 electronics
electronicsSimilar presentations:










Moldflow Analysis Report/ 模流分析报告
1.
Moldflow Analysis Report/ 模流分析报告产品数模截图
Project name
( 项目名 )
Part number
( 零件号 )
Date of Moldflow Review
( 评审日期 )
Mould / Product Company
( 模具 / 零件供应商 )
YH2025-3356-A2
/
2025.10.27
/
Part name
( 零件名 )
CAD Version
(CAD 模型版本 )
UG Version
(UG 版本 )
Mold Design Engineer
( 模具设计工程师 )
说明
/
2018
NX10.0
版本
2.
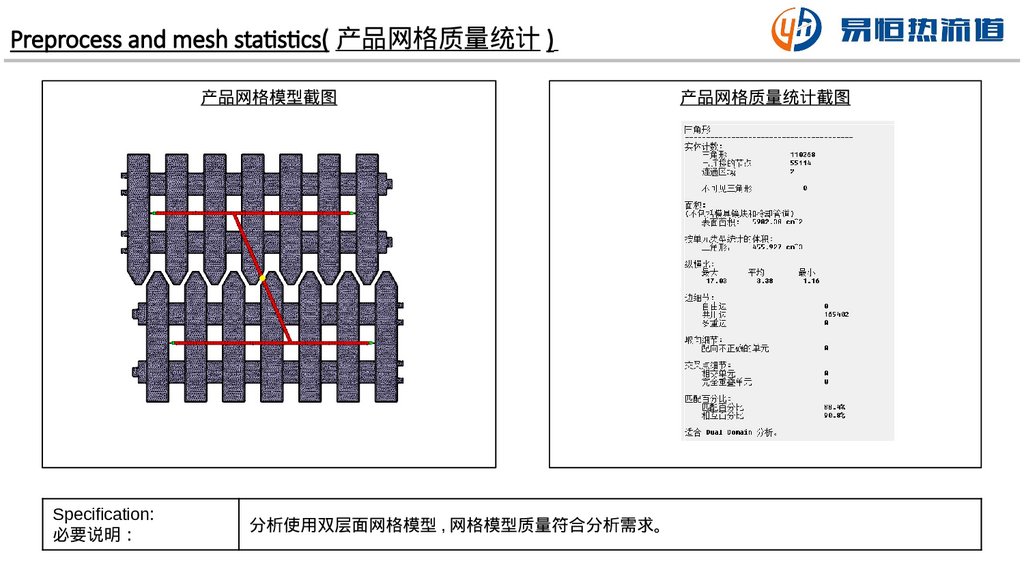
Preprocess and mesh statistics( 产品网格质量统计 )产品网格模型截图
Specification:
必要说明
分析使用双层面网格模型 , 网格模型质量符合分析需求。
产品网格质量统计截图
3.
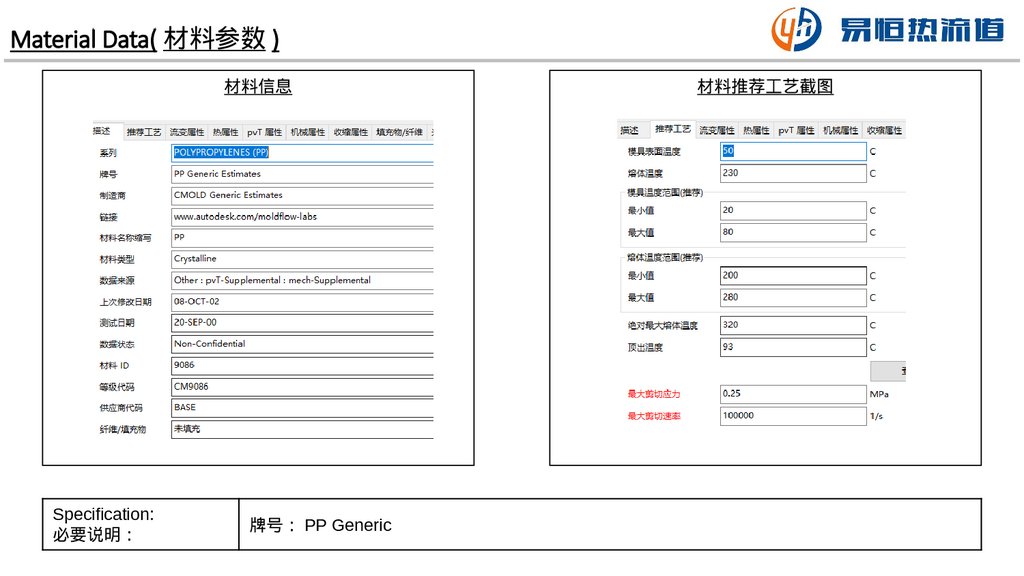
Material Data( 材料参数 )材料信息
Specification:
必要说明
牌号 PP Generic
材料推荐工艺截图
4.
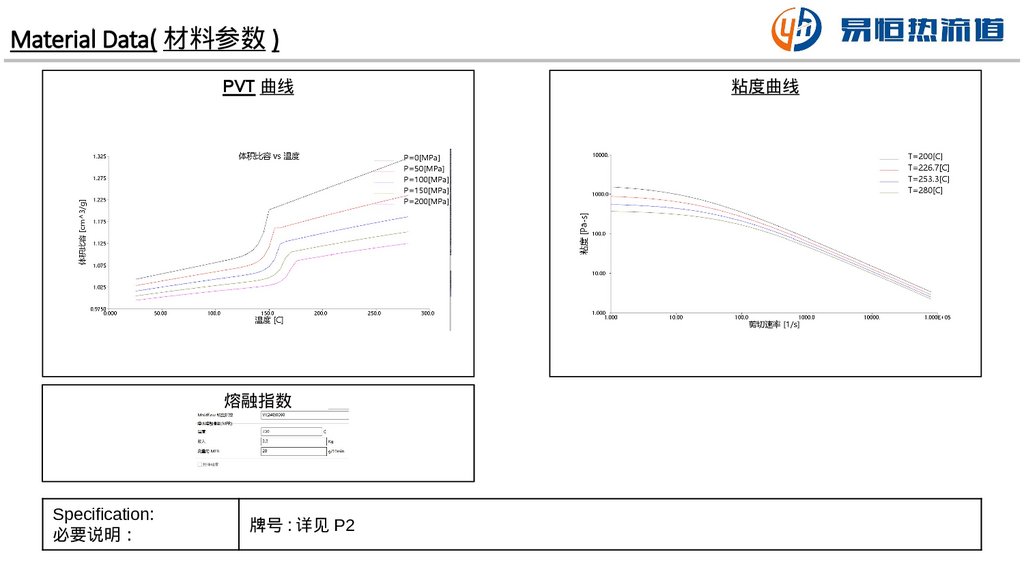
Material Data( 材料参数 )PVT 曲线
熔融指数
Specification:
必要说明
牌号 : 详见 P2
粘度曲线
5.
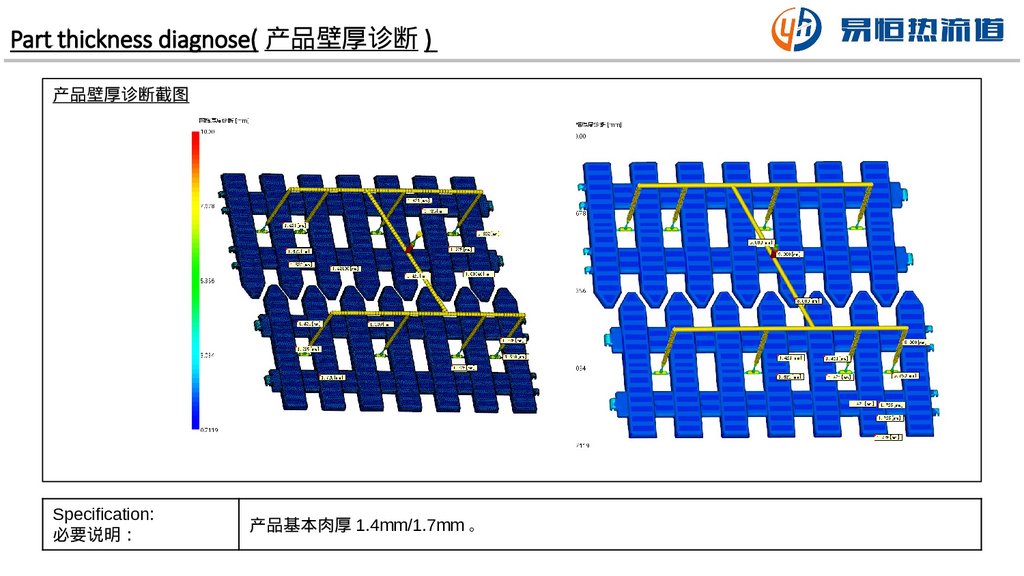
Part thickness diagnose( 产品壁厚诊断 )产品壁厚诊断截图
Specification:
必要说明
产品基本肉厚 1.4mm/1.7mm 。
6.
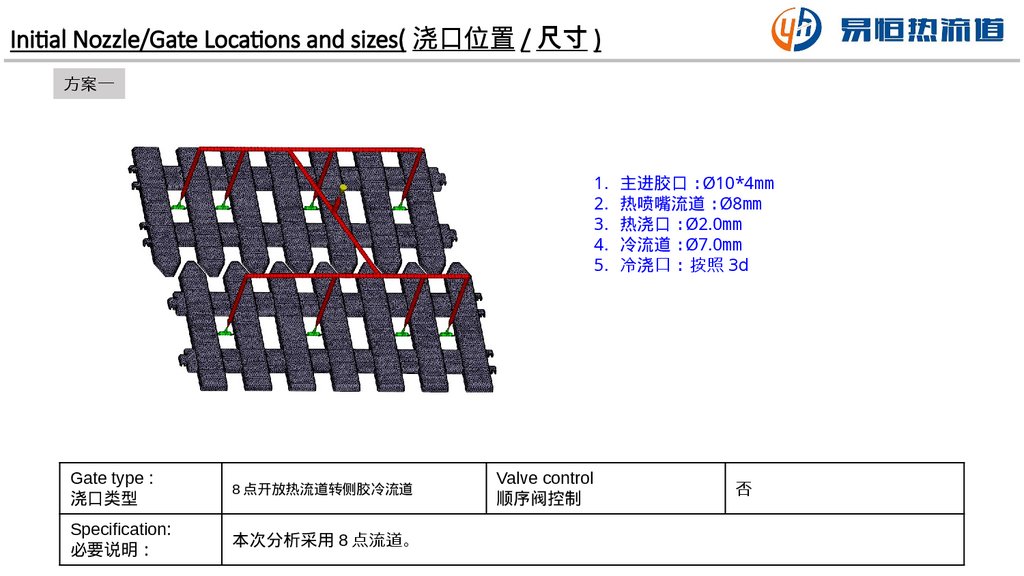
Initial Nozzle/Gate Locations and sizes( 浇口位置 / 尺寸 )方案一
1. 主进胶口 :Ø10*4mm
2. 热喷嘴流道 :Ø8mm
3. 热浇口 :Ø2.0mm
4. 冷流道 :Ø7.0mm
5. 冷浇口 : 按照 3d
Gate type :
浇口类型
8 点开放热流道转侧胶冷流道
Specification:
必要说明
本次分析采用 8 点流道。
Valve control
顺序阀控制
否
7.
填充结果Fill time (Animate & Contour)/ 充填时间 ( 动画 / 等值线 )
Pressure at V/P switchover/V/P 转换及其压力分布
Pressure at the end of fill/ 充填结束压力分布
System pressure(Process pressure & packing profile)/ 喷嘴压力曲线 & 保压控制曲线
Flow Front Temperature/ 流动前沿温度
Clamp Force/ 锁模力
Air Traps / 气穴
Weld Lines/ 熔接线
Volumetric shrinkage at ejection/ 顶出时体积收拾率
Sink Mark Depth/ 缩痕估算
Fiber orientation tensor ( 含玻纤的零件 / 纤维取向张量
8.
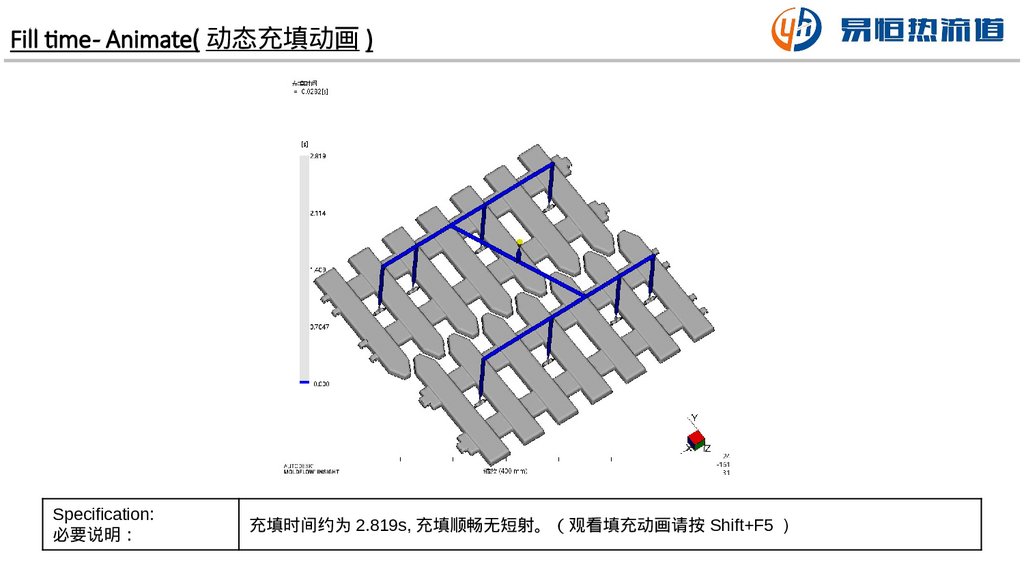
Fill time - Animate( 动态充填动画 )Specification:
必要说明
充填时间约为 2.819s, 充填顺畅无短射。 观看填充动画请按 Shift+F5
9.
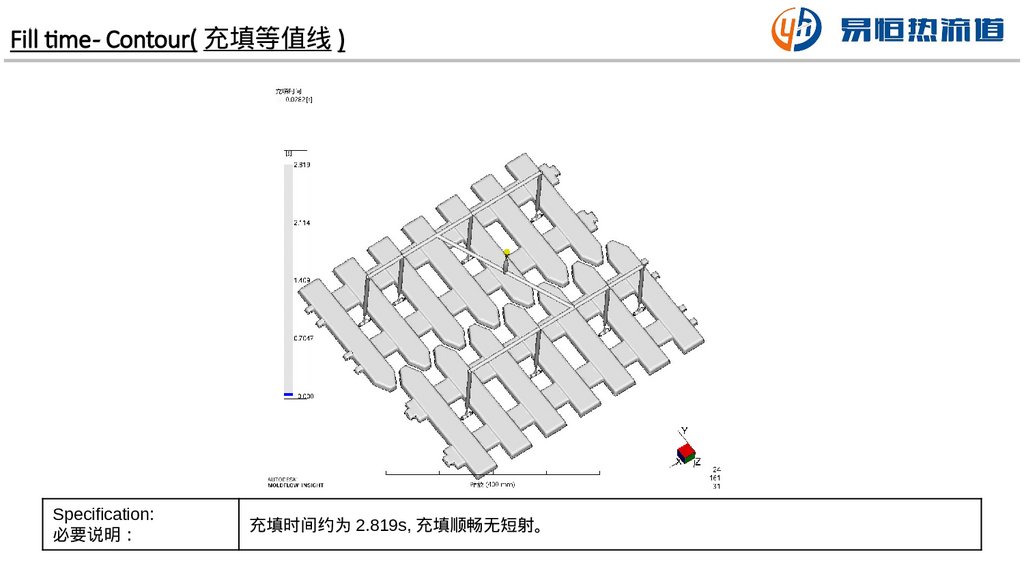
Fill time - Contour( 充填等值线 )Specification:
必要说明
充填时间约为 2.819s, 充填顺畅无短射。
10.
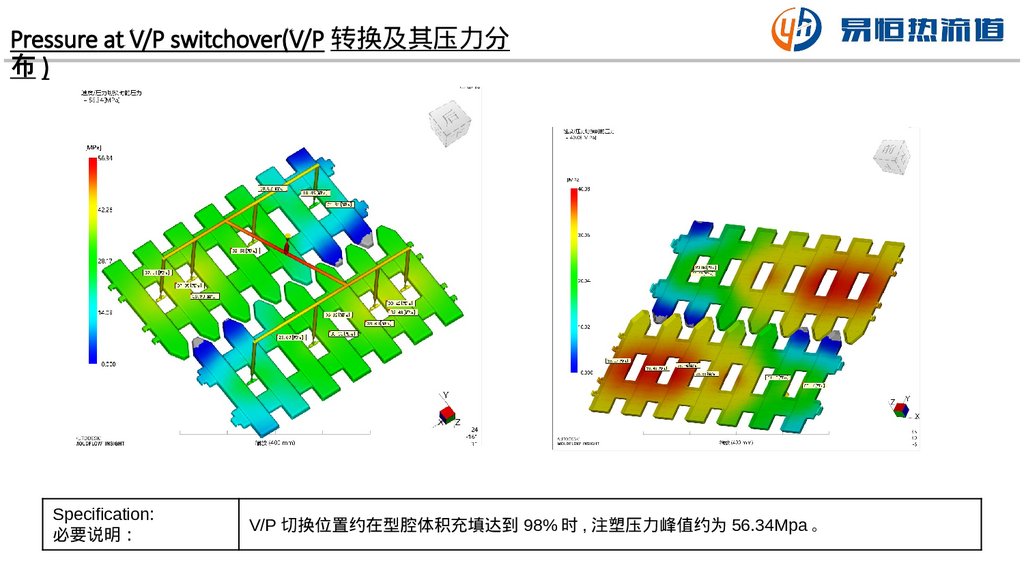
Pressure at V/P switchover(V/P 转换及其压力分布)
Specification:
必要说明
V/P 切换位置约在型腔体积充填达到 98% 时 , 注塑压力峰值约为 56.34Mpa 。
11.
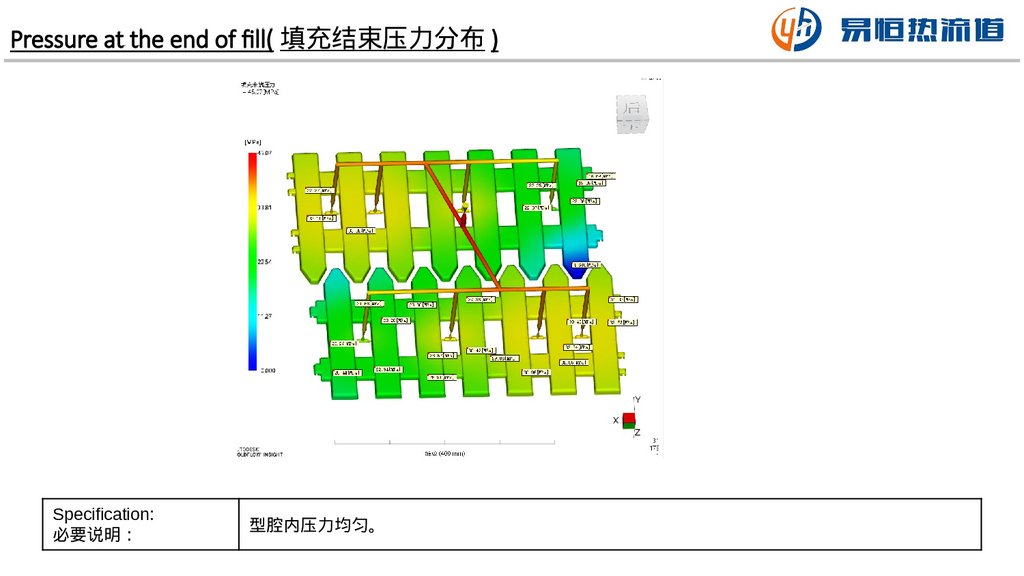
Pressure at the end of fill( 填充结束压力分布 )Specification:
必要说明
型腔内压力均匀。
12.
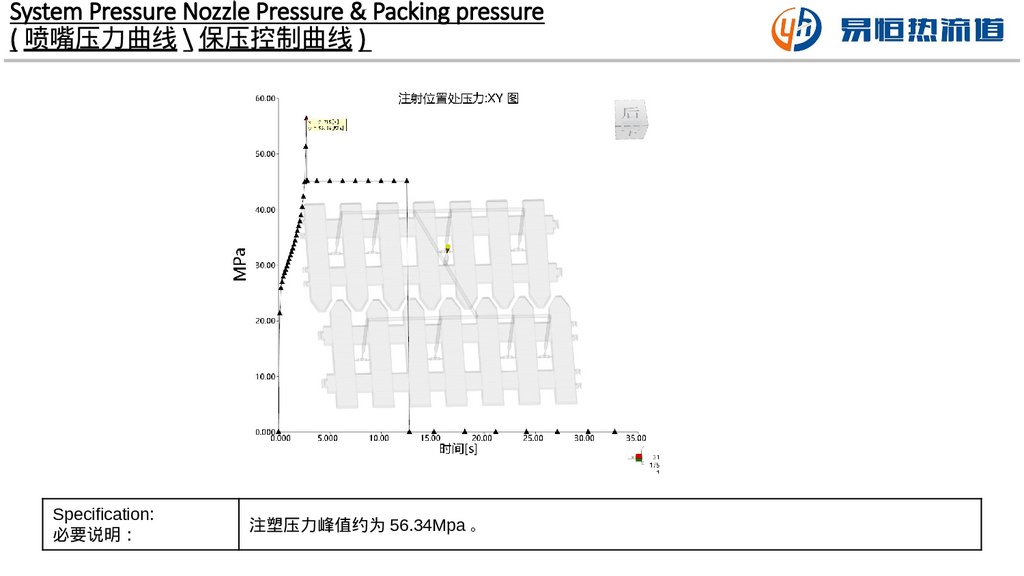
System Pressure Nozzle Pressure & Packing pressure( 喷嘴压力曲线 \ 保压控制曲线 )
Specification:
必要说明
注塑压力峰值约为 56.34Mpa 。
13.
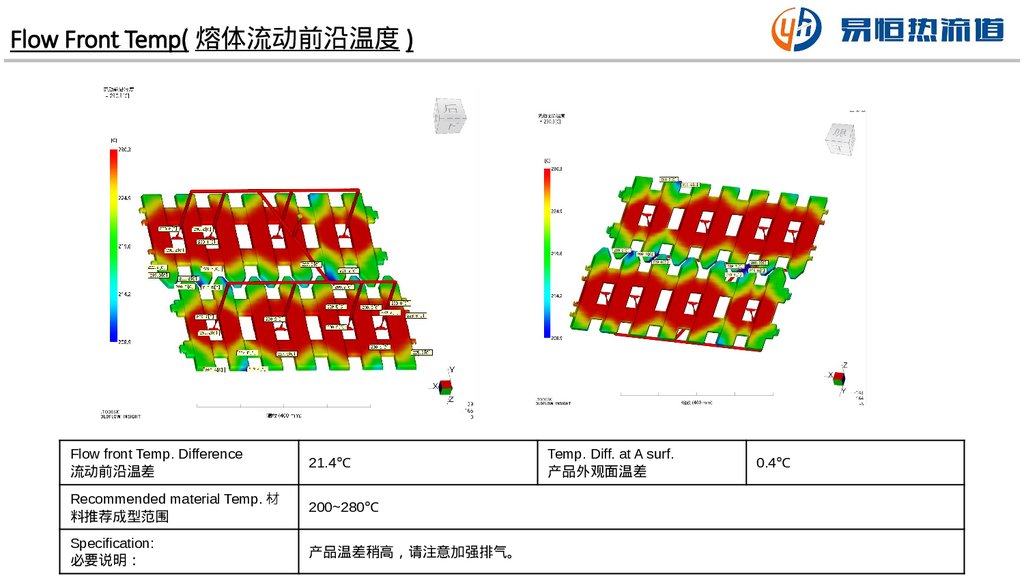
Flow Front Temp( 熔体流动前沿温度 )Flow front Temp. Difference
流动前沿温差
21.4℃
Recommended material Temp. 材
料推荐成型范围
200~280℃
Specification:
必要说明
产品温差稍高 请注意加强排气。
Temp. Diff. at A surf.
产品外观面温差
0.4℃
14.
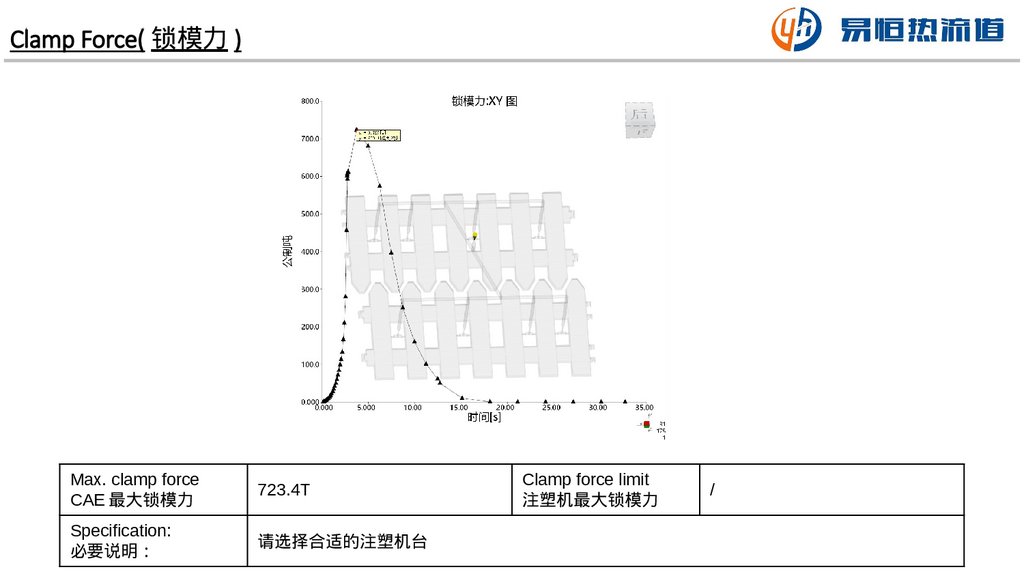
Clamp Force( 锁模力 )Max. clamp force
CAE 最大锁模力
723.4T
Specification:
必要说明
请选择合适的注塑机台
Clamp force limit
注塑机最大锁模力
/
15.
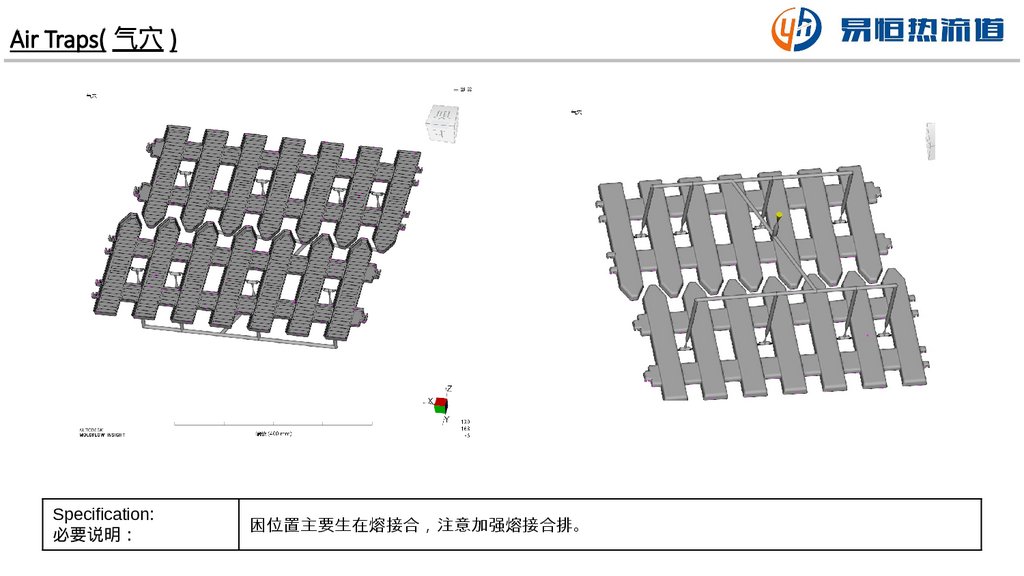
Air Traps( 气穴 )Specification:
必要说明
困位置主要生在熔接合 注意加强熔接合排。