
 advertising
advertisingSimilar presentations:










測頭程式式說明
1.
CHALLENGE THE WORLDWITH SUPER TECHNOLOGY
挑 戰 德 國 工 藝 超 越 日 本 品 質
COMPANY INTRODUCTION
測頭程式說明
2.
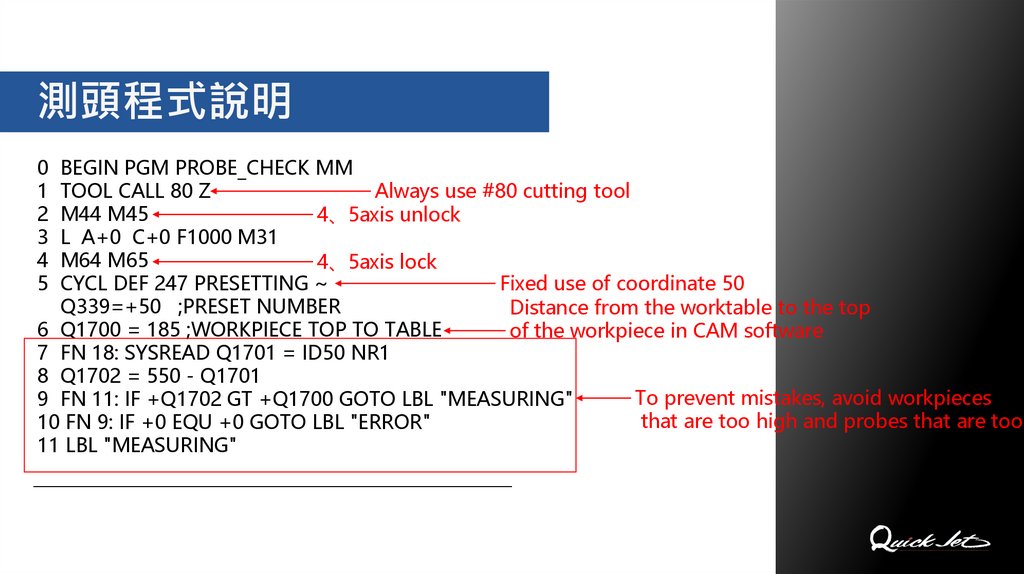
測頭程式說明0 BEGIN PGM PROBE_CHECK MM
1 TOOL CALL 80 Z
Always use #80 cutting tool
2 M44 M45
4、5axis unlock
3 L A+0 C+0 F1000 M31
4 M64 M65
4、5axis lock
Fixed use of coordinate 50
5 CYCL DEF 247 PRESETTING ~
Q339=+50 ;PRESET NUMBER
Distance from the worktable to the top
6 Q1700 = 185 ;WORKPIECE TOP TO TABLE
of the workpiece in CAM software
7 FN 18: SYSREAD Q1701 = ID50 NR1
8 Q1702 = 550 - Q1701
To prevent mistakes, avoid workpieces
9 FN 11: IF +Q1702 GT +Q1700 GOTO LBL "MEASURING"
that are too high and probes that are too
10 FN 9: IF +0 EQU +0 GOTO LBL "ERROR"
11 LBL "MEASURING"
3.
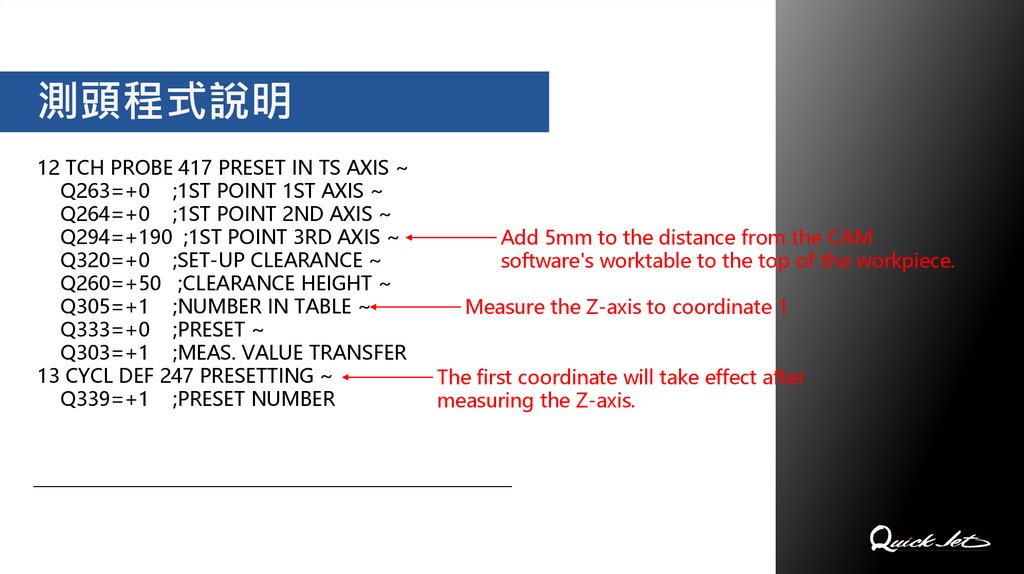
測頭程式說明12 TCH PROBE 417 PRESET IN TS AXIS ~
Q263=+0 ;1ST POINT 1ST AXIS ~
Q264=+0 ;1ST POINT 2ND AXIS ~
Q294=+190 ;1ST POINT 3RD AXIS ~
Q320=+0 ;SET-UP CLEARANCE ~
Q260=+50 ;CLEARANCE HEIGHT ~
Q305=+1 ;NUMBER IN TABLE ~
Q333=+0 ;PRESET ~
Q303=+1 ;MEAS. VALUE TRANSFER
13 CYCL DEF 247 PRESETTING ~
Q339=+1 ;PRESET NUMBER
Add 5mm to the distance from the CAM
software's worktable to the top of the workpiece.
Measure the Z-axis to coordinate 1
The first coordinate will take effect after
measuring the Z-axis.
4.
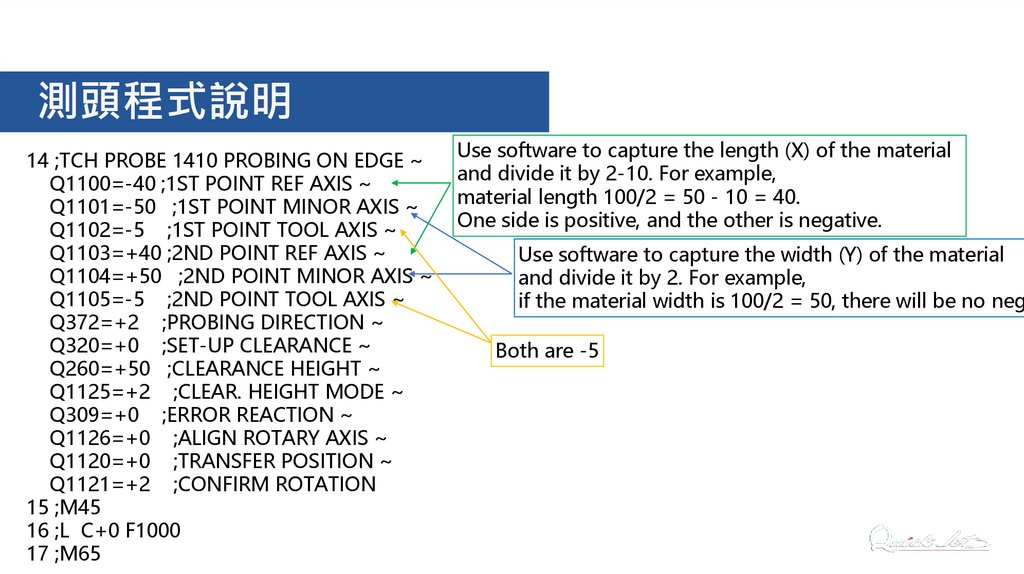
測頭程式說明14 ;TCH PROBE 1410 PROBING ON EDGE ~
Q1100=-40 ;1ST POINT REF AXIS ~
Q1101=-50 ;1ST POINT MINOR AXIS ~
Q1102=-5 ;1ST POINT TOOL AXIS ~
Q1103=+40 ;2ND POINT REF AXIS ~
Q1104=+50 ;2ND POINT MINOR AXIS ~
Q1105=-5 ;2ND POINT TOOL AXIS ~
Q372=+2 ;PROBING DIRECTION ~
Q320=+0 ;SET-UP CLEARANCE ~
Q260=+50 ;CLEARANCE HEIGHT ~
Q1125=+2 ;CLEAR. HEIGHT MODE ~
Q309=+0 ;ERROR REACTION ~
Q1126=+0 ;ALIGN ROTARY AXIS ~
Q1120=+0 ;TRANSFER POSITION ~
Q1121=+2 ;CONFIRM ROTATION
15 ;M45
16 ;L C+0 F1000
17 ;M65
Use software to capture the length (X) of the material
and divide it by 2-10. For example,
material length 100/2 = 50 - 10 = 40.
One side is positive, and the other is negative.
Use software to capture the width (Y) of the material
and divide it by 2. For example,
if the material width is 100/2 = 50, there will be no neg
Both are -5
5.
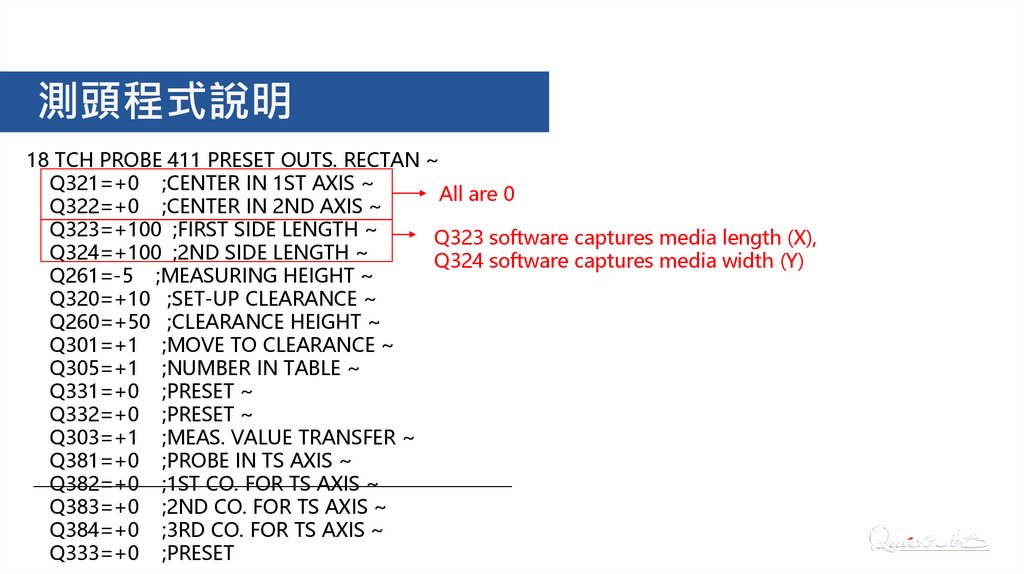
測頭程式說明18 TCH PROBE 411 PRESET OUTS. RECTAN ~
Q321=+0 ;CENTER IN 1ST AXIS ~
All are 0
Q322=+0 ;CENTER IN 2ND AXIS ~
Q323=+100 ;FIRST SIDE LENGTH ~
Q323 software captures media length (X),
Q324=+100 ;2ND SIDE LENGTH ~
Q324 software captures media width (Y)
Q261=-5 ;MEASURING HEIGHT ~
Q320=+10 ;SET-UP CLEARANCE ~
Q260=+50 ;CLEARANCE HEIGHT ~
Q301=+1 ;MOVE TO CLEARANCE ~
Q305=+1 ;NUMBER IN TABLE ~
Q331=+0 ;PRESET ~
Q332=+0 ;PRESET ~
Q303=+1 ;MEAS. VALUE TRANSFER ~
Q381=+0 ;PROBE IN TS AXIS ~
Q382=+0 ;1ST CO. FOR TS AXIS ~
Q383=+0 ;2ND CO. FOR TS AXIS ~
Q384=+0 ;3RD CO. FOR TS AXIS ~
Q333=+0 ;PRESET
6.
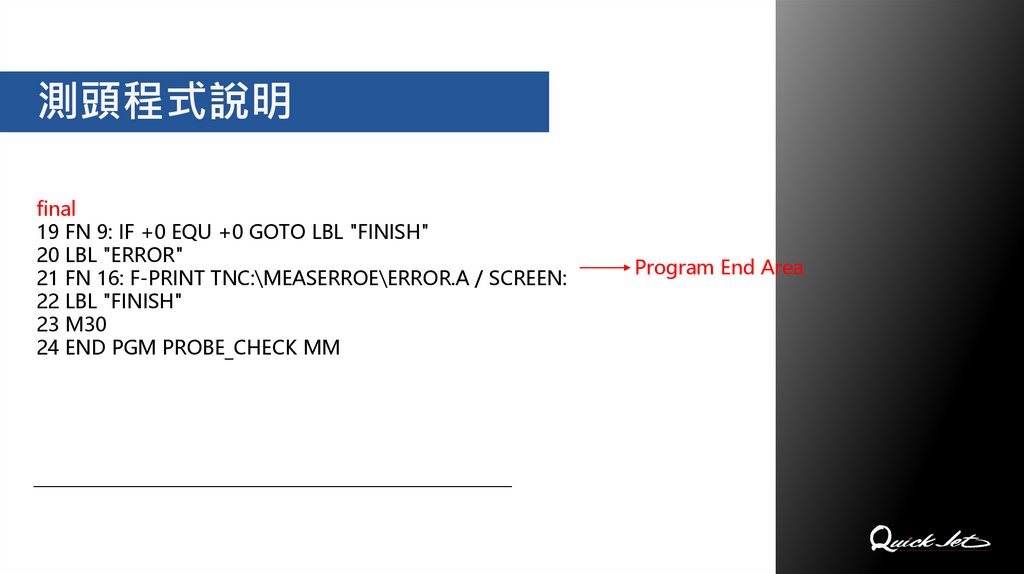
測頭程式說明final
19 FN 9: IF +0 EQU +0 GOTO LBL "FINISH"
20 LBL "ERROR"
21 FN 16: F-PRINT TNC:\MEASERROE\ERROR.A / SCREEN:
22 LBL "FINISH"
23 M30
24 END PGM PROBE_CHECK MM
Program End Area