmiotu obrabianegoniezbędny do usunięcia warstwy naddatku obróbkowego z całej powierzchni
obrabianej. Parametrem ruchu posuwowego, który decyduje o wartości sił
występujących podczas skrawania oraz jakości obrabianej powierzchni, jest
posuw.
W zależności od zastosowanego narzędzia oraz sposobu obróbki parametr ten
jest określany i oznaczany następująco:
a) w przypadku narzędzi jednoostrzowych rozróżnia się:
- posuw na jeden obrót f [mm/obr], określany jako długość liniowego
przemieszczenia narzędzia lub przedmiotu obrabianego podczas jednego
obrotu elementu pary roboczej wykonującego ruch główny,
- posuw na podwójny skok f [mm/p.sk], określany jako długość liniowego
przemieszczenia narzędzia lub przedmiotu obrabianego podczas
podwójnego skoku elementu wykonującego ruch główny,
b) w przypadku narzędzi wieloostrzowych rozróżnia się:
- posuw na jedno ostrze (ząb) fz [mm/ost.], określany jako długość liniowego
przemieszczenia przedmiotu obrabianego podczas obrotu narzędzia
o kąt podziałki międzyostrzowej,
- posuw na jeden obrót f [mm/obr], określany jako długość liniowego
przemieszczenia narzędzia lub przedmiotu obrabianego podczas jednego
obrotu narzędzia lub przedmiotu.
Źródło: J. Burek: Maszyny technologiczne, Wykłady autorskie, Politechnika Rzeszowska
20.
Między prędkością posuwu ft a posuwem na obrót f oraz posuwem na ostrze fzwystępuje następująca zależność:
gdzie: f - posuw na jeden obrót lub na podwójny skok,
fz - posuw na ostrze,
n - prędkość obrotowa narzędzia lub przedmiotu obrabianego,
z - liczba ostrzy narzędzia.
Ruch skrawania jest jednocześnie ruchem kształtowania wtedy, gdy jego tor jest
identyczny z linią charakterystyczną kształtowanej powierzchni. Występuje to
najczęściej w przypadku prostych ruchów kształtowania (rys. a i b).
Odrębne ruchy skrawania i kształtowania występują w przypadku ruchów
złożonych oraz zastosowania takich narzędzi, jak frezy lub ściernice, których ruch
obrotowy jest ruchem skrawania, ale z reguły nie jest ruchem kształtowania.
Wynika to z tego, iż kątowy tor ruchu skrawania tych narzędzi jest zazwyczaj inny
niż linia charakterystyczna toru ruchu kształtowania (rysunek poniżej).
Źródło: J. Burek: Maszyny technologiczne, Wykłady autorskie, Politechnika Rzeszowska
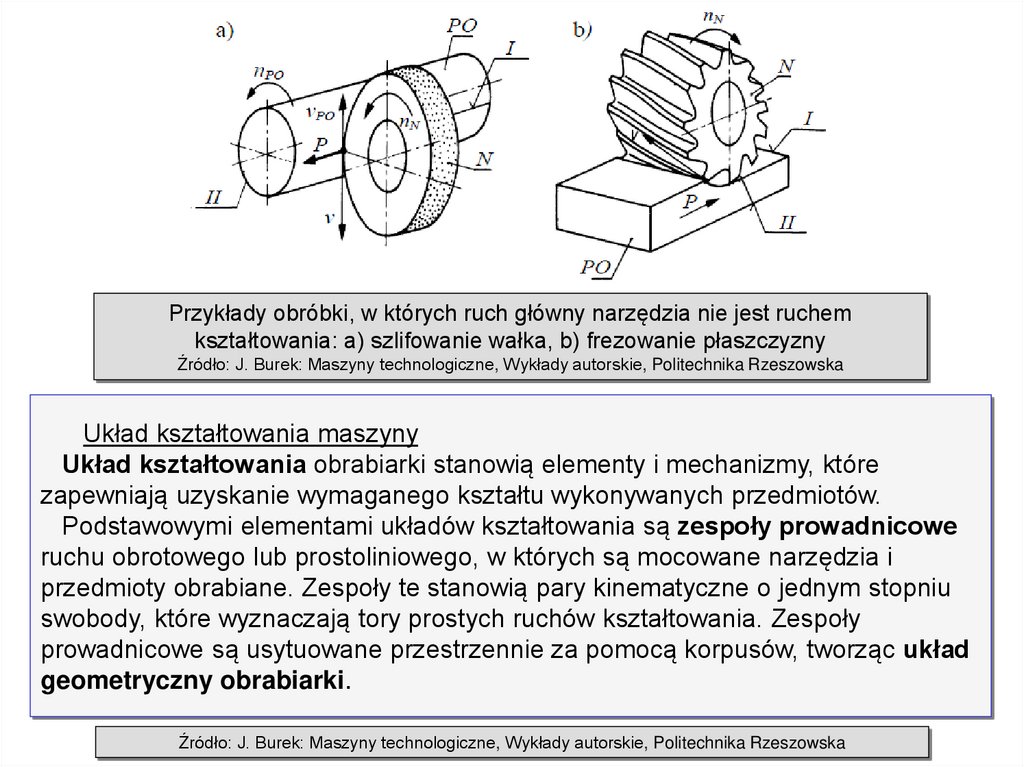
21.
Przykłady obróbki, w których ruch główny narzędzia nie jest ruchemkształtowania: a) szlifowanie wałka, b) frezowanie płaszczyzny
Źródło: J. Burek: Maszyny technologiczne, Wykłady autorskie, Politechnika Rzeszowska
Układ kształtowania maszyny
Układ kształtowania obrabiarki stanowią elementy i mechanizmy, które
zapewniają uzyskanie wymaganego kształtu wykonywanych przedmiotów.
Podstawowymi elementami układów kształtowania są zespoły prowadnicowe
ruchu obrotowego lub prostoliniowego, w których są mocowane narzędzia i
przedmioty obrabiane. Zespoły te stanowią pary kinematyczne o jednym stopniu
swobody, które wyznaczają tory prostych ruchów kształtowania. Zespoły
prowadnicowe są usytuowane przestrzennie za pomocą korpusów, tworząc układ
geometryczny obrabiarki.
Źródło: J. Burek: Maszyny technologiczne, Wykłady autorskie, Politechnika Rzeszowska
22.
W przypadku obrabiarek o prostych ruchach kształtowania ich układgeometryczny jest zarazem ich układem kształtowania. W takich obrabiarkach
zmianę kształtu przedmiotu (wykonywanej powierzchni) można uzyskać tylko
przez zmianę wzajemnego usytuowania zespołów prowadnicowych. Na przykład
na tokarce mającej poziomo usytuowany zespół prowadnicowy ruchu obrotowego
(wrzeciono przedmiotu obrabianego), zmieniając położenie zespołu
prowadnicowego ruchu prostoliniowego narzędzia, można wykonywać
następujące powierzchnie (rysunek poniżej):
a) powierzchnię walcową, gdy zespół prowadnicowy jest usytuowany
równolegle do osi wrzeciona,
b) powierzchnię płaską, gdy zespół prowadnicowy jest usytuowany prostopadle
do osi wrzeciona,
c) powierzchnię stożkową, gdy zespół prowadnicowy narzędzia jest usytuowany
pod kątem do osi wrzeciona.
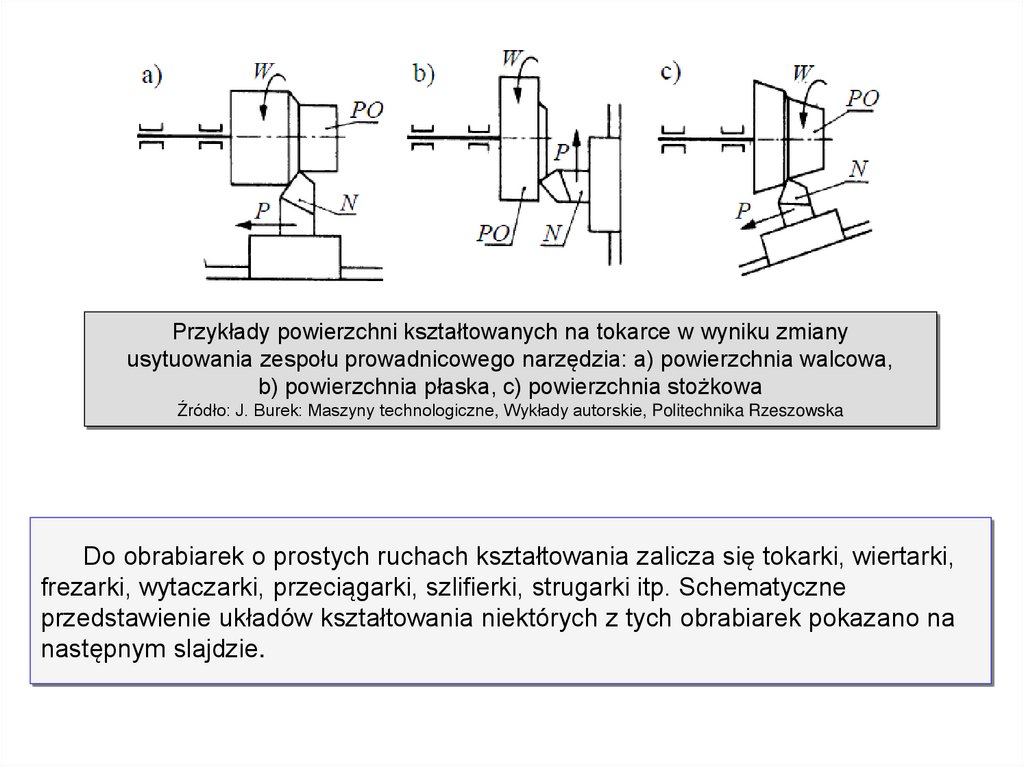
23.
Przykłady powierzchni kształtowanych na tokarce w wyniku zmianyusytuowania zespołu prowadnicowego narzędzia: a) powierzchnia walcowa,
b) powierzchnia płaska, c) powierzchnia stożkowa
Źródło: J. Burek: Maszyny technologiczne, Wykłady autorskie, Politechnika Rzeszowska
Do obrabiarek o prostych ruchach kształtowania zalicza się tokarki, wiertarki,
frezarki, wytaczarki, przeciągarki, szlifierki, strugarki itp. Schematyczne
przedstawienie układów kształtowania niektórych z tych obrabiarek pokazano na
następnym slajdzie.
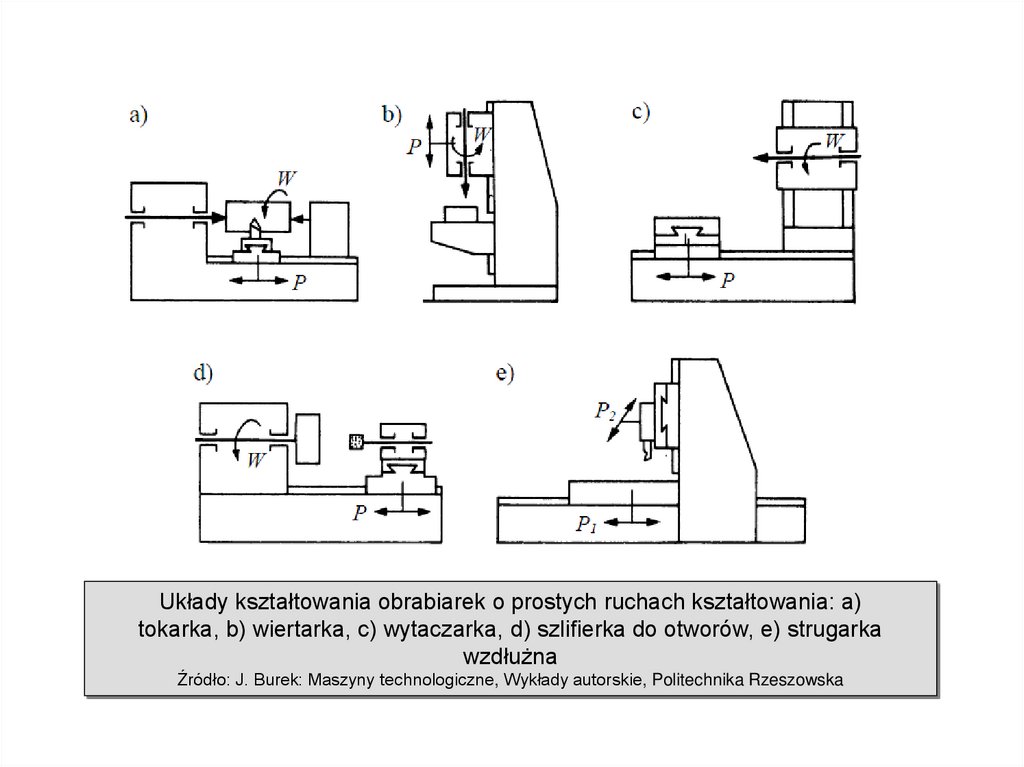
24.
Układy kształtowania obrabiarek o prostych ruchach kształtowania: a)tokarka, b) wiertarka, c) wytaczarka, d) szlifierka do otworów, e) strugarka
wzdłużna
Źródło: J. Burek: Maszyny technologiczne, Wykłady autorskie, Politechnika Rzeszowska
25.
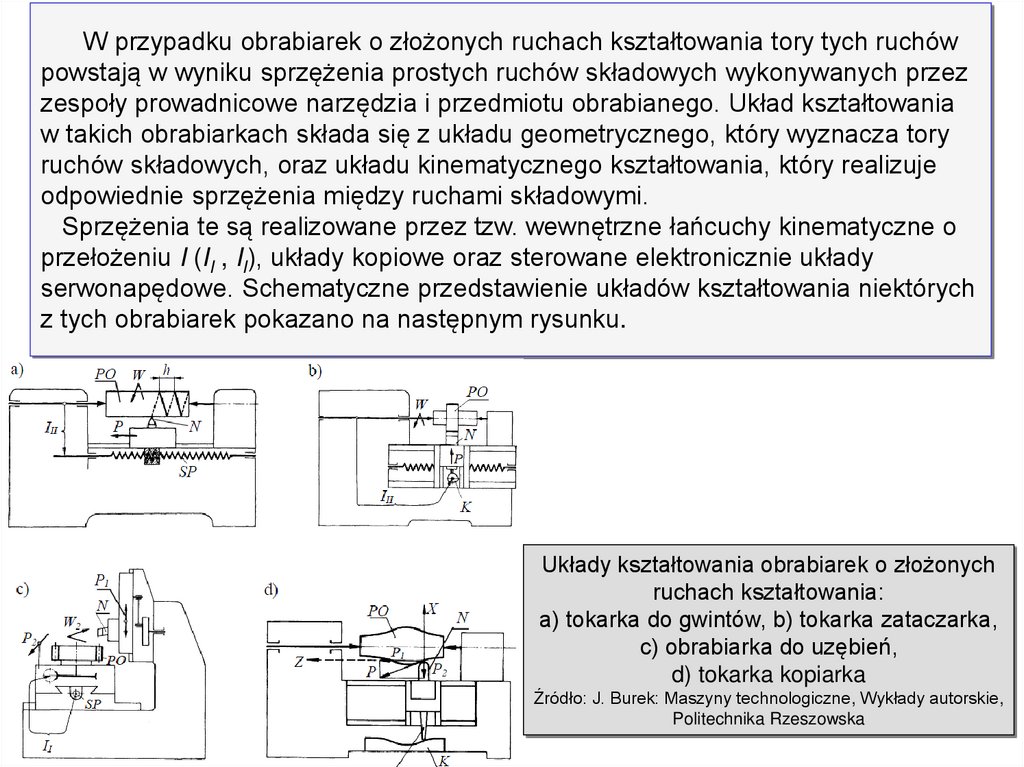
W przypadku obrabiarek o złożonych ruchach kształtowania tory tych ruchówpowstają w wyniku sprzężenia prostych ruchów składowych wykonywanych przez
zespoły prowadnicowe narzędzia i przedmiotu obrabianego. Układ kształtowania
w takich obrabiarkach składa się z układu geometrycznego, który wyznacza tory
ruchów składowych, oraz układu kinematycznego kształtowania, który realizuje
odpowiednie sprzężenia między ruchami składowymi.
Sprzężenia te są realizowane przez tzw. wewnętrzne łańcuchy kinematyczne o
przełożeniu I (II , II), układy kopiowe oraz sterowane elektronicznie układy
serwonapędowe. Schematyczne przedstawienie układów kształtowania niektórych
z tych obrabiarek pokazano na następnym rysunku.
Układy kształtowania obrabiarek o złożonych
ruchach kształtowania:
a) tokarka do gwintów, b) tokarka zataczarka,
c) obrabiarka do uzębień,
d) tokarka kopiarka
Źródło: J. Burek: Maszyny technologiczne, Wykłady autorskie,
Politechnika Rzeszowska
26.
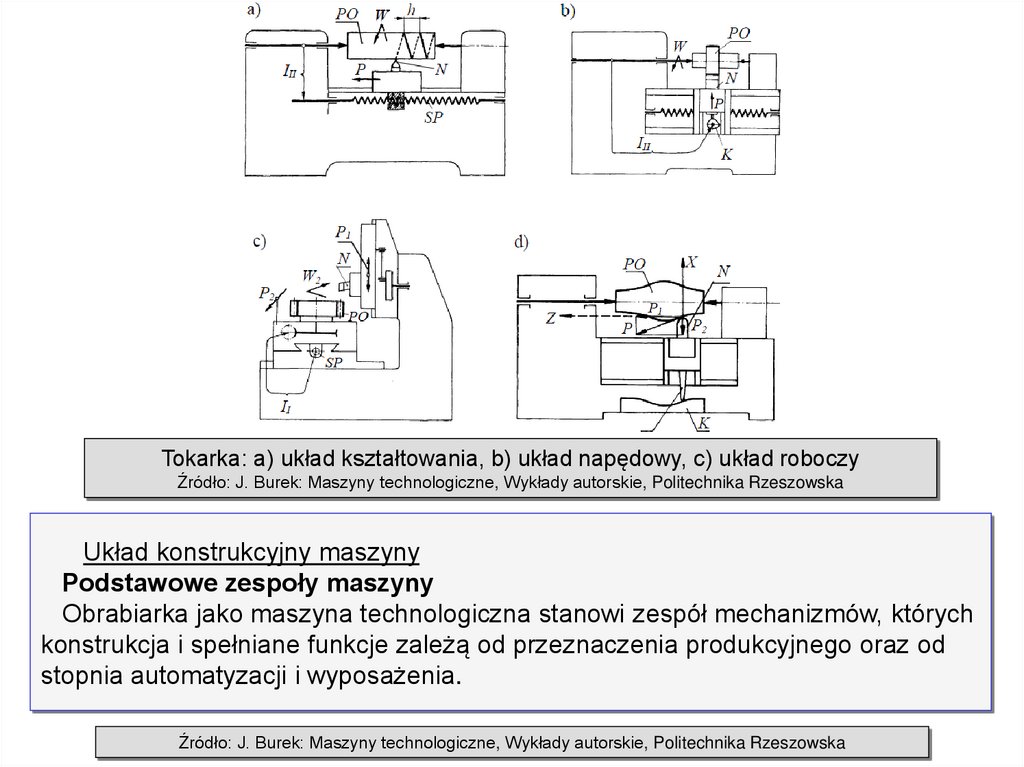
Układy kształtowania wraz z mechanizmami napędowymi i silnikami stanowiukład roboczy obrabiarki. Układ ten zapewnia kształtowanie przedmiotu
obrabianego z zastosowaniem określonych parametrów obróbki, tj. prędkości
skrawania i posuwów. Przykład układu kształtowania, układu napędowego i układu
roboczego tokarki pokazano na następnym slajdzie.
Na rysunku tym zaznaczono parę roboczą PO-N oraz kierunki ruchów
kształtowania W i P, które są niezbędne do wykonania powierzchni walcowej.
Pokazano również przebieg napędu od silnika elektrycznego Ev,p przez skrzynkę
prędkości SPr do wrzeciona WR oraz od wrzeciona przez skrzynkę posuwów SPp
do suportu SUP. W skrzynce prędkości i skrzynce posuwów są nastawiane
przełożenia iv oraz ip, za pomocą których uzyskuje się żądane wartości prędkości
skrawania v i posuwu f.
Źródło: J. Burek: Maszyny technologiczne, Wykłady autorskie, Politechnika Rzeszowska
27.
Tokarka: a) układ kształtowania, b) układ napędowy, c) układ roboczyŹródło: J. Burek: Maszyny technologiczne, Wykłady autorskie, Politechnika Rzeszowska
Układ konstrukcyjny maszyny
Podstawowe zespoły maszyny
Obrabiarka jako maszyna technologiczna stanowi zespół mechanizmów, których
konstrukcja i spełniane funkcje zależą od przeznaczenia produkcyjnego oraz od
stopnia automatyzacji i wyposażenia.
Źródło: J. Burek: Maszyny technologiczne, Wykłady autorskie, Politechnika Rzeszowska
28.
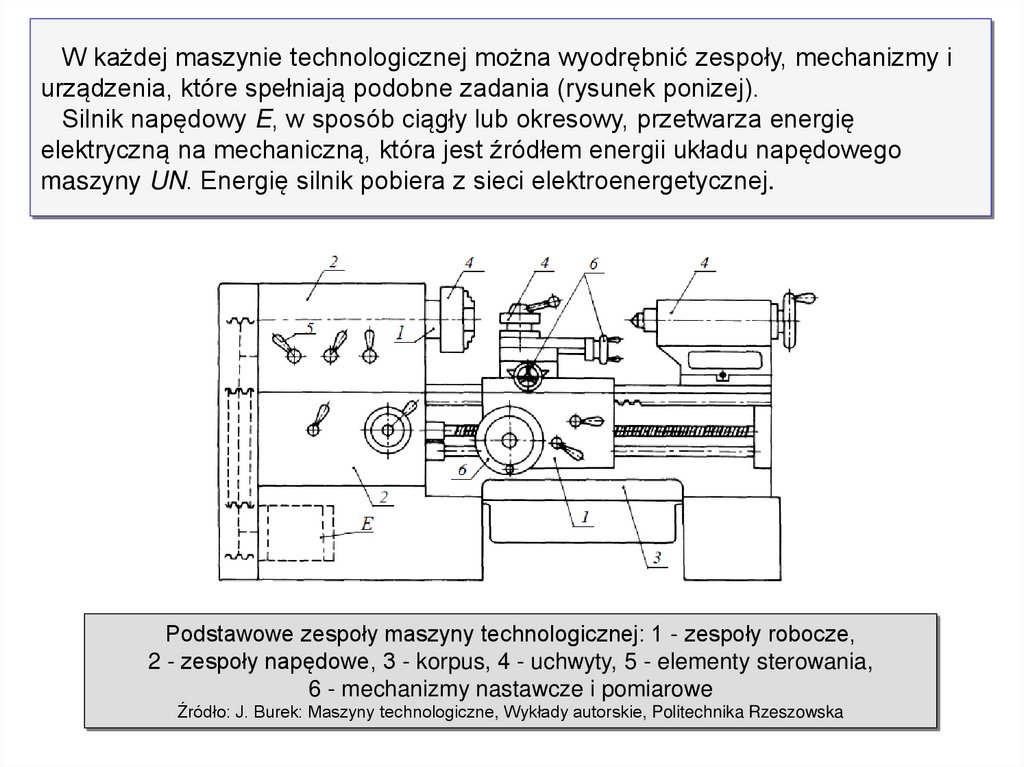
W każdej maszynie technologicznej można wyodrębnić zespoły, mechanizmy iurządzenia, które spełniają podobne zadania (rysunek ponizej).
Silnik napędowy E, w sposób ciągły lub okresowy, przetwarza energię
elektryczną na mechaniczną, która jest źródłem energii układu napędowego
maszyny UN. Energię silnik pobiera z sieci elektroenergetycznej.
Podstawowe zespoły maszyny technologicznej: 1 - zespoły robocze,
2 - zespoły napędowe, 3 - korpus, 4 - uchwyty, 5 - elementy sterowania,
6 - mechanizmy nastawcze i pomiarowe
Źródło: J. Burek: Maszyny technologiczne, Wykłady autorskie, Politechnika Rzeszowska
29.
Układ napędowy UN maszyny jest to układ składający się z różnychmechanizmów i przekładni. Przenosi on ruch ze źródła napędu na zespoły
robocze maszyny ZR, najczęściej z jednoczesną wymaganą zmianą prędkości
przenoszonego ruchu.
Zespoły robocze ZR są to zespoły, które realizują w procesie pracy maszyny
niezbędne ruchy narzędzia i przedmiotu. Do zespołów tych zalicza się wrzeciona
robocze WR, suporty SUP, stoły ST itp. Zespoły te mogą wykonywać ruchy
obrotowe lub posuwowe.
Poza tymi głównymi zespołami występują ponadto w każdej maszynie inne
zespoły pomocnicze.
Zespół uchwytowy służy do połączenia narzędzia lub przedmiotu obrabianego
z odpowiednim zespołem roboczym maszyny. Do zespołów tych należą np. imaki
narzędziowe, uchwyty, imadła itd.
Zespoły nośne (korpusy) są to zespoły łączące w całość wszystkie zespoły
maszyny, w określonym położeniu względem siebie.
Zespół sterowania zapewnia kierowanie ruchami i czynnościami zespołów
roboczych maszyny, np. włączaniem i wyłączaniem sprzęgieł, hamulców,
uchwytów zaciskowych itp.
Urządzenia nastawne i pomiarowe służą do nastawiania i mierzenia położenia
narzędzia względem obrabianego przedmiotu.
Źródło: J. Burek: Maszyny technologiczne, Wykłady autorskie, Politechnika Rzeszowska
30.
Urządzenia smarujące tworzą układ smarowania maszyny, który ma na celuzmniejszenie tarcia, strat energii i zużycia elementów ze sobą współpracujących.
Urządzenia chłodzące mają za zadanie chłodzenie narzędzia i obrabianego
przedmiotu.
Zespoły zabezpieczające i ochronne maszyny
Współczesne maszyny technologiczne są wyposażone w dodatkowe zespoły
eliminujące sytuacje zagrażające operatorowi maszyny oraz grożące
uszkodzeniem maszyny.
Sprzęgła przeciążeniowe mają za zadanie samoczynne rozłączenie
sprzęgniętych wałów, gdy moment obrotowy występujący na wale napędzanym
przekroczy wartość dopuszczalną.
Blokady mechaniczne lub elektryczne zabezpieczają zespoły maszyny przed
wykonaniem ruchu w niewłaściwej kolejności.
Bezpieczniki zabezpieczają maszynę przed skutkami przeciążenia
mechanicznego siłą czy momentem lub przeciążenia elektrycznego prądem lub
napięciem.
Zawory bezpieczeństwa samoczynnie zabezpieczają przewody lub zbiorniki
przed nadmiernym wzrostem ciśnienia czynnika roboczego (oleju, powietrza).
Hamulce służą do zmniejszenia prędkości lub zatrzymania ruchomych części
maszyny i uniemożliwiają ich ruch po zatrzymaniu.
Źródło: J. Burek: Maszyny technologiczne, Wykłady autorskie, Politechnika Rzeszowska
31.
Osłony oddzielają operatora maszyny przed szkodliwymi oddziaływaniami zestrefy roboczej, np. ostrymi i rozgrzanymi wiórami w procesie skrawania. Poza tym
osłony ochraniają zespoły maszyny przed szkodliwymi wpływami np. kurzu,
wilgoci, wysokiej temperatury, korozyjnego działania czynników chemicznych itp.
Urządzenia odprowadzające usuwają wióry w procesie skrawania, pyły itp.
Urządzenia sygnalizacyjne to urządzenia przekazujące sygnał, stanowiący
umowny odpowiednik informacji.
Układ kinematyczny maszyny
Układ kinematyczny obrabiarki stanowią mechanizmy służące do nadawania
zespołom roboczym obrabiarki ruchów niezbędnych do wykonania procesu
roboczego. Mechanizmami, z których składa się układ kinematyczny obrabiarki, są
najczęściej łańcuchy kinematyczne. Stanowią one zbiór połączonych ze sobą
par kinematycznych, takich jak przekładnie pasowe, przekładnie zębate,
przekładnie śrubowe, przekładnie zębatkowe itp.
W każdym łańcuchu kinematycznym można wyróżnić jego element początkowy
(wejściowy), np. silnik i element końcowy (wyjściowy), którym jest zazwyczaj człon
roboczy (wrzeciono robocze, suport), (rysunek na następnym slajdzie).
Źródło: J. Burek: Maszyny technologiczne, Wykłady autorskie, Politechnika Rzeszowska
32.
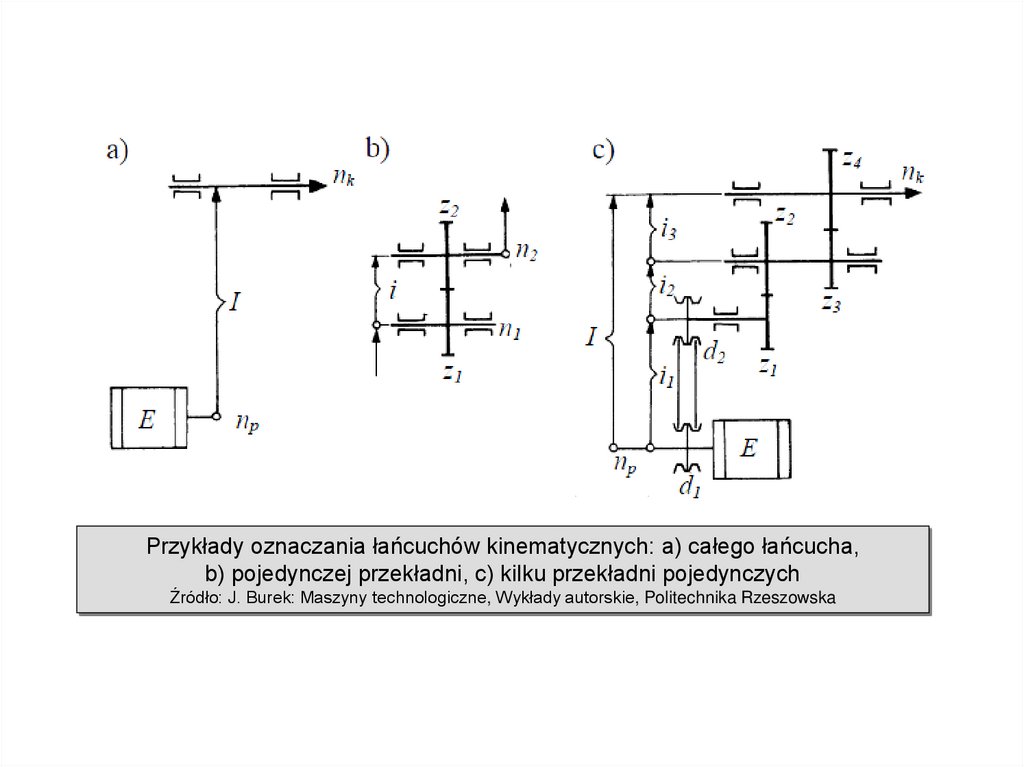
Przykłady oznaczania łańcuchów kinematycznych: a) całego łańcucha,b) pojedynczej przekładni, c) kilku przekładni pojedynczych
Źródło: J. Burek: Maszyny technologiczne, Wykłady autorskie, Politechnika Rzeszowska
33.
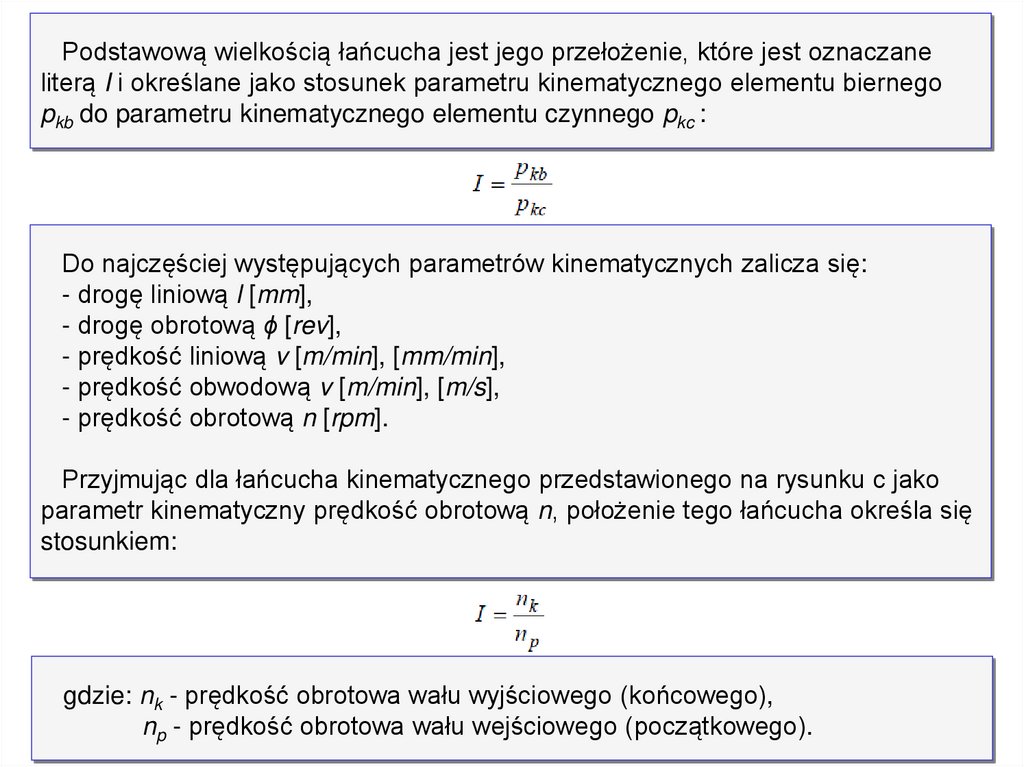
Podstawową wielkością łańcucha jest jego przełożenie, które jest oznaczaneliterą I i określane jako stosunek parametru kinematycznego elementu biernego
pkb do parametru kinematycznego elementu czynnego pkc :
Do najczęściej występujących parametrów kinematycznych zalicza się:
- drogę liniową l [mm],
- drogę obrotową ϕ [rev],
- prędkość liniową v [m/min], [mm/min],
- prędkość obwodową v [m/min], [m/s],
- prędkość obrotową n [rpm].
Przyjmując dla łańcucha kinematycznego przedstawionego na rysunku c jako
parametr kinematyczny prędkość obrotową n, położenie tego łańcucha określa się
stosunkiem:
gdzie: nk - prędkość obrotowa wału wyjściowego (końcowego),
np - prędkość obrotowa wału wejściowego (początkowego).
34.
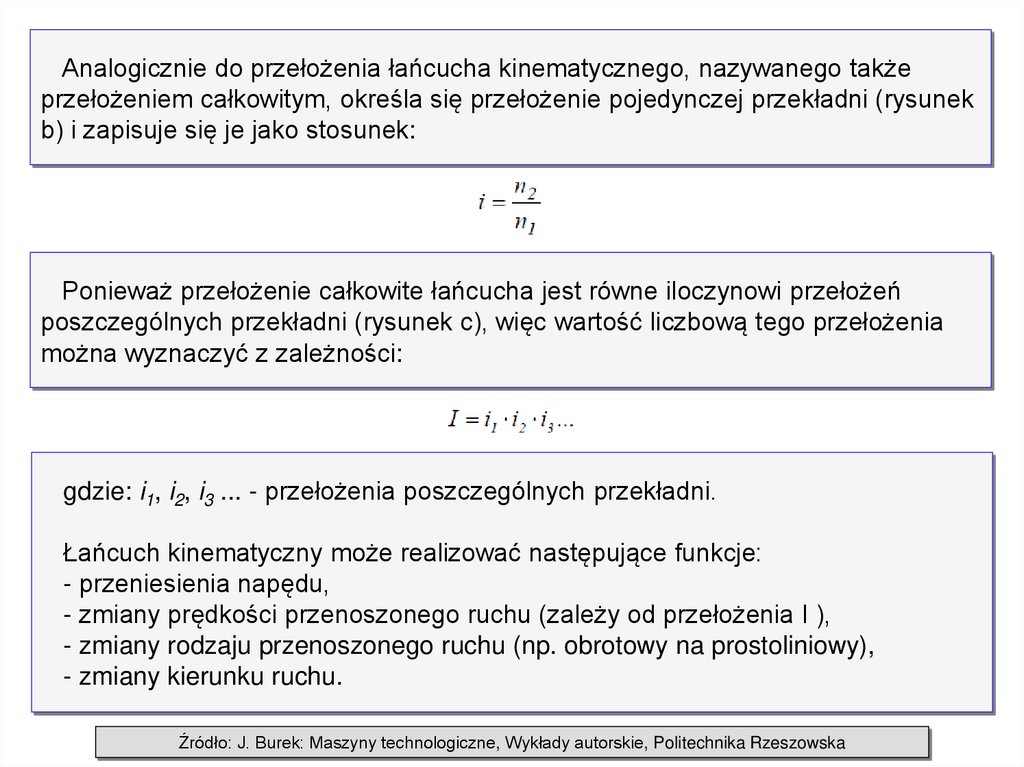
Analogicznie do przełożenia łańcucha kinematycznego, nazywanego takżeprzełożeniem całkowitym, określa się przełożenie pojedynczej przekładni (rysunek
b) i zapisuje się je jako stosunek:
Ponieważ przełożenie całkowite łańcucha jest równe iloczynowi przełożeń
poszczególnych przekładni (rysunek c), więc wartość liczbową tego przełożenia
można wyznaczyć z zależności:
gdzie: i1, i2, i3 ... - przełożenia poszczególnych przekładni.
Łańcuch kinematyczny może realizować następujące funkcje:
- przeniesienia napędu,
- zmiany prędkości przenoszonego ruchu (zależy od przełożenia I ),
- zmiany rodzaju przenoszonego ruchu (np. obrotowy na prostoliniowy),
- zmiany kierunku ruchu.
Źródło: J. Burek: Maszyny technologiczne, Wykłady autorskie, Politechnika Rzeszowska
35.
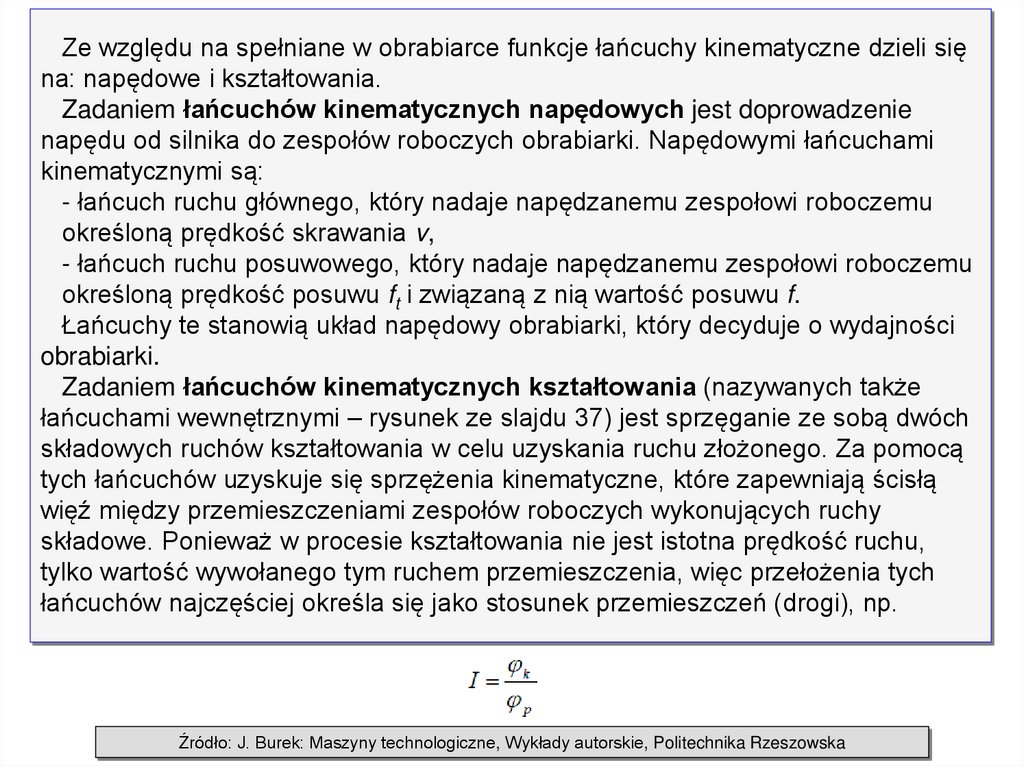
Ze względu na spełniane w obrabiarce funkcje łańcuchy kinematyczne dzieli sięna: napędowe i kształtowania.
Zadaniem łańcuchów kinematycznych napędowych jest doprowadzenie
napędu od silnika do zespołów roboczych obrabiarki. Napędowymi łańcuchami
kinematycznymi są:
- łańcuch ruchu głównego, który nadaje napędzanemu zespołowi roboczemu
określoną prędkość skrawania v,
- łańcuch ruchu posuwowego, który nadaje napędzanemu zespołowi roboczemu
określoną prędkość posuwu ft i związaną z nią wartość posuwu f.
Łańcuchy te stanowią układ napędowy obrabiarki, który decyduje o wydajności
obrabiarki.
Zadaniem łańcuchów kinematycznych kształtowania (nazywanych także
łańcuchami wewnętrznymi – rysunek ze slajdu 37) jest sprzęganie ze sobą dwóch
składowych ruchów kształtowania w celu uzyskania ruchu złożonego. Za pomocą
tych łańcuchów uzyskuje się sprzężenia kinematyczne, które zapewniają ścisłą
więź między przemieszczeniami zespołów roboczych wykonujących ruchy
składowe. Ponieważ w procesie kształtowania nie jest istotna prędkość ruchu,
tylko wartość wywołanego tym ruchem przemieszczenia, więc przełożenia tych
łańcuchów najczęściej określa się jako stosunek przemieszczeń (drogi), np.
Źródło: J. Burek: Maszyny technologiczne, Wykłady autorskie, Politechnika Rzeszowska
36.
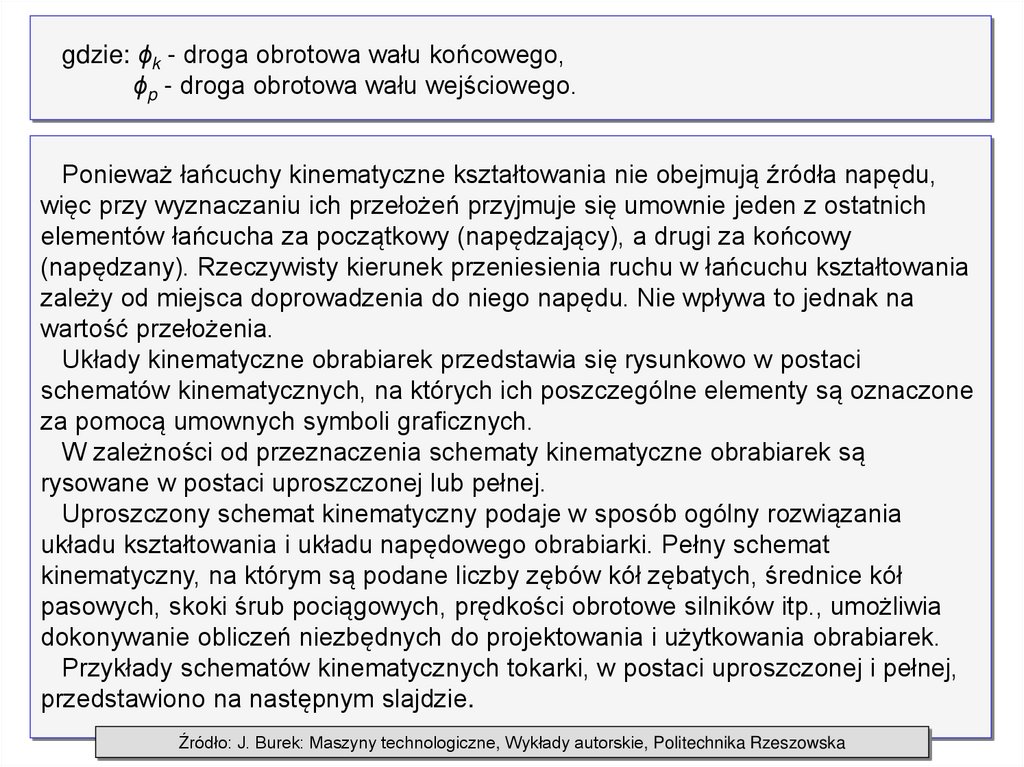
gdzie: ϕk - droga obrotowa wału końcowego,ϕp - droga obrotowa wału wejściowego.
Ponieważ łańcuchy kinematyczne kształtowania nie obejmują źródła napędu,
więc przy wyznaczaniu ich przełożeń przyjmuje się umownie jeden z ostatnich
elementów łańcucha za początkowy (napędzający), a drugi za końcowy
(napędzany). Rzeczywisty kierunek przeniesienia ruchu w łańcuchu kształtowania
zależy od miejsca doprowadzenia do niego napędu. Nie wpływa to jednak na
wartość przełożenia.
Układy kinematyczne obrabiarek przedstawia się rysunkowo w postaci
schematów kinematycznych, na których ich poszczególne elementy są oznaczone
za pomocą umownych symboli graficznych.
W zależności od przeznaczenia schematy kinematyczne obrabiarek są
rysowane w postaci uproszczonej lub pełnej.
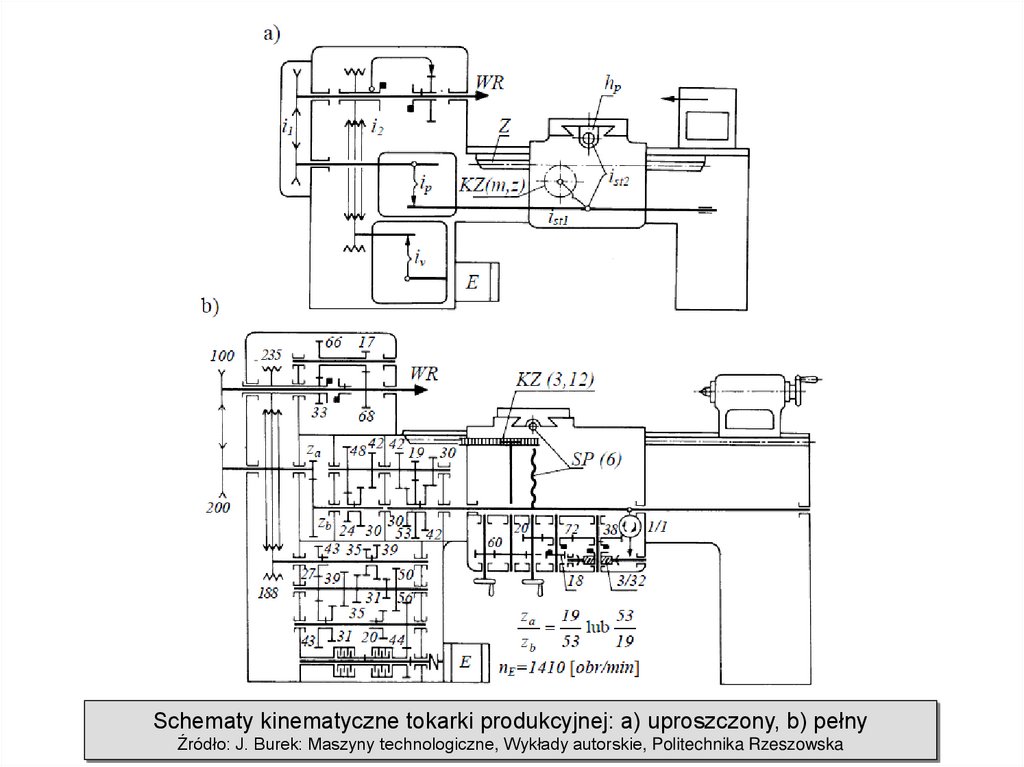
Uproszczony schemat kinematyczny podaje w sposób ogólny rozwiązania
układu kształtowania i układu napędowego obrabiarki. Pełny schemat
kinematyczny, na którym są podane liczby zębów kół zębatych, średnice kół
pasowych, skoki śrub pociągowych, prędkości obrotowe silników itp., umożliwia
dokonywanie obliczeń niezbędnych do projektowania i użytkowania obrabiarek.
Przykłady schematów kinematycznych tokarki, w postaci uproszczonej i pełnej,
przedstawiono na następnym slajdzie.
Źródło: J. Burek: Maszyny technologiczne, Wykłady autorskie, Politechnika Rzeszowska
37.
Schematy kinematyczne tokarki produkcyjnej: a) uproszczony, b) pełnyŹródło: J. Burek: Maszyny technologiczne, Wykłady autorskie, Politechnika Rzeszowska
38.
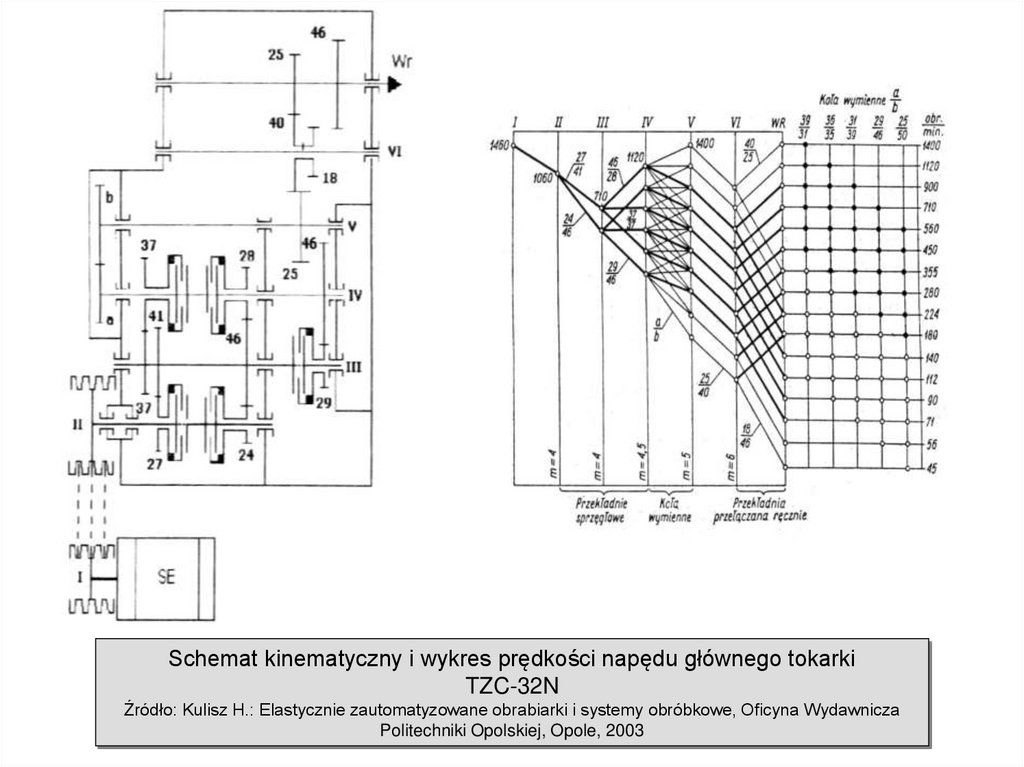
Napędy stopnioweW obrabiarkach SN napędy główne przechodziły różne etapy rozwoju, zanim
osiągnęły obecny wysoki poziom. W pierwszych rozwiązaniach, dominował napęd
stopniowy z zastosowaniem silnika asynchronicznego indukcyjnego i stopniowej
skrzynki prędkości budowanej na podobnych założeniach jak dla obrabiarek
konwencjonalnych z wykorzystaniem elementarnych przekładni zębatych.
Przykładem tego typu napędu może być napęd główny tokarki uchwytowej,
krajowej produkcji TZC 32N.
Źródło: Kulisz H.: Elastycznie zautomatyzowane obrabiarki i systemy obróbkowe, Oficyna Wydawnicza
Politechniki Opolskiej, Opole, 2003
39.
Schemat kinematyczny i wykres prędkości napędu głównego tokarkiTZC-32N
Źródło: Kulisz H.: Elastycznie zautomatyzowane obrabiarki i systemy obróbkowe, Oficyna Wydawnicza
Politechniki Opolskiej, Opole, 2003
40.
Skrzynka prędkości tej tokarki jest kombinacją przekładni pasowej o stałymprzełożeniu i przekładni elementarnych: sprzęgłowych, z kołami wymiennymi i z
kołami przesuwnymi. Pozwala ona na regulowaną skokowo zmianę prędkości
obrotowej wrzeciona w zakresie (45÷1400) obr/min (f =1,26) w pięciu zakresach
zależnie od dobranego w sposób sztywny przełożenia przekładni z kołami
wymiennymi i=a:b. W każdym z pięciu zakresów, sześć prędkości wrzeciona ma
automatyczne przełączenie za pomocą sprzęgieł elektromagnetycznych.
Obecnie stopniowe napędy ruchów głównych w obrabiarkach SN nie są
stosowane. Ich miejsce zajęły napędy bezstopniowe.
Źródło: Kulisz H.: Elastycznie zautomatyzowane obrabiarki i systemy obróbkowe, Oficyna Wydawnicza
Politechniki Opolskiej, Opole, 2003
41.
Napędy bezstopnioweW współcześnie produkowanych obrabiarkach SN, bezstopniowy napęd ruchów
głównych należy do standardowych rozwiązań. Pierwowzorem tych napędów były
układy stosowane w obrabiarkach tradycyjnych. Należały do nich napędy z
regulowanym silnikiem prądu stałego i przekładnią zębatą, bądź też napędy z
zastosowaniem silnika asynchronicznego, wariatora i przekładni zębatej.
Przekładnie zębate w tych układach miały za zadanie poszerzenie zakresu
regulowanych bezstopniowo prędkości obrotowych wrzeciona oraz poprawę
niektórych charakterystyk statycznych i dynamicznych napędu. Na rysunku poniżej
przedstawiono schemat napędu z silnikiem prądu stałego i przekładnią zębatą
centrum obróbkowego frezarskiego HP4.
Źródło: Kulisz H.: Elastycznie zautomatyzowane obrabiarki i systemy obróbkowe, Oficyna Wydawnicza
Politechniki Opolskiej, Opole, 2003
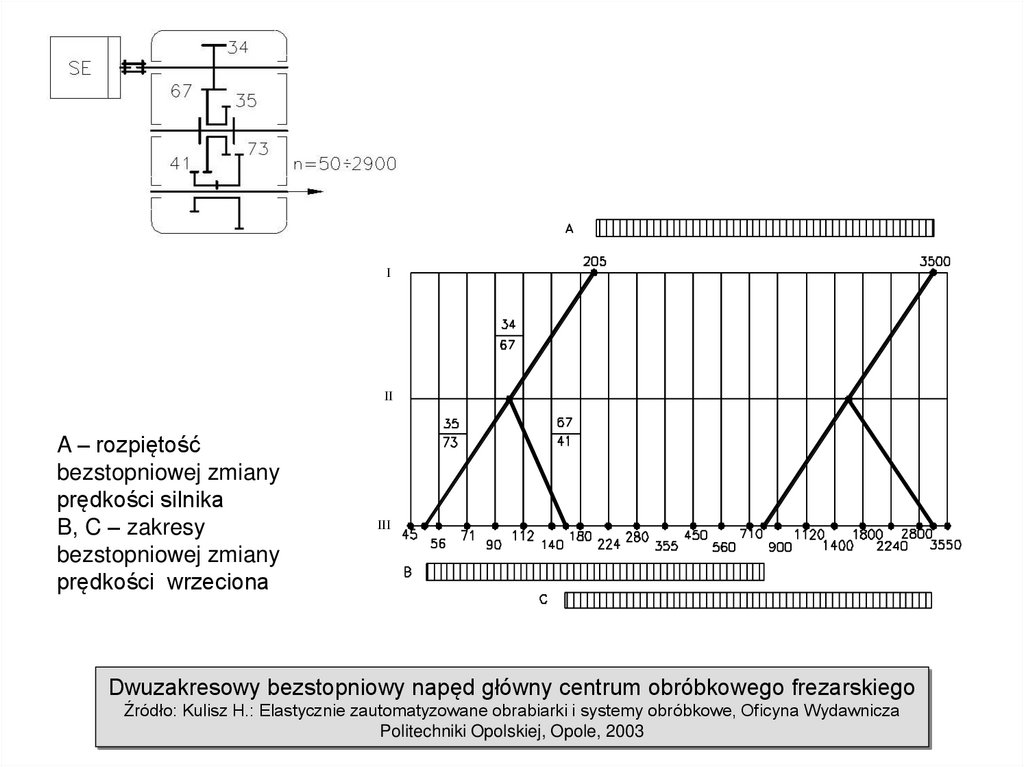
42.
III
A – rozpiętość
bezstopniowej zmiany
prędkości silnika
B, C – zakresy
bezstopniowej zmiany
prędkości wrzeciona
III
Dwuzakresowy bezstopniowy napęd główny centrum obróbkowego frezarskiego
Źródło: Kulisz H.: Elastycznie zautomatyzowane obrabiarki i systemy obróbkowe, Oficyna Wydawnicza
Politechniki Opolskiej, Opole, 2003