

















 industry
industrySimilar presentations:
")






")


Внешний осмотр и измерение готовых сварных соединений. Приложение 4.1.36
1.
Приложение 4.1.36Внешний осмотр и
измерение готовых
сварных соединений
Занятие по дисциплине: Контроль качества сварных
соединений (МДК.01.04)
Тема: Контроль качества сварных соединений
2.
В теории разделяют понятияизмерительный контроль (измерение
размеров) и визуальный контроль
(внешний осмотр). Однако в практике
сварочного производства два этих вида
контроля объединяются в названии одного
вида контроля: визуально-измерительный
контроль
3.
Измерительный контроль(измерение размеров)
выполняется с целью выявления соответствия
фактических размеров сварного соединения,
предъявляемым к ним требованиям
4.
Основные термины измерительногоконтроля
Понятие:
Номинальный размер
Определение: Размер, закладываемый в НТД и КД,
относительно которого определяются
предельные размеры и который
служит началом отсчёта отклонений
Пример:
+1
20 - 2
Номинальный размер
5.
Основные термины измерительногоконтроля
Понятие:
Допуск при измерении
Определение: Разность между номинальным и
предельным размерами
6.
Основные термины измерительногоконтроля
Понятие:
Поле допуска
Определение: Поле ограниченное верхним и
нижним отклонениями
7.
Основные термины измерительногоконтроля
Понятие:
Допустимая погрешность измерения
Определение: Предельное значение погрешности
измерения, которое может быть
допущено при измерении. Нормируется
ГОСТами и паспортными данными на
средства измерения
8.
Основные термины измерительногоконтроля
Понятие:
Средство измерений
Определение: Техническое средство, используемое
при измерениях и имеющее
нормативные метрологические
свойства
9.
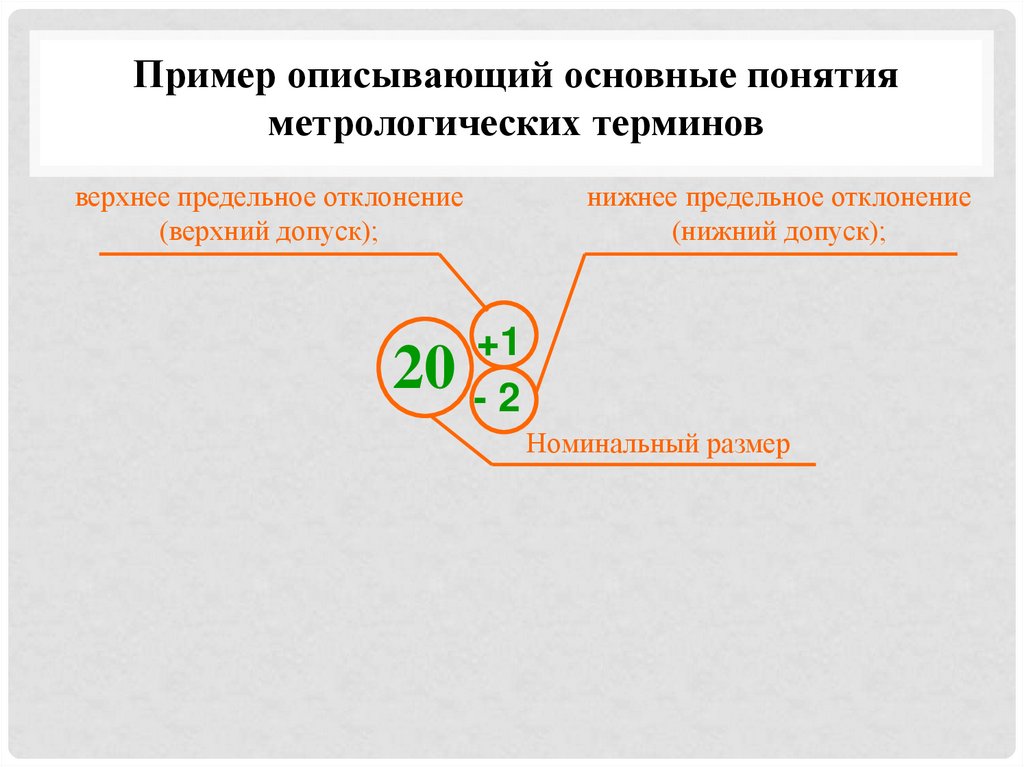
Пример описывающий основные понятияметрологических терминов
верхнее предельное отклонение
(верхний допуск);
нижнее предельное отклонение
(нижний допуск);
+1
20 - 2
Номинальный размер
10.
К измерительному контролю относиться и измерениешероховатости поверхности, которое может быть
контактным и бесконтактным
1. Бесконтактные средства измерения шероховатости: микроскоп,
визуальное сравнение с эталоном шероховатости
2. Контактные средства измерения шероховатости: профилометр
(измеряющий значение шероховатости в Ra) и профилограф
(измеряющий значение шероховатости в Ra, Rz и Rmax
одновременно)
11.
Визуальный контроль(внешний осмотр)
производиться с целью выявления поверхностных
дефектов в сварных соединениях
12.
Визуально - измерительныйконтроль
Визуально-измерительный контроль сварных
соединений производится в соответствии с
основными положениями
РД 03-606-03 «ИНСТРУКЦИЯ по визуальному и
измерительному контролю»
Утверждена постановлением Госгортехнадзора России №92
от 11 июня 2003 года
13.
Этапы визуально-измерительного контроля1) контроль заготовки и сборки: проверяется материал
(может браковаться при наличии вмятин, заусенцев,
окалины, ржавчины), качество подготовки кромок,
величина зазоров, правильность разделки
2) наблюдением за процессом сварки: контролируется
режим сварки, защита зоны дуги, правильность
наложения и качество отдельных валиков в
многослойных швах;
3) осмотр готовых изделий: проверяется наличие
трещин, подрезов, свищей, прожогов, натеков,
непроваров корня шва и непроваров по кромкам,
дефектов формы шва.
14.
Инструментальное обеспечениевизульно-измерительного
контроля
15.
Пример комплектации набора длявизуально-измерительного контроля
16.
Конструкция шаблона УШС – 3Шкала для замера
Пазы для замера толщин Шкала для замера
угловых величин Движок или диаметров электродов
зазоров
Основание
Шкала замера
линейных величин
Игла Шкала замера высот и
глубин
17.
Пример комплектации набора длявизуально-измерительного контроля
18.
Набор радиусных мер19.
Пример комплектации набора длявизуально-измерительного контроля
20.
Набор радиусных мер21.
Пример комплектации набора длявизуально-измерительного контроля
22.
Набор щупов23.
Пример комплектации набора длявизуально-измерительного контроля
24.
Штангенциркуль ЩЦ-125.
Пример комплектации набора длявизуально-измерительного контроля
26.
Лупа измерительная ЛИ-1027.
Пример комплектации набора длявизуально-измерительного контроля
28.
Лупа увеличительная (ув. в 2 раза)29.
30.
Микрометры типа МКПредназначены для измерения наружных размеров изделий
31.
Микрометр типа МКПредназначены для измерения толщины стенок труб
32.
Микрометры типа МЛПредназначены для измерения толщины листов и лент
33. Рулетки измерительные
РУЛЕТКИ ИЗМЕРИТЕЛЬНЫЕДлиной от 1 до 5 м
Длиной от 10 до 100 м
34.
Угольники слесарные35.
Схемы замеров с применениемшаблона УШС-3
36.
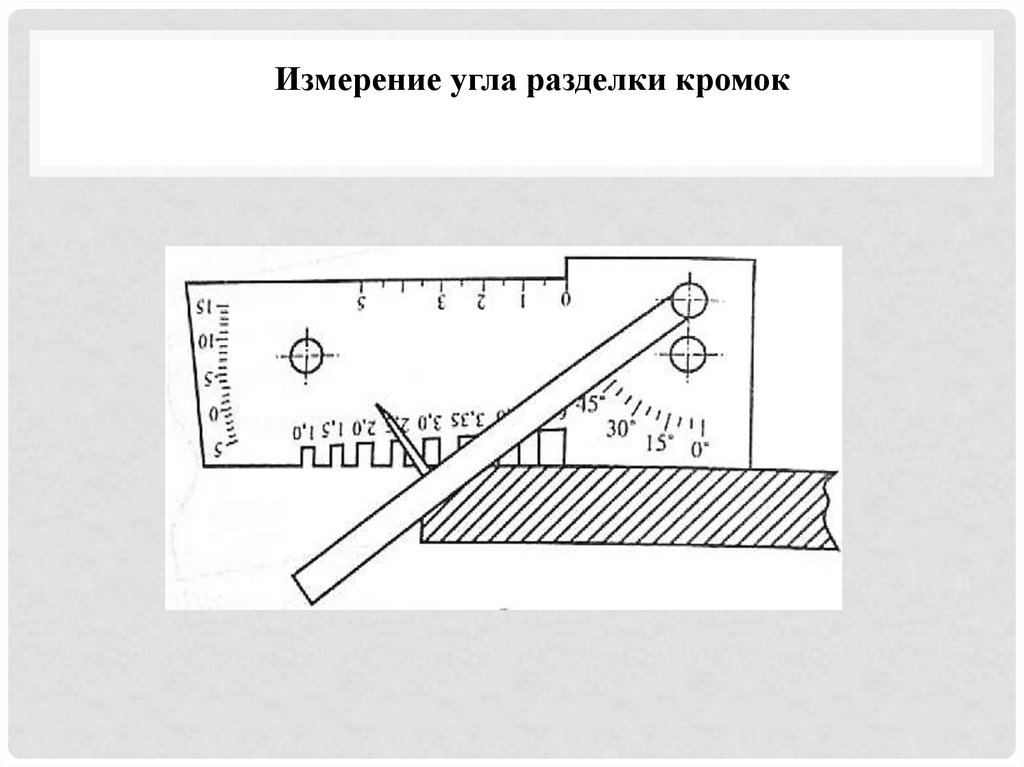
Измерение угла разделки кромок37.
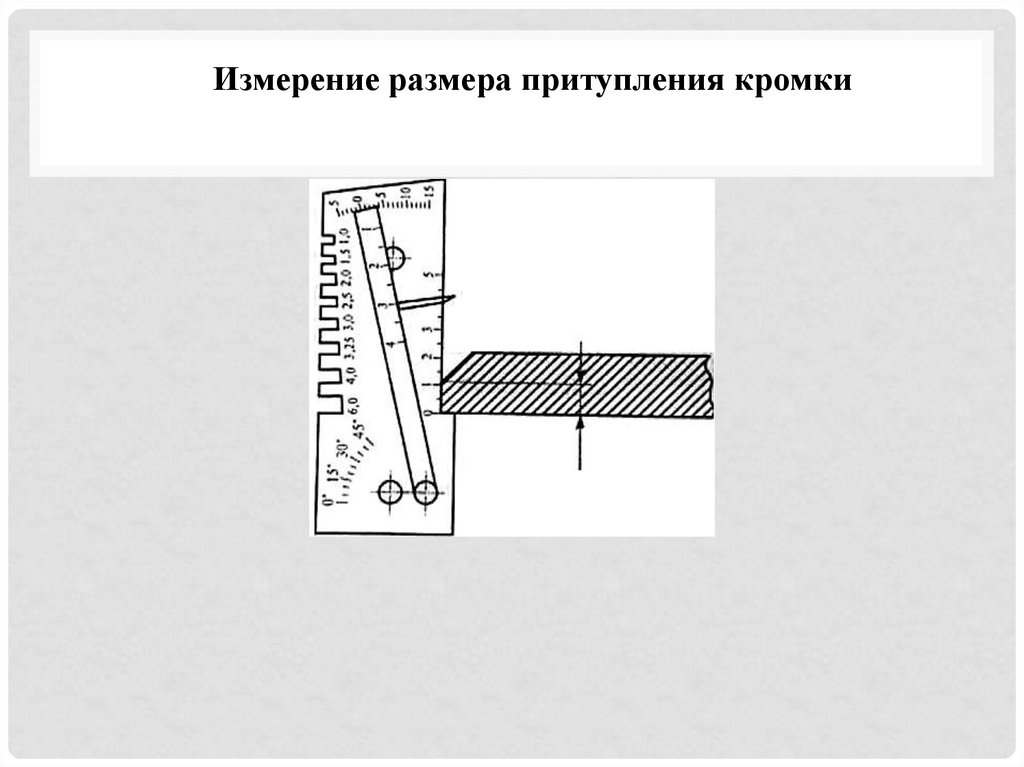
Измерение размера притупления кромки38.
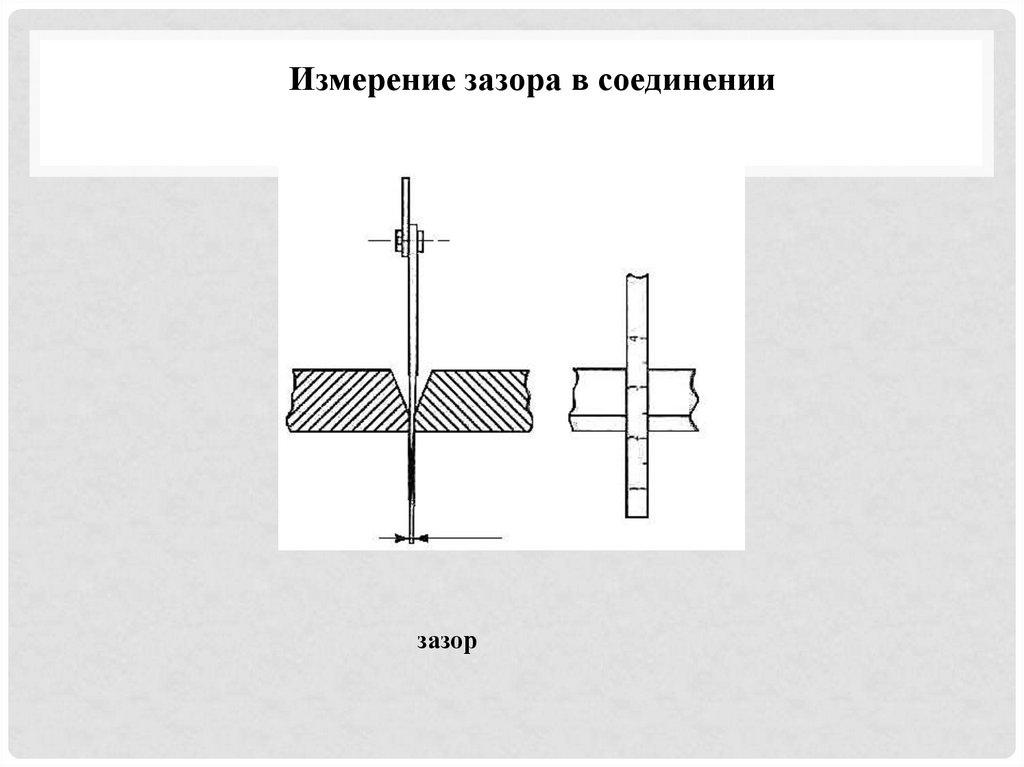
Измерение зазора в соединениизазор
39.
Измерение наружного смещения кромок40.
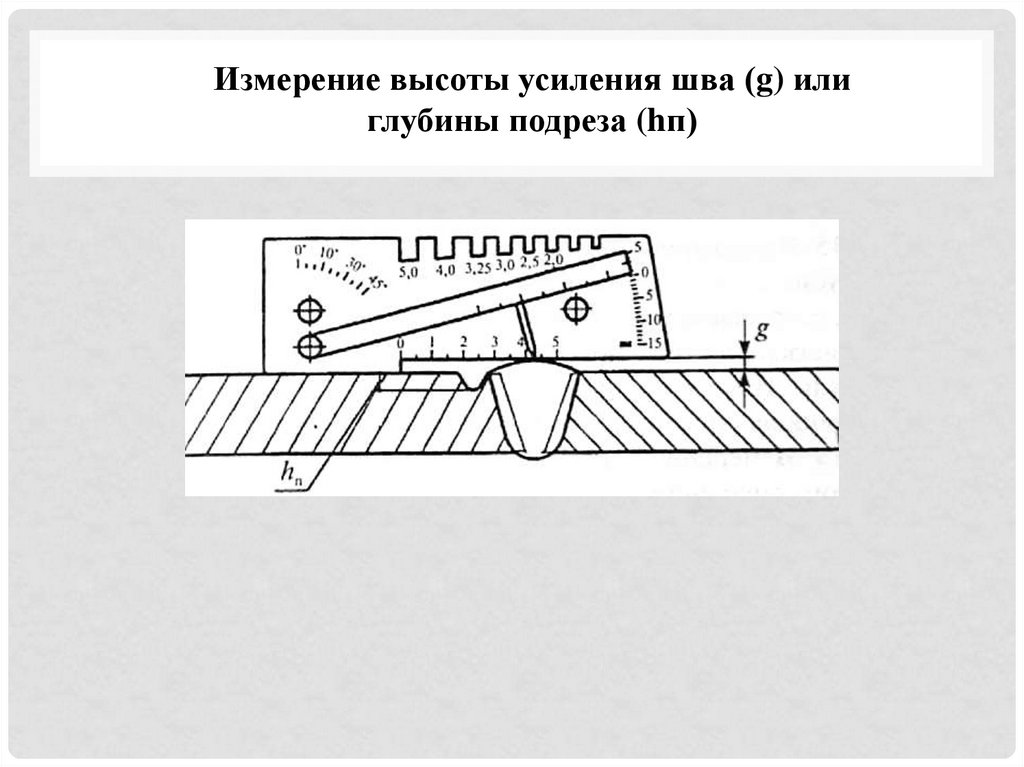
Измерение высоты усиления шва (g) илиглубины подреза (hп)
41.
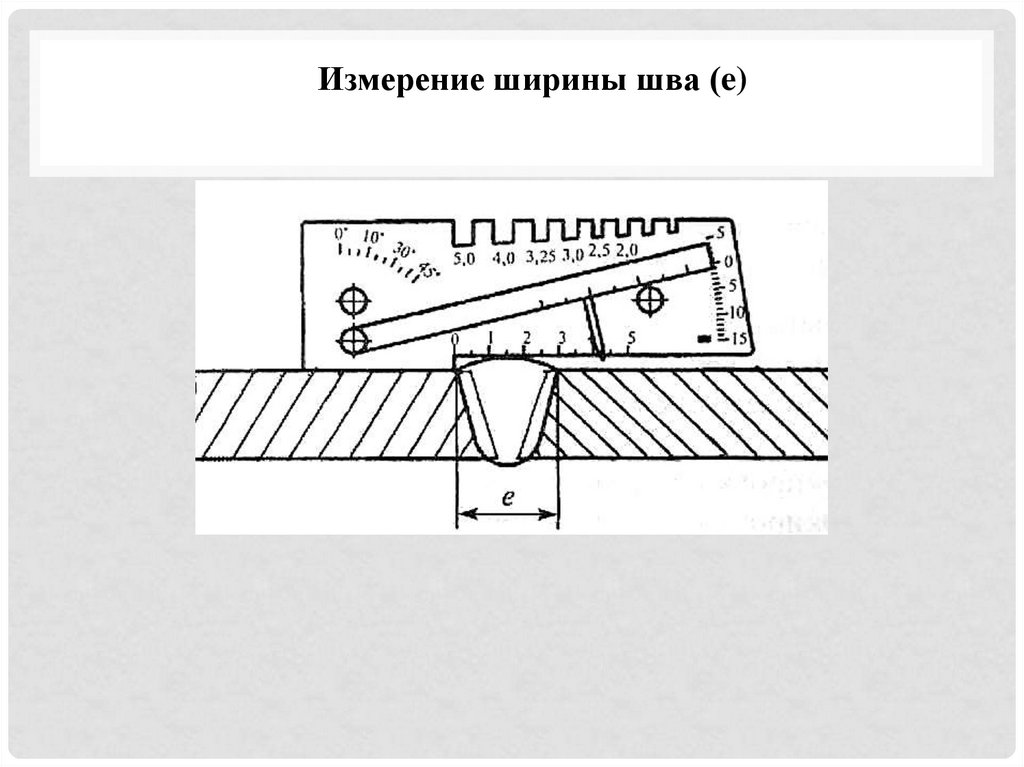
Измерение ширины шва (e)42.
Измерение западаний между валиками43.
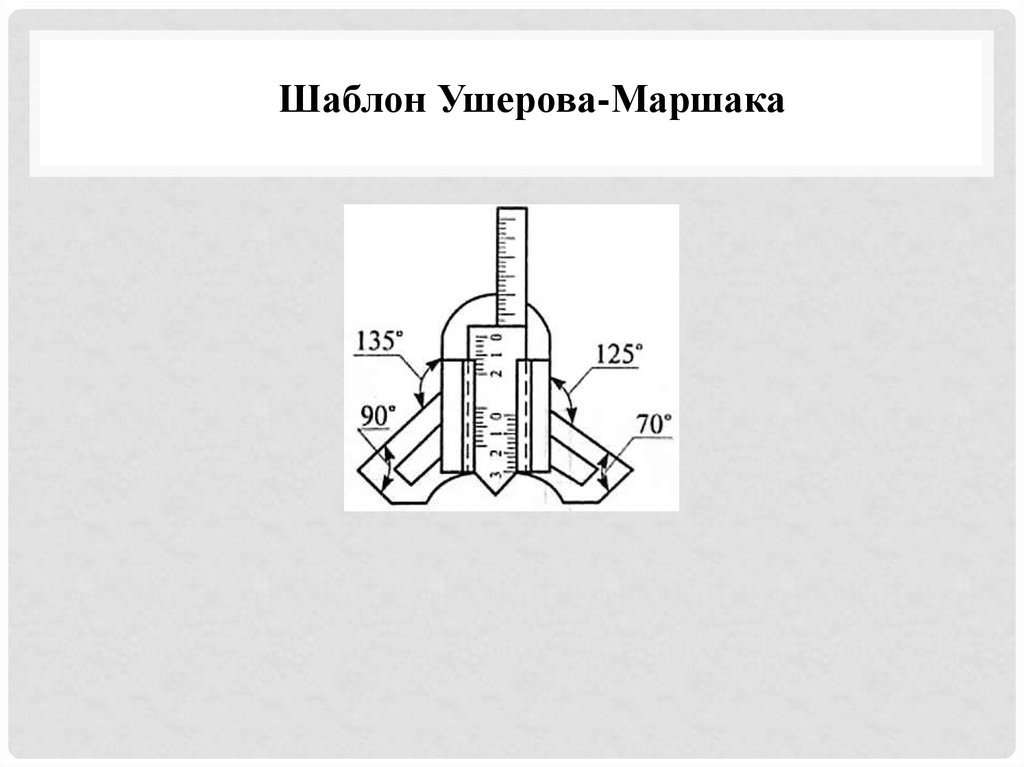
Шаблон Ушерова-Маршака44.
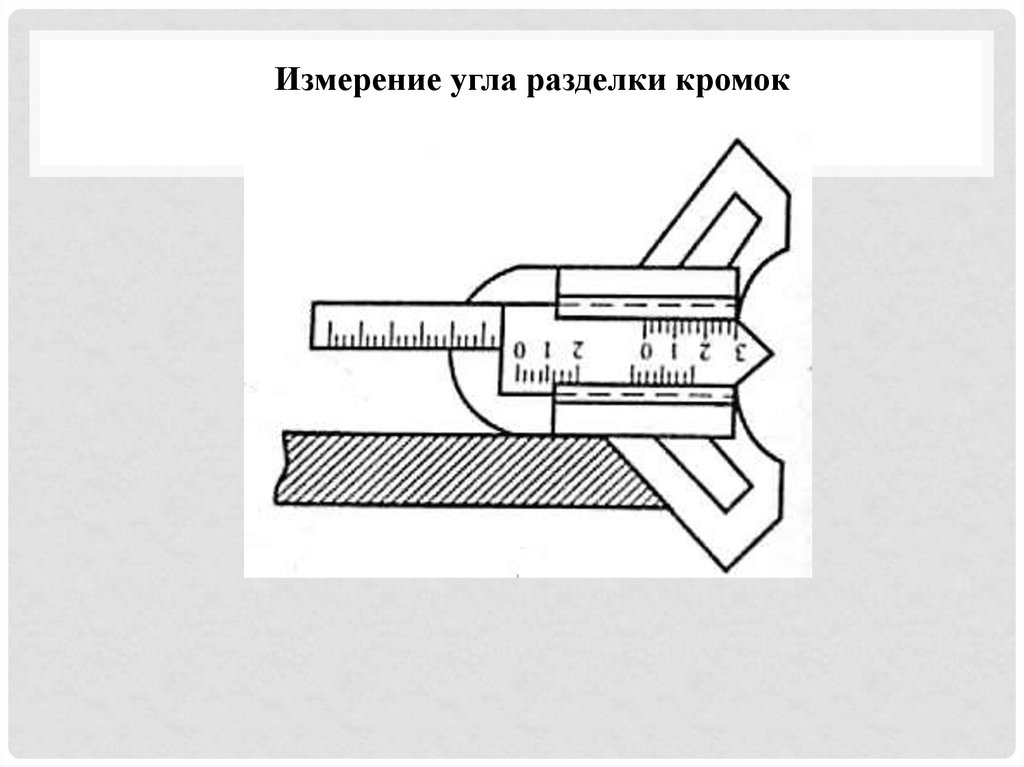
Измерение угла разделки кромок45.
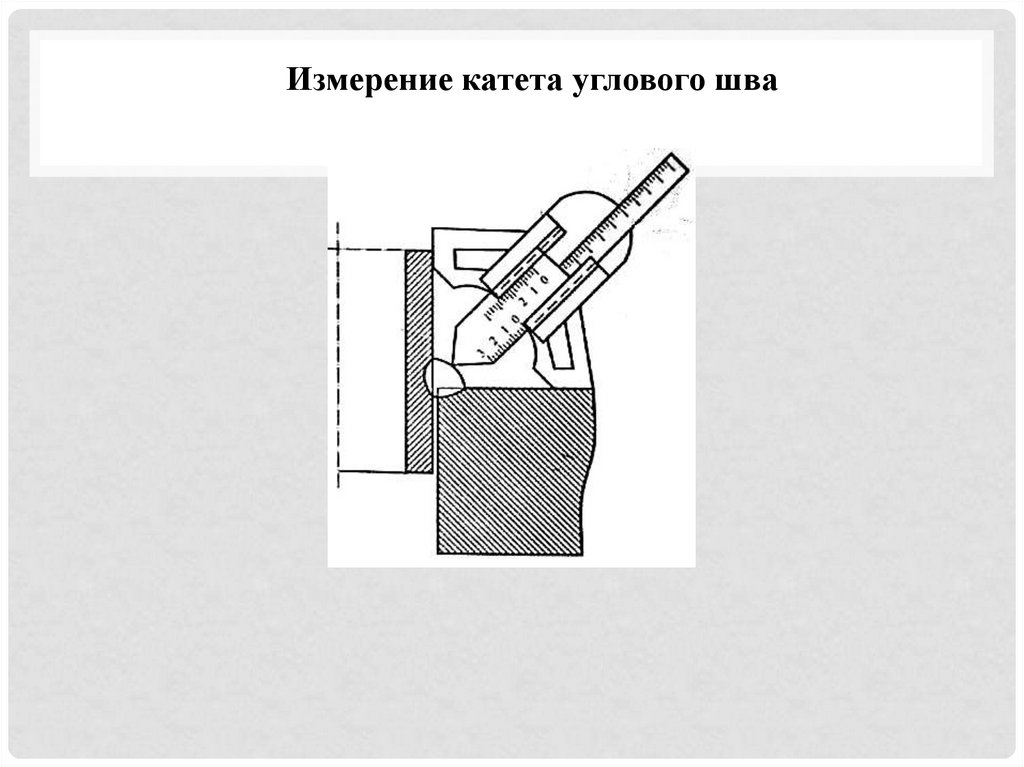
Измерение катета углового шва46.
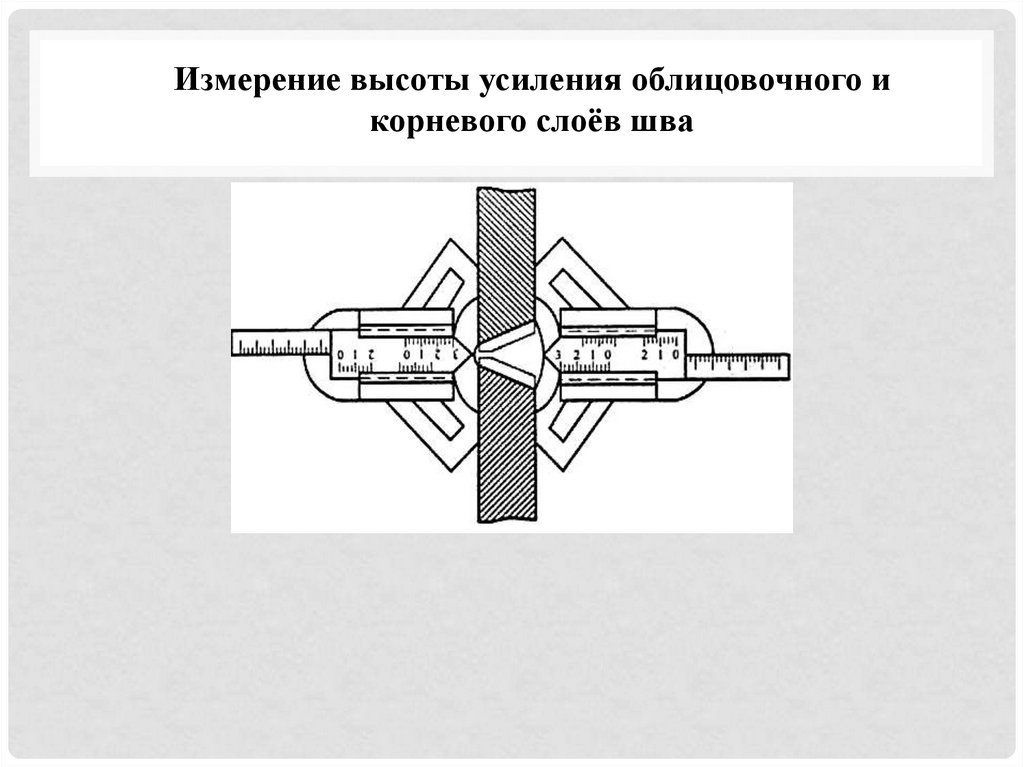
Измерение высоты усиления облицовочного икорневого слоёв шва