



















 industry
industrySimilar presentations:







")


Общая характеристика процесса шлифования
1. Министерство образования и науки Калужской области Государственное автономное профессиональное образовательное учреждение
Министерство образования и науки Калужской областиГосударственное автономное профессиональное образовательное
учреждение
Калужской области
«Калужский технический колледж»
ПМ.03 МДК.03.02 «Общая характеристика процесса шлифования»
Специальность 15.02.08 «Технология машиностроения»
Тема: «Общая характеристика процесса шлифования»
Разработал студент группы 3ТМ1:
Кисеньков Артём
Принял преподаватель :
Товстоплётова И.В.
Калуга 2023
2. Цели:
• Придавать необходимую степень гладкости.• Уменьшать размеры на микроскопические значения, которые измеряются в
микрометрах (мкм).
• Устранять дефекты: неровности, окалину, царапины, неглубокие сколы,
трещины, выпуклости, остатки шлака, шероховатости.
• Сглаживать, незначительно закруглять чрезмерно острые углы, грани.
• Снижать силу трения. Это необходимо для подшипников, шестерёнок и
прочих элементов подвижных узлов и механизмов.
3.
• Основные понятия и определения.4. Основные понятия и определения. Шлифование
Основные понятия иопределения.
Шлифование
• Шлифование – один из видов обработки
металлов резанием. При
• шлифовании припуск на обработку снимается
абразивными инструментами – шлифовальными
кругами. Шлифовальный круг представляет
собой пористое тело, состоящее из большого
количества мелких зерен. Эти зерна соединены
между собой особым веществом называется
связкой. Твердые материалы, из
• которых образованы зерна шлифовального
круга, называются абразивными материалами.
5. Особенности процесса шлифования
• 1) высокую скорость резания;• 2) сильное размельчение и
своеобразный характер
снимаемой стружки;
• 3) невыгодную геометрию
режущих зерен
шлифовального круга;
• 4) высокое нагревание
обрабатываемой поверхности
и стружки.
6. Абразивные зёрна
• Абразивные зерна, как правило,имеют отрицательные углы резания.
Работу каждого отдельно взятого
абразивного зерна можно сравнить с
работой резца, имеющего
отрицательный передний угол. Так,
если при работе другими
инструментами их режущей части
можно придать на выгоднейшую
геометрию, то с зернами
шлифовального круга этого сделать
нельзя.
7. Шлифовальный круг
• Шлифовальный круг имеет прерывистую режущую кромку.Высокие скорости резания, трение связки шлифовального круга
об обрабатываемую поверхность, произвольная геометрия
абразивных размельчение стружки приводят к тому, что в зоне
шлифования выделяется большое количество тепла. Высокая
температура поверхностных слоев шлифуемой детали,
достигающая 1000° и больше, вызывает изменение структуры и
физических свойств металла
8. ВИДЫ И СПОСОБЫ ШЛИФОВАНИЯ
• Поверхности, обрабатываемые шлифованием, могут бытьпростыми и сложными. К простым относятся наружная и
внутренняя цилиндрическая поверхность, и плоскость, к
сложным – винтовая, эвольвентная и некоторые другие
поверхности.
• Для осуществления процесса шлифования необходимо, чтобы
деталь и абразивный инструмент имели соответствующие
относительные движения. В машиностроении ниаболее часто
применяются следующие виды шлифования: круглое наружное,
круглое внутреннее и плоское
9. ВИДЫ И СПОСОБЫ ШЛИФОВАНИЯ
Круглое наружное шлифование. Кэтому виду шлифования относятся:
а) шлифование с продольной подачей;
б) шлифование врезанием;
в) бесцентровое шлифование с
продольной подачей;
г) бесцентровое шлифование
врезанием.
Круглое внутреннее шлифование. К
этому виду шлифования относятся:
а) шлифование с продольной подачей;
б) шлифование врезанием;
в) бесцентровое шлифование с
продольной подачей;
г) бесцентровое шлифование
врезанием.
10. Шлифовальные круги и другие абразивные изделия характеризируются:
абразивным материалом,
зернистостью,
связкой,
твердостью,
структурой,
формой,
размерами
11. Форма и размеры шлифовальных кругов.
• Шлифовальные круги изготовляют различной формы и размеров.Форма круга выбирается в зависимости от конструкции станка,
крепежных устройств и условий шлифования. Размеры
шлифовальных кругов выбираются по размерам и мощности
станка, по размерам обрабатываемого изделия, конструкции и
размерам крепежных устройств и защитных кожухов. При выборе
размера круга руководствуются правилом — всегда брать
возможно больший размер, так как это улучшает условия резания
(уменьшается дуга контакта).
12. Дефекты поверхности при шлифовании.
• При шлифовании металлов различают мгновенную температурурезания, развивающуюся в момент снятия стружки, и
установившуюся температуру поверхности детали. Мгновенная
температура на участках детали, непосредственно находящихся в
зоне резания, достигает больших значений. Это приводит к
шлифовочным ожогам поверхностного слоя детали,
шлифовочным трещинам и другим дефектам поверхности.
13. Дефекты поверхности при шлифовании.
• Шлифовочный прижог. Подшлифовочным прижогом следует
понимать местное изменение
структуры поверхностного слоя
шлифуемой детали в сторону
ухудшения её качества под
воздействием высокой мгновенной
температуры. Шлифовочный
прижог уменьшает твердость и
износостойкость поверхностного
слоя.
14. Дефекты поверхности при шлифовании.
• Шлифовочные трещины. сопровождаются шлифовочнымитрещинами, особенно при шлифовании закаленных сталей. Такие
перпендикулярно направлению шлифования и бывают видны на
поверхности детали в виде сетки. Причина их возникновения в
чрезмерно высоких режимах шлифования, в неудачно
подобранном шлифовальном круге. Все это вызывает сильное
нагревание детали в зоне резания и, как только этот участок
поверхности освободится от воздействия шлифовального круга,
происходит быстрое его охлаждение, приводящее к появлению
мельчайших трещин.
15. Действующие силы и необходимая мощность при шлифовании
• 1) сила Рz – тангенциальная сила,направленная по касательной к
окружности шлифовального круга,
представляющая собой силу резания;
• 2) сила Рy – радиальная шлифовального
круга на деталь; эта сила действует в
направлении радиуса шлифовального
круга, находящегося в точке его касания
с деталью;
• 3) силы Рх – осевая сила, направленная
вдоль оси шлифовального круга — это
сила подачи.
16. Режим шлифования
• Окружная скорость шлифовального круга. Шлифовальные кругивращаются с большой скоростью. Каждая точка на наружной
поверхности круга перемещается со скоростью от 20 до 60 м/сек,
или от 70 до 220 км/час. Путь, который проходит любая точка на
поверхности круга в одну секунду, называется окружной
скоростью шлифовального круга.
• Окружную скорость можно определить, если известен диаметр
шлифовального круга и число оборотов в минуту.
17.
Маркировка шлифовальных кругов18. Маркировка шлифовальных кругов
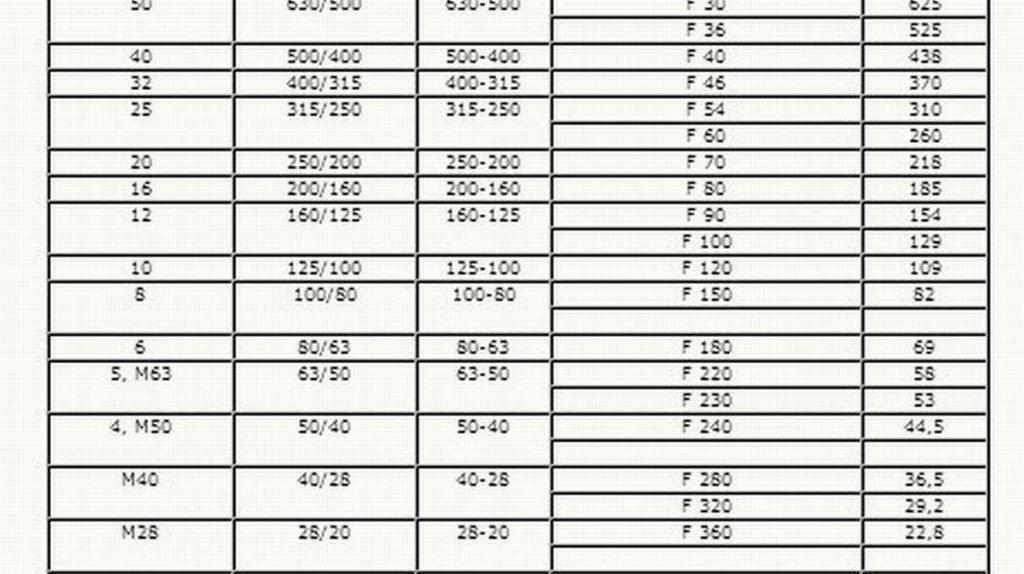
• Маркировка шлифовальных кругов содержит следующую информацию:• Тип круга.
• Размер изделия.
• Материал абразива.
• Зернистость круга.
• Твердость изделия.
• Структура.
• Связующий материал.
• Допустимая скорость вращения.
• Класс точности круга.
• Неуравновешенность круга.
• Маркировка, выполненная по различным ГОСТам, отличается обозначениями зернистости, твердости
и других параметров. Кроме того, производители используют различную маркировку для своих
кругов, исключая некоторые параметры и используя старые и новые обозначения
19. Маркировка шлифовальных кругов
20.
21. Список литературы
• 1.Новиков В. Ю. Слесарь-ремонтник: Учебник для нач.проф. образования/ Владимир Юрьевич Новиков. -М.: Издательский
центр «Академия», 2004. -304 с.
• 2.Покровский Б.С. Основы слесарного дела: учебник для нач. проф.
образования/ Б.С. Покровский. -3-е изд., перераб. –М.: Издательский
центр «Академия», 2010. -320с.
• 3.Покровский Б. С. Слесарноедело: учебник для нач. проф.
образования/ Б. С. Покровский, В. А. Скакун. -3-е изд., стер. -М.
Издательский центр «Академия», 2004. -320 с.
• 4.Покровский Б. С. Справочник слесаря: учеб пособие для нач.проф.
образования / Б. С. Покровский , В. А. Скакун.-4-е изд. стер. -М.:
Издательский центр «Академия», 2008. -384 с.
22. Заключение
• В заключении отметим, что все большее применение находитобработка с применением абразивной ленты. Этот метод
применяется для черновой, чистовой и отделочной обработки и во
многих случаях обеспечивает значительное повышение
производительности труда.
• Обработка же абразивными материалами является малоотходной
и, в перспективе, будет вытеснять обработку металлическим
инструментом.