






 industry
industrySimilar presentations:
")
. Обрабатываемость конструкционных материалов")




 смазочно-охлаждающей жидкости")



Применение смазочно-охлаждающих жидкостей при резании
1. ГАПОУ СО «Каменск–Уральский радиотехнический техникум»
ПМ.01. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХПРОЦЕССОВ И УПРАВЛЯЮЩИХ ПРОГРАММ ДЛЯ
ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ В
МЕТАЛЛООБРАБАТЫВАЮЩИХ И АДДИТИВНЫХ
ПРОИЗВОДСТВАХ
Преподаватель: Лесюк В.С.
2. Применение смазочно-охлаждающих жидкостей при резании.
Применение смазочноохлаждающих жидкостей прирезании.
3.
Смазочно-охлаждающие технологическиесредства (СОТС) широко используют в
механообработке для улучшения
обрабатываемости материалов и применяют в
виде жидкостей, газов, консистентных
(пластичных) и твердых смазок. Из них
наибольшее применение получили жидкие
СОТС, которые принято называть смазочноохлаждающими жидкостями (СОЖ).
4.
На процесс резания СОЖ влияют главнымобразом через смазывающее,
охлаждающее и моющее действия.
Смазывающему действию СОЖ должно
предшествовать проникновение среды
на контактные площадки инструмента и
заготовки.
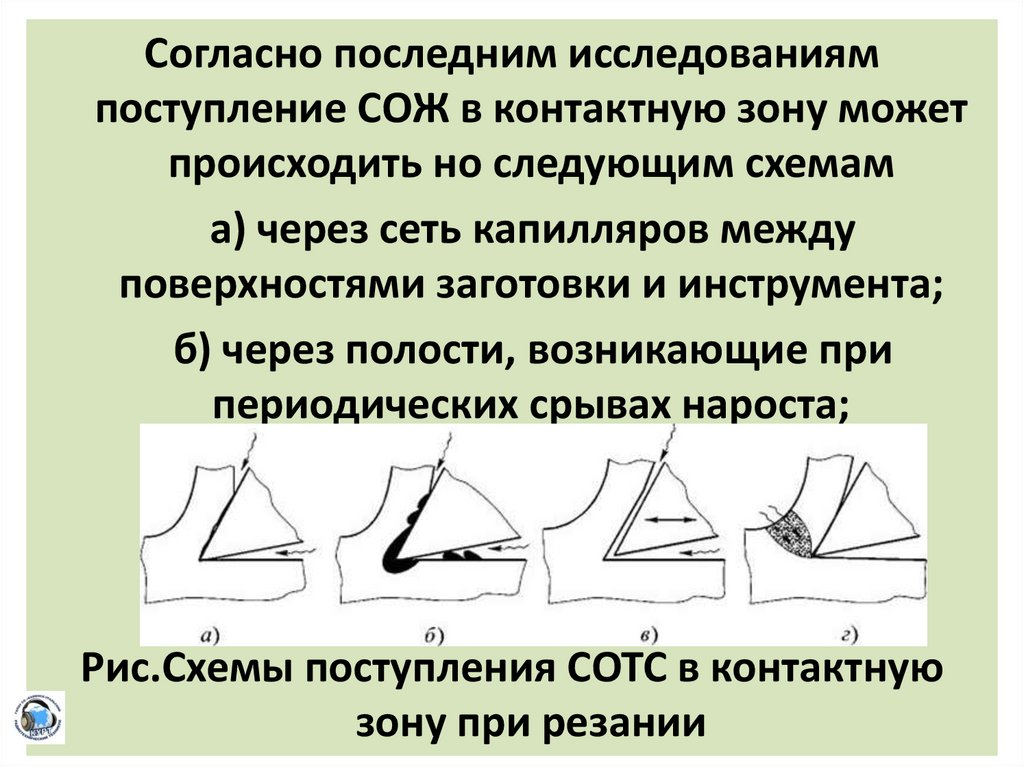
Согласно последним исследованиям
поступление СОЖ в контактную зону
может происходить но следующим
схемам
5.
Под смазочным действием понимаютспособность СОЖ образовывать на
контактных поверхностях инструмента, на
стружке и на обработанных поверхностях
заготовки прочные пленки, полностью или
частично предотвращающие
соприкосновение передней поверхности
со стружкой и задних поверхностей с
поверхностью резания.
6.
Охлаждающее действие СОЖ заключается восновном в отборе тепла от нагретых
контактных поверхностей инструмента и
поверхностей обрабатываемой детали за
счет конвективного теплообмена.
Теплообмен между нагретыми
поверхностями и СОЖ зависит от условий
испарения жидкости, теплофизических
свойств контактирующих тел, смачивающих
способностей СОЖ, скорости ее
относительного движения.
7.
Под моющим действием СОЖ понимаютспособность жидкостей удалять продукты
изнашивания с поверхности резания и
контактных поверхностей инструмента.
Моющая способность СОЖ улучшается со
снижением поверхностного натяжения
жидкости.
8.
Согласно последним исследованиямпоступление СОЖ в контактную зону может
происходить но следующим схемам
а) через сеть капилляров между
поверхностями заготовки и инструмента;
б) через полости, возникающие при
периодических срывах нароста;
Рис.Схемы поступления СОТС в контактную
зону при резании
9.
а) - через сеть капилляров междуповерхностями заготовки и
инструмента;
б) - через полости, возникающие при
периодических срывах нароста;
в) - при нарушении сплошности контакта
между поверхностями заготовки и
инструмента;
г) - путем диффузии через трещины и
другие дефекты в стружке деформации.
10.
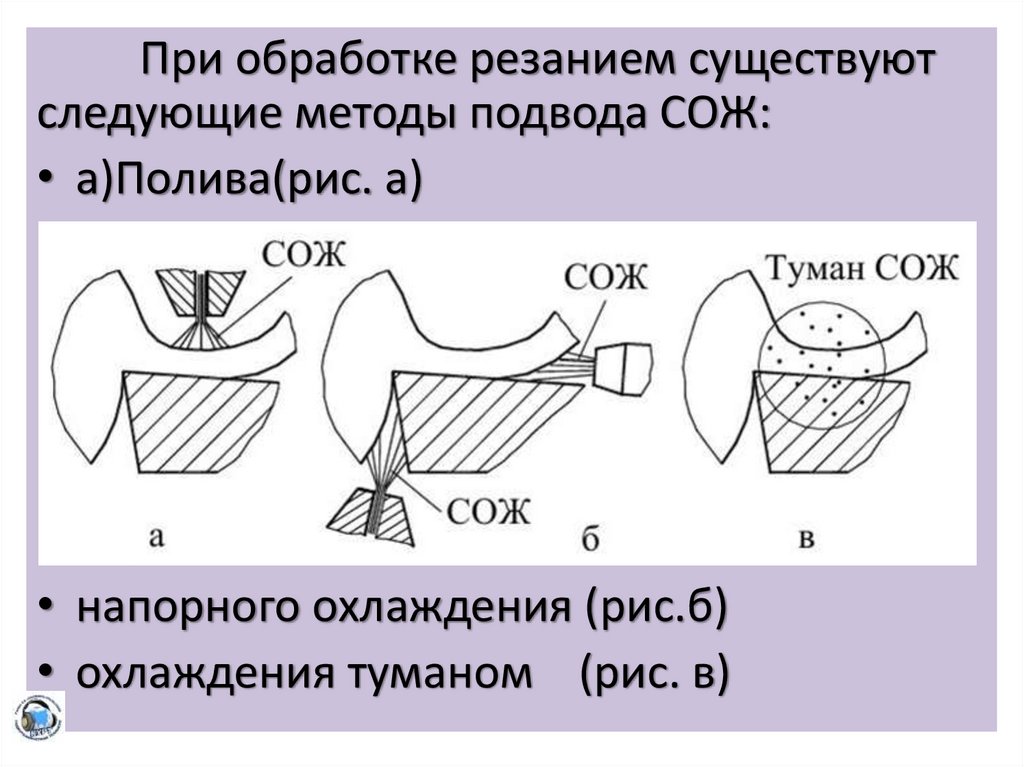
При обработке резанием существуютследующие методы подвода СОЖ:
• а)Полива(рис. а)
• напорного охлаждения (рис.б)
• охлаждения туманом (рис. в)
11.
Недостатки 1 -го метода - охлаждаетсянаружная поверхность стружки, наименее
нагретая. Второй метод более эффективен охлаждение подается в точки, наиболее
приближенные к точкам с максимальной
температурой. Достоинства третьего метода
- очень интенсивное поглощение тепла за
счет повышения мелкодисперсности,
12.
т.е. жидкость уже готова к испарению ивстретившись с нагретым источником тепла
быстро испаряется, поглощая при этом
значительное количества тепла. Третий
метод считается самым эффективным. При
сверлении незаменимым является второй
метод, когда подача СОЖ осуществляется
через каналы в сверле. Метод полива менее
эффективен.
13.
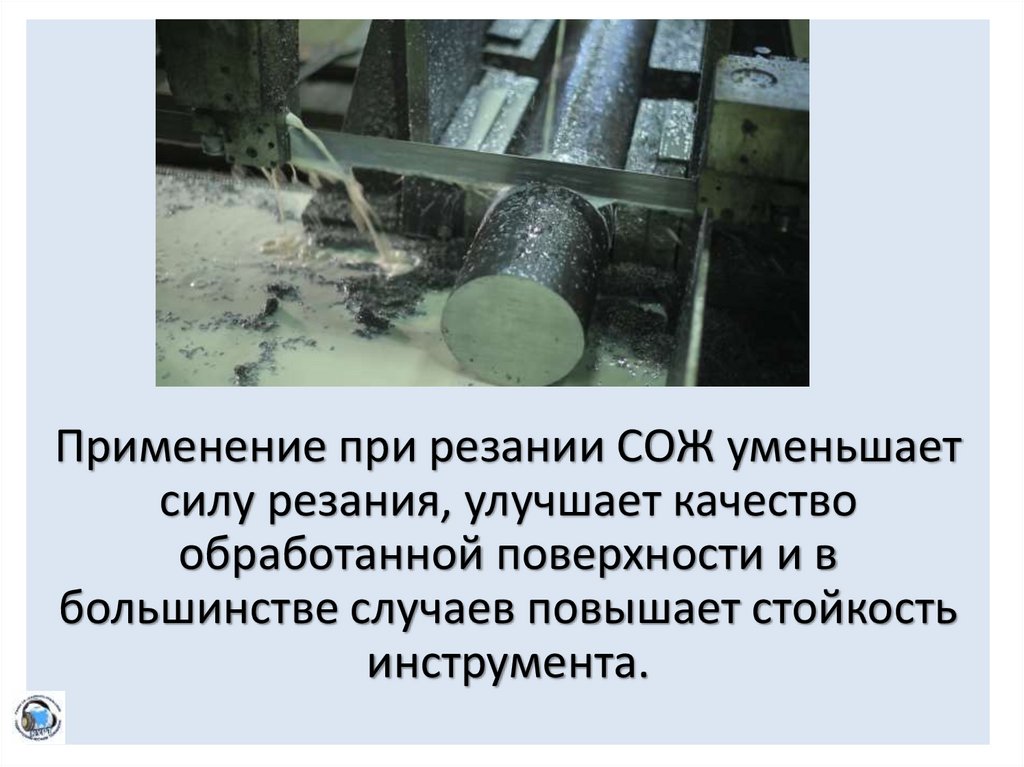
Применение при резании СОЖ уменьшаетсилу резания, улучшает качество
обработанной поверхности и в
большинстве случаев повышает стойкость
инструмента.
14.
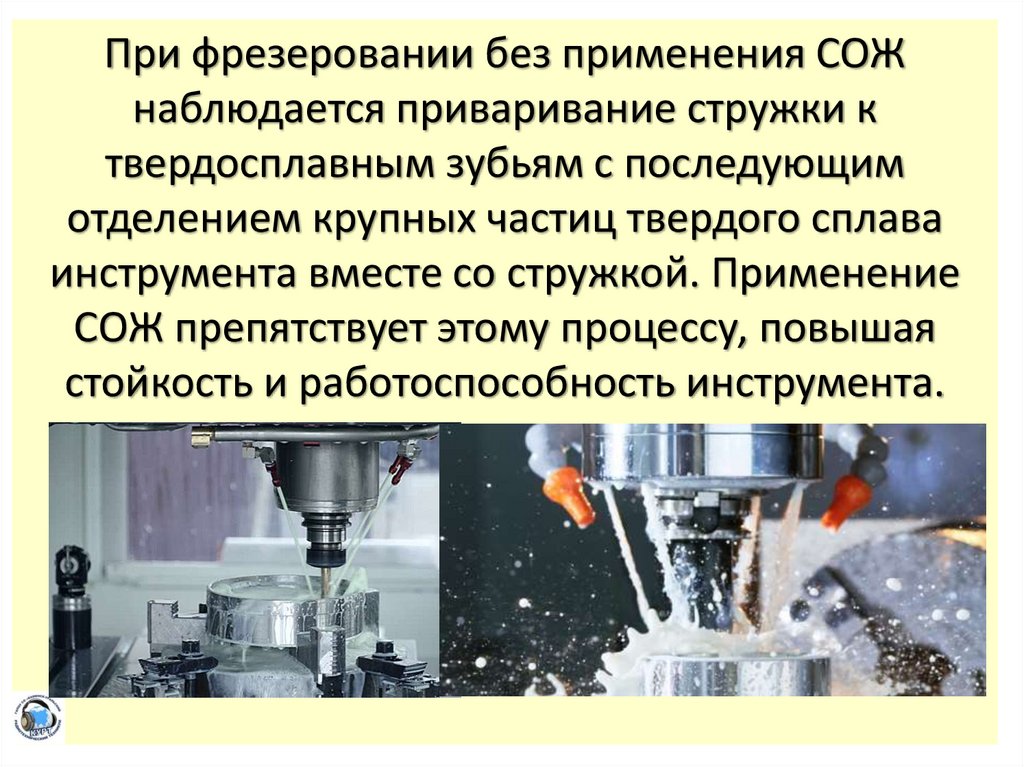
При фрезеровании без применения СОЖнаблюдается приваривание стружки к
твердосплавным зубьям с последующим
отделением крупных частиц твердого сплава
инструмента вместе со стружкой. Применение
СОЖ препятствует этому процессу, повышая
стойкость и работоспособность инструмента.
15.
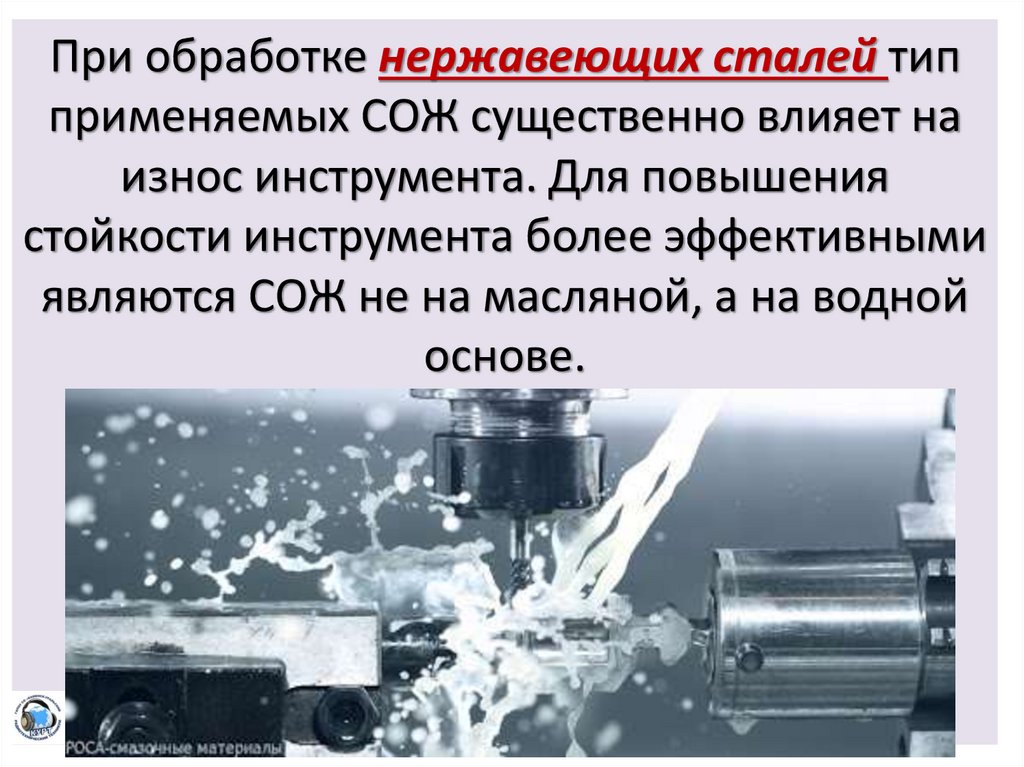
При обработке нержавеющих сталей типприменяемых СОЖ существенно влияет на
износ инструмента. Для повышения
стойкости инструмента более эффективными
являются СОЖ не на масляной, а на водной
основе.
16. Правила выбора СОЖ на масляной основе
Выбор и применение СОЖ на масляной основе.Делая выбор между несколькими марками
смазочно-охлаждающей жидкости с аналогичными
характеристиками, специалисты рекомендуют
отдать предпочтение тем продуктам, которые:
- имеют более высокую прозрачность для
лучшего обзора рабочей зоны
- не образуют масляный туман и безопасные для
персонала
- не содержат хлора и при этом обладают
высокими смазывающими свойствами и
обеспечивают требуемое качество обработки
17.
При выборе состава СОЖ для механообработкинеобходимо учитывать следующее. На
контактирующих поверхностях обрабатываемой
заготовки и инструмента возникают высокие
контактные давления. Контактное давление
максимально в непосредственной близости к
главной режущей кромке (до 60...70 ГПа). Такое
давление препятствует доступу в активную зону
смазочно-охлаждающей жидкости и эффективному
охлаждению. Проблему повышения эффективности
решают подачей СОЖ оптимальным способом в
зону резания и обоснованным выбором
рациональной рецептуры СОЖ.
18.
Выбор и применение синтетическихи полусинтетических СОЖ.
Эта группа включает три основных
разновидности СОЖ с разной
дисперсностью основного
компонента:
19.
Эмульсионные: грубодисперсныепродукты, получаемые путем разбавления
водой эмульсолов, содержащих до 85%
минеральных масел. Вследствие
смешивания эмульсола и воды в
концентрации 5-30% образуется эмульсия
белого цвета, обладающая высокими
смазывающими характеристиками.
20.
Полусинтетические: концентрированныепродукты с коллоидной степенью
дисперсии, содержат до 50% минеральных
масел. Рабочий полупрозрачный раствор
концентрацией 1-10% получают при
смешивании с водой. Он в равной мере
характеризуется хорошими смазывающими
и охлаждающими свойствами.
21.
Синтетические: концентраты, несодержащие масел, имеют молекулярную
степень дисперсности. Основные
компоненты: поверхностно-активные
вещества (ПАВ), вода, водорастворимые
полимеры и присадки. Рабочий раствор в
концентрации 1-10% обладает высокими
охлаждающими свойствами.
22. Как выбрать СОЖ для фрезерования?
Требования к СОЖ для фрезерных станков зависят отрежима резания, материала инструмента и заготовки.
Например:
• при использовании фрез с твердосплавными
пластинами они должны сочетать высокие смазочные
и низкие охлаждающие свойства (фрезерование
является прерывистым процессом, интенсивное
охлаждение зоны реза приводит к образованию
трещин на режущих кромках инструмента из-за резких
перепадов температуры);
• при обработке деталей из алюминия и нержавейки
необходимо для улучшения качества обработки
поверхностей следует применять СОЖ с
антизадирными присадками.
23. Особенности выбора СОЖ для шлифовальных станков
К СОЖ для шлифовки металлов предъявляютсяповышенные требования по пожаробезопасности,
пено- и туманообразованию, содержанию опасных
для здоровья персонала веществ.
• Во время шлифования в рабочей зоне образуется
большое количество мелкой стружки и
абразивной пыли, что приводит к образованию
царапин на обрабатываемых поверхностях.
Поэтому для обеспечения высокого качества
деталей необходимо выбирать СОЖ с
улучшенными моющими свойствами.
24. СОЖ для сверления
Выбирая смазочно-охлаждающую жидкостьдля сверлильного станка, необходимо обязательно
учитывать глубину отверстий: СОЖ для глубокого
сверления должны обладать повышенными
теплоотводящими и антифрикционными свойствами.
• Для повышения качества обработки поверхностей
отверстий в деталях из нержавеющей стали в
состав СОЖ вводят компоненты,
предотвращающие налипание металла на сверло.
• Одним из важнейших требований к СОЖ при
использовании твердосплавных сверл является
содержание присадок, препятствующих
выгоранию кобальта.
25.
• https://oilcool.ru/article/sozh_kharakteristiki_sostav_primenenie/
• https://ritm-magazine.ru/ru/public/osnovypravilnogo-vybora-sozh
• https://ozlib.com/811640/tehnika/primenenie_s
mazochno_ohlazhdayuschih_tehnologicheskih_sr
edstv_rezanii_materialov
• https://ozlib.com/873702/tehnika/smazochno_o
hlazhdayuschie_zhidkosti_obrabotke_rezaniem