








































 management
managementSimilar presentations:


")







Производственная система на принципах Бережливого производства
1. Lean-minimum for a top-manager
2.
3.
7 - видов потерь,уметь их видеть и сокращать.
1. Перепроизводство
это - производство объёмов продукции, превышающих необходимое их количество.
В результате происходит накопление больших объёмов незавершённого
производства на производственных стадиях, появляются незаметные на первый
взгляд дополнительные расходы на хранение, происходит избыточное использование
материалов и ресурсов, нарушается график поставок изделий и комплектующих и т.д.
Как следствие, происходит увеличение тех самых издержек производства в составе
себестоимости изделия.
Перепроизводство считается наиболее вредоносной потерей,
так как оно влечёт за собой появление остальных видов
потерь
4.
2. Транспортировка– это перемещение материалов, изделий, комплектующих.
Любое перемещение материалов является потерей !!!
Транспортировка это и риск повреждения продукции и увеличение времени
производственного цикла. Другими словами, момент времени от поступления в
процесс сырья до момента времени выхода годного изделия значительно
увеличивается с этим видом потерь.
Это и дополнительные затраты на горючее или электроэнергию, на
обслуживание транспортного парка, на организацию транспортной
инфраструктуры на предприятии, не эффективное использование площадей
производственных площадок.
5.
3. Ожидание– это простои и бездействие человека / оборудования.
Наличие ожидания может быть вызвано тем, что процесс планирования и
процесс производства не согласованы между собой либо имеются серьёзные
проблемы процесса (например, поломки оборудования). Другие причины различная пропускная способность операций, планирование не для нужд
потребителей, а для загрузки оборудования и прочие.
Стоит отметить, что ожидание - наименьшая по степени вредности потеря,
ведь когда человек ожидает и ничего не делает, он и не навредит: не сделает
брак, не произведёт продукции больше необходимого количества и прочее.
Поэтому на практике одним из способов борьбы с потерями является их перевод
в потерю ожидания, так уменьшаются их негативные воздействия (принцип stop
line). Наиболее наглядный пример с ожиданием – это остановка оператора в
случаях выполнения плана либо появления некачественных изделий, когда более
вредоносные потери, как перепроизводство и дефекты заменяются менее
вредоносной потерей ожидания.
Ожидание – как правило, взаимообратная сторона производства, излишние
запасы – её прямое следствие, транспортировка и перемещение связаны с
наличием завышенного количества запасов и дефекты, количество которых
имеет прямую зависимость от количества запасов
6.
4. Излишние запасы- это следствие перепроизводства, запасы влекут за собой появление таких
потерь, как транспортировка, перемещения и дефекты. С точки зрения
экономики, запасы - это замороженные деньги, т.е. деньги, заключённые в
оборотных средствах организации, вложенные в закупку сырья, материалов,
комплектующих, в зарплату работника предыдущих операций процесса и в
прочие расходы по созданию добавленной стоимости, но не совершившие
оборот и не высвободившееся в виде реализованного готового изделия. Это
деньги застывшие в виде незавершённого производства на различных стадиях
процесса изготовления того или иного изделия. Все они требуют постоянное
вливание различных ресурсов компании.
С каждым днем запасы становятся дороже и дороже !!!
7.
5. Дефекты и переделки- по-другому можно назвать выпуском продукции, несоответствующей требованиям
Заказчика.
- Следствие дефектов и переделок - затраты сырья, материалов и рабочего времени
на доработку либо затраты на переработку и утилизацию брака. Необходимо
помнить, что кроме изготовления брака, его надо обнаружить, идентифицировать
как таковой, т.е. провести контроль изготовленной продукции, а затем либо
дорабатывать, либо утилизировать, на что затрачиваются перечисленные выше
ресурсы.
Одна из особенностей взаимной зависимости потерь заключается в том, что
по мере повышения уровня незавершённого производства в процессе уровень
дефектной продукции также увеличивается.
Это объясняется не просто математическим наличием доли дефектных изделий в определённом
объёме продукции, но и некоторыми психологическими аспектами человеческого восприятия
производства. Внутренние психологические установки человека гласят, что в большей массе
незавершённого производства несколько бракованных изделий будут не заметны (как капля в
море). Поэтому имея перед собой большие заделы, человек может бессознательно пропускать
изделия, которые при отсутствии таковых вызвали бы у него сомнения либо были бы
отбракованы.
Ответственность человека, пропускающего дефект в массу незавершённого
производства, как бы растворяется в ней. (теория разбитых окон, чем то схожа)
8.
6. Излишняя обработка- Это видоизменение изделия, придание ему свойств или качеств, в которых не
нуждается Заказчик, т.е. за которые он не готов платить (не представляют для него
ценность). Наряду с изготовлением продукции лучшей, чем того требуют клиенты,
добавления ненужных функций или этапов производства, которые маскируют
дефекты, потерей излишней обработки может являться доведение продукта до
состояния, требуемого Заказчиком (дополнительная работа).
- Например, упаковывание изделие в более дорогую или требующую большей
трудоёмкости упаковку, либо ручная доработка стандартного изделия под
требование Заказчика (разумеется, если за доработку не заплачены
дополнительные деньги, компенсирующие соответствующие издержки
9.
7. Перемещения- Перемещения наряду с транспортировкой является потерей по определению.
Когда работник ходит, ценности он не создаёт (разумеется, если мы не
рассматриваем работу курьера).
- Перемещение - излишние переходы человека, движения, настройки при
выполнении работы, которые могут быть вызваны отсутствием или
некорректностью стандартов выполнения работы, либо низким уровнем трудовой
дисциплины и организации рабочих мест.
10.
Итого 7 - видов потерь1. Перепроизводство
2. Транспортировка
3. Ожидание
4. Излишние запасы
5. Дефекты и переделки
6. Излишняя обработка
7. Перемещения
8. + невостребованный потенциал работника
11.
Муда - потери3М.
Мура (mura)
«неравномерность» — изменчивость в методах работы или в
результатах процесса.
Мури (muri) «излишек» — напряжение, перегрузка
(сверхурочная работа) человека или оборудования,
неразумность.
12.
Принцип «Ценность – Потеря»Данный принцип является основополагающим при внедрении lean. Первые знания, которые
должен получить руководитель или специалист, начинающий внедрять lean, заключаются
именно в понимании данного принципа.
Первое, что стоит запомнить – потери есть везде и всегда. Если кто-то утверждает, что
потери полностью устранены, значит, его lean грамотность оставляет желать лучшего.
Ценность – это то, за что готов платить Заказчик (действия, качества, свойства
продукта и т.п.).
Время создания ценности – промежуток времени, в течение которого продукт
видоизменяется либо приобретает свойства, интересующие Заказчика, т.е.
приобретает ценность.
Заказчик – тот, кто заинтересован в результатах труда и готов платить за труд
деньги.
Потерями с точки зрения lean считаются все действия, потребляющие ресурсы,
но не создающие ценности. Иначе - потери – всё, что не создаёт ценности.
Прививание данного принципа как работникам, так и у руководителям,
способствует снижению степени замыленности глаз. Принцип относится к любой
работе, вне зависимости, производите вы материальный продукт или оказываете
услугу, главное – это поставить себя на место Заказчика.
13.
Само мышление по принципу «Ценность – Потеря» фокусирует внимание на том, чтодобавляет ценность. Оно позволяет сделать некий шаг в сторону от существующих
стереотипов и привычных представлений о процессе. Часто, когда человек начинает
мыслить по этому принципу, видит ценность, создаваемую в том или ином процессе,
многие потери становятся для него очевидными, а их устранение достаточно
простым. Изучая специфику процесса, управляя процессом, а тем более улучшая его,
в первую очередь необходимо понимать, что в нём добавляет ценность.
Рассматривая какой-либо процесс согласно этому принципу, становятся очевидными
такие потери, как излишняя обработка, транспортировка, перемещение и
ожидание. Отделяется всё нужное от лишнего.
Поэтому данный принцип необходим в первую очередь руководителю, чтобы видеть
процесс, понимать его суть, оценивать динамику устранения потерь и работу по их
устранению.
Понимание, в свою очередь, приводит к вопросам «как устранить потери?», «как
повысить долю времени создания ценности?», «как лучше удовлетворить
Заказчика?» Со временем эти вопросы становятся приоритетными в текущей
деятельности. Размышления над этими вопросами и ответы на них можно считать
первыми шагами к формированию lean мышления. Стоит отметить, что
выделение ценности в процессе гораздо сложнее с чисто психологической точки
зрения, чем выявление потерь. Негативное всегда более заметно, к тому же порой
достаточно сложно поставить себя на место Заказчика. Тем не менее, в работе в
первую очередь необходимо отталкиваться именно от ценности (определять,
концентрировать внимание и т.д.) – все это должно стать постоянным фокусом !!!
14.
15.
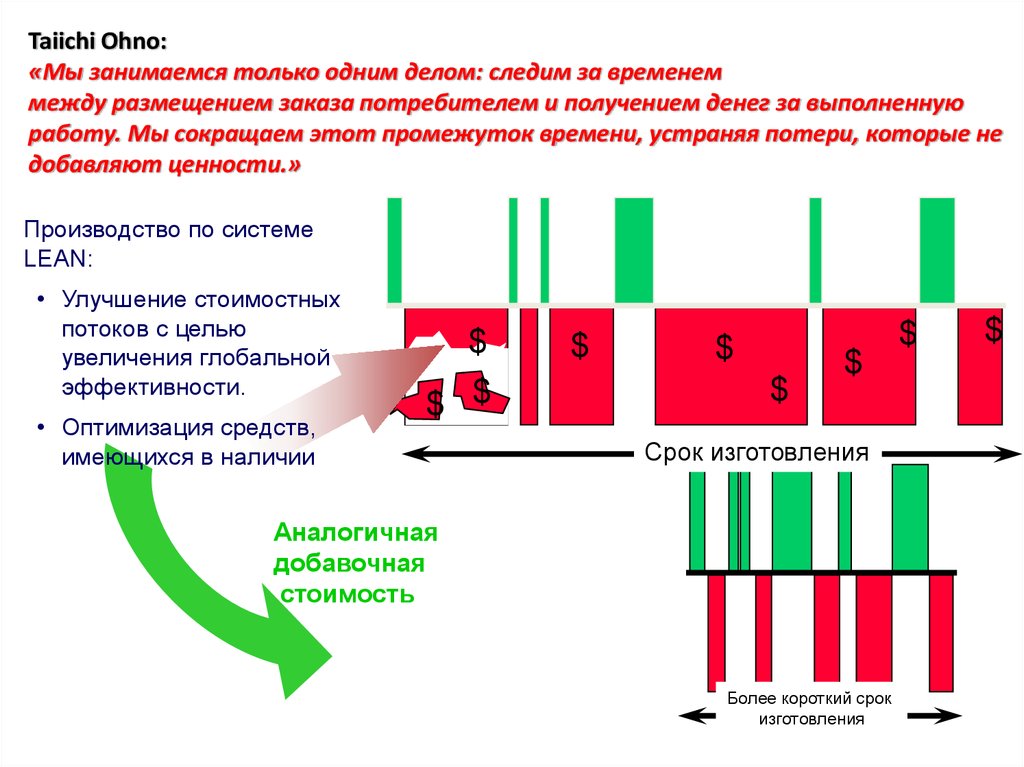
Taiichi Ohno:«Мы занимаемся только одним делом: следим за временем
между размещением заказа потребителем и получением денег за выполненную
работу. Мы сокращаем этот промежуток времени, устраняя потери, которые не
добавляют ценности.»
Производство по системе
LEAN:
• Улучшение стоимостных
потоков с целью
увеличения глобальной
эффективности.
• Оптимизация средств,
имеющихся в наличии
$
$ $
$
$
$
$
Срок изготовления
Аналогичная
добавочная
стоимость
Более короткий срок
изготовления
$
$
16.
17.
18.
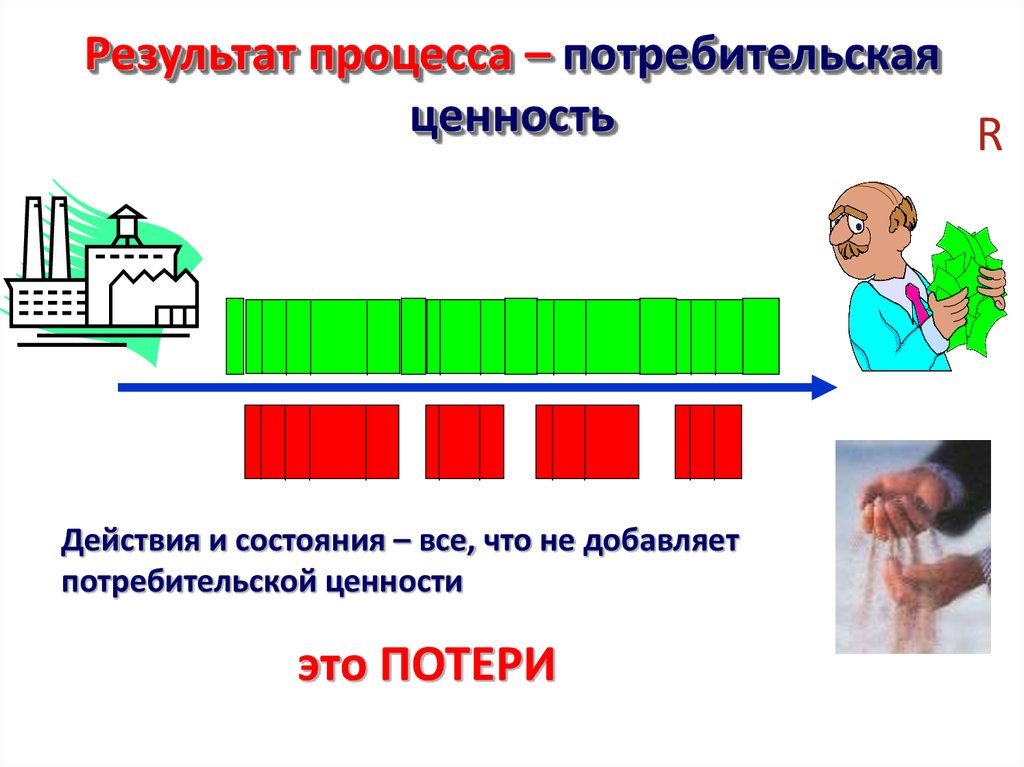
Результат процесса – потребительскаяценность
R
Действия и состояния – все, что не добавляет
потребительской ценности
это ПОТЕРИ
19.
Выстраивание потока означает обеспечение непрерывностидвижения продукта/информации по мере добавления
ценности (по технологической цепочке/от действия к
действию).
Необходимо представить себя на месте
продукта/информации которую мы передаем и пройти всю
цепочку (по всем действиям) от начала до выхода готового
изделия или информации.
Задайте себе вопросы:
Где останавливается движение продукта/информации?
Как можно избежать этих остановок?
Где резко падает скорость движения
продукта/информации, задерживая весь поток?
Как можно обеспечить плавность движения
продукта/информации?
20. Путь Тойоты: использовать операционное превосходство как стратегическое оружие
Решениепроблем
(Постоянное
обучение и
улучшение)
Приверженность созданию обучающейся организации
Приверженность доскональному пониманию процесса
Приверженность принятию взвешенных решений
Сотрудники и
партнеры
(Уважение, Вызов и Рост)
Процессы
(Устранение потерь)
Философия
(Долгосрочная перспектива)
Приверженность воспитанию лидеров, исповедующих философию
компании
Приверженность обучению людей и партнеров с учетом
долгосрочной перспективы
Приверженность методам бережливого производства,
которые способствуют устранению потерь
Приверженность формированию потока создания ценности
Приверженность разработке отлаженных процессов на
основе надежной, испытанной технологии
Стремление приносить пользу обществу в
долгосрочном аспекте
Стремление улучшать экономические показатели
деятельности компании и заботится о ее развитии
21. 14 принципов Тойота
Решение проблем• Сокращение затрат – это важный
аспект в компании, но это не главное.
Люди и партнеры
• Работа на долгосрочную перспективу
выводит компанию на новый уровень.
Процессы
Философия
• Управленческие решения не должны
подрывать доверие и взаимное
уважение как внутри так и к заказчику
1. Принимай управленческие решения с учетом долгосрочной
перспективы, даже если это наносит ущерб краткосрочным
финансовым целям
Используй системный и стратегический подходы при постановке целей.
Осознай свое место в истории компании и старайся вывести ее
на новый, более высокий уровень.
Твоя основная задача – создавать ценность для потребителя, общества
и экономики.
Будь ответственным.
22. 14 принципов Тойота
Решение проблемЛюди и партнеры
Процессы
Философия
2.Процесс в виде непрерывного потока
способствует выявлению проблем.
3.Используй систему «вытягивания», чтобы
избежать перепроизводства.
4.Распределяй объем работ равномерно
(хейдзунка). Работай как черепаха, а не как
заяц.
5.Сделай остановку производства с целью
решения проблем частью производственной
культуры, если того требует качество.
6.Стандартные задачи – основа непрерывного
совершенствования и делегирования
полномочий сотрудникам.
7.Используй визуальный контроль, чтобы ни одна
проблема не осталась незамеченной.
8.Используй только надежную, испытанную
технологию.
23. 14 принципов Тойота
Решение проблемЛюди и партнеры
Процессы
Философия
9. Воспитывай лидеров, досконально
знающих свое дело, исповедующих
философию компании и способных
научить этому других.
10.Воспитывай незаурядных людей и
формируй команды, исповедующие
философию компании.
11.Уважай своих партнеров и поставщиков,
ставь перед ними амбициозные задачи и
помогай им совершенствоваться.
24. 14 принципов Тойота
Решение проблемЛюди и партнеры
Процессы
Философия
12. Чтобы разобраться в ситуации, надо увидеть все своими глазами (генти
генбуцу).
13. Принимая решение, не торопись, взвесь все возможные варианты;
внедряя его, не медли (немаваси).
14. Твоя компания должна стать обучающейся структурой за счет неустанного
самоанализа (хансей) и непрерывного совершенствования (кайдзен).
25.
ТрадиционноеПроизводство
1. Прежде всего думай о заказчике
Самые выгодные инвестиции –развитие
людей, т.к. только Люди развивают
остальные факторы производства –
оборудование, методы, материалы!
3. Культура непрерывных
усовершенствований «Кайдзен»
!
Кайдзен – создание культуры,
побуждающей к непрерывным
усовершенствованиям каждый
день, на каждом рабочем месте.
4. Все внимание на «Гемба».
!
Гемба – участок
производственной площадки,
рабочее место на котором
ведется работа по созданию
ценности.
A
Ценность
2. Люди – самый ценный актив
B
Ценность
Заказчик – источник прибыли.
Нужно всегда думать, как максимально
удовлетворить заказчика.
«Бережливое
Производство»
Время
Время
Основные принципы
«Бережливого производства»
1. Определить ценность
конкретного продукта.
2. Определить поток создания
ценности для этого продукта.
3. Обеспечить непрерывное течение
потока создания ценности продукта.
4. Позволить потребителю
вытягивать продукт.
5. Стремиться к совершенству.
Джим Вумек, Дэниел Джонс
26.
1. БезопасностьФизическая
+
Психологическая
2. Отсутствие дефектов
Качество – продукт не должен передаваться на
следующее рабочее место при выявлении дефекта
Правило 3-х НЕ
Безопасность: физическая (без травм) и психологическая
– уверенность добросовестного оператора в
необходимости работодателю.
3. По первому требованию
заказчика
По первому требованию
заказчика (заказчик должен получить продукцию
в соответствии с его требованиями – какой продукт,
сколько, когда, какого качества и по какой цене).
5. Мгновенная реакция
поставщика
При возникновении проблем с
изделиями, комплектующими у
потребителя, поставщик обязан
немедленно принять контрмеры и
проследить их эффективность).
4. Одно за другим
Одно за другим (нельзя производить продукцию
большими партиями одного вида исходя из удобства
производства – структура и размеры партии
должны определяться требованиями заказчика).
6. Минимальные затраты
Прибыль определяется как разница
цены, назначенной покупателем и
затратами на производство.
27. Организация рабочих мест по системе 5С
1. СортироватьУдалите ненужные предметы
2. Создать «свои места» для всего нужного
Определите для всего свое место
3. Содержать в чистоте
Произведите уборку, достаточную для
тщательного осмотра
4. Стандартизировать
Создайте стандарты 5С
5. Соблюдать и совершенствовать
Поддерживайте и поощряйте улучшения
28. В чем секрет 5С ?
1С2С
3С
4С
5С
Отвечают за производительность,
скорость операций и время процесса
Поддерживают 1С и 2С
Поддерживает 1-5С
Система 5С обеспечивает:
• эффективность операторов
• скорость и гибкость процессов
• рост объемов производства
• устраняет потери на рабочем месте
29. Зачем нам 5С?
• Изменяет восприятие.• Обучает работе в команде.
• Обучает и создает систему
выявления и решения проблем.
• Формирует новую
производственную культуру.
30. Кайдзен
Кайдзен – непрерывноеизменение к лучшему
31.
Кайдзен – это долгосрочная стратегия, котораявключает постоянные улучшения каждого сотрудника,
независимо от его функций и должности.
«Главная роль в процессе производства — у людей.
Конкурентоспособность компании напрямую
зависит от того, насколько сотрудники способны
обнаруживать ошибки и исправлять их»
Тосио Хорикири (Toshio Horikiri)
Президент Toyota Engineering Corporation
32. Кайдзен и менеджмент
Два главных компонента менеджмента — этоподдержание и совершенствование.
• Под поддержанием понимаются действия,
призванные сохранять текущие технологические,
управленческие и организационные стандарты.
• Под совершенствованием — действия,
направленные на улучшение действующих
стандартов.
33. Отличия кайдзен от традиционного подхода
34.
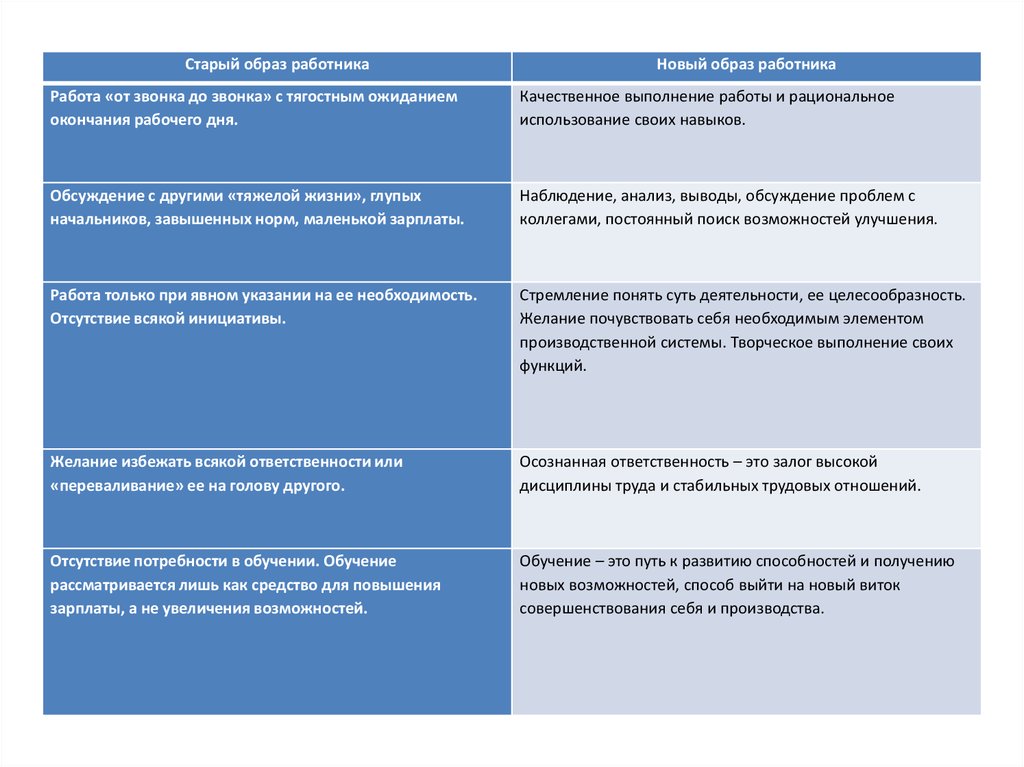
Старый образ работникаНовый образ работника
Работа «от звонка до звонка» с тягостным ожиданием
окончания рабочего дня.
Качественное выполнение работы и рациональное
использование своих навыков.
Обсуждение с другими «тяжелой жизни», глупых
начальников, завышенных норм, маленькой зарплаты.
Наблюдение, анализ, выводы, обсуждение проблем с
коллегами, постоянный поиск возможностей улучшения.
Работа только при явном указании на ее необходимость.
Отсутствие всякой инициативы.
Стремление понять суть деятельности, ее целесообразность.
Желание почувствовать себя необходимым элементом
производственной системы. Творческое выполнение своих
функций.
Желание избежать всякой ответственности или
«переваливание» ее на голову другого.
Осознанная ответственность – это залог высокой
дисциплины труда и стабильных трудовых отношений.
Отсутствие потребности в обучении. Обучение
рассматривается лишь как средство для повышения
зарплаты, а не увеличения возможностей.
Обучение – это путь к развитию способностей и получению
новых возможностей, способ выйти на новый виток
совершенствования себя и производства.
35.
36. Цикл Деминга
Цикл PDCAПланируй
Делай
Проверяй
Воздействуй
Цикл SDCA
Стандартизируй
Делай
Проверяй
Воздействуй
37.
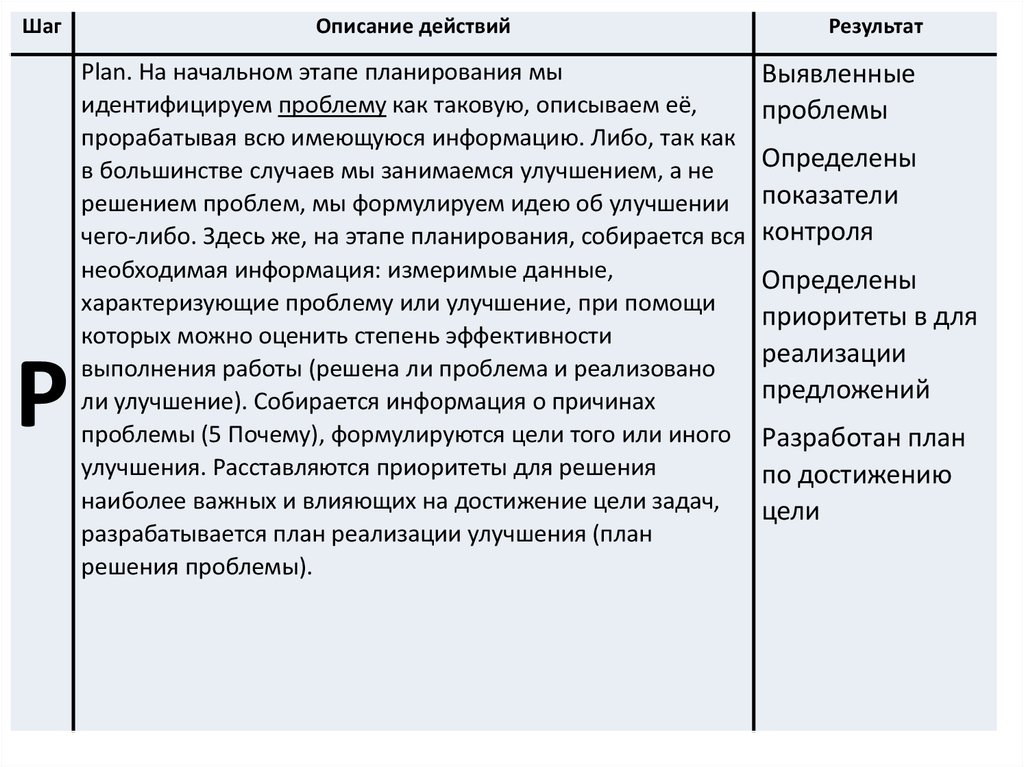
ШагP
Описание действий
Plan. На начальном этапе планирования мы
идентифицируем проблему как таковую, описываем её,
прорабатывая всю имеющуюся информацию. Либо, так как
в большинстве случаев мы занимаемся улучшением, а не
решением проблем, мы формулируем идею об улучшении
чего-либо. Здесь же, на этапе планирования, собирается вся
необходимая информация: измеримые данные,
характеризующие проблему или улучшение, при помощи
которых можно оценить степень эффективности
выполнения работы (решена ли проблема и реализовано
ли улучшение). Собирается информация о причинах
проблемы (5 Почему), формулируются цели того или иного
улучшения. Расставляются приоритеты для решения
наиболее важных и влияющих на достижение цели задач,
разрабатывается план реализации улучшения (план
решения проблемы).
Результат
Выявленные
проблемы
Определены
показатели
контроля
Определены
приоритеты в для
реализации
предложений
Разработан план
по достижению
цели
38.
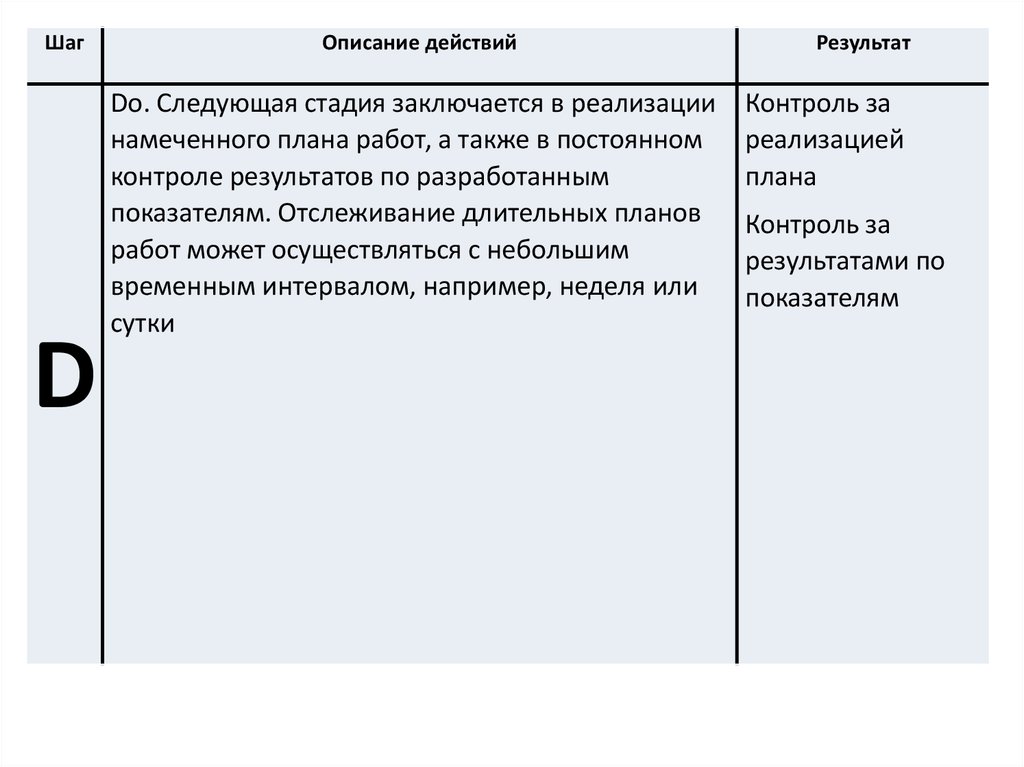
ШагD
Описание действий
Do. Следующая стадия заключается в реализации
намеченного плана работ, а также в постоянном
контроле результатов по разработанным
показателям. Отслеживание длительных планов
работ может осуществляться с небольшим
временным интервалом, например, неделя или
сутки
Результат
Контроль за
реализацией
плана
Контроль за
результатами по
показателям
39.
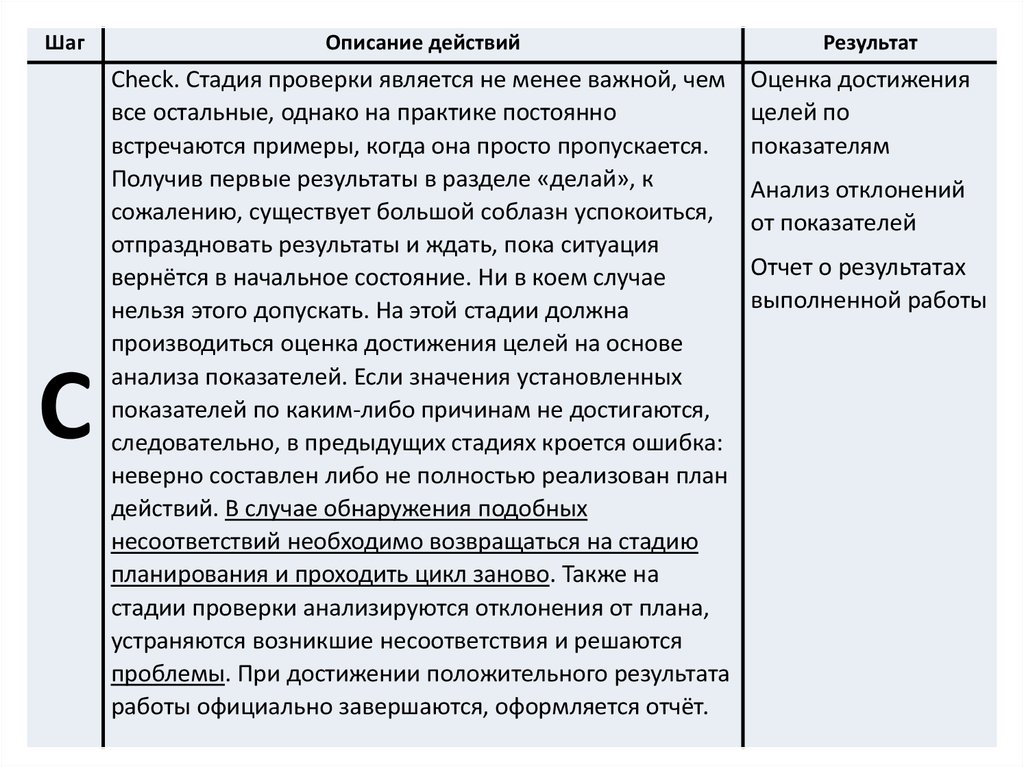
ШагC
Описание действий
Check. Стадия проверки является не менее важной, чем
все остальные, однако на практике постоянно
встречаются примеры, когда она просто пропускается.
Получив первые результаты в разделе «делай», к
сожалению, существует большой соблазн успокоиться,
отпраздновать результаты и ждать, пока ситуация
вернётся в начальное состояние. Ни в коем случае
нельзя этого допускать. На этой стадии должна
производиться оценка достижения целей на основе
анализа показателей. Если значения установленных
показателей по каким-либо причинам не достигаются,
следовательно, в предыдущих стадиях кроется ошибка:
неверно составлен либо не полностью реализован план
действий. В случае обнаружения подобных
несоответствий необходимо возвращаться на стадию
планирования и проходить цикл заново. Также на
стадии проверки анализируются отклонения от плана,
устраняются возникшие несоответствия и решаются
проблемы. При достижении положительного результата
работы официально завершаются, оформляется отчёт.
Результат
Оценка достижения
целей по
показателям
Анализ отклонений
от показателей
Отчет о результатах
выполненной работы
40.
ШагОписание действий
Act. Стадия «воздействуй» иногда переводится как
«внедряй», «стандартизируй» и т.п., но формулировка
«воздействуй» является более правильной с точки
зрения понимания. На этой стадии подтверждается
выполнение плана и достижение целей, поставленных
на стадии планирования.
A
Стандартизируются полученные результаты в случае
успешного достижения целей либо производится поиск
нового пути решения проблемы, или реализации идеи.
Также на этой стадии осуществляется распространение
реализованных решений на другие участки, процессы,
рабочие места и т.п.
Результат
Чек – лист оценки
результатов
Стандартизация при
успешных
результатах
Распространение на
другие участки
41.
Руководствуясь Циклом PDCA в своей повседневнойдеятельности – при реализации улучшений, планировании и
выполнении любых работ, можно существенно повысить
эффективность своего труда.
Необходимо помнить, что в большинстве случаев откат в
реализации улучшений происходит после второй стадии
(делай), так как, получив первые видимые результаты, у
человека остаётся ложное впечатление в завершённости
работы, в то время как на самом деле оно реализовано лишь
наполовину.
Дело до проверки и тем более стандартизации и
распространения результатов, как правило, не доходит.
42.
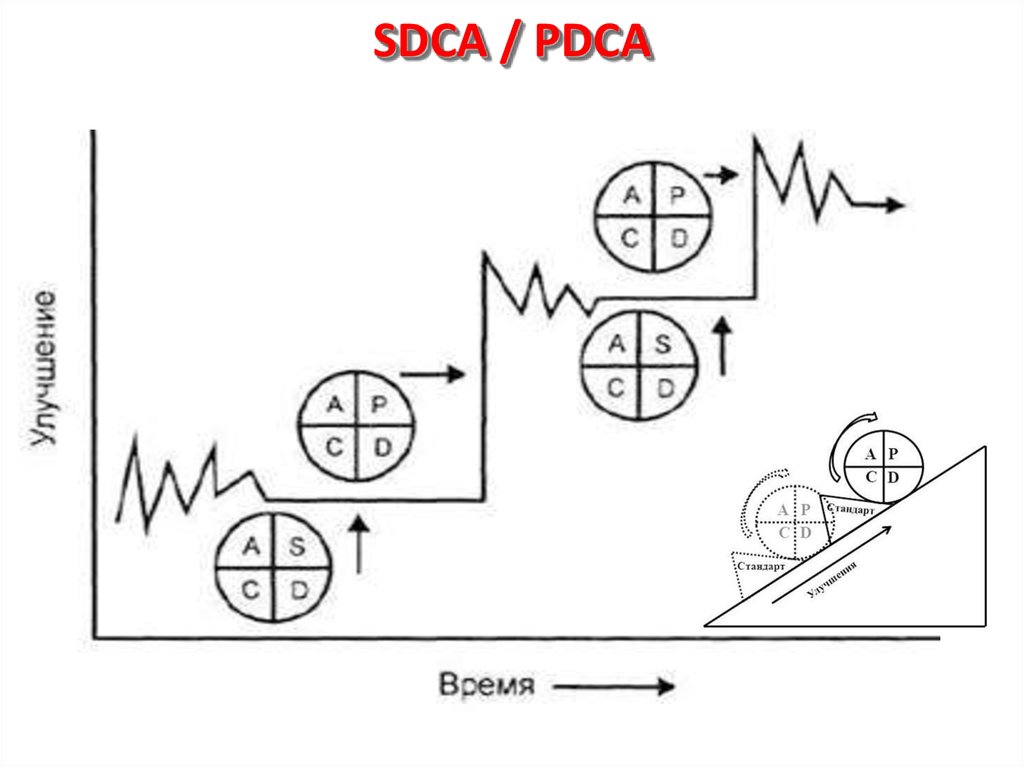
Существует ещё один из вариантов цикла называемый SDCA (стандартизируй,делай, проверяй, воздействуй). Единственное отличие заключается в первой
стадии (вместо планируй – стандартизируй), которое применимо для
неизвестных, нестабильных и не стандартизированных ситуаций. Задача цикла
SDCA это стабилизация текущего процесса, которая предполагает
стандартизацию существующего состояния перед его улучшением. За
завершением цикла SDCA следует PDCA.
S
Говоря проще, чтобы что-то улучшить, необходимо понять, что мы улучшаем,
поэтому вначале должен появиться стандарт текущей ситуации,
характеризующей её как есть на данный момент. Ситуацию необходимо
стабилизировать, а это означает, что мы не должны иметь существенных
разбросов в показателях, характеризующих ситуацию, в разные моменты
времени. Для этого показатели должны быть зафиксированы в стандарте и
постоянно отслеживаться.
Чтобы стабилизировать процесс, необходимо понимать, какие значения должны
иметь параметры этого процесса, для чего их необходимо фиксировать в
стандарте. Какая бы ни была нестабильная ситуация, её стандартизация сама по
себе снижает вариабельность. Выполнение мероприятий (D), проверка (С) и
воздействие (А) ещё больше стабилизируют процесс, после чего уже можно
планировать и реализовывать дальнейшие улучшения (переход в цикл PDCA).
Данная схема работы приводится на рисунке ниже, из которого видна разница в
подходах между циклами SDCA и PDCA, а также механизм их работы.
Прежде чем реализовать улучшение, процесс должен быть стабилизирован, а
стабилизированный процесс – это процесс, измеряемый определёнными
параметрами, отражёнными в стандарте, не имеющий от него отклонений.
Любой процесс должен быть выстроен в поток.
Стандарт текущего
состояния
Оценка стабильности
процесса по показателям
(отклонения)
43. Стабильный процесс
• Улучшать можно только стабильный процесс, а после улучшения егообязательно надо стандартизировать.
• Под стабильностью процесса мы понимаем величину отклонений
измеряемых параметров, процесса, от их среднего значения
(вариабельность).
• Стабильным считаем процесс со средним отклонением менее 5%,
однако эта цифра может существенно изменяться в зависимости от
специфики самого процесса.
• Нестабильность может выражаться не только в большом разбросе
показателей качества процесса, но и по другим показателям.
• Рассматривая процесс по перечисленным параметрам, однако всегда
стоит убедиться, что в основных направлениях (5М) процесс стабилен.
5М – это аббревиатура следующих совращений:
человек или персонал (man), материал (material), измерение
(measurement), метод или технология (method), оборудование (machine).
Данное сокращение призвано учесть все направления, влияющие на
среднестатистический процесс. (диаграмма Исикавы)
44.
Цикл PDCA– это реализация улучшений, планирование и
выполнение любых задач, для повышения
эффективности и достижения целей
Цикл SDCA
– это стабилизация текущего процесса, которая
предполагает стандартизацию существующего
состояния перед его улучшением, снижение
вариабельности
45.
SDCA / PDCA46. Что такое бизнес-процесс?
• Бизнес-процесс – последовательность операций,которые направлены на преобразование неких
входных информационно-материальных потоков
с целью получения результатов, представляющих
ценность для клиента
47. Роли в процессе
• Заказчик – заинтересованное лицо в конкретномизмеримом результате, точные критерии
результата.
• Владелец – «архитектор» процесса. Занимается
проектированием процесса и его оптимизацией.
• Менеджер – оперативно управляет системой,
решает текущие вопросы. Контролирует
выполнение процесса согласно стандарту,
созданному владельцем.
• Исполнитель – выполняет конкретную задачу в
процессе
48. Характеристики процесса
• Цель процессаФормулируется из результата процесса, его скорости и стоимости
• Вход в процесс
Входные данные, материалы, информация, которые обрабатываются в
процессе
• Выход из процесса
Продукт (в том числе информационный), который является результатом
процесса
• Стоимость процесса
Складывается из материалов, используемых в процессе и человекочасов
• Длительность процесса / скорость процесса
Время процесса от старта до получения результата
заказчиком/внутренним клиентом
• Цикл процесса
Частота запуска процесса (ежедневно, раз в 2 недели, раз в год)
49. Обозначения в процессе
Вход и выход из процессаДействие в процессе
Решение / условие в процессе
Документы в процессе
Подпроцесс
50. Образец оформления процесса
51. Функциональная блок-схема «бассейная дорожка»
НазваниеЭтап
Этап
Этап
Этап
Этап
Функция
Функция
Этап
Название
Этап
Этап
Этап
Функция
Функция
Функция
Функция
Функция
52. Образец оформления процесса
53. Картирование
Картирование процесса – инструмент, позволяющий увидеть полную картину процесса, дает
старт улучшению процесса. (выявляет потери, проблемы, помогает создать план мероприятий
по достижению цели)
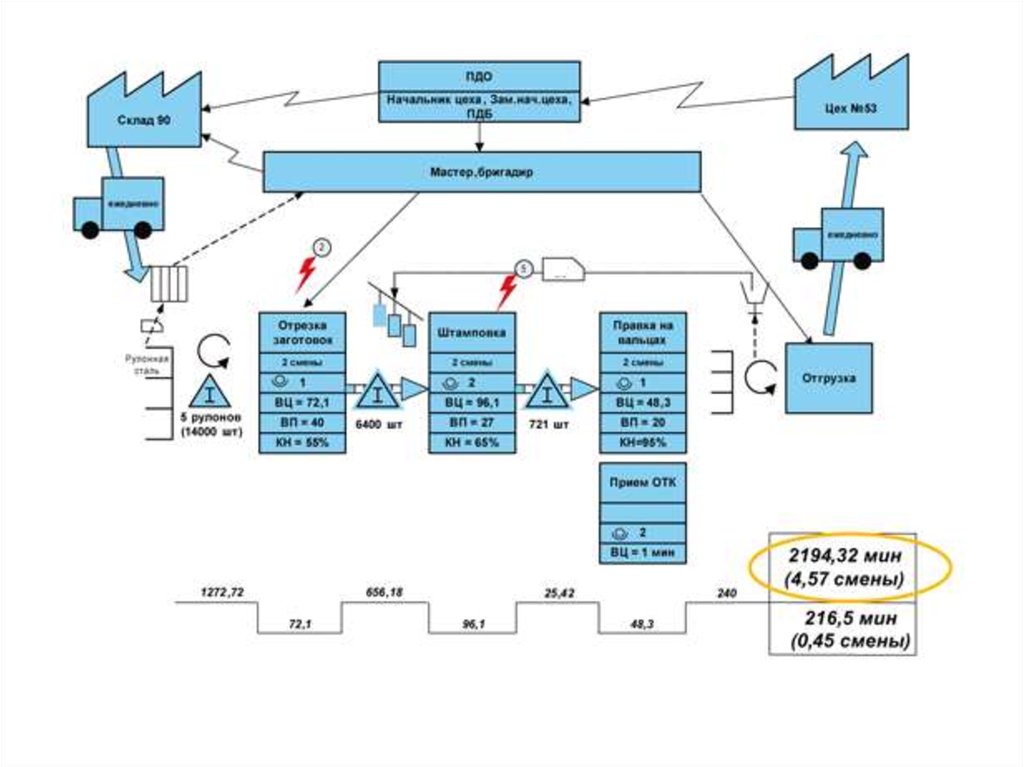
При картировании сначала составляется карта текущего состояния процесса: описывается
каждая операция, оценивается, добавляет она продукту ценность или нет. Указываются все
существующие проблемы
После составления карты текущего состояния подсчитывается время, добавляющее ценность суммарное время операций, которые добавляют продукту ценность, и время, не
добавляющее ценность - суммарное время операций, не добавляющих продукту ценность.
Второй этап – подготовка идеальной карты будущего состояния, в которой максимально
сокращаются операции и действия, который не добавляют ценность продукту. На этом этапе
так же необходимо учитывать проблемы, выявленные при составлении карты текущего
состояния. Карту будущего состояния надо составлять с учетом представления о том, как вы
ее будете реализовывать.
Следующий этап – подготовка плана перехода от карты текущего состояния к карте будущего
состояния. Дорожная карта перехода – пошаговое планирование работ – цикл PDCA
Последний этап картирования – реализация плана перехода. После того, как план выполнен,
карты будущего состояния становится картой текущего состояния и цикл повторяется вновь.
54.
В производственных процессах в карте учитываются параллельно идущие материальный и
информационный поток
Офисные процессы картируются в форме «бассейной дорожки» (справа исполнители, по
горизонтали временная шкала)
Перед картированием офисного процесса надо договориться о том, что в данном процессе
создает ценность
В процессе картирования важно дойти до каждого исполнителя и посмотреть как он
выполняет конкретную операцию.
В процессе разговора с исполнителем применяй инструмент 5 Почему, дай исполнителю
полностью высказать свое мнение.
Есть смысл картировать работающие процессы. Если процесс не стабильный, то
картирование будет неэффективно. При нестабильном процессе создается только модель
процесса не более, только что бы увидеть примерную картину процесса.
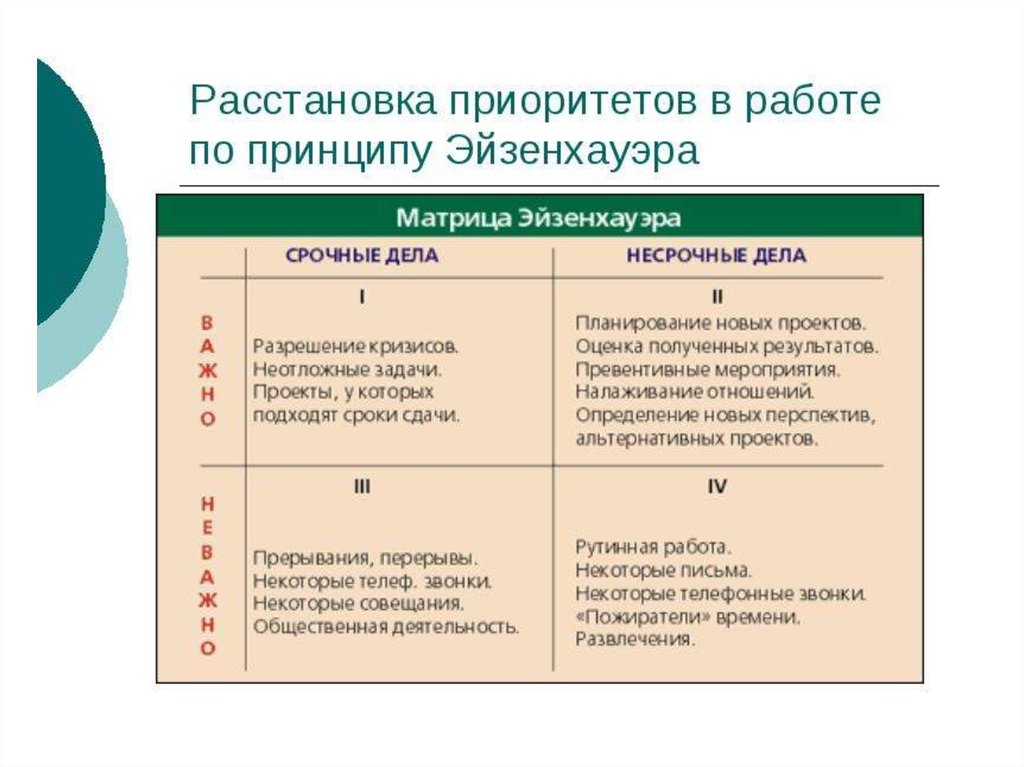
Для расставление приоритетов при составлении плана улучшений используется диаграмма
Исикавы (диаграмма причинно-следственной связи, «рыбья кость») или принципы
Эйзенхауэра
Общее правило: процесс начинают улучшать от результата, от окончания, а не от старта
процесса.
55.
Обозначение применяемое в процессе картировании56.
57.
58.
Диаграмма Исикавы59.
60.
61.
62.
63. Процессы, задачи, проекты, стандарты
• Задача разовая, не цикличная, при постановке задачи описываетсятребуемый результат
• Проект – направлен на уникальный результат. В проекте по сравнению
с задачей более сложный состав работ, он предполагает объединение
нескольких задач с общей целью
• Процесс цикличен, стандартизирован. Процесс предполагает, что в
результате определенной последовательности действий получается
ожидаемый постоянный результат. Задача может быть частью
процесса. Задача в процессе, как правило, стандартизирована
• Стандарт - это наилучший способ выполнения операции
Прежде чем стандартизировать процесс / действие – стабилизируй
его выполнение с планируемым результатом.
64. Рабочие команды
Состав команды, роли участников:1. Модератор группы (как правило это сам руководитель группы) – организация
работы
2. Эксперт по данному вопросу – экспертное мнение
3. Хозяин процесса – лицо которое управляет или будет управлять процессом.
4. Исполнители в процессе – непосредственные исполнители.
5. Приглашенные не участники процесса – для выработки новых, скрытых решений.
Участники с 1 по 4 являются обязательными в составе рабочей команды.
Инструменты для выработки решения в команде
1.
2.
3.
4.
КПСЦ
5 Почему
Штурм - прорыв
Диаграмма Исикавы
65. Вопросы, которые следует задать перед началом работы команды.
1. Все ли участники точно понимают задачу котораястоит перед командой?
2. Все ли участники понимают свою роль в команде?
3. Есть стандарт или нет – Если стандарт есть, то
выбираем работу по циклу PDCA – если стандарта
нет работаем по циклу SDCA.
4. Процесс стабилен или нет (% отклонений) – не
стабилен – SDCA.
• Если стандарт есть, но процесс не стабилен работаем по циклу SDCA – проводим анализ
действующего стандарта.
66. Визуализация работы команды.
• План работы команды (не план работы надпроцессом!!!)
• Показатели контроля проводимых
изменений
• Выбрать место где будет размещается
визуальная информации о ходе проекта
67.
68.
69.
Терминология бережливого производстваВремя производственного цикла - это показатель который отображает скорость и проходимость рассматриваемого потока, т.е. насколько быстро
поступившее в поток сырьё (заготовка и т.п.) проходит его и выходит в виде готового продукта. Основная мера скорости потока – это количество
незавершённого производства (межоперационных запасов), которое при расчётах переводится в минуты и секунды. Основным сдерживающим скорость
потока фактором является большое количество незавершённого производства (запасов), а самым быстрым и соответственно экономичным является
выровненный поток в одно изделие.
принцип stop line - это принцип остановки, или дословно переводя название «остановка линии». Внедрение принципа «stop Line» позволяет
минимизировать потери, а точнее, вовремя остановить ущерб, который они могли бы причинить. Появление этого принципа, как и многих других, стало
возможным благодаря компании «Тойота», которая первая наделила операторов правом остановить конвейер в случае возникновения дефекта или
серьёзной неисправности, или ситуации угрожающей здоровью работников. Остановка потока за собой требует решения вопроса по качеству.
Автономизация (autonomation) (синоним Дзидока) — привнесение человеческого интеллекта в автоматы, способные самостоятельно обнаруживать первый
дефект, после чего сразу остановиться и сигнализировать о том, что нужна помощь.
Анализ потока (stream analysis) — инструмент производственной системы бережливого производства, направленный на описание потоков создания
ценности (ПСЦ). Описание производится методом картирования ПСЦ для оценки потерь. После оценки разрабатывается план мероприятий по устранению
потерь.
Анализ возвратных потоков (turn-back analysis) — анализ выполнения производственных операций. Проводится для определения числа возвратов на
предыдущую стадию производственного процесса и исправления операций или утилизации брака.
Андон (andon) — инструмент визуального контроля за ходом производственного процесса.
Аудит (audit) — процесс оценки производственного процесса на соответствие стандартам. Аудит устанавливает целевые результаты, потенциальные
возможности, текущие способности и помогает разработать план проведения изменений.
Быстрая переналадка — СМЕД (Single Minute Exchange of Dies, SMED) — быстрая (менее чем за десять минут) процедура замены пресс-форм или любой
другой оснастки, инструмента для переналадки производственного оборудования.
Визуальное управление (visual control) — такое размещение инструментов, деталей, тары и других индикаторов состояния производства, при котором
каждый с первого взгляда может понять состояние системы — норма или отклонение.
70.
Визуальный контроль (visual control) — оценка качества изготовления продукции методом осмотра или тактильным способом.Время в очереди (queue time) — время, которое продукт или услуга простаивает в очереди в ожидании следующей стадии производства или
проектирования, оформления документа или телефонного разговора.
Время выполнения заказа (lead time) — время с момента размещения заказа до его выполнения и передачи потребителю.
Время такта (takt time) — интервал времени или периодичность, с которой потребитель востребует заказанную продукцию от поставщика
(производителя). Время такта задает скорость работы производства, которая должна точно соответствовать имеющемуся спросу.
Время цикла (cycle time) — время, требуемое оператору для осуществления всех действий, перед тем как повторить их снова. Когда время цикла каждой
операции в процессе становится точно равным времени такта, возникает Поток единичных изделий.
Время создания ценности (value production time) — время операций или действий, в результате которых продукту или услуге придаются свойства, за
которые клиент готов платить.
Время производственного цикла (production cycle time) — время прохождения изделия, материала или заготовки по процессу или потоку создания
ценности от начала первой производственной операции до окончания последней.
Всеобщее Производственное Обслуживание (total productive maintenance, ТРМ) — совокупность идеологии, методов и инструментов, направленных на
поддержание постоянной работоспособности оборудования для обеспечения непрерывности производственных процессов.
Вытягивание (pull) — система производства, при которой поставщик (или внутренний поставщик), находящийся выше по потоку, ничего не производит до
тех пор, пока потребитель (или внутренний потребитель), находящийся ниже, ему об этом не сообщит. Обратная ситуация называется Выталкиванием. См.
также Канбан.
Выравнивание производства (Синоним Сглажиание производства, Хэйдзунка) (leveling, heijunka) — производственная система, направленная на
сглаживание пиков и провалов в загрузке производства, а также на исключение перепроизводства. Тесно связана с Очередностью запуска и
Балансировкой линии. Применяется для выравнивания производства по видам и объему продукции в течении фиксированного периода времени.
Выталкивание (push) — система выпуска изделий и «выталкивания» их на следующую операцию без учета потребностей потребителя. Противоположность
Вытягиванию.
Гемба (gemba)— предприятие, цех, участок, место, где производится материальный продукт (где непосредственно создаётся ценность для потребителя).
Это может быть и офис, где оказываются услуги или ведутся разработки.
Дзидока (jidoka) — см. автономизация.
Диаграмма «спагетти» (spaghetti chart) — траектория, которую описывает продукт (оператор), двигаясь по Потоку создания ценности. Название возникло
потому, что эта траектория совершенно хаотична и похожа на тарелку со спагетти.
Дорожная карта (road map) — поэтапный план действий по достижению конкретной цели или решения текущей проблемы.
71.
Задающий ритм процесс (раcemaker process) — любой процесс в потоке создания ценности, задающий ритм всему потоку. Как правило, расположенближе к «клиентскому концу» потока создания ценности. Примером может быть линия сборки конечного изделия.
Запасы (inventory) — скопление материалов, ожидающих обработки или перемещения между процессами (этапами) потока. Физические запасы
классифицируются по месту их расположения в Потоке создания ценности и по функциональному предназначению.
Запасы по месту расположения: сырье, материалы, незавершенное производство, готовая продукция.
Запасы по предназначению: буферный, страховой, на отгрузке.
Запас буферный (buffer inventory) — предназначен для непрерывного обеспечения производственного процесса в случае незапланированного
увеличения потребности в данных деталях.
Объем запаса рассчитывается на основе анализа статистики отклонений (максимальных простоев производственных участков) по причине
незапланированного увеличения спроса на детали.
Запас страховой (reserve inventory) — предназначен для непрерывного обеспечения хода производственного процесса в случаях возникновения
непредвиденных обстоятельств: выход из строя оборудования, поставки дефектной продукции, задержки поставок в пути и т.д. Объем рассчитывается на
базе анализа максимальных простоев заказчика (как правило, за 3 месяца) по причине непоставки деталей поставщиком или бракованой отгруженной
партии.
Запас на отгрузке (shipping inventory) — продукция, расположенная в конце производственной линии и подготовленная к отправке потребителю.
Затраты, основанные на действиях; себестоимость, основанная на действиях (activity-based costing, ABC) — система управленческого учета, которая
связывает затраты на продукцию, основываясь на количестве использованных ресурсов (включая производственные площади, сырье, машины,
механизмы, оплату труда), потраченных на проектирование, оформление заказа и изготовление этого продукта.
Кайдзен (kaizen) — непрерывное совершенствование деятельности с вовлечением всего персонала в постоянную работу по сокращению Потерь (муда),
воплощенное в конкретные формы, методы, технологии и обращенное к людям.
Кайкаку (kaikaku) — радикальное (кардинальное) улучшение процесса, направленное на достижение поставленной цели или устранение Потерь (муда).
Канбан (kanban) — в переводе с японского — карточка или значок. Инструмент вытягивающей системы, который дает указание на производство или
изъятие (передачу) изделий с одного процесса на другой. Может использоваться в качестве бирок, карточек, тары, электронных сообщений. Используется
в Производственной Системе Toyota для организации Вытягивания путем информирования предыдущей производственной стадии о том, что надо
начинать работу.
Картирование потока создания ценности, КПСЦ (value stream mapping) — процесс изучения и визуального изображения материального и
сопровождающего его информационного потоков в ходе создания ценности при движении материалов по процессам от поставщика до потребителя.
Процесс состоит из этапов: 1. Выбор потока. 2. Описание текущего состояния потока. 3. Описание будущего состояния потока. 4. Составление плана
(дорожной карты) достижения будущего состояния потока.
Кольцевой маршрут (milk run) — система доставки деталей (например, для ремонта), при которой грузовик, постоянно выполняющий один и тот же
маршрут, может в определенных местах останавливаться и доставлять деталь, в которой возникает потребность.
Коучинг (coaching) — методика обучения, построенная на принципе «обучение действием». Методика сводится к созданию более опытным наставником
возможностей для процесса познания обучаемым необходимых знаний, а не через прямую передачу знаний от учителя — ученику. Система помогает
людям и предприятиям достигать своих целей. Коуч — преподаватель, учитель, тренер, владеющий и применяющий методы коучинга.
72.
Коэффициент полной эффективности оборудования (Overall Equipment Effectiveness, OEE) — основной показатель системы всеобщегопроизводственного обслуживания, отражающий уровень эффективности использования оборудования.
Красные ярлыки (red tags) — инструмент визуализации проблем и аномалий на Гемба (офисе), он применяется в виде карточек, на которых могут
указываться: номер проблемы по порядку (из перечня проблем); дата установки ярлыка; Ф.И.О. выявившего проблему работника или любая другая
информация, имеющая отношение к проблеме. Красные ярлыки традиционно применяются при реализации первого шага из 5С (Пяти «С») для
обозначения лишних предметов в рабочей зоне и в местах хранения.
Многостаночное обслуживание (multi-machine working) — работа, при которой один оператор управляет сразу несколькими станками разного типа, а
также осуществляет обучение и техобслуживание оборудования.
Монумент (monument) — любой объект (станок) или процесс, масштаб (размер) которого таков, что поступающие на вход детали, проекты или заказы
вынуждены ждать обработки в очереди. Монумент, как правило, обслуживает более чем один поток создания ценности с долгим временем
прохождения заказа и медленной переналадкой, работает большими партиями.
Муда (muda) — см. Потери.
Мура (mura) или «неравномерность» — изменчивость в методах работы или в результатах процесса.
Мури (muri) «излишек» — напряжение, перегрузка (сверхурочная работа) человека или оборудования, неразумность.
Незавершенное производство (НЗП) (work-in-progress) — материальные ценности, находящиеся между стадиями и в процессах обработки (добавления
ценности).
Непрерывный поток (continuous flow) — организация работы материального потока по принципу «один за одним» или «из рук в руки» без остановок и
перебоев.
Обея (с яп. «комната» или «помещение») (obeya) — инструмент управления проектами, способствующий эффективной и быстрой коммуникации и
активно используемый на стадии разработки. Работает по принципу «военного штаба» с массированным применением визуализации и командного
взаимодействия.
Первичное производство (greenfield, «целина») — организация вновь создаваемого производства на новой, относительно обособленной площадке,
прежде не использовавшейся для производственных целей («в чистом поле»). Противоположность вторичному производству — организуемому на
площадке, где ранее производство осуществлялось (brownfield, «пашня»).
Операция (operation) — действие (или действия), выполняемое одним станком над одним продуктом, отличается от процесса.
«Партиями и очередями», работа (batch-and-queue) — практика массового производства. Заключается в изготовлении больших партий деталей, которые
затем ставятся в очередь на выполнение следующей операции в производственном процессе. Отличается от потока единичных изделий.
73.
Переналадка (changeover) — установка нового типа инструмента на металлообрабатывающем станке, замена краски в красильном аппарате, заправкановой порции пластмассы и смена литейной формы в машине для литья под давлением, установка на компьютер нового программного обеспечения и
т.п. Термин используется всегда, когда оборудование надо подготовить к производству иного вида продукции (выполнению другой работы).
Планирование потребности в материалах, система (Material Requirements Planning, MRP) — компьютеризированная система, используемая для
определения количества материалов и сроков, когда они будут нужны в производстве. В системе MRP используются: главный производственный график;
заказ на материалы, в котором перечислено все, что требуется для выпуска каждого продукта; информация о текущем уровне запасов этих материалов,
чтобы составить график производства и доставки каждого из них. Система планирования производственных ресурсов (Manufacturing Resource Planning,
MRP II) дополняет MRP, позволяя планировать производственную мощность оборудования, оптимизировать финансовые потоки, а также моделировать
и оценивать различные варианты производственных планов. МRP система является системой выталкивающего типа.
Пока-йокэ (Poka-yoke) — «защита от ошибок» — специальное устройство или метод, благодаря которому дефект просто не может образоваться. Другое
название пока-йокэ — это бака-йокэ (baka-yoke) — «дуракоустойчивость» или «защита от дурака».
Показатели потока создания ценности (value creation flow indicators) — набор оценочных показателей, которые измеряет команда потока и через
которые она контролирует деятельность по улучшению потока в краткосрочной и долгосрочной перспективе.
Потери (waste(s), muda) (синоним Муда) — любая деятельность (или состояние), которая потребляет ресурсы, но не создает ценности для потребителя.
Существует семь основных видов потерь, это — перепроизводство (overproduction) материалов или информации (когда спрос на них еще не возник);
ожидание (waiting) следующей производственной стадии; транспортировка (transportation) материалов или информации; лишние этапы обработки
(excess processing stage) (требующиеся из-за недостатков оборудования или несовершенства процесса); наличие любых, кроме минимально
необходимых, запасов; перемещение (motion) людей в ходе работы (например, в поисках деталей, инструментов, документов, помощи и пр.);
производство дефектов (defects).
Потеря творческого потенциала персонала (employees' creativity waste) — источник всех форм потерь, наиболее сложно поддается оценке, но
является ключевым при построении системы непрерывного совершенствования деятельности.
Поток (flow) — движение материалов и информации в процессе их преобразования в продукт или услугу для потребителя. Там, где есть продукт (услуга)
для потребителя, там есть поток. Любая деятельность может быть трансформирована в поток.
Поток единичных изделий (single-peace flow) — метод работы, при котором станок или процесс (например, проектирование, принятие заказа или
производство) обрабатывает не больше одного изделия одновременно. Отличается от метода Партий и очередей.
Поток создания ценности (value stream) — все действия, которые требуются в настоящее время, чтобы преобразовать сырье и информацию в готовое
изделие или сервис.
«Правильный» станок (right-sized tool) — объект (средство проектирования, планирования или производства), который легко вписывается в
производственный поток внутри одного семейства продуктов, благодаря чему больше не возникает потерь от ненужной транспортировки или
ожидания. Отличается от Монумента.
74.
Продуктовая линейка (product line) — это совокупность продуктов или изделий которые в пределах выбранных границ потока проходят одинаковый путьи последовательность процессов. Эта совокупность состоит из изделий, имеющих сходные характеристики, а также параметры (время цикла)
прохождения ими схожих процессов.
Процесс (process) — серия отдельных операций (действий), посредством которых создается проект, оформляется заказ или производится продукция.
Процессные деревни (process villages) — места, где группируется оборудование одного типа или выполняются похожие процессы, например, где стоят
шлифовальные машины или осуществляется обработка заказа. В отличие от ячеек.
Пять «почему?» (five whys) — способ поиска причины возникновения любой проблемы, заключающийся в том, что для нахождения первопричины
(глубинной причины) проблемы (root cause) надо минимум пять раз спросить «почему?», а в особо сложных ситуациях - более чем 5 раз. Только после
определения первопричины возникновения проблемы можно браться за разработку и реализацию мероприятий по устранению (решению) проблемы.
При этом требуется соблюдение принципа, что проблемы не в людях, а в процессах и системе. Решенная проблема – проблема, которая больше не
повторяется.
Пять «С» (Five Ss, 5С, система 5S) — система эффективной организации рабочего места (рабочего пространства), основанная на визуальном контроле.
Включает в себя пять принципов, каждый из которых начинается с буквы «С».
Сортируй (сеири) (sort) — отделить нужные инструменты, детали и документы от ненужных с тем, чтобы убрать последние подальше (удалить их).
Создай свое место и ставь на него (сейтон) (set-in-order) — расположить (и маркировать) детали и инструменты на рабочем месте так, чтобы с ними было
удобно работать.
Содержи в чистоте (сейсо) (shine) — поддерживать чистоту на рабочем месте — прежде всего для максимально раннего выявления и устранения
проблем.
Стандартизируй (сейкецу) (standardize) — регулярно выполнять первые 3С каждый день, чтобы поддерживать рабочее место в отличном состоянии.
Соблюдай, совершенствуй (сицуке) (Sustain and develop) — сделать выполнение первых четырех «С» привычкой, системой в работе.
Развертывание политики — см. хосин канри.
Сглаживание производства (production smoothing) — см. выравнивание производства (хейдзунка).
Сглаживание сбыта (level selling) — система долгосрочных взаимоотношений с потребителем, направленная на получение от него информации о будущих
покупках, что позволяет лучше планировать производство и тем самым избавляться от неожиданных «всплесков» продаж.
Семейство продуктов (product family) — набор продуктов, которые можно выпускать один за другим в производственной ячейке. О продуктах одного
семейства говорят, что они сделаны на «одной платформе».
Сэнсэй (sensei) — учитель, мастер в определенной области (в данной случае в области бережливого производства).
Совершенство (perfection) — полное отсутствие потерь (мỳда), благодаря чему все виды деятельности в потоке создания ценности действительно
создают ценность.
75.
Стандарт-костинг (standard costing, нормативные затраты) — система учета затрат, при которой затраты списываются на продукт на основанииколичества машино-часов и человеко-часов, потраченных всем производством за определенный период времени. Стандарт костинг стимулирует
менеджеров на производство ненужных продуктов или же неправильного набора продуктов, чтобы благодаря полному использованию машин и
рабочих минимизировать удельные затраты на продукт.
Стандарт (standard) (в концепции Лин) — в отличии от традиционных подходов стандарт — это наилучший способ выполнения какой-либо
деятельности с использованием приёмов, наиболее эффективных с точки зрения сокращения потерь, удобства для исполнения и скорости работы.
Эти приёмы предварительно проверены на практике, наглядно изложены в простой и понятной форме с использованием средств визуализации,
доведены посредством обучения до всех работников, выполняющих данную деятельность.
В обычном понимании — стандарт (от англ. standard — норма, образец) — образец, эталон, модель, принимаемые за исходные для
сопоставления с ними др. подобных объектов и не всегда самые лучшие.
Стандартизация (standardization) — это система управления производством, с вовлечением всего персонала и использованием набора правил,
действий и процедур, направленных на выявление и устранение потерь, а также для создания системы непрерывных улучшений в операционной
деятельности предприятия. В обычном понимании стандарт — это процесс описания (на бумаге) и формализации процедур и процессов в
деятельности предприятия.
Стандартизированная работа (standard work) — инструмент анализа и осмысления потерь в ходе операции (процесса). Он представляет собой
точное описание каждого действия, включающее время цикла, время такта, последовательность выполнения определенных элементов,
минимальное количество запасов для выполнения работы.
Стандартные Операционные Карты, СОК (SOP, Standard Operational Procedures) — документы, описывающие шаги(элементы) в процедуре,
которым необходимо следовать. Обычно состоят из текста, графики/рисунков и фотографий, облегчающих понимание процедуры.
Статистическое Управление Процессом (SPC, Statistical Process Control) — использование статистических инструментов в помощь управлению
качеством операции.
Супермаркет (экспедиция, склад, площадка, стеллаж) (supermarket) — организованная система управления запасами по принципу вытягивания с
применением инструмента Канбан и фиксированным (стандартизированным) уровнем остатков с установленным минимумом и максимумом.
Сырье, материалы (raw materials) — материальные ценности, находящиеся на предпрятии (в процессах) и не подвергавшиеся обработке.
Точно вовремя (just-in-time, JIT) — система, при которой изделия производятся и доставляются в нужное место точно в нужное время и в нужном
количестве. Ключевые элементы системы «точно вовремя»: поток, вытягивание, стандартная работа (и стандартный уровень незавершенного
производства) и время такта. Системы JIT устраняют простои и скопление материалов между операциями.
Транзакционные процессы (transactional processes) — процессы, где передача материалов, знаний, информации или услуг происходит между
двумя индивидуумами или между индивидуумом и оборудованием. Обычно большинство процессов, не включающих изготовление изделий,
подпадают под эту категорию.
76.
Фронтальная загрузка (fron loading) — подача и отгрузка материалов на производстве или линии обслуживания со стороны лица оператора.Предотвращает необходимость оператору поворачиваться для взятия и перемещения деталей.
Штурм-прорыв (кайдзен-блиц) (Rapid Improvement of Processes, RIP) — инструмент бережливого производства, применяемый для достижения
немедленных результатов в улучшении целевых показателей деятельности на конкретном производственном участке. Инструмент применяется
в виде проведения практических недельных мероприятий на производственной площадке и связан с кардинальными (физическими)
изменениями компоновки участка иили организации процесса.
Хосин канри (hoshin kanri) (синоним Развертывание политики) — способ разработки стратегии управления предприятием высшим
руководством, при котором ресурсы направляются на те цели, которые приоритетны для бизнеса. При помощи системы таблиц и/или
матричной диаграммы, похожей на используемую в структурировании функции качества, выбирается от трех до пяти ключевых целей, другие
цели при этом игнорируются. Для работы над выбранными целями создаются проекты, способы выполнения которых обсуждаются на более
низком управленческом уровне. Х.к. позволяет унифицировать и сконцентрировать ресурсы, разработать конкретные и измеримые показатели,
по которым регулярно отслеживается достижение ключевых целей. Иное название хосин канри — развертывание (структурирование) политики
(policy deployment).
Хэйдзунка (heijunka) (синоним Сглаживание производства) — см. Выравнивание производства.
Ценность (потребительская ценность) (value) — определяется заказчиком, как верное и ожидаемое качество, количество, цена и срок поставки.
Ценность — совокупность свойств продукта или услуги, за которые потребитель готов заплатить поставщику, поскольку данные свойства
продукта или услуги вызывают субъективное ощущение потребителя, что нужная ему вещь (услуга) доставлена (оказана) в нужном количестве, с
нужным качеством, в нужное время и в нужном месте (вызывают ощущение удовлетворённости).
Цикл P-D-C-A (цикл Деминга) (PDCA cycle) — цикл совершнствования любого процесса или деятельности. Планируй, делай, проверяй,
воздействуй.
Цикл S-P-D-A (SPDA cycle) — цикл стандартизации и стабилизации любого процесса или деятельности, применяется последовательно с циклом
PDCA. Стандартизируй, делай, проверяй, воздействуй.
Чаку-чаку (chaku-chaku) — метод реализации непрерывного потока единичных изделий, при котором оператор, передвигаясь в ячейке от станка
к станку, забирает готовую деталь с одного станка и загружает ее в следующий, и так далее. На японском языке буквально это означает «грузигрузи».
Ячейки (cells) — Расположение оборудования и/или операторов во взаимосвязи в пределах ограниченного участка. Это способ компоновки
различных типов оборудования, позволяющий выполнять производственные операции в четкой последовательности без перерывов, без
излишней транспортировки, минимально возможными партиями (как правило, в виде потока единичных изделий). Обычная конфигурация
ячейки — в виде буквы «П» («U»). Такое расположение способствует организации непрерывного потока единичных изделий и гибкому
распределению людей (один оператор может обслуживать несколько агрегатов одновременно). материалов или информации; лишние этапы
обработки (excess processing stage) (требующиеся из-за недостатков оборудования или несовершенства процесса); наличие любых, кроме
минимально необходимых, запасов; перемещение (motion) людей в ходе работы (например, в поисках деталей, инструментов, документов,
помощи и пр.); производство дефектов (defects). — это процесс описания (на бумаге) и формализации процедур и процессов в
деятельности предприятия.