





















 industry
industrySimilar presentations:






")



Аттестация специалистов по визуальному и измерительному контролю
1.
АТТЕСТАЦИЯСПЕЦИАЛИСТОВ ПО
ВИЗУАЛЬНОМУ
И ИЗМЕРИТЕЛЬНОМУ
КОНТРОЛЮ
2.
Докладчик:Трапезников Юрий
Владимирович
специалист сварочного
производства IV уровня
специалист II уровня по
ультразвуковому методу контроля
специалист II уровня по визуальному
и измерительному методу контроля
3.
ИНСТРУКЦИЯ ПО ВИЗУАЛЬНОМУ ИИЗМЕРИТЕЛЬНОМУ КОНТРОЛЮ РД 03-606-03
Инструкция устанавливает порядок проведения визуального и
измерительного контроля основного материала и сварных
соединений (наплавок) при изготовлении, строительстве,
монтаже, ремонте, реконструкции, эксплуатации, техническом
диагностировании
(освидетельствовании)
технических
устройств и сооружений, применяемых и эксплуатируемых на
опасных
производственных
объектах,
подконтрольных
Ростехнадзору.
Визуальный
и
измерительный
контроль
специальных
материалов (например, композитных и полимерных) и
специальных сварных соединений (например, муфтовой
сварки) технических устройств и сооружений проводят в
соответствии с требованиями специально разработанной
документации.
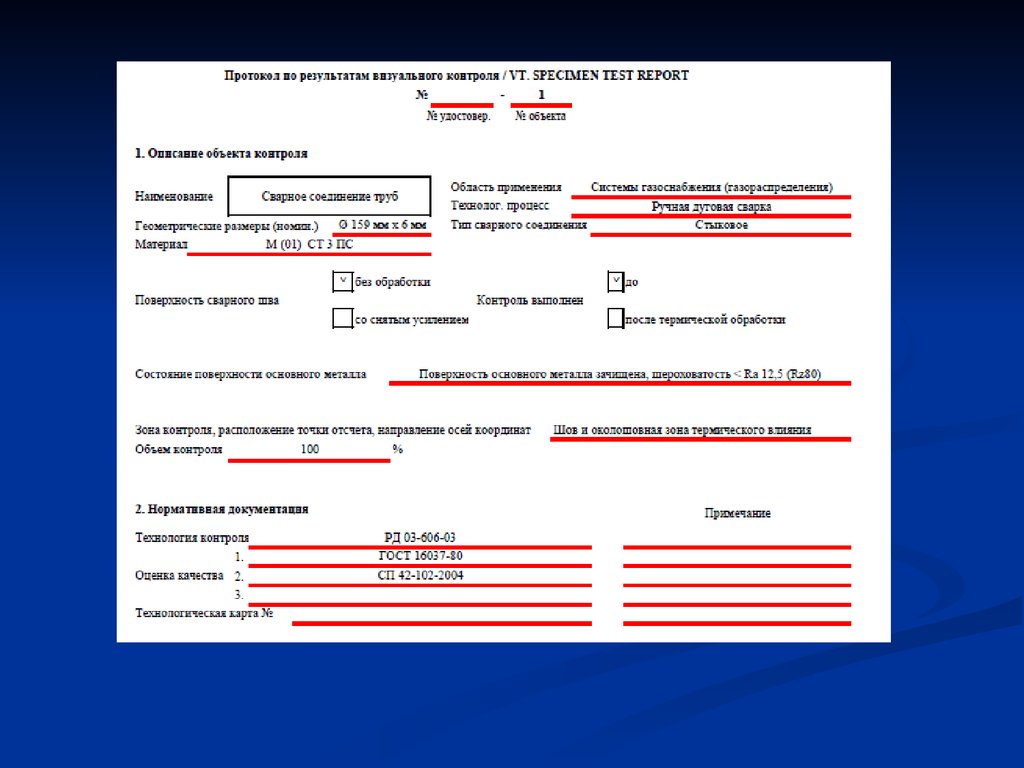
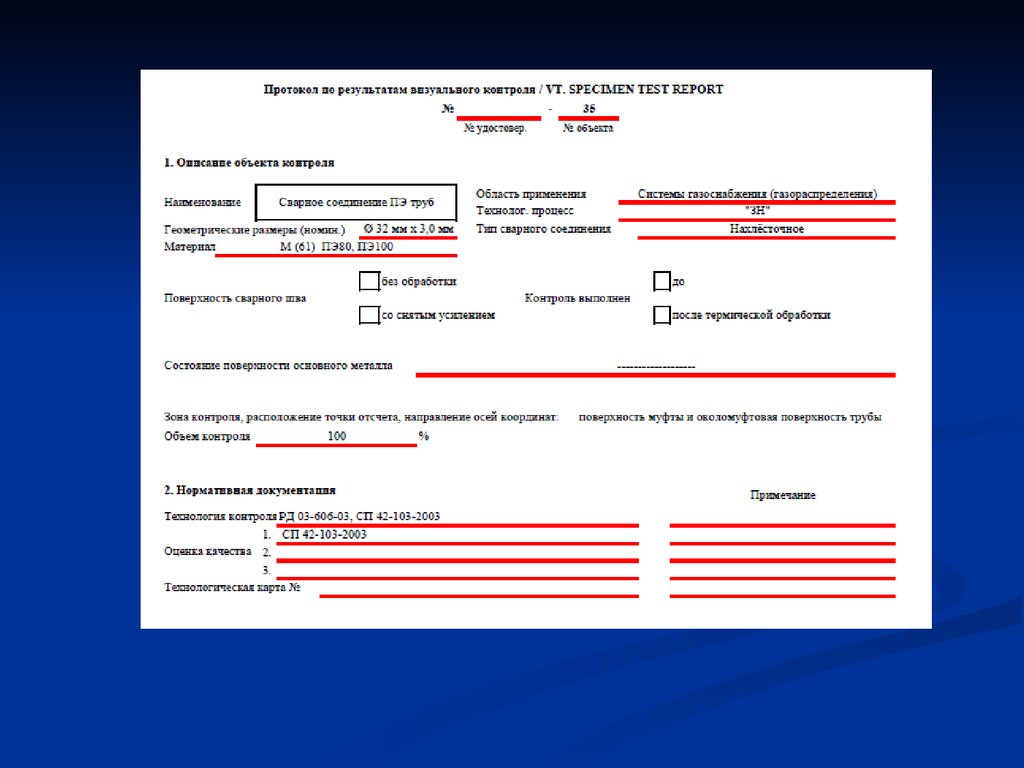
Визуальный
и
измерительный
контроль
сварки
полиэтиленовых газопроводов (сварка нагретым инструментом
- НИ и сварка деталями с закладным нагревателем- ЗН)
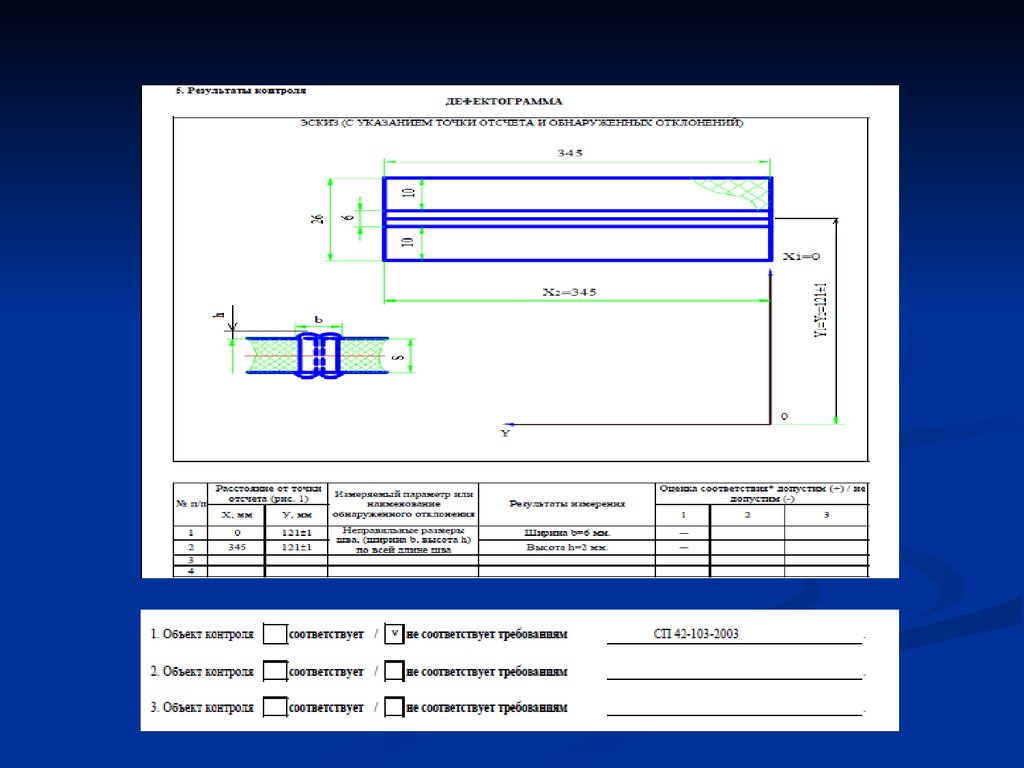
проводят в соответствии с СП 42-103- 2003 «Проектирование и
строительство газопроводов из полиэтиленовых труб и
4.
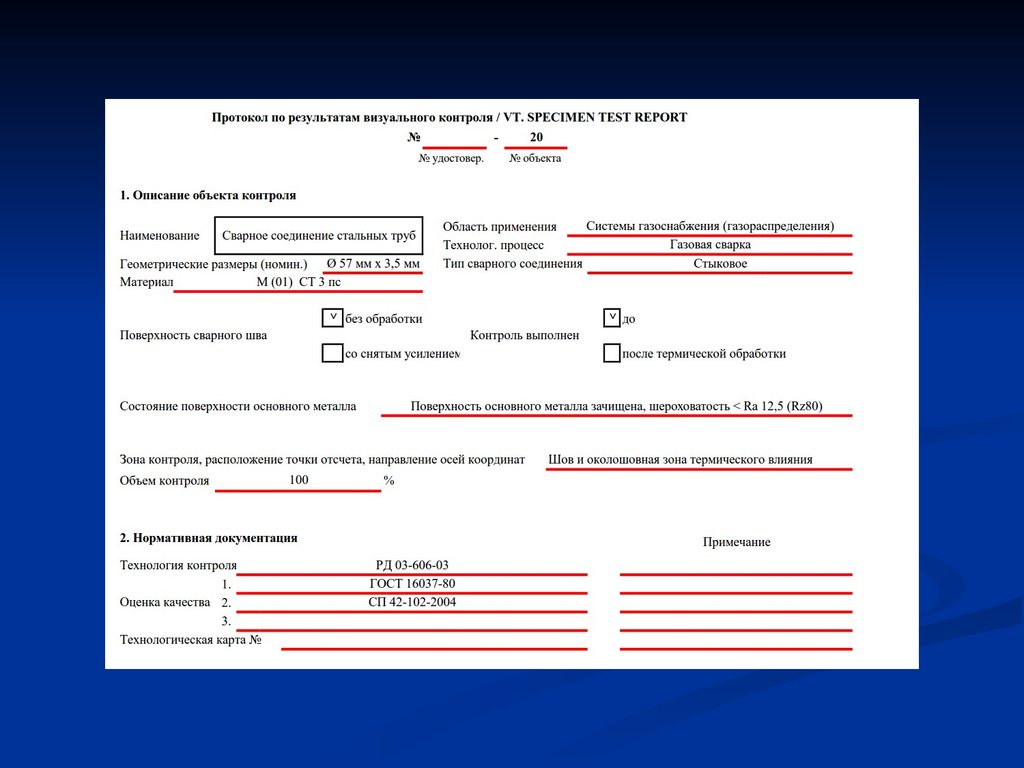
Визуальный и измерительный контроль сваркистальных газопроводов (ручная дуговая - Р и газовая - Г
сварка) проводят в соответствии с :
СП 42-102- 2004 «Проектирование и строительство
газопроводов из металлических труб»;
ГОСТ
16037-80 «Соединения сварные стальных
трубопроводов.
Основные
типы,
конструктивные
элементы и размеры».
Типы, конструктивные элементы и размеры сварных
соединений
полиэтиленовых
газопроводов
должны
соответствовать СП 42-103- 2003.
Типы, конструктивные элементы и размеры сварных
соединений
стальных
газопроводов
должны
соответствовать ГОСТ 16037 и СП 42-102- 2004.
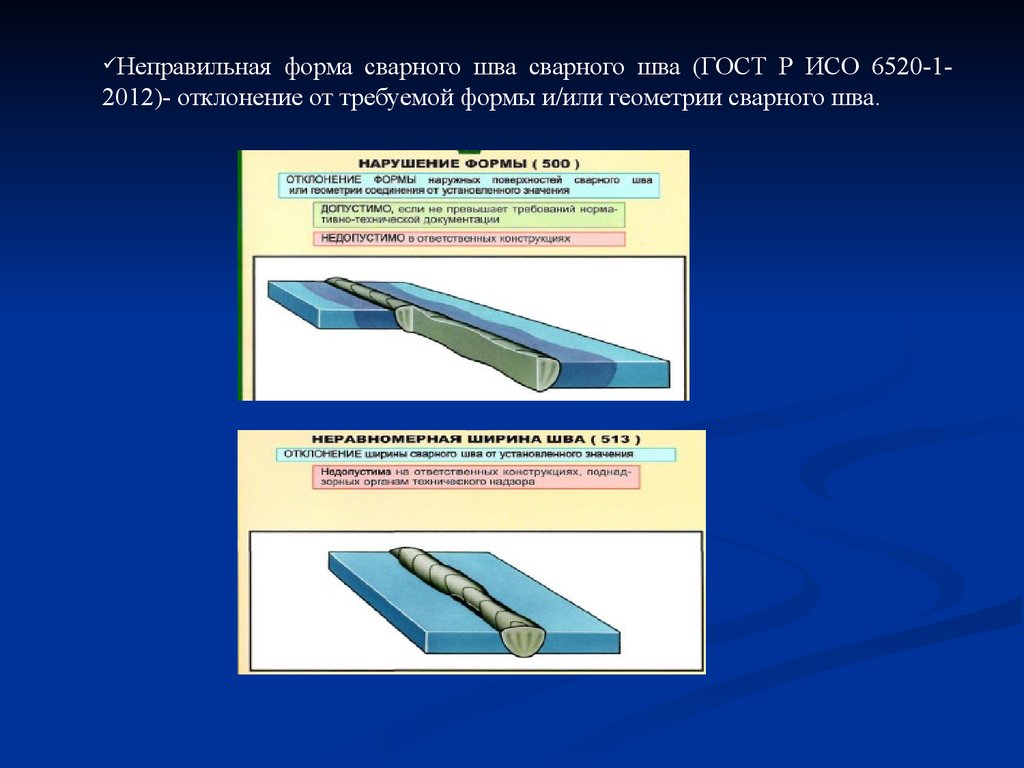
В ГОСТ Р ИСО 6520-1- 2012 «Классификация дефектов
геометрии и сплошности в металлических материалах»
перечислены дефекты основного материала и шва и даны
наименования и условные обозначения дефектов, в РД 03606-03 перечислены только наименования дефектов из
ГОСТ Р ИСО 6520-1- 2012 .
5.
Визуальныйи
измерительный
контроль
материала
(полуфабрикатов, заготовок, деталей) и сварных соединений
проводят на следующих стадиях:
входного контроля;
изготовления деталей, сборочных единиц и изделий;
подготовки деталей и сборочных единиц к сборке;
подготовки деталей и сборочных единиц к сварке;
сборки деталей и сборочных единиц под сварку;
процесса сварки;
контроля готовых сварных соединений и наплавок;
исправления дефектных участков в материале и сварных
соединениях (наплавках);
оценки состояния материала и сварных соединений в
процессе эксплуатации технических устройств и сооружений, в
том числе по истечении установленного срока их эксплуатации
(техническое диагностирование).
Визуальный и измерительный контроль материалов на стадии
входного контроля выполняют при поступлении материала
(полуфабрикатов, заготовок, деталей) в организацию с целью
подтверждения его соответствия требованиям стандартов,
технических условий , конструкторской документации и ПБ.
6.
Визуальный и измерительный контроль материалов (заготовок,полуфабрикатов, деталей) на стадии входного контроля,
изготовления деталей и сборочных единиц и при подготовке их к
сборке проводят с целью выявления деформаций, поверхностных
трещин, расслоений, закатов, забоин, рисок, раковин и других
несплошностей; проверки геометрических размеров заготовок,
полуфабрикатов и деталей; проверки допустимости выявленных
деформаций и поверхностных несплошностей.
Визуальный и измерительный контроль выполняют в
соответствии с Программой (планом, инструкцией) входного
контроля, которая разрабатывается организацией, выполняющей
входной контроль. Программа (план, инструкция) входного
контроля разрабатывается в соответствии с требованиями
стандартов и отраслевых документов. В Программе (плане,
инструкции) входного контроля должны быть указаны объекты
контроля (заготовки, полуфабрикаты, детали), виды и объемы
контроля, способы контроля, включая схемы выполнения замеров
контролируемых
параметров,
нормативные
показатели
допустимых отклонений.
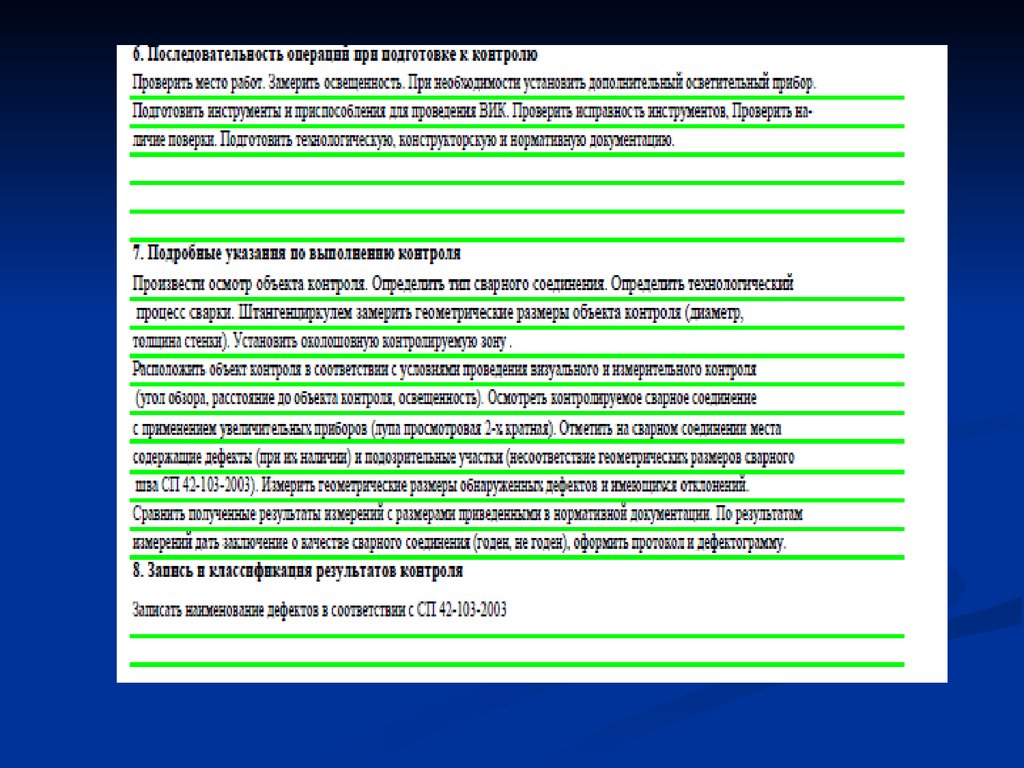
7.
8.
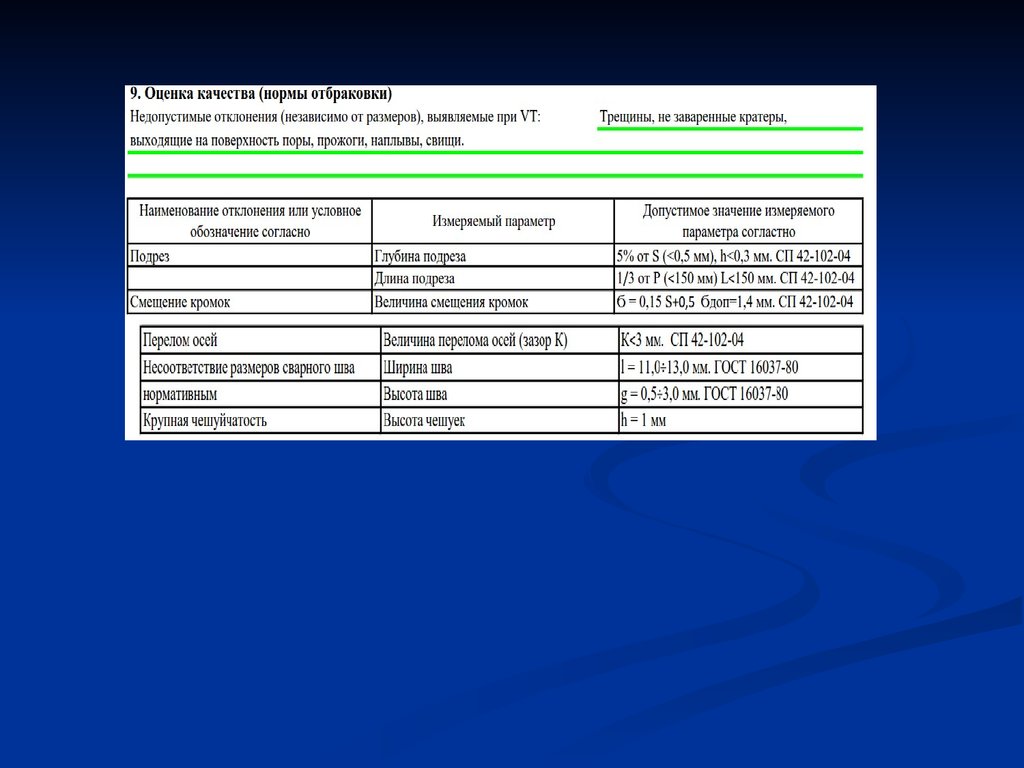
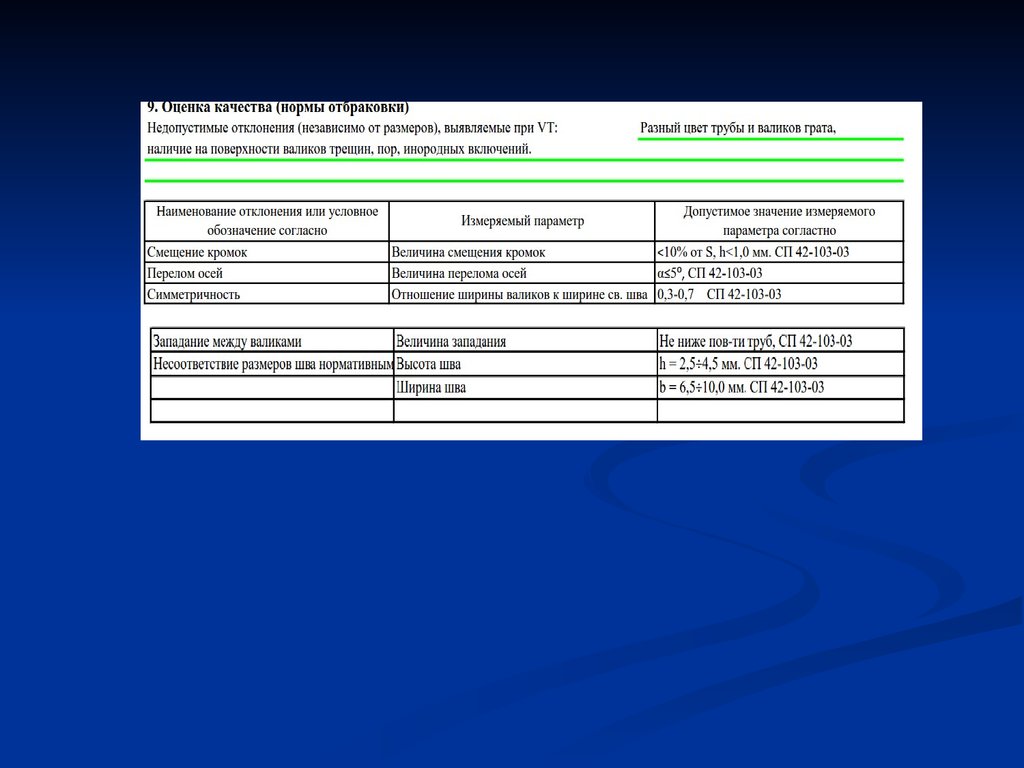
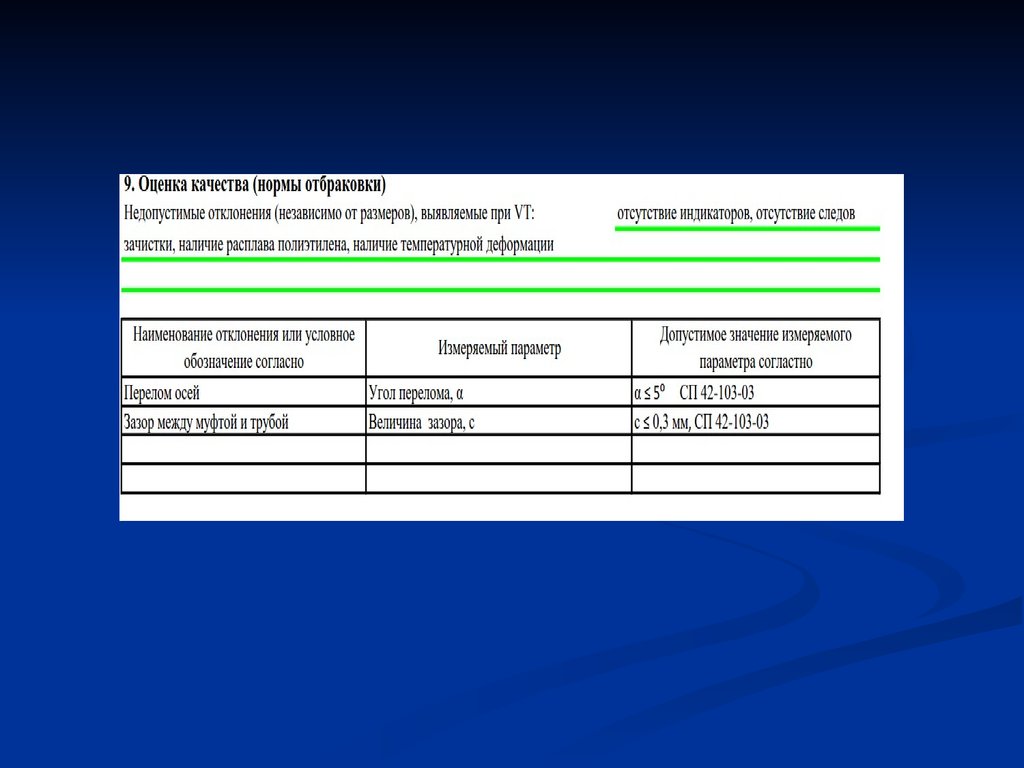
9.
10.
11.
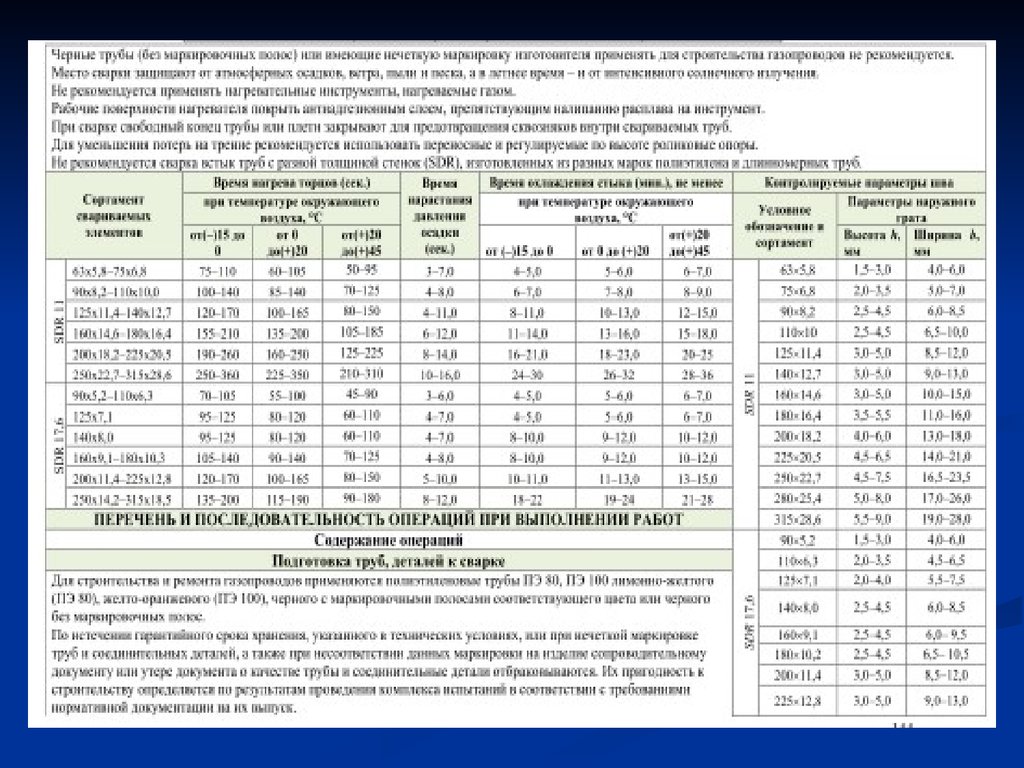
Визуальный и измерительный контроль изготовлениядеталей и сборочных единиц, подготовки их к сборке и сварке
выполняют с целью подтверждения соответствия качества их
изготовления и подготовки требованиям рабочих чертежей,
технологии изготовления (технологии сборки, гиба) и прочей
производственно-технологической
документации,
требованиям нормативной технической документации , ТУ на
изготовление и ПБ.
Визуальный и измерительный контроль при сборке свариваемых
элементов (заготовок, полуфабрикатов, деталей) проводят с целью выявления
и проверки обеспечения допустимых размеров зазоров, смещений кромок,
формы и размеров кромок и геометрического положения (излома или
перпендикулярности) осей и поверхностей собранных элементов.
Визуальный и измерительный контроль качества сварных соединений
(наплавок) в процессе сварки (наплавки) и готового сварного соединения
(наплавки) выполняют с целью подтверждения их соответствия требованиям
конструкторской документации, ПТД и НД и ПБ.
Визуальный и измерительный контроль выполненных сварных соединений
(конструкций, узлов) проводят с целью выявления деформаций,
поверхностных трещин, подрезов, прожогов, наплывов, кратеров, свищей, пор,
раковин и других несплошностей и дефектов формы швов; проверки
геометрических размеров сварных швов и допустимости выявленных
деформаций, поверхностных несплошностей и дефектов формы сварных
швов.
12.
Согласно РД 03-606-03:Визуальный
контроль - органолептический контроль, осуществляемый
органами зрения.
Органолептический
контроль – контроль, при котором первичная
информация воспринимается органами чувств.
Измерительный контроль – контроль, осуществляемый с применением
средств измерений.
Визуальный и измерительный контроль следует проводить на всех доступных
для этого поверхностей полуфабрикатов, заготовок, деталей, сборочных
единиц, изделий.
Визуальный и измерительный контроль проводят невооруженным глазом и
(или) с применением визуально-оптических приборов до 20-кратного
увеличения (луп, микроскопов, эндоскопов, зеркал и др.). При контроле
материала и сварных соединений (наплавок) при изготовлении (строительстве,
монтаже, ремонте и реконструкции) технических устройств и сооружений
используют лупы с 2-7-кратным увеличением, а при оценке состояния
технических устройств и сооружений в процессе их эксплуатации - лупы до
20-кратного увеличения.
Визуальный и измерительный контроль выполняют до проведения контроля
материалов и сварных соединений (наплавок) другими методами
неразрушающего контроля, а также после устранения дефектов.
13.
Поверхности материалов и сварных соединений (наплавок) перед контролем
очищаются от влаги, шлака, брызг металла, ржавчины и других загрязнений,
препятствующих проведению контроля. Измерения проводят после
визуального контроля или одновременно с ним. Измерения деталей,
подготовленных под сварку, проводятся до их сборки.
Визуальный и измерительный контроль материалов, сварных соединений
(наплавок), подлежащих термической обработке, производят до и после
указанной операции. Если контролируемая деталь, конструкция или узел
подлежит полной термической обработке (нормализации или закалке с
последующим отпуском), контроль проводят после ее выполнения.
Визуальный и измерительный контроль материалов и сварных соединений,
подлежащих механической обработке, в том числе с удалением валика
усиления шва, или деформированию, проводят до и после указанных
операций.
14.
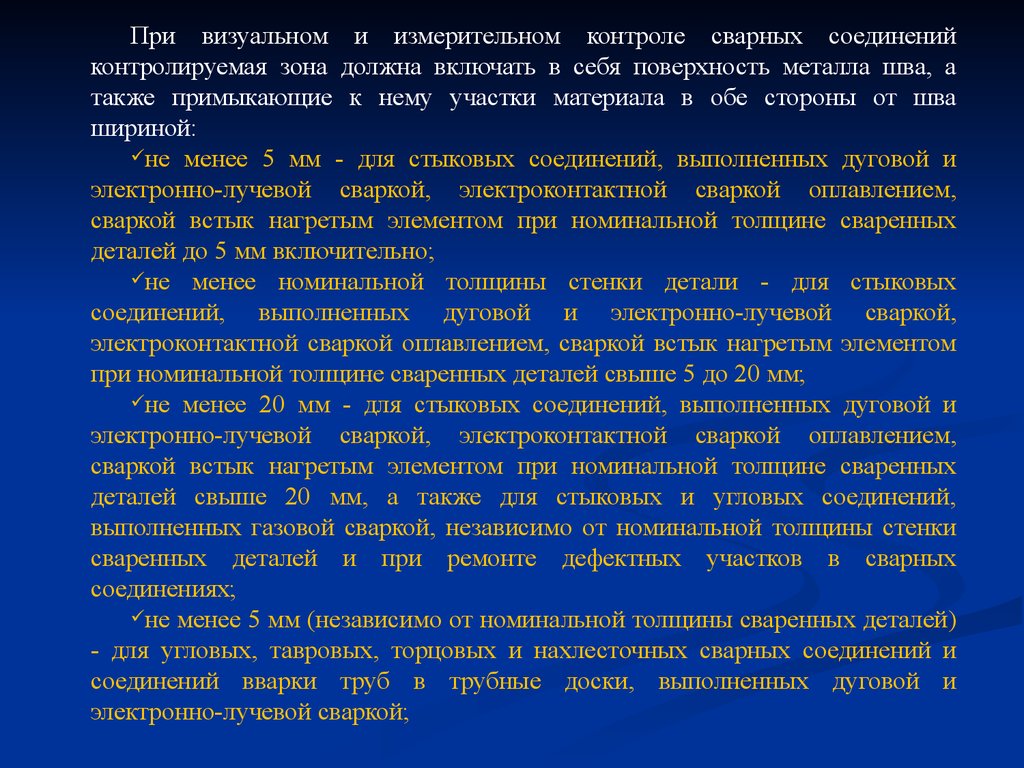
При визуальном и измерительном контроле сварных соединенийконтролируемая зона должна включать в себя поверхность металла шва, а
также примыкающие к нему участки материала в обе стороны от шва
шириной:
не менее 5 мм - для стыковых соединений, выполненных дуговой и
электронно-лучевой сваркой, электроконтактной сваркой оплавлением,
сваркой встык нагретым элементом при номинальной толщине сваренных
деталей до 5 мм включительно;
не менее номинальной толщины стенки детали - для стыковых
соединений, выполненных дуговой и электронно-лучевой сваркой,
электроконтактной сваркой оплавлением, сваркой встык нагретым элементом
при номинальной толщине сваренных деталей свыше 5 до 20 мм;
не менее 20 мм - для стыковых соединений, выполненных дуговой и
электронно-лучевой сваркой, электроконтактной сваркой оплавлением,
сваркой встык нагретым элементом при номинальной толщине сваренных
деталей свыше 20 мм, а также для стыковых и угловых соединений,
выполненных газовой сваркой, независимо от номинальной толщины стенки
сваренных деталей и при ремонте дефектных участков в сварных
соединениях;
не менее 5 мм (независимо от номинальной толщины сваренных деталей)
- для угловых, тавровых, торцовых и нахлесточных сварных соединений и
соединений вварки труб в трубные доски, выполненных дуговой и
электронно-лучевой сваркой;
15.
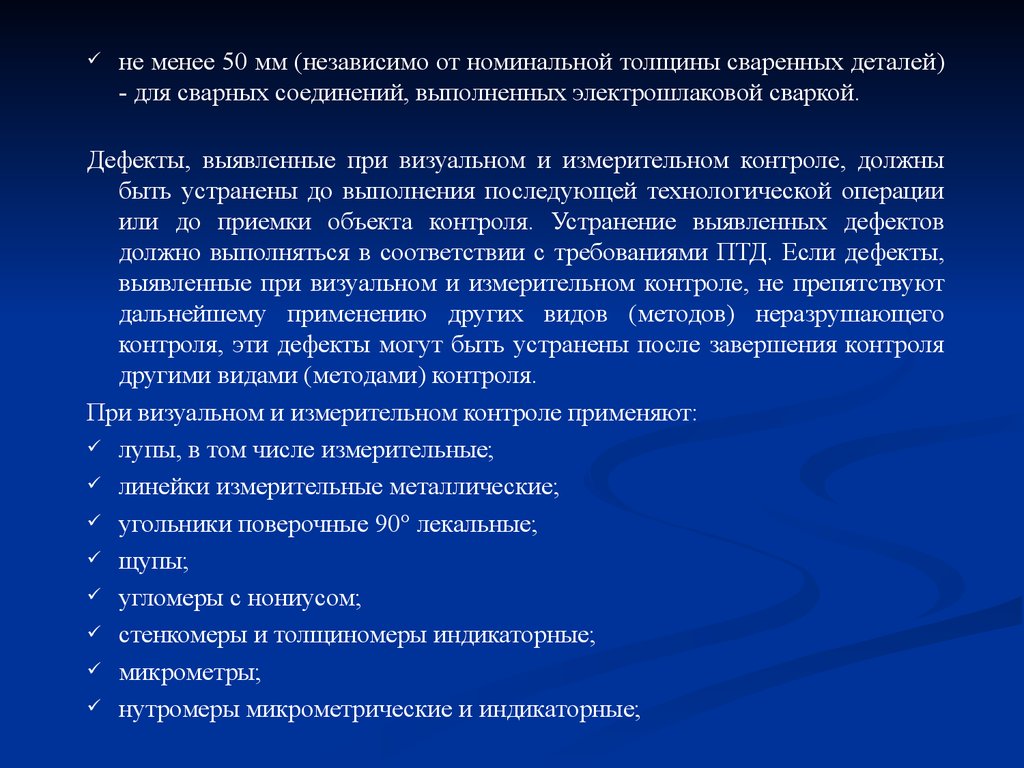
не менее 50 мм (независимо от номинальной толщины сваренных деталей)- для сварных соединений, выполненных электрошлаковой сваркой.
Дефекты, выявленные при визуальном и измерительном контроле, должны
быть устранены до выполнения последующей технологической операции
или до приемки объекта контроля. Устранение выявленных дефектов
должно выполняться в соответствии с требованиями ПТД. Если дефекты,
выявленные при визуальном и измерительном контроле, не препятствуют
дальнейшему применению других видов (методов) неразрушающего
контроля, эти дефекты могут быть устранены после завершения контроля
другими видами (методами) контроля.
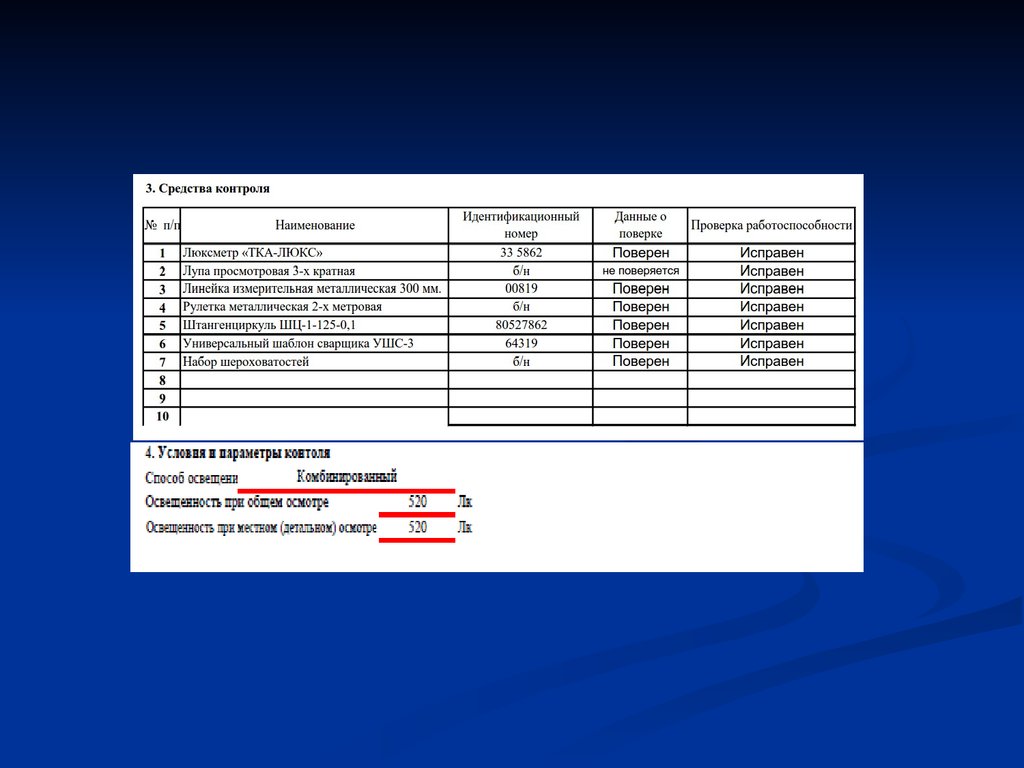
При визуальном и измерительном контроле применяют:
лупы, в том числе измерительные;
линейки измерительные металлические;
угольники поверочные 90° лекальные;
щупы;
угломеры с нониусом;
стенкомеры и толщиномеры индикаторные;
микрометры;
нутромеры микрометрические и индикаторные;
16.
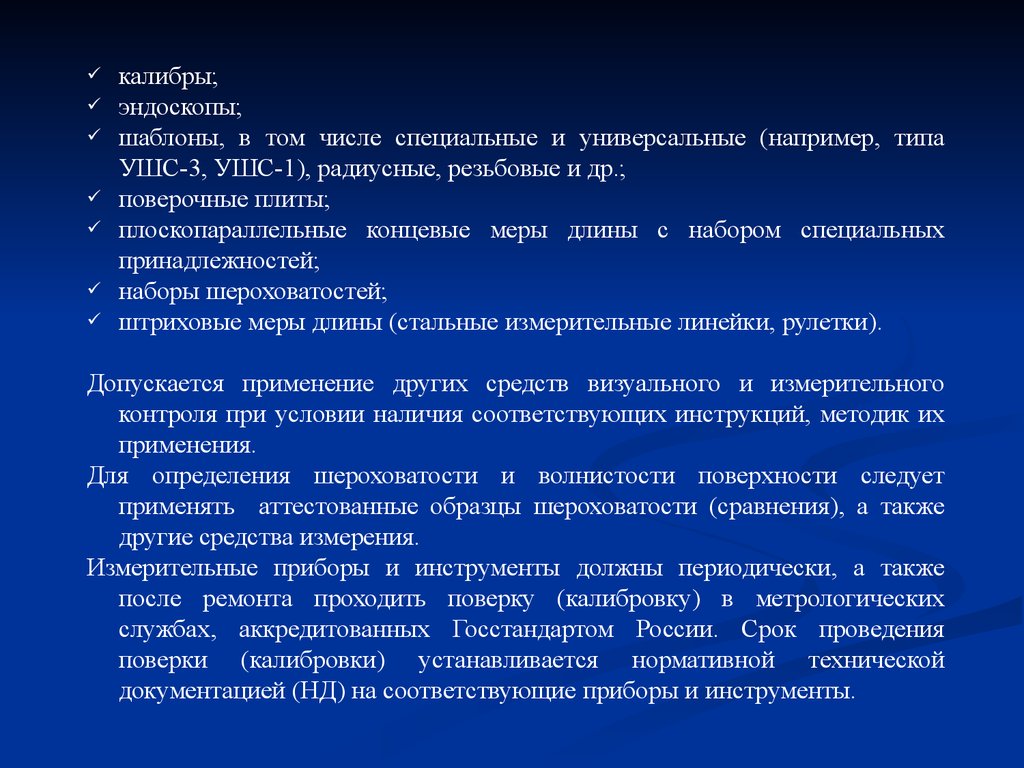
калибры;эндоскопы;
шаблоны, в том числе специальные и универсальные (например, типа
УШС-3, УШС-1), радиусные, резьбовые и др.;
поверочные плиты;
плоскопараллельные концевые меры длины с набором специальных
принадлежностей;
наборы шероховатостей;
штриховые меры длины (стальные измерительные линейки, рулетки).
Допускается применение других средств визуального и измерительного
контроля при условии наличия соответствующих инструкций, методик их
применения.
Для определения шероховатости и волнистости поверхности следует
применять аттестованные образцы шероховатости (сравнения), а также
другие средства измерения.
Измерительные приборы и инструменты должны периодически, а также
после ремонта проходить поверку (калибровку) в метрологических
службах, аккредитованных Госстандартом России. Срок проведения
поверки (калибровки) устанавливается нормативной технической
документацией (НД) на соответствующие приборы и инструменты.
17.
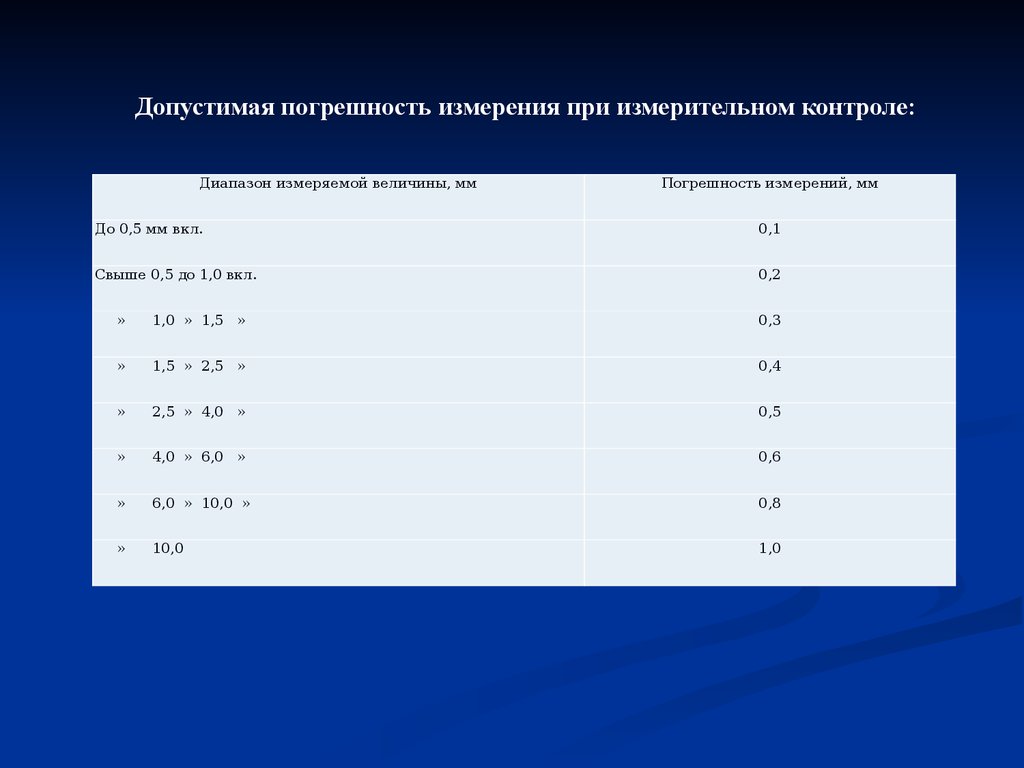
Допустимая погрешность измерения при измерительном контроле:Диапазон измеряемой величины, мм
Погрешность измерений, мм
До 0,5 мм вкл.
0,1
Свыше 0,5 до 1,0 вкл.
0,2
»
1,0 » 1,5 »
0,3
»
1,5 » 2,5 »
0,4
»
2,5 » 4,0 »
0,5
»
4,0 » 6,0 »
0,6
»
6,0 » 10,0 »
0,8
»
10,0
1,0
18.
а - общий вид шаблона УШС-3; б - измерение угласкоса разделки ; в - измерение размера
притупления кромки ; г - измерение зазора в
соединении ; д - измерение смещения наружных
кромок деталей
19.
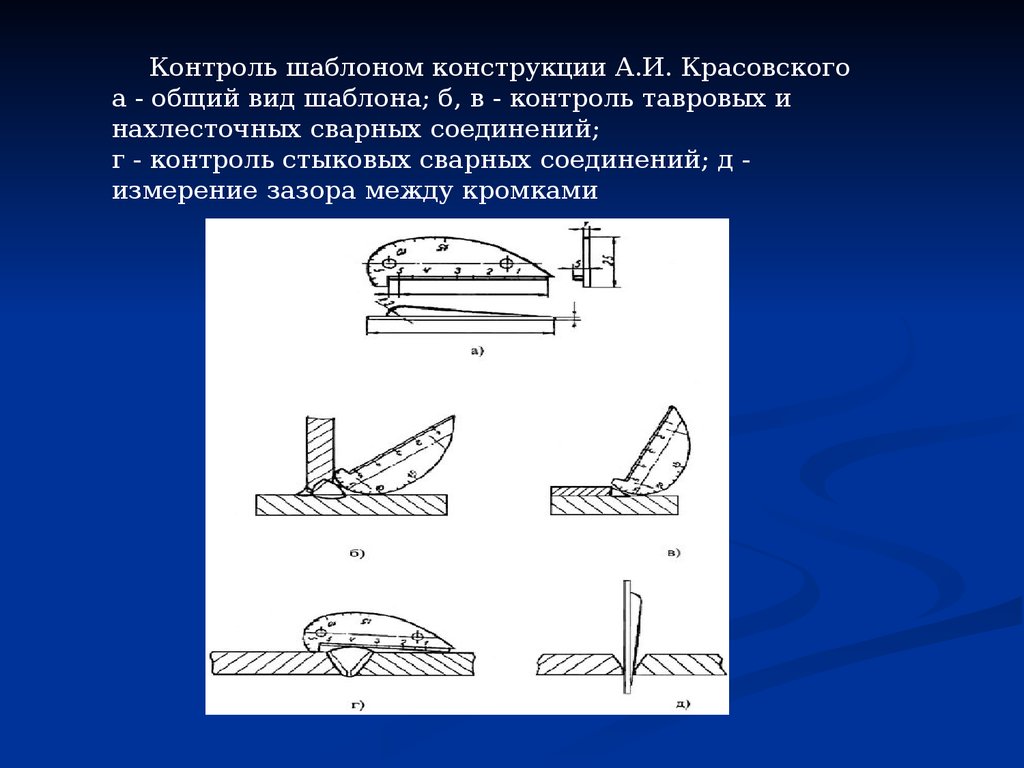
Контроль шаблоном конструкции А.И. Красовскогоа - общий вид шаблона; б, в - контроль тавровых и
нахлесточных сварных соединений;
г - контроль стыковых сварных соединений; д измерение зазора между кромками
20.
21.
Визуальный и измерительный контроль рекомендуется выполнять настационарных участках, которые должны быть оборудованы рабочими
столами, стендами, роликоопорами и другими средствами, обеспечивающими
удобство выполнения работ.
Визуальный и измерительный контроль при монтаже, строительстве,
ремонте, реконструкции, а также в процессе эксплуатации технических
устройств и сооружений выполняется на месте производства работ. В этом
случае должно быть обеспечено удобство подхода специалистов,
выполняющих контроль, к месту производства контрольных работ, созданы
условия для безопасного производства работ, в том числе в необходимых
случаях должны быть установлены леса, ограждения, подмостки, люльки,
передвижные
вышки
или
другие
вспомогательные
устройства,
обеспечивающие оптимальный доступ (удобство работы) специалиста к
контролируемой поверхности, а также обеспечена возможность подключения
ламп местного освещения напряжением 12 В.
Участки контроля, особенно стационарные, рекомендуется располагать в
наиболее освещенных местах цеха, имеющих естественное освещение. Для
создания оптимального контраста дефекта с фоном в зоне контроля
необходимо применять дополнительный переносной источник света, то есть
использовать комбинированное освещение. Освещенность контролируемых
поверхностей должна быть достаточной для надежного выявления дефектов,
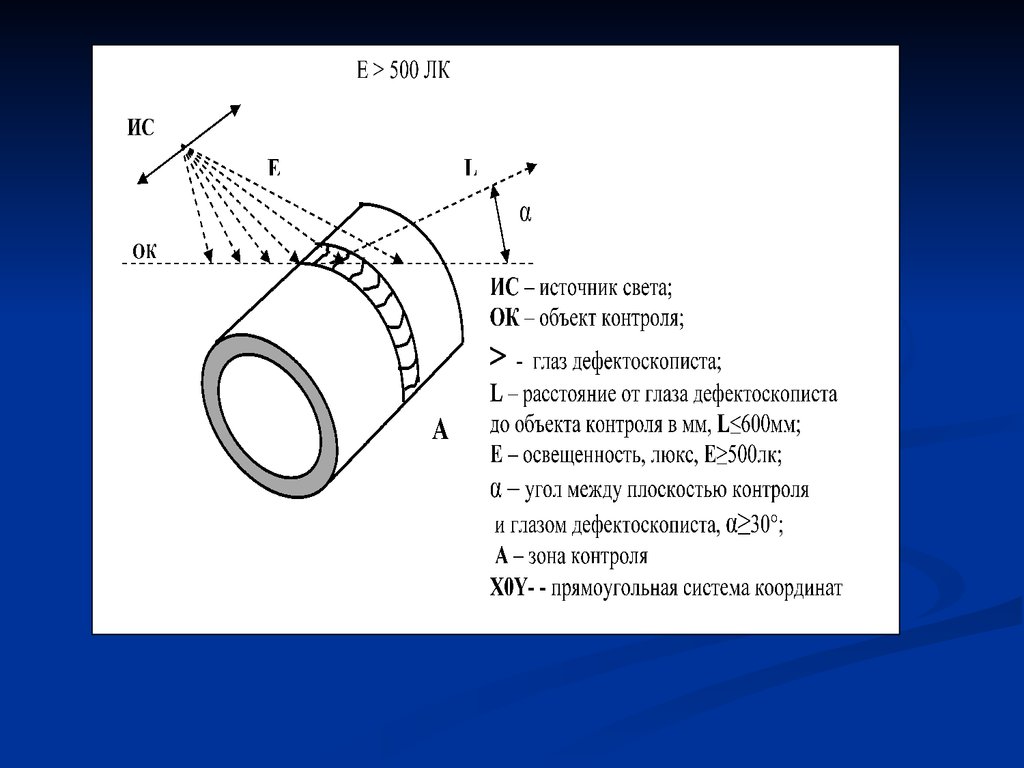
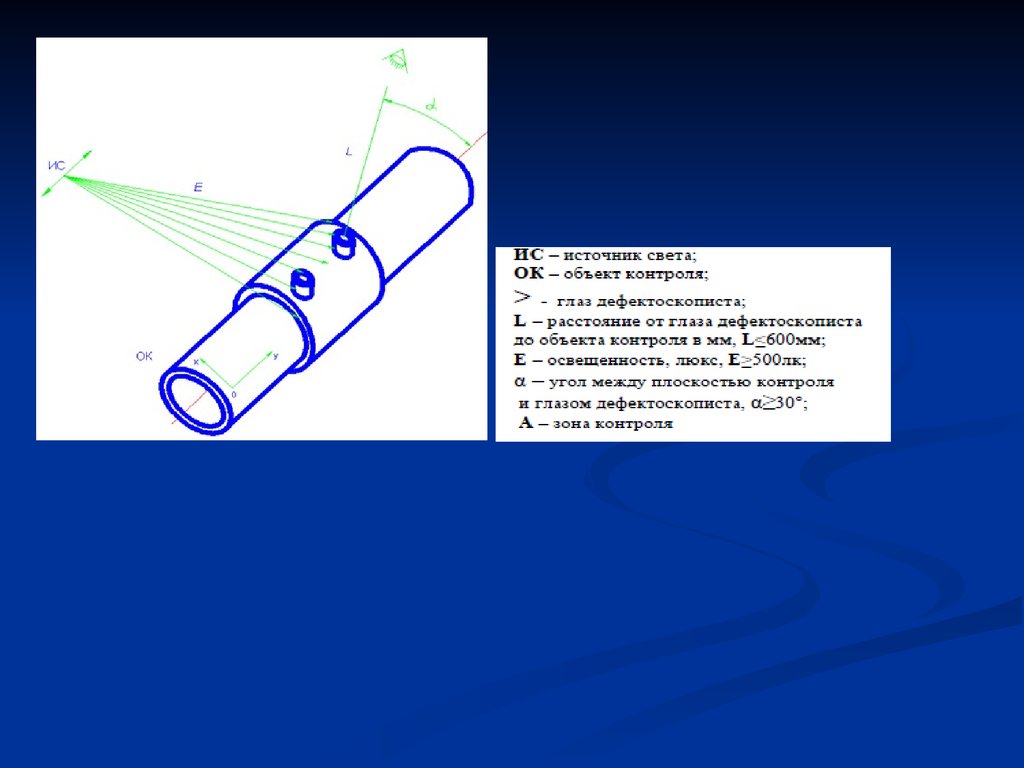
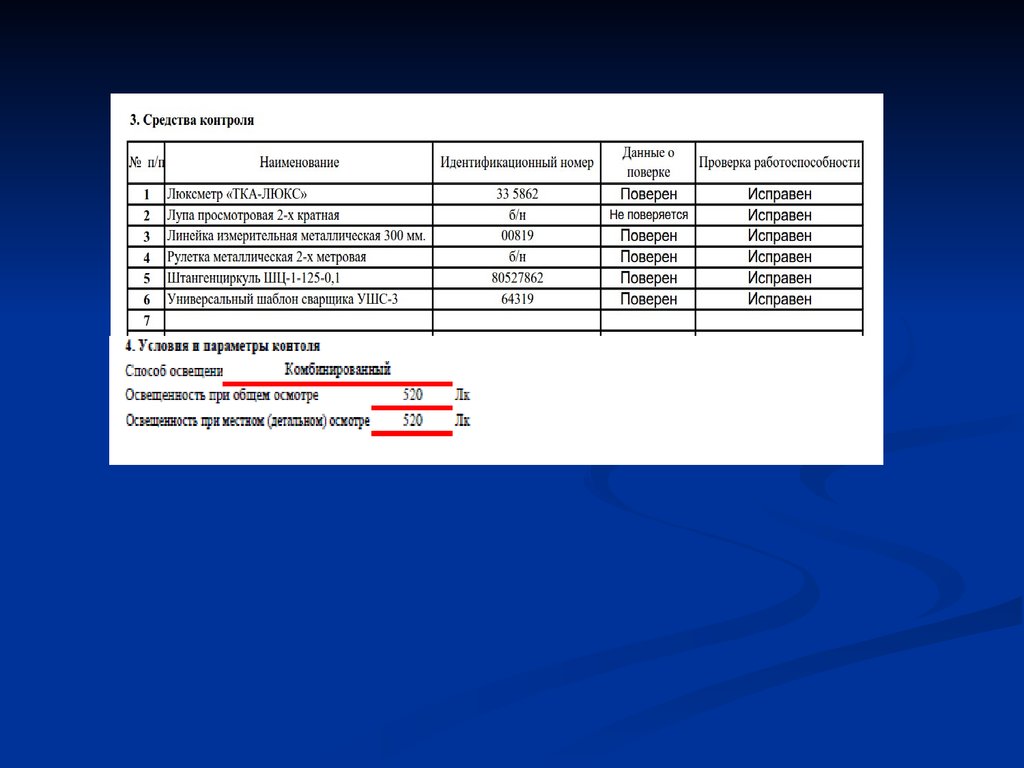
но не менее 500 Лк.
22.
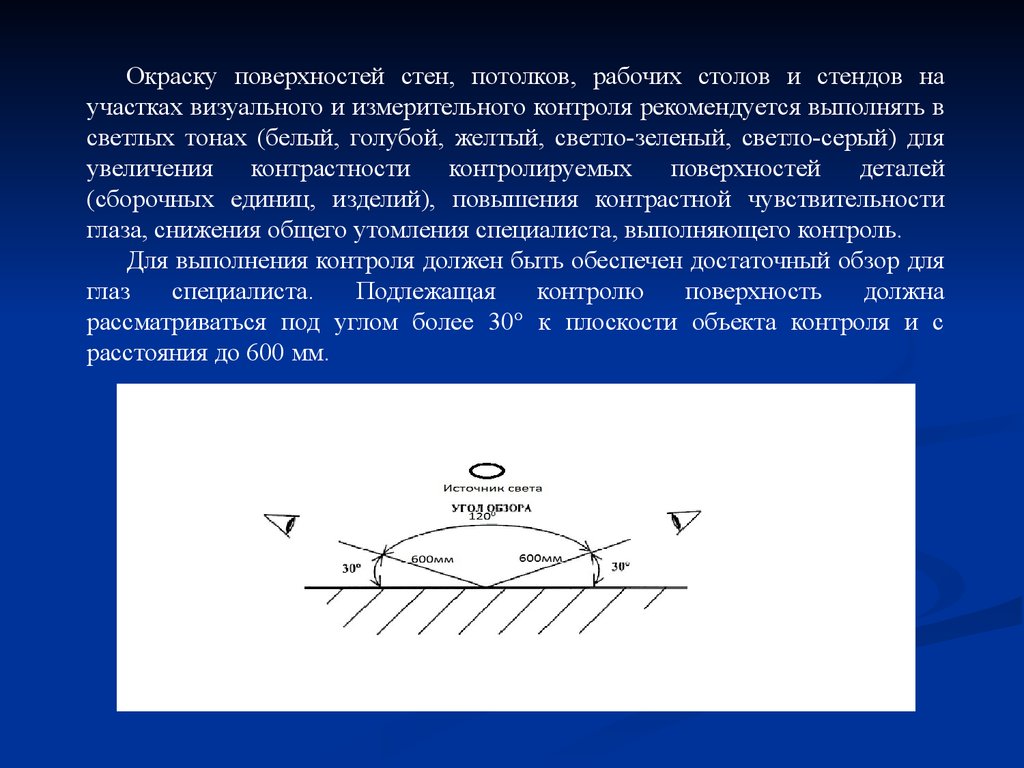
Окраску поверхностей стен, потолков, рабочих столов и стендов научастках визуального и измерительного контроля рекомендуется выполнять в
светлых тонах (белый, голубой, желтый, светло-зеленый, светло-серый) для
увеличения
контрастности
контролируемых
поверхностей
деталей
(сборочных единиц, изделий), повышения контрастной чувствительности
глаза, снижения общего утомления специалиста, выполняющего контроль.
Для выполнения контроля должен быть обеспечен достаточный обзор для
глаз
специалиста.
Подлежащая
контролю
поверхность
должна
рассматриваться под углом более 30° к плоскости объекта контроля и с
расстояния до 600 мм.
23.
Подготовка контролируемых поверхностей проводится подразделениямиорганизации, выполняющей работы по визуальному и измерительному
контролю, а в процессе эксплуатации технических устройств и сооружений службами организации, которой принадлежит контролируемый объект.
Подготовка контролируемых поверхностей в обязанности специалиста по
контролю не входит.
Визуальный
и
измерительный
контроль
при
техническом
диагностировании (освидетельствовании) оборудования, работающего под
давлением, следует проводить после прекращения работы указанного
оборудования, сброса давления, охлаждения, дренажа, отключения от другого
оборудования, если иное не предусмотрено действующей ПТД.
Перед проведением визуального и измерительного контроля поверхность
объекта в зоне контроля подлежит зачистке до чистого металла от ржавчины,
окалины, грязи, краски, масла, влаги, шлака, брызг расплавленного металла,
продуктов коррозии и других загрязнений, препятствующих проведению
контроля (на контролируемых поверхностях допускается наличие цветов
побежалости, в случаях, когда это оговорено в производственно-технической
документации ПТД). Зона зачистки должна определяться НД на вид работ
или на изготовление изделия. При отсутствии требований в НД зона зачистки
деталей и сварных швов должна составлять:
при зачистке кромок деталей под все виды дуговой, газовой и
контактной сварки - не менее 20 мм с наружной стороны и не менее 10 мм с
внутренней стороны от кромок разделки детали;
24.
при зачистке кромок деталей под электрошлаковую сварку - не менее 50мм с каждой стороны сварного соединения;
при зачистке кромок деталей угловых соединений труб [например, вварка
штуцера (патрубка) в коллектор, трубу или барабан] зачистке подлежат:
поверхность вокруг отверстия в основной трубе (коллекторе, барабане) на
расстоянии 15-20 мм, поверхность отверстия под ввариваемую деталь - на
всю глубину и поверхность привариваемого (патрубка) штуцера - на
расстоянии не менее 20 мм от кромки разделки;
при зачистке стального подкладного остающегося кольца (пластины) или
расплавляемой проволочной вставки - вся наружная поверхность
подкладного кольца (пластины) и все поверхности расплавляемой вставки.
Очистка контролируемой поверхности производится способом, указанным в
соответствующих НД (например, промывка, механическая зачистка,
протирка, обдув сжатым воздухом и др.). При этом толщина стенки
контролируемого изделия не должна уменьшаться за пределы минусовых
допусков и не должны возникать недопустимые, согласно НД, дефекты
(риски, царапины и др.).
При необходимости подготовку поверхностей следует проводить
искробезопасным инструментом.
Шероховатость зачищенных под контроль поверхностей деталей, сварных
соединений, а также поверхность разделки кромок деталей (сборочных
единиц, изделий), подготовленных под сварку, должна быть не более Ra
12,5 (Rz 80).
25.
Шероховатость поверхностей изделий и сварных соединений дляпроведения последующих методов неразрушающего контроля зависит от
метода контроля и должна быть не более:
Ra
3,2 (Rz 20) - при капиллярном контроле;
Ra 10 (Rz 63) - при магнитопорошковом контроле;
Ra 6,3 (Rz 40) - при ультразвуковом контроле.
Визуальный контроль материала, кромок свариваемых элементов и
сварных швов проводится с целью выявления коррозии на поверхности и
поверхностных дефектов (трещин, расслоений, забоин, вмятин, раковин, пор,
подрезов, грубой чешуйчатости, западаний между валиками шва, раковин,
свищей, шлаковых включений и других несплошностей), вызванных
технологией изготовления (условиями хранения) или транспортировкой,
подтверждения наличия и правильности клеймения, а также соответствия
формы (типа) разделки кромок, подлежащих сварке, требованиям рабочих
чертежей и ТУ на изготовление.
Измерительный контроль проводится с целью измерения размеров
сварных швов и поверхностных дефектов, выявленных при визуальном
контроле, а также подтверждения соответствия основных размеров изделий
(деталей, сборочных единиц) требованиям стандартов, ТУ и паспортов
изделий. Измерительный контроль сварных швов выполняют не менее чем в
трех сечениях сварного шва.
26.
При подготовке деталей под сварку необходимо контролировать:наличие
маркировки и (или) документации, подтверждающей приемку
полуфабрикатов, деталей, сборочных единиц и изделий при входном
контроле;
наличие
маркировки
изготовителя
материала
на
деталях,
подготовленных под сварку;
наличие удаления механическим путем зоны термического влияния в
месте термической (огневой) резки заготовок (необходимость должна быть
указана в конструкторской или технологической документации);
геометрическую форму обработанных кромок, в том числе при
подготовке деталей с различной номинальной толщиной стенки;
геометрическую
форму обработанных внутренних поверхностей
кольцевых деталей;
чистоту (отсутствие визуально наблюдаемых загрязнений, пыли,
продуктов коррозии, влаги, масла и т.п.), подлежащих сварке (наплавке)
кромок и прилегающих к ним поверхностей, а также подлежащих
неразрушающему контролю участков материала.
27.
При сборке деталей под сварку визуально необходимо контролировать:правильность
сборки
и
крепления
деталей
в
сборочных
приспособлениях;
правильность расположения и количество прихваток и их качество;
чистоту кромок и прилегающих к ним поверхностей деталей.
Измерительный контроль
осуществляется для проверки:
размеров
при
подготовке
деталей
под
сварку
разделки кромок (углы скоса кромок, толщина и ширина
притупления кромок разделки);
размеров отверстий под штуцер (патрубок) и обработки кромок в трубе
(коллекторе, корпусе);
ширины
зоны механической зачистки наружной и внутренней
поверхностей труб и деталей и шероховатости поверхностей кромок и
прилегающих поверхностей деталей.
28.
В соответствии с п.7.52 СП 42-102-2004 перед сборкой труб необходимо:очистить
внутреннюю полость труб и деталей от грунта, грязи, снега и других
загрязнений;
очистить до металлического блеска кромки и прилегающие к ним внутреннюю и
наружную поверхности труб, деталей газопроводов, патрубков, арматуры на ширину не
менее 10 мм;
проверить геометрические размеры кромок, выправить плавные вмятины на концах
труб глубиной до 3,5% наружного диаметра трубы;
очистить до чистого металла кромки и прилегающие к ним внутреннюю и наружную
поверхности труб на ширину не менее 10 мм.
Концы труб, имеющие трещины, надрывы, забоины, задиры фасок глубиной более
5 мм, обрезают.
При температуре воздуха ниже минус 5 °С правка концов труб без их подогрева не
рекомендуется.
29.
В соответствии с п.7.56 СП 42-102-2004 необходимо:Для закрепления труб в зафиксированном под сварку положении электродами,
применяемыми для сварки корневого шва, следует выполнять равномерно
расположенные по периметру стыка прихватки в количестве:
для труб диаметром до 80 мм - 2 шт.;
для
труб диаметром св. 80 мм до 150 мм - 3 шт.;
для
труб диаметром св. 150 мм до 300 мм - 4 шт.;
для
труб диаметром св. 300 мм - через каждые 250 мм.
Высота прихватки должна составлять толщины стенки трубы, но не менее 2 мм;
длина прихватки - 20-30 мм при диаметре стыкуемых труб до 50 мм; 50-60 мм - при
диаметре стыкуемых труб более 50 мм.
30.
Измерительный контроль соединений, собранных под сваркупроверку:
величины
включает
зазора в соединении;
размера смещения кромок (внутренних и наружных) собранных деталей;
размера перекрытия деталей в нахлесточном соединении;
размеров (длина, высота) прихваток и их расположения по длине
(периметру) соединения (при необходимости, в случае если это оговорено
технической документацией, также расстояния между соседними
прихватками);
величины притупления;
размера перелома осей;
размера несоосности осей штуцера и отверстия в корпусе (трубе);
размера несовпадения (отклонения) осей в угловых соединениях труб.
31.
В соответствии с п.7.54 СП 42-102-2004 необходимо:При отсутствии стандартных переходов допускается производить на надземных и
внутренних газопроводах низкого давления нахлесточные соединения «труба в трубу»
размеров 50х40, 40х32, 32х25, 25х20 мм.
Сварка нахлесточных соединений производится в соответствии с ГОСТ 16037 и
выполнением следующих требований:
просвет
между трубами, соединяемыми внахлест, не более 1-2 мм и равновелик по
периметру;
величина нахлеста по длине соединяемых труб не менее 3 см;
на конце трубы меньшего диаметра выполняется фаска вовнутрь под углом не менее
45° на всю толщину стенки трубы;
соединения свариваемых торцов после специальной подготовки (утонении) кромок
изнутри или снаружи более толстостенного элемента с толщиной стенки до толщины
свариваемого торца, которая не превышает 1,5 толщины менее толстостенного
элемента.
32.
В выполненном сварном соединении визуально следует контролировать:отсутствие
(наличие) поверхностных трещин всех видов и направлений;
отсутствие (наличие) на поверхности сварных соединений дефектов
(пор, включений, скоплений пор и включений, отслоений, прожогов, свищей,
наплывов, усадочных раковин, подрезов, непроваров, брызг расплавленного
металла, западаний между валиками, грубой чешуйчатости, а также мест
касания сварочной дугой поверхности основного материала);
качество зачистки поверхности сварного соединения изделия (сварного
шва и прилегающих участков основного металла) под последующий контроль
неразрушающими методами (в случае, если такой контроль предусмотрен
ПТД);
наличие маркировки (клеймения) шва и правильность ее выполнения.
33.
В выполненномконтролировать:
размеры
сварном
соединении
измерениями
необходимо
поверхностных дефектов (поры, включения и др.), выявленных
при визуальном контроле;
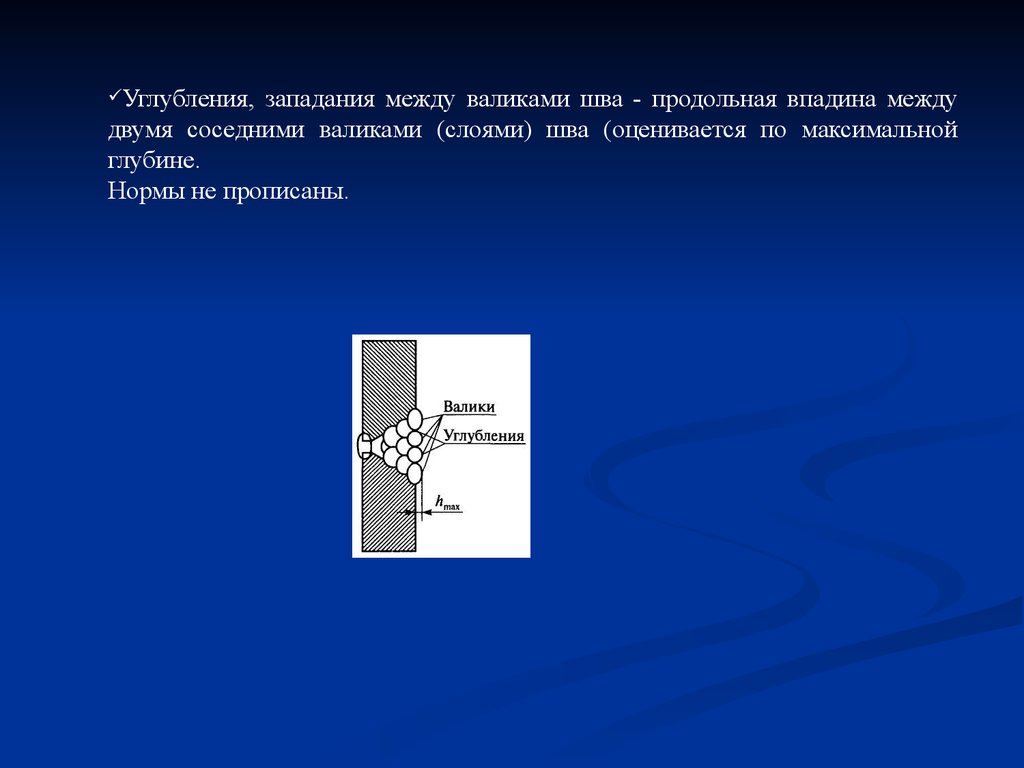
высоту и ширину шва, а также вогнутость и выпуклость обратной
стороны шва в случае доступности обратной стороны шва для контроля;
высоту
(глубину)
углублений
между
валиками
(западания
межваликовые) и чешуйчатости поверхности шва;
подрезы (глубину и длину) основного металла;
отсутствие непроваров (за исключением конструктивных непроваров) с
наружной и внутренней стороны шва;
размеры катета углового шва;
отсутствие смещения;
отсутствие переломов осей.
34.
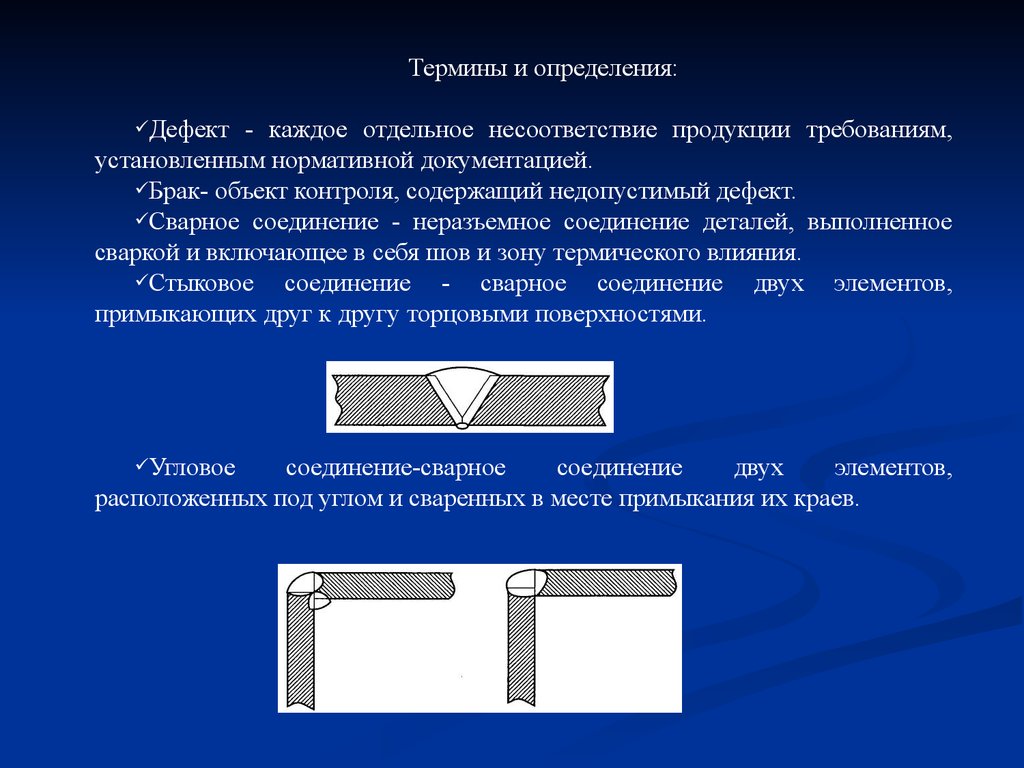
Термины и определения:Дефект
- каждое отдельное несоответствие продукции требованиям,
установленным нормативной документацией.
Брак- объект контроля, содержащий недопустимый дефект.
Сварное соединение - неразъемное соединение деталей, выполненное
сваркой и включающее в себя шов и зону термического влияния.
Стыковое
соединение - сварное соединение двух элементов,
примыкающих друг к другу торцовыми поверхностями.
Угловое
соединение-сварное
соединение
двух
элементов,
расположенных под углом и сваренных в месте примыкания их краев.
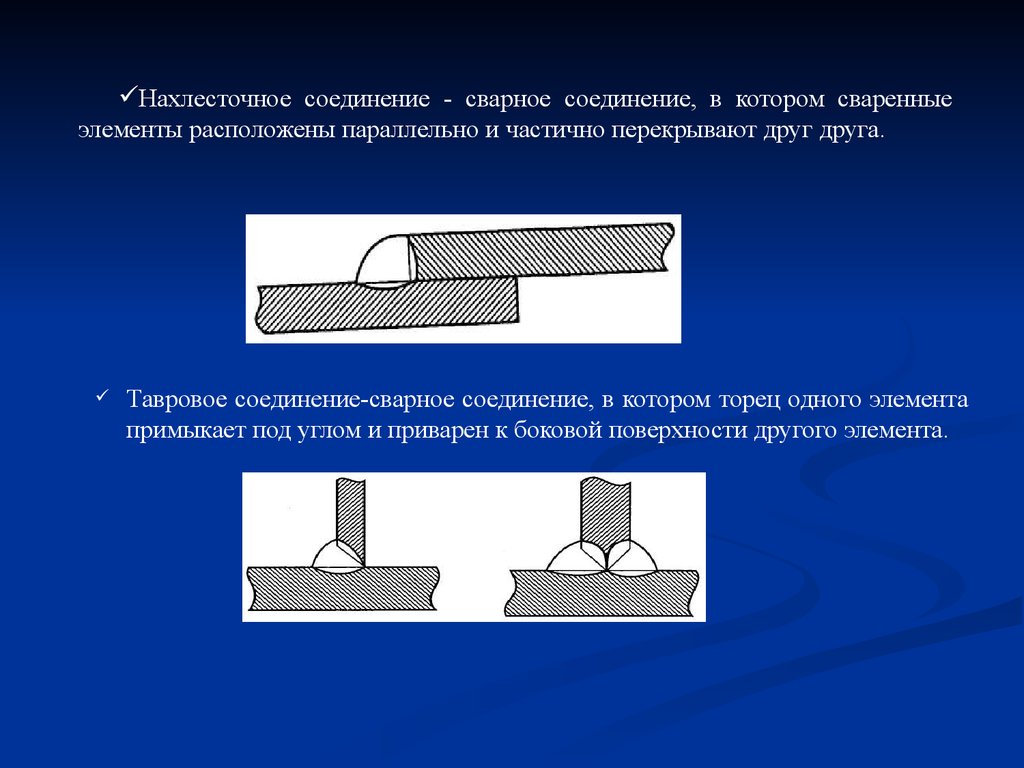
35.
Нахлесточное соединение - сварное соединение, в котором сваренныеэлементы расположены параллельно и частично перекрывают друг друга.
Тавровое соединение-сварное соединение, в котором торец одного элемента
примыкает под углом и приварен к боковой поверхности другого элемента.
36.
Торцовое соединение - сварное соединение, в котором боковыеповерхности сваренных элементов примыкают друг к другу.
Сварной
шов - участок сварного соединения, образовавшийся в результате
кристаллизации расплавленного металла или в результате пластической
деформации при сварке давлением или сочетания кристаллизации и
деформации.
Стыковой шов - сварной шов стыкового соединения.
Угловой
шов - сварной шов углового, нахлесточного или таврового
соединения.
Точечный шов - сварной шов, в котором связь между сваренными частями
осуществляется сварными точками.
Непрерывный шов - сварной шов без промежутков по длине.
Прерывистый шов - сварной шов с промежутками по длине.
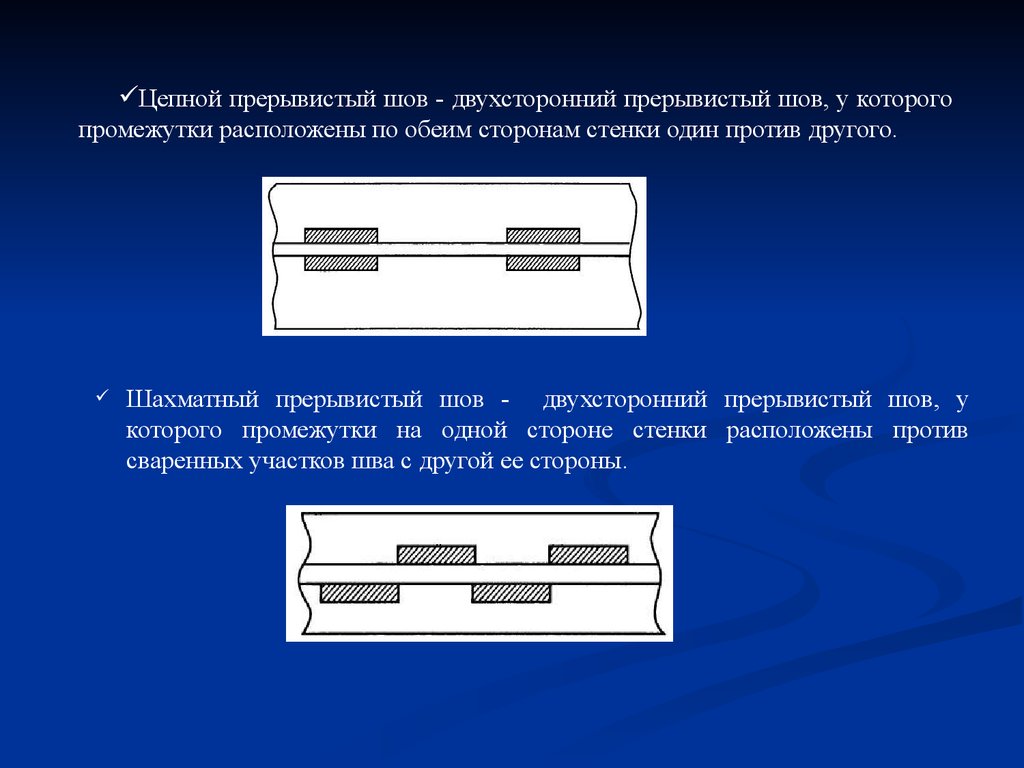
37.
Цепной прерывистый шов - двухсторонний прерывистый шов, у которогопромежутки расположены по обеим сторонам стенки один против другого.
Шахматный прерывистый шов - двухсторонний прерывистый шов, у
которого промежутки на одной стороне стенки расположены против
сваренных участков шва с другой ее стороны.
38.
Многослойный шов - сварной шов, выполненный в несколько слоев повысоте.
Подварочный шов - меньшая часть двухстороннего шва, выполняемая
предварительно для предотвращения прожогов при последующей сварке
или выполняемая в последнюю очередь в корне шва после его зачистки
(выборки).
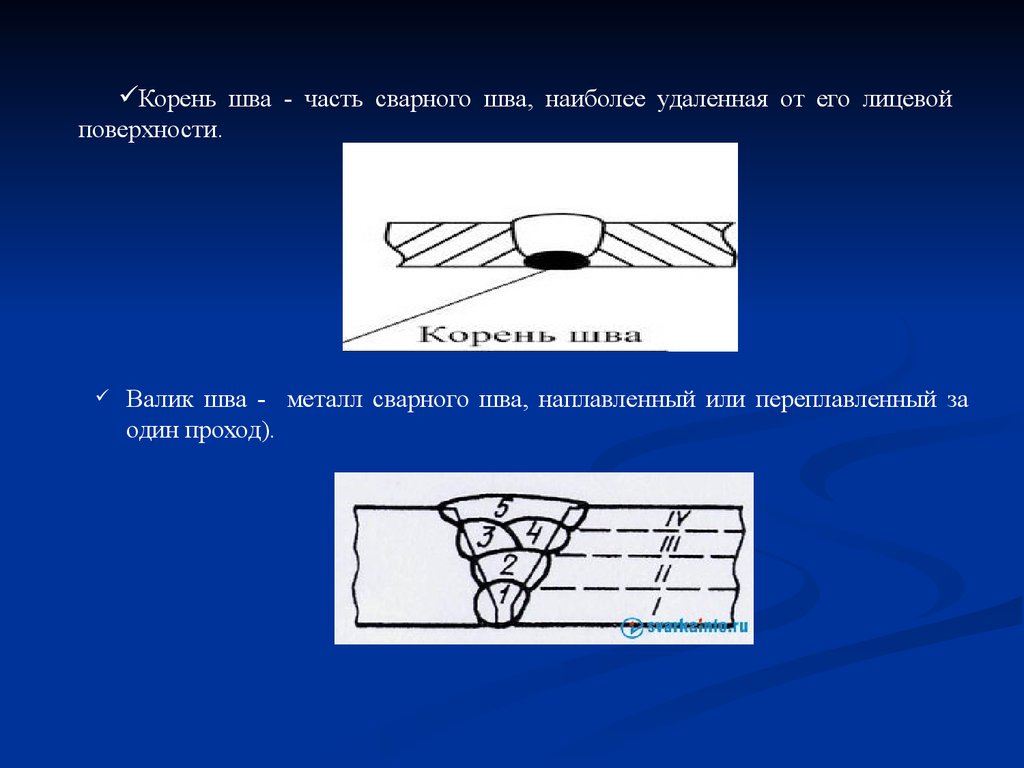
39.
Корень шва - часть сварного шва, наиболее удаленная от его лицевойповерхности.
Валик шва - металл сварного шва, наплавленный или переплавленный за
один проход).
40.
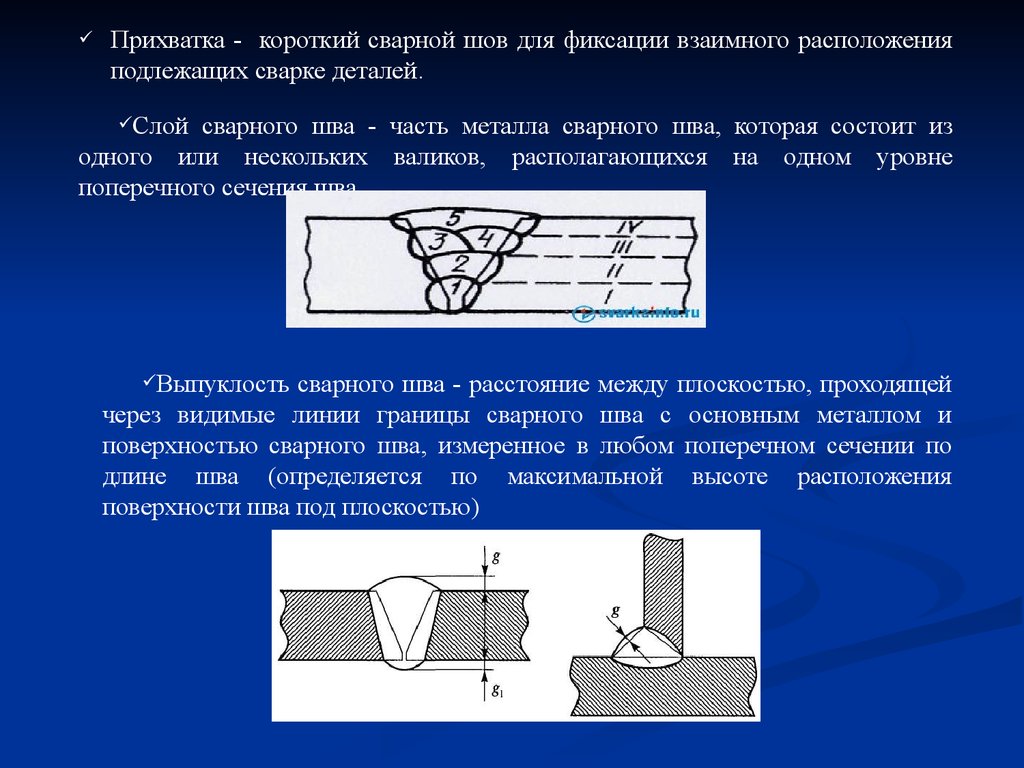
Прихватка - короткий сварной шов для фиксации взаимного расположенияподлежащих сварке деталей.
Слой
сварного шва - часть металла сварного шва, которая состоит из
одного или нескольких валиков, располагающихся на одном уровне
поперечного сечения шва
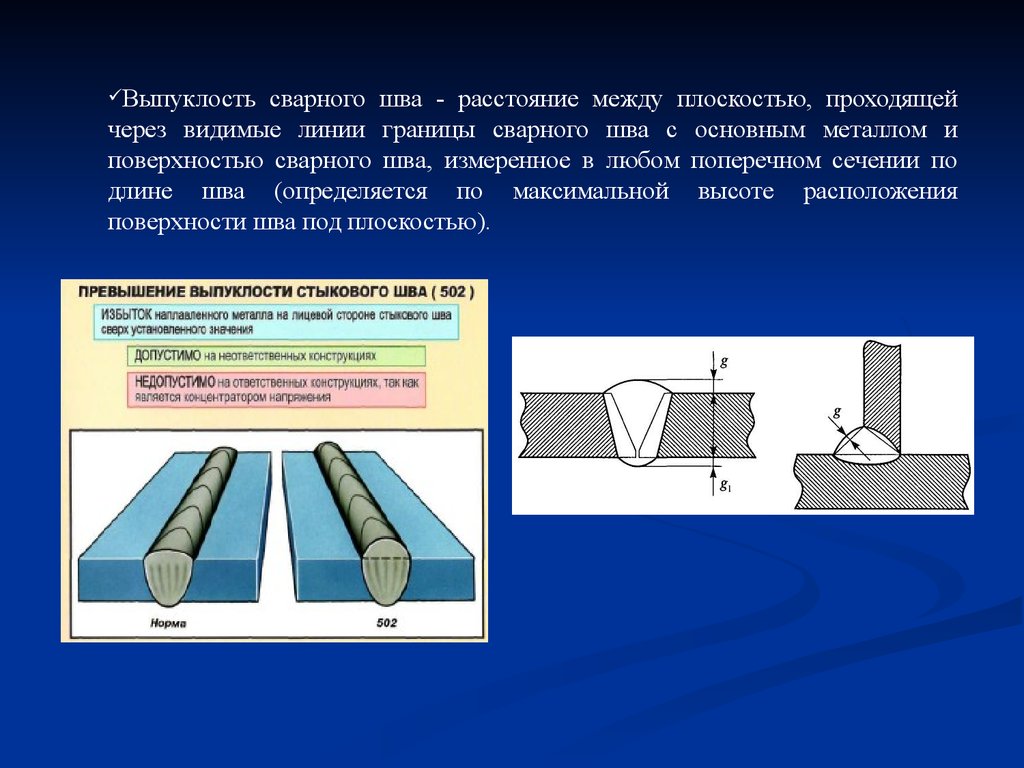
Выпуклость
сварного шва - расстояние между плоскостью, проходящей
через видимые линии границы сварного шва с основным металлом и
поверхностью сварного шва, измеренное в любом поперечном сечении по
длине шва (определяется по максимальной высоте расположения
поверхности шва под плоскостью)
41.
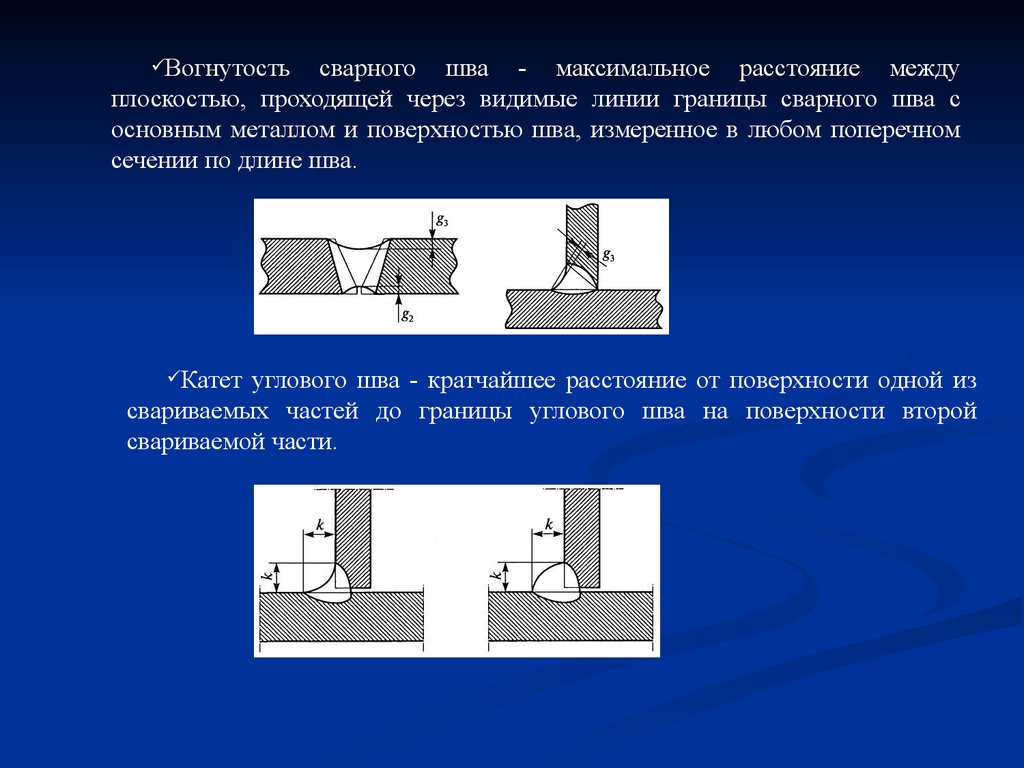
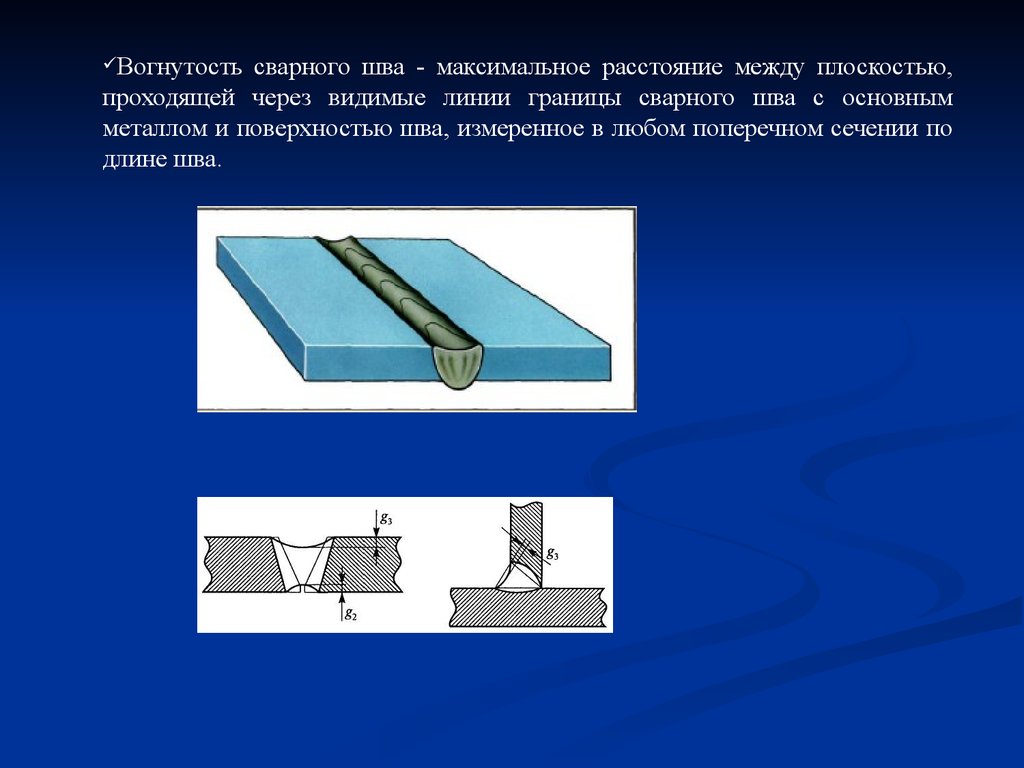
Вогнутостьсварного шва - максимальное расстояние между
плоскостью, проходящей через видимые линии границы сварного шва с
основным металлом и поверхностью шва, измеренное в любом поперечном
сечении по длине шва.
Катет
углового шва - кратчайшее расстояние от поверхности одной из
свариваемых частей до границы углового шва на поверхности второй
свариваемой части.
42.
Ширинасварного шва - расстояние между линиями сплавления на
лицевой стороне сварного шва в одном поперечном сечении.
Основной
металл- металл деталей, соединяемых сваркой.
Разделка
кромокпридание
кромкам
деталей,
подлежащих сварке, необходимой формы.
Скос кромки - прямолинейный наклонный срез кромки
детали, подлежащий сварке
43.
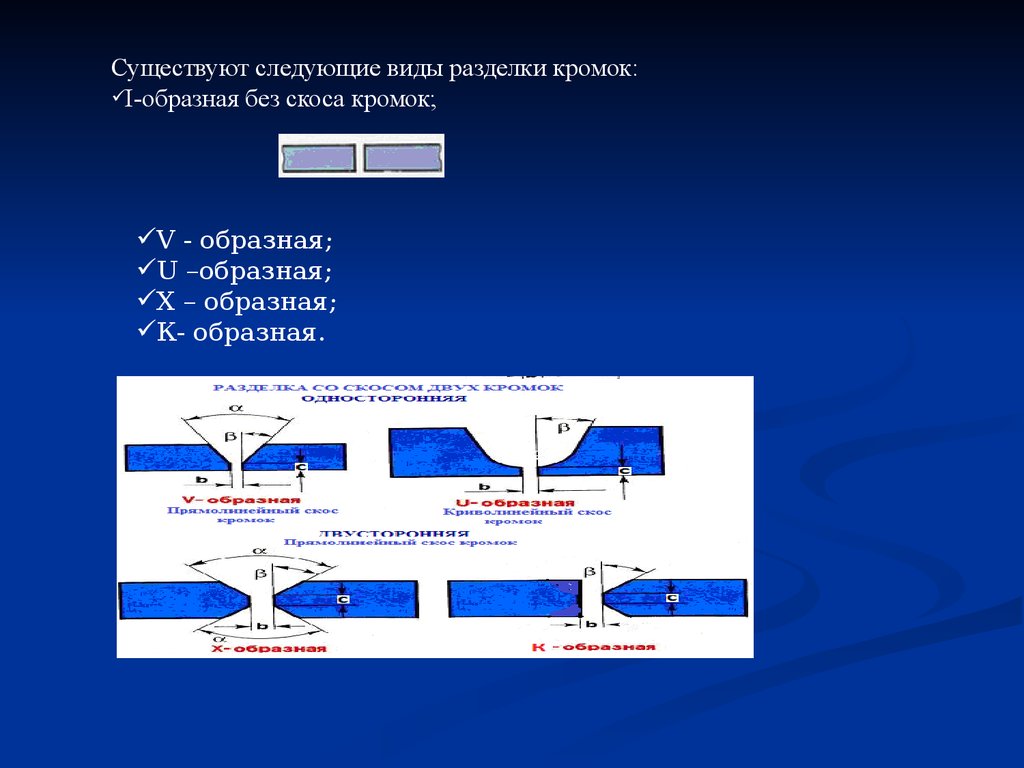
Существуют следующие виды разделки кромок:I-образная без скоса кромок;
V - образная;
U –образная;
X – образная;
К- образная.
44.
45.
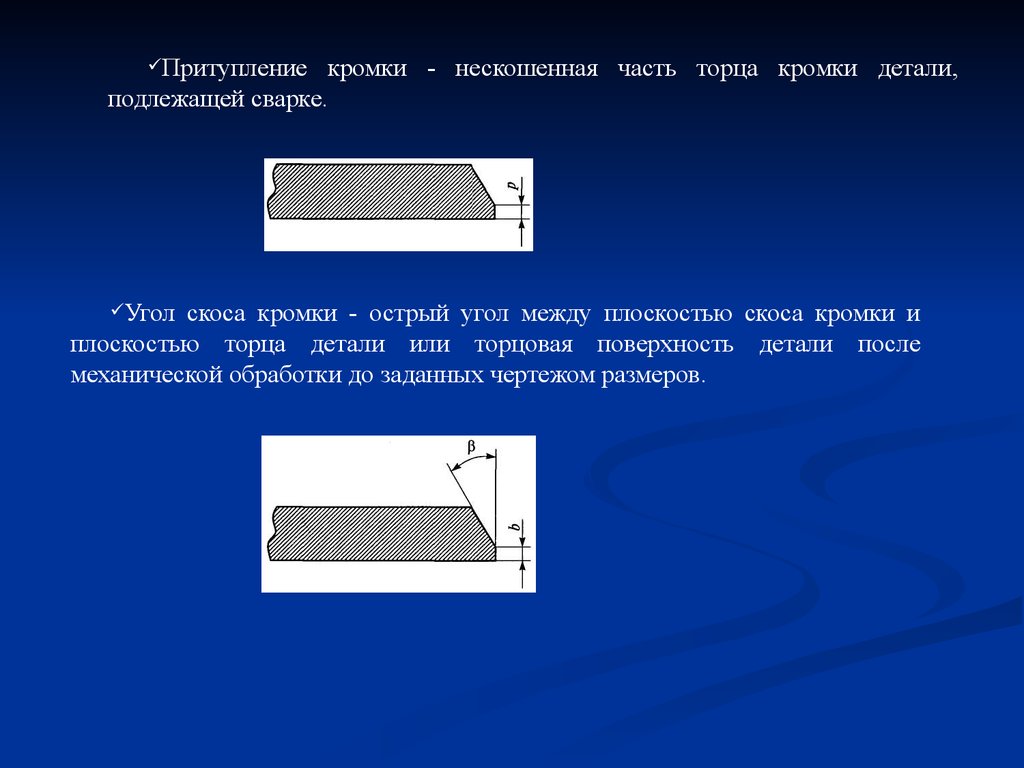
Притуплениекромки - нескошенная часть торца кромки детали,
подлежащей сварке.
Угол
скоса кромки - острый угол между плоскостью скоса кромки и
плоскостью торца детали или торцовая поверхность детали после
механической обработки до заданных чертежом размеров.
46.
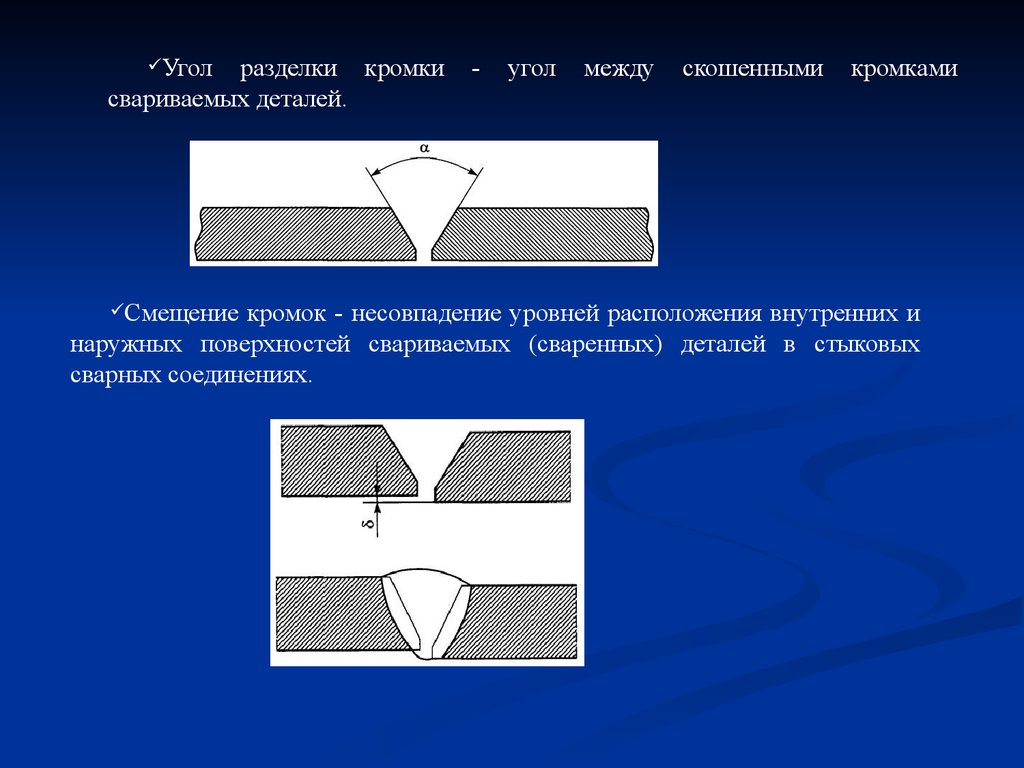
Уголразделки кромки
свариваемых деталей.
Смещение
-
угол
между
скошенными
кромками
кромок - несовпадение уровней расположения внутренних и
наружных поверхностей свариваемых (сваренных) деталей в стыковых
сварных соединениях.
47.
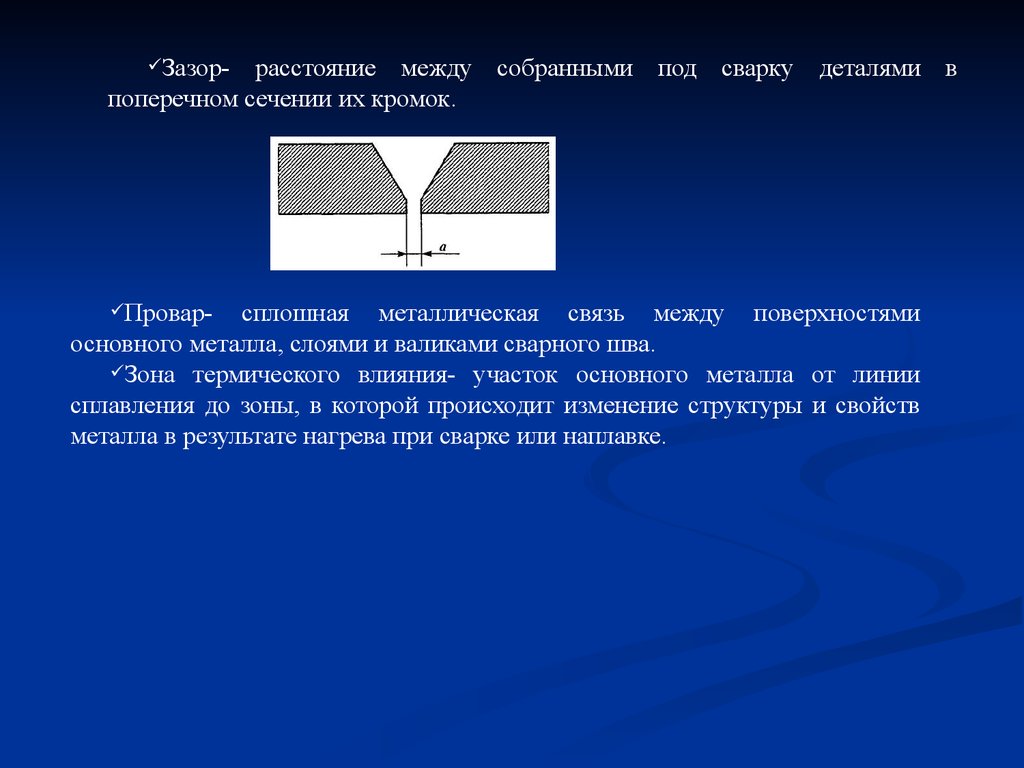
Зазор-расстояние между собранными под сварку деталями в
поперечном сечении их кромок.
Провар-
сплошная металлическая связь между поверхностями
основного металла, слоями и валиками сварного шва.
Зона термического влияния- участок основного металла от линии
сплавления до зоны, в которой происходит изменение структуры и свойств
металла в результате нагрева при сварке или наплавке.
48.
49.
Дефекты сварных соединений стальных газопроводов:Включения
- полость в металле, заполненная газом, шлаком или инородным
металлом.
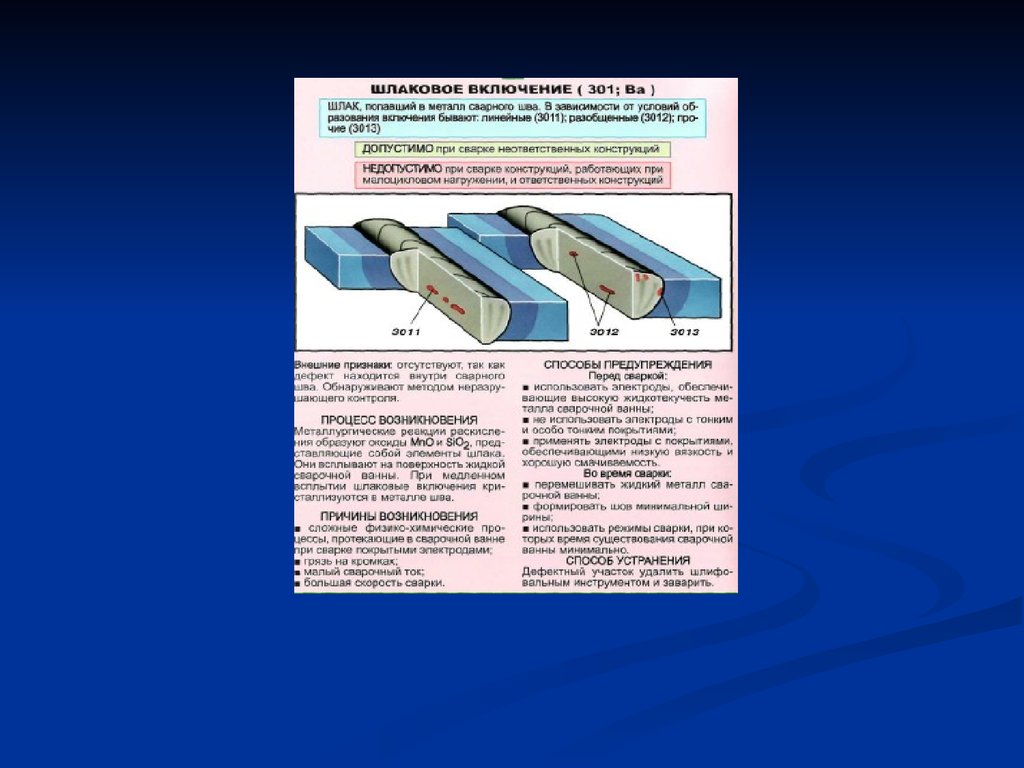
Шлаковое включение - полость в металле, в т.ч. сварном шве, заполненная шлаком.
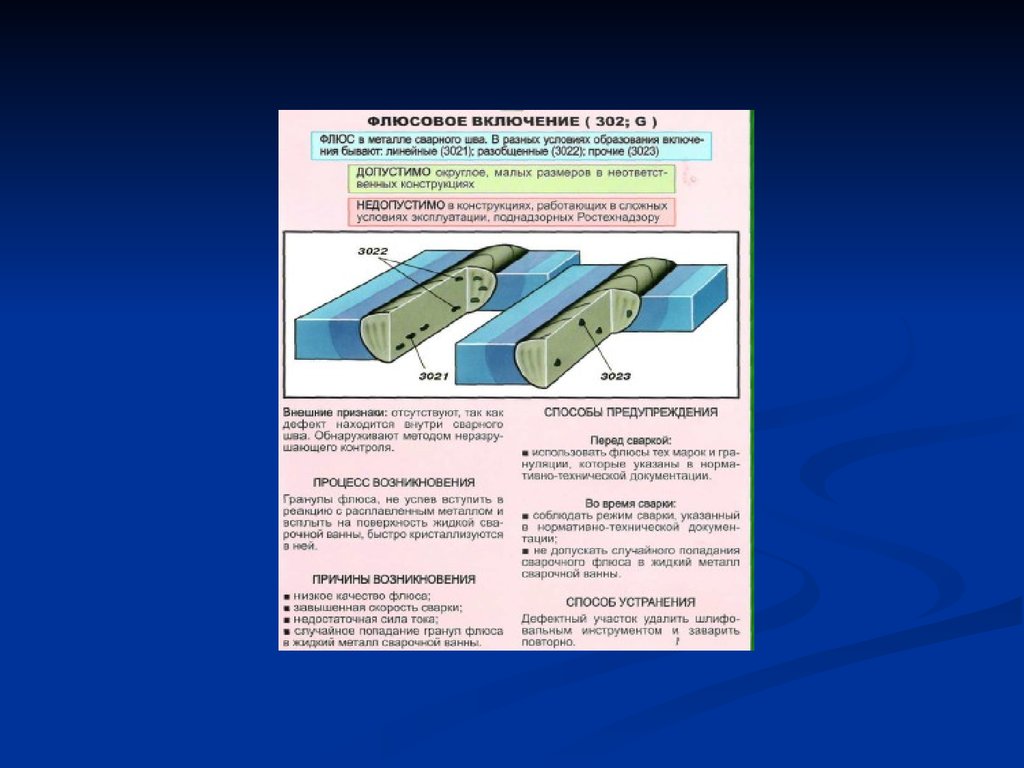
Флюсовое
включение - полость в металле сварного шва, заполненная
нерасплавившимся флюсом, попавшим в металл шва во время затвердевания.
Вольфрамовое включение - внедрившаяся в металл шва нерасплавленная частица
(осколок) неплавящегося вольфрамового электрода в металле, в т.ч. сварном шве,
заполненная шлаком.
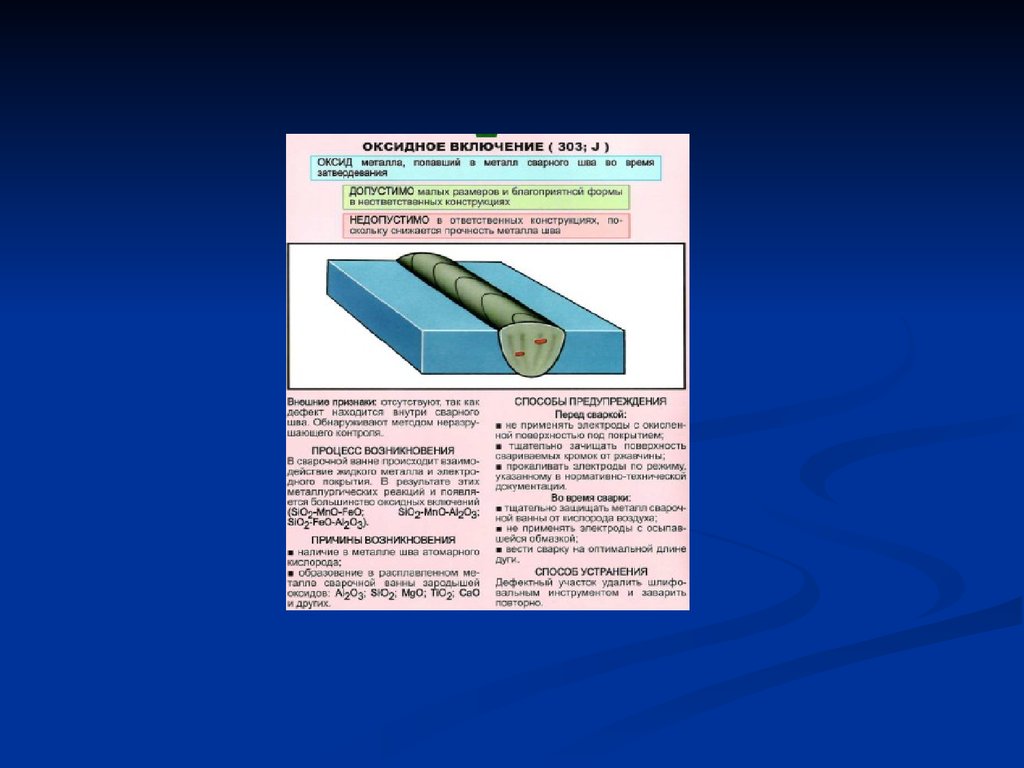
Окисное включение - окисел металла, попавший в металл шва во время
затвердевания.
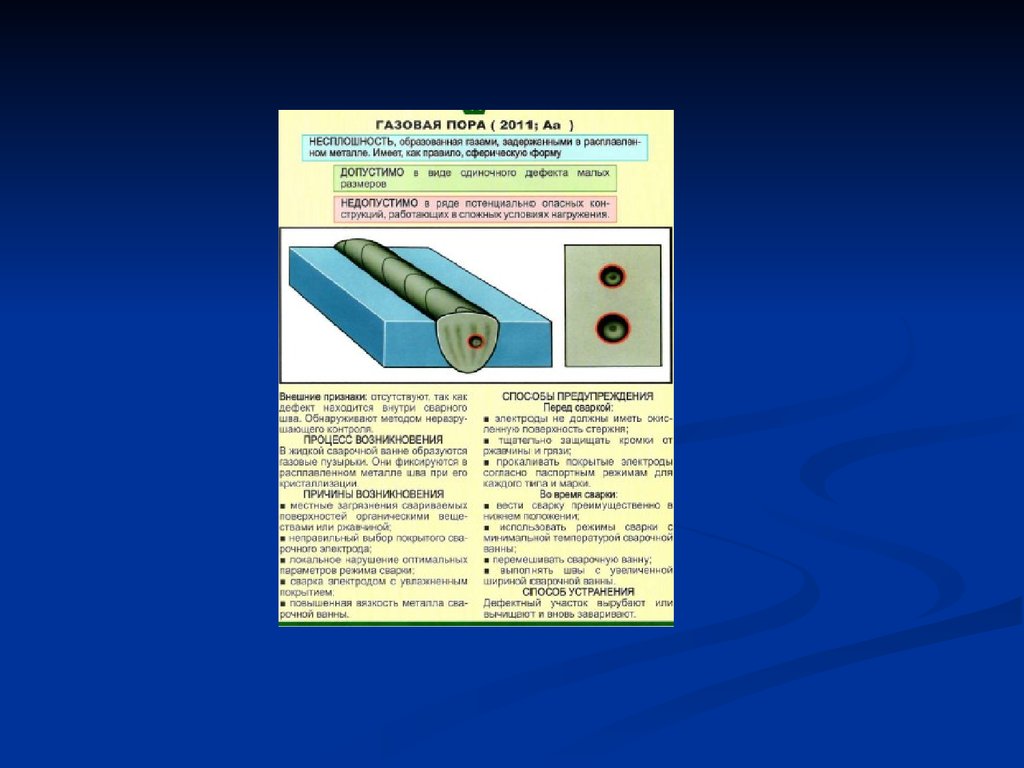
Пора - заполненная газом полость округлой формы.
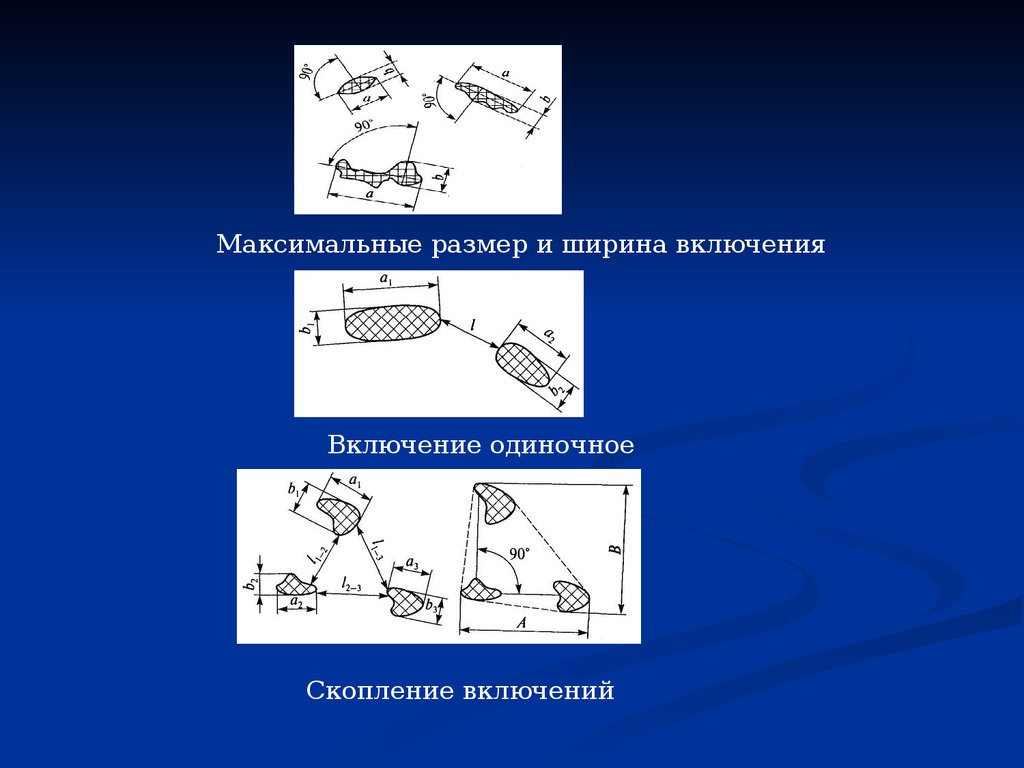
Одиночное включение -включение, минимальное расстояние l от края которого до
края любого соседнего включения - не менее максимальной ширины каждого из двух
рассматриваемых включений, но не менее трехкратного максимального размера
включения с меньшим значением этого показателя (из двух рассматриваемых).
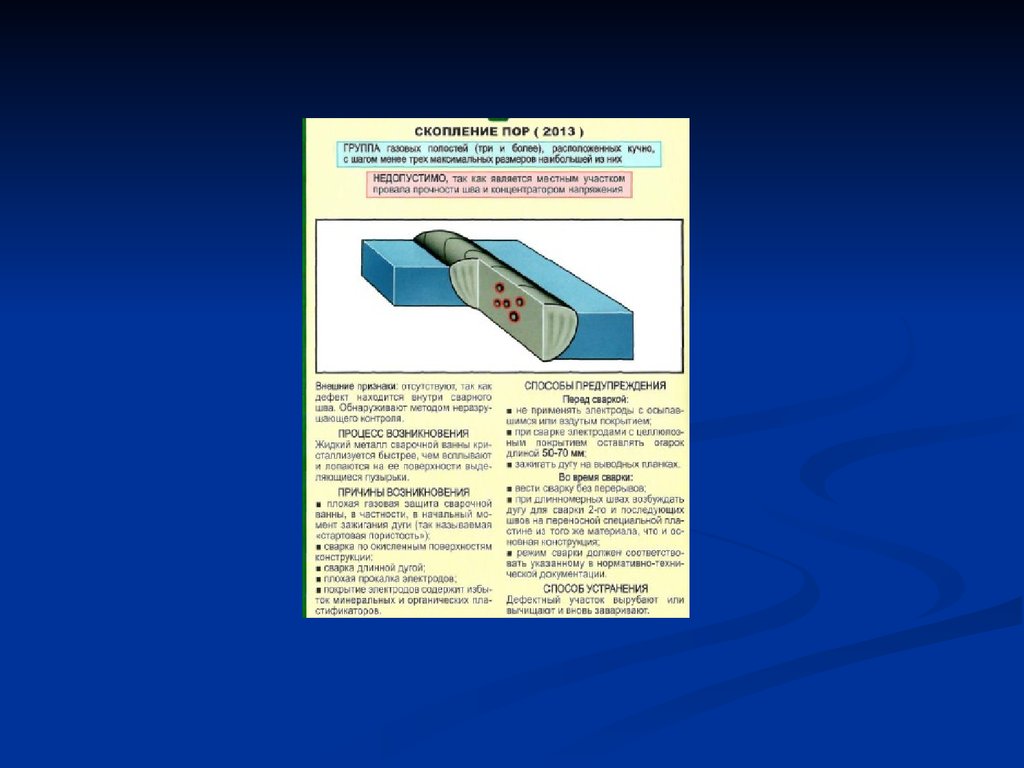
Скопление включений-два или несколько включений (пор, шлаковых и прочих
включений) минимальное расстояние между краями которых менее установленных для
одиночных включений, но не менее максимальной ширины каждого из любых двух
рассматриваемых соседних включений
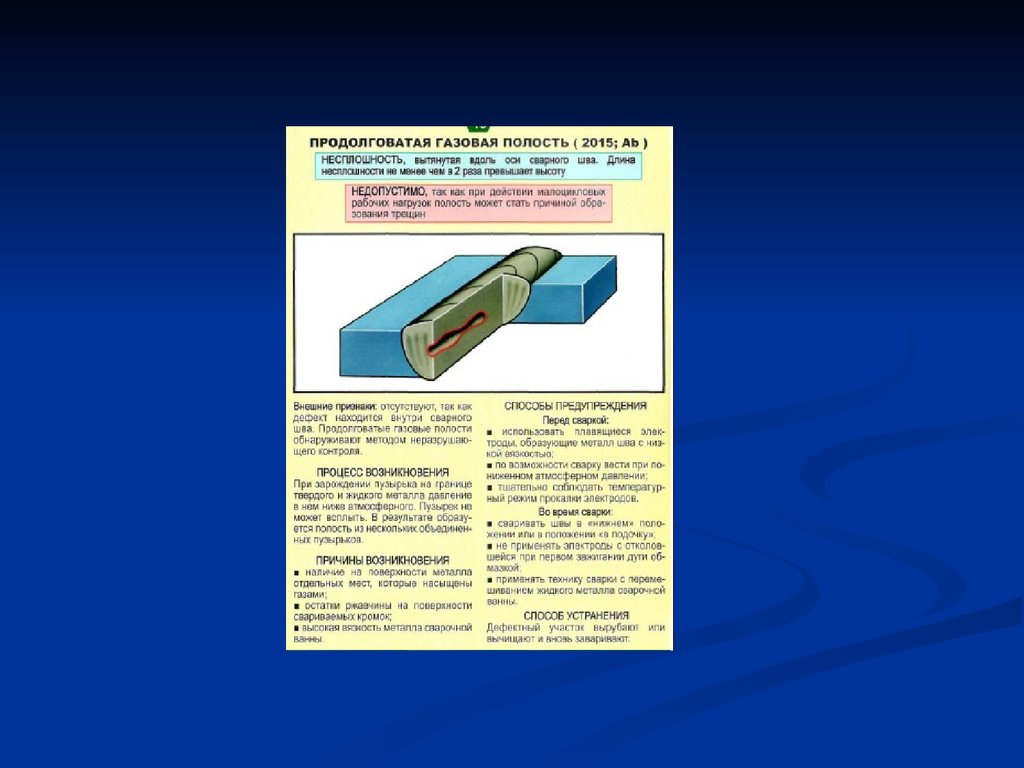
Цепочка пор - группа пор в сварном шве, расположенная в линию, параллельно оси
сварного шва
50.
Максимальные размер и ширина включенияВключение одиночное
Скопление включений
51.
52.
53.
54.
55.
56.
57.
58.
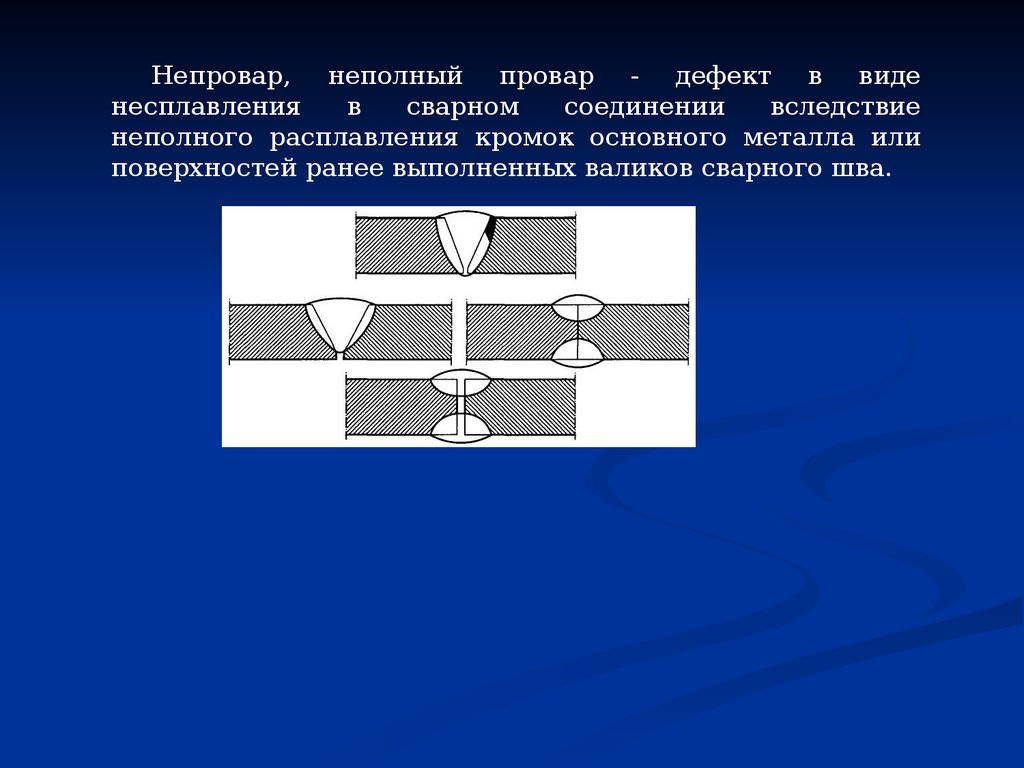
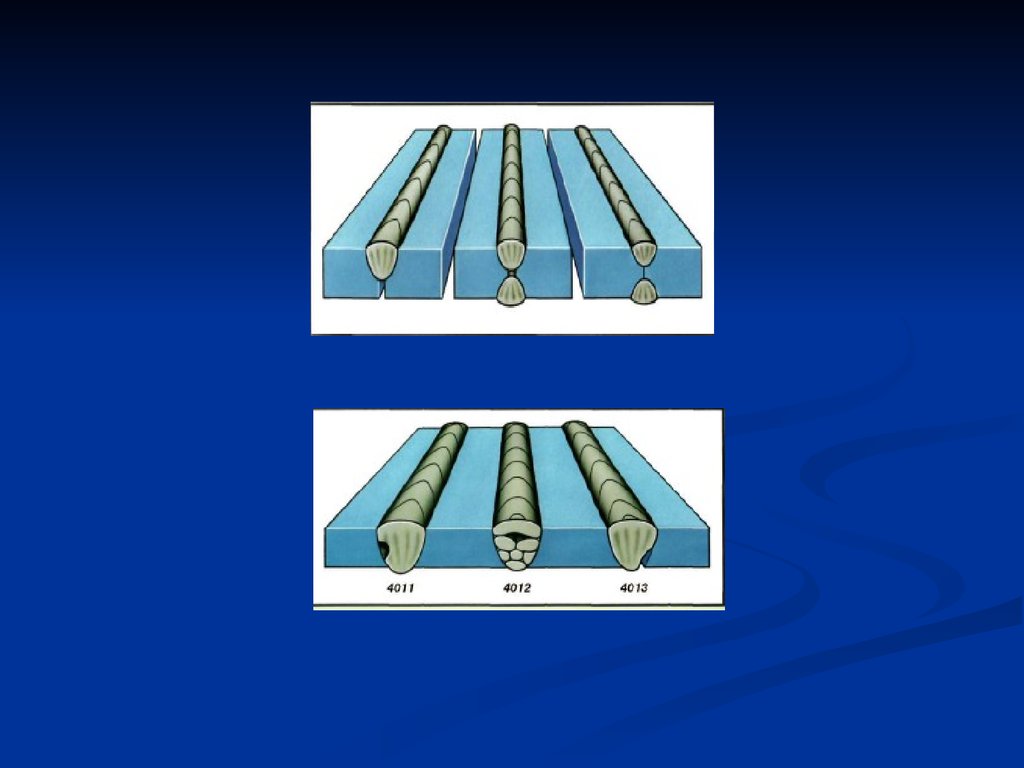
Непровар, неполный провар - дефект в виденесплавления
в
сварном
соединении
вследствие
неполного расплавления кромок основного металла или
поверхностей ранее выполненных валиков сварного шва.
59.
60.
Не допустимые поверхностные дефектыгазопроводов :
трещины
сварных соединений стальных
сварного шва и околошовной зоны (зоны термического
влияния);
прожог;
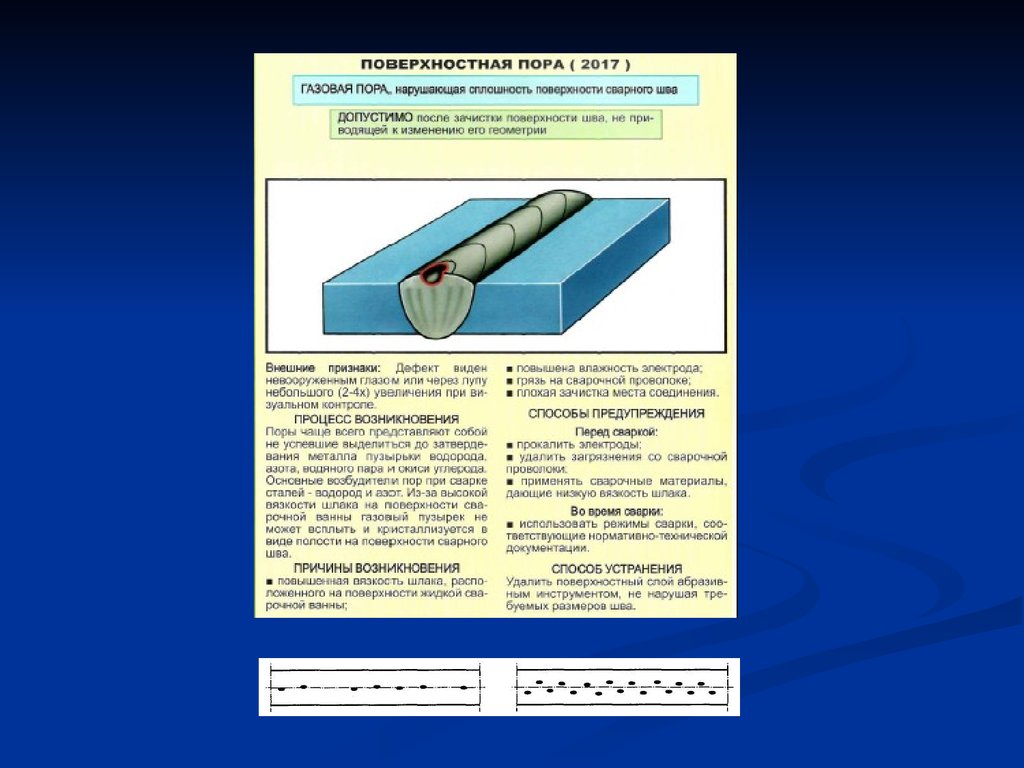
выходящие на поверхность поры;
свищи;
наплыв;
незаваренный кратер.
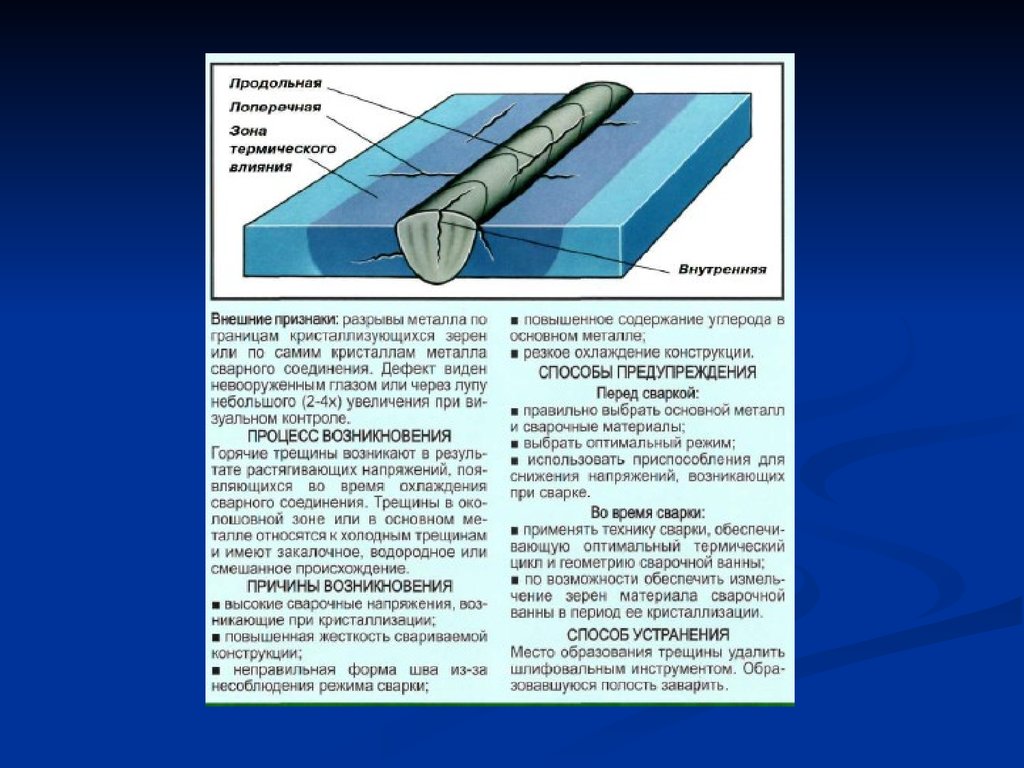
61.
Трещина сварного соединения- дефект сварного соединения в виде разрываметалла в сварном шве и (или) прилегающих к нему зонах сварного
соединения и основного металла.
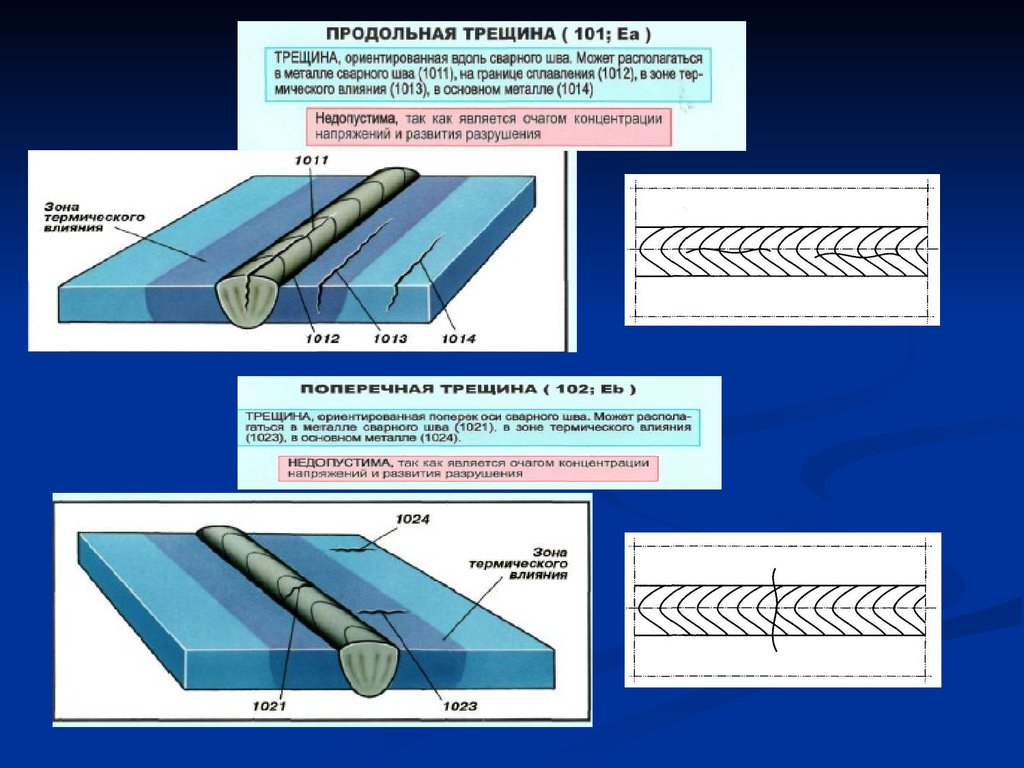
Продольная
трещина- трещина сварного соединения, ориентированная
вдоль оси сварного шва.
Поперечная трещина- трещина сварного соединения, ориентированная
поперек оси сварного шва.
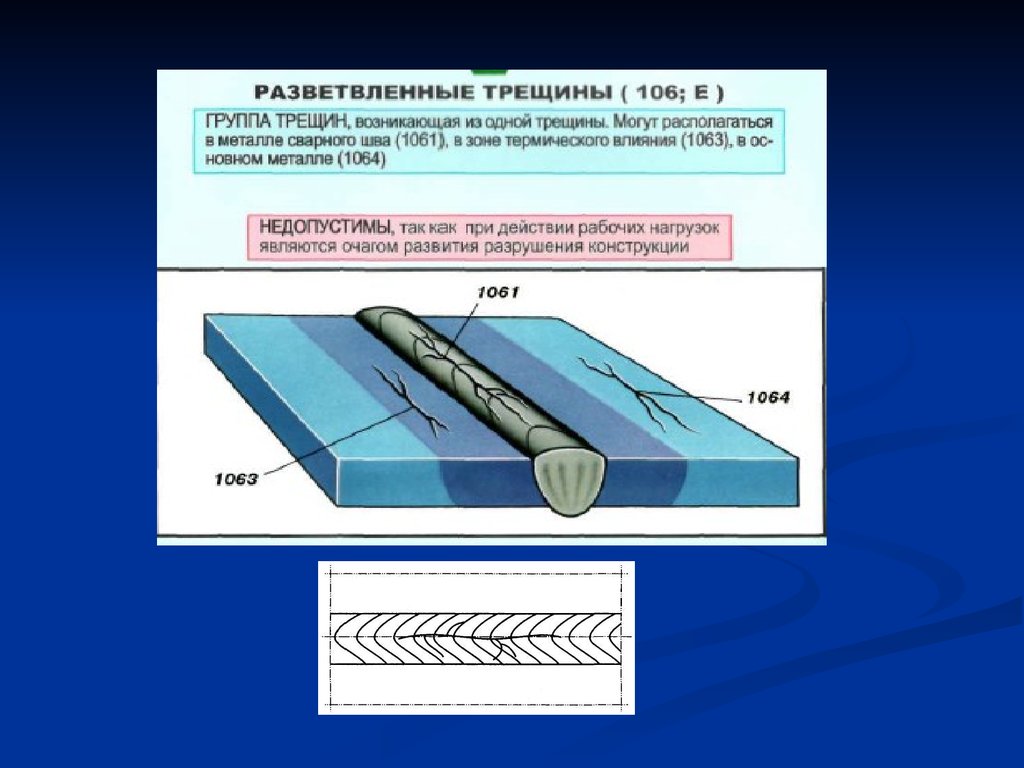
Разветвленная трещина- трещина сварного соединения, имеющая
ответвления в различных направлениях, или группа соединенных трещин,
отходящих от одной общей трещины.
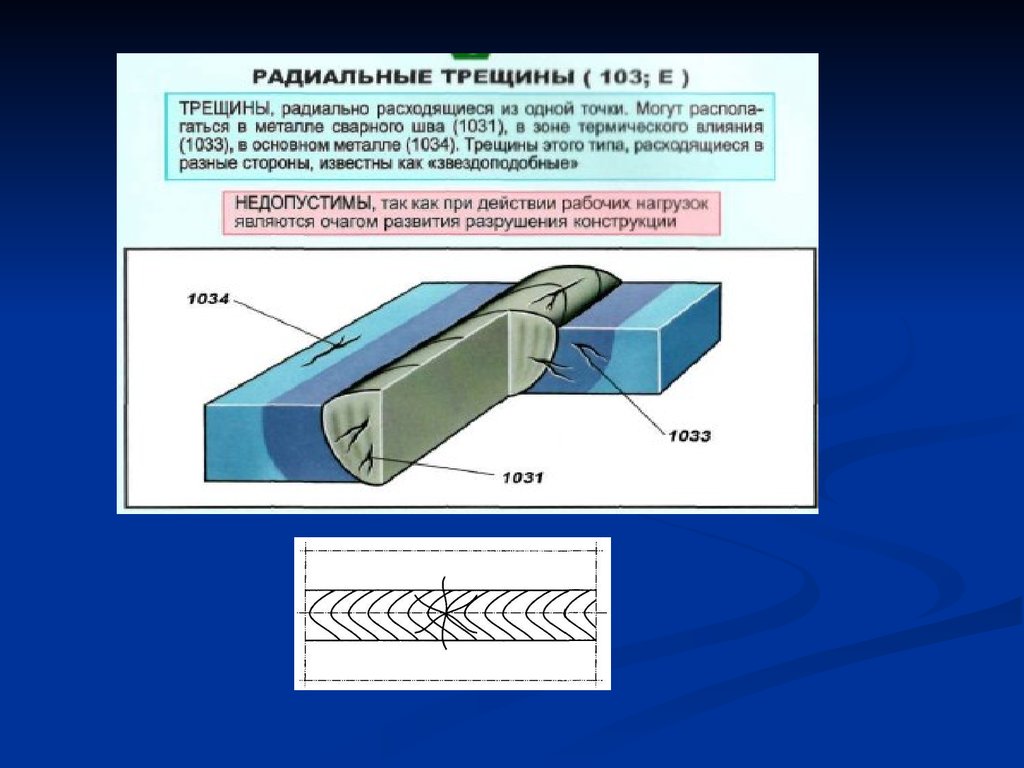
Радиальная
трещина- несколько трещин разного направления,
исходящих из одной точки (могут располагаться в металле сварного шва, в
зоне термического влияния, в основном металле). Маленькие трещины этого
типа известны как звездообразные трещины.
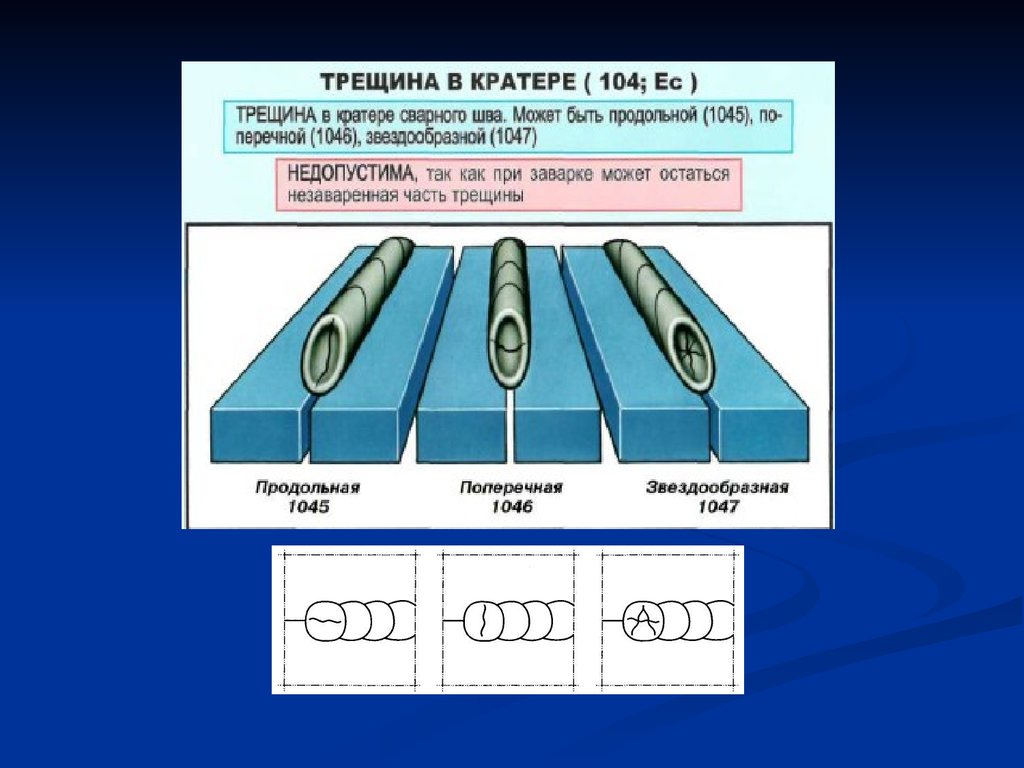
Кратерная трещина - трещина (продольная, поперечная, разветвленная)
в кратере валика (слоя) сварного шва
62.
63.
64.
65.
66.
67.
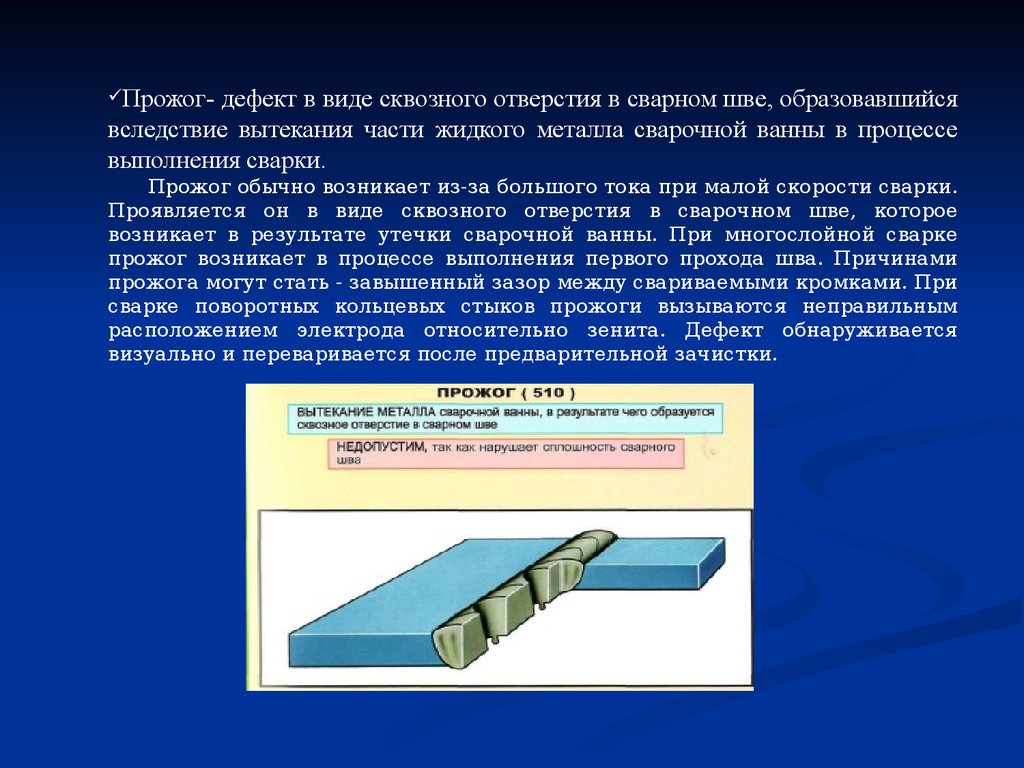
Прожог-дефект в виде сквозного отверстия в сварном шве, образовавшийся
вследствие вытекания части жидкого металла сварочной ванны в процессе
выполнения сварки.
Прожог обычно возникает из-за большого тока при малой скорости сварки.
Проявляется он в виде сквозного отверстия в сварочном шве, которое
возникает в результате утечки сварочной ванны. При многослойной сварке
прожог возникает в процессе выполнения первого прохода шва. Причинами
прожога могут стать - завышенный зазор между свариваемыми кромками. При
сварке поворотных кольцевых стыков прожоги вызываются неправильным
расположением электрода относительно зенита. Дефект обнаруживается
визуально и переваривается после предварительной зачистки.
68.
69.
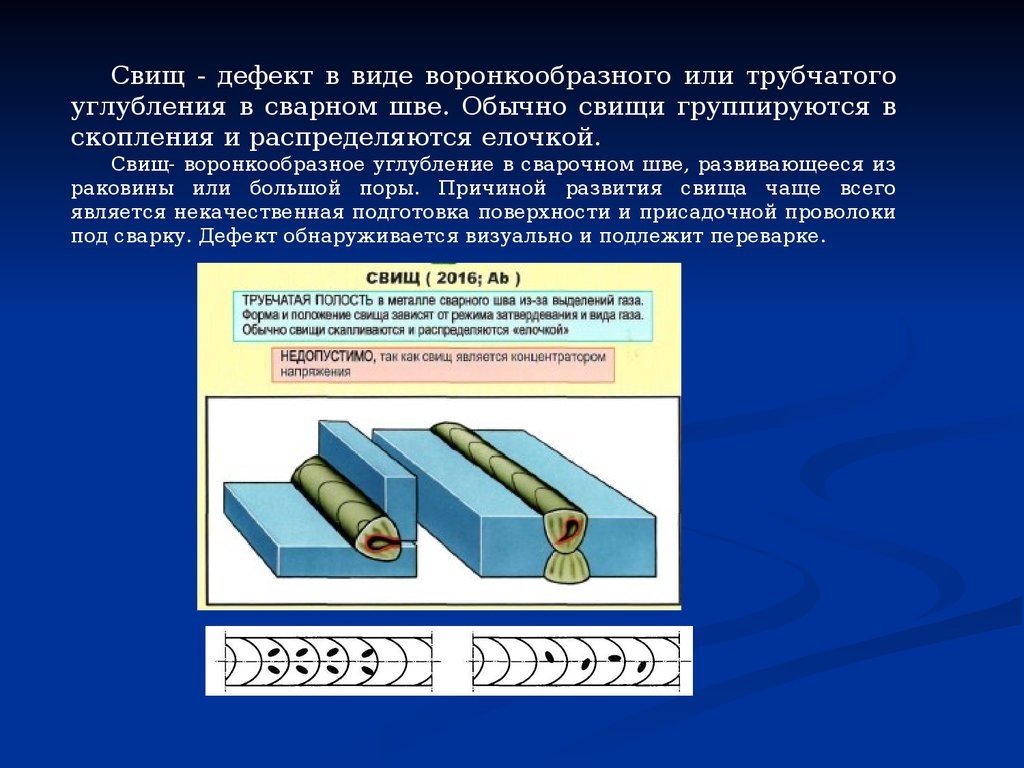
Свищ - дефект в виде воронкообразного или трубчатогоуглубления в сварном шве. Обычно свищи группируются в
скопления и распределяются елочкой.
Свищ- воронкообразное углубление в сварочном шве, развивающееся из
раковины или большой поры. Причиной развития свища чаще всего
является некачественная подготовка поверхности и присадочной проволоки
под сварку. Дефект обнаруживается визуально и подлежит переварке.
70.
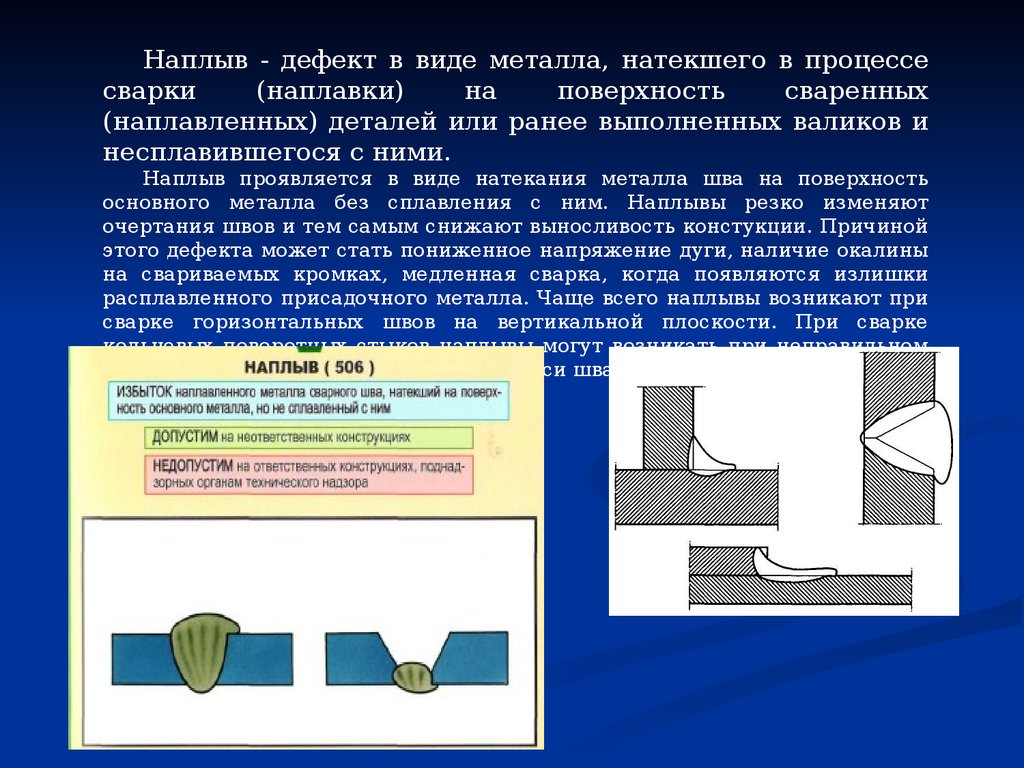
Наплыв - дефект в виде металла, натекшего в процессесварки
(наплавки)
на
поверхность
сваренных
(наплавленных) деталей или ранее выполненных валиков и
несплавившегося с ними.
Наплыв проявляется в виде натекания металла шва на поверхность
основного металла без сплавления с ним. Наплывы резко изменяют
очертания швов и тем самым снижают выносливость констукции. Причиной
этого дефекта может стать пониженное напряжение дуги, наличие окалины
на свариваемых кромках, медленная сварка, когда появляются излишки
расплавленного присадочного металла. Чаще всего наплывы возникают при
сварке горизонтальных швов на вертикальной плоскости. При сварке
кольцевых поворотных стыков наплывы могут возникать при неправильном
расположении электрода относительно оси шва.
71.
Кратер - дефект в виде полости или впадины,образовавшийся при усадке расплавленного металла при
затвердевании (располагается, как правило, в местах обрыва
дуги или окончания сварки).
Кратер- дефект сварного шва, который образуется в виде углублений в
местах резкого отрыва дуги в конце сварки. В углублениях кратера могут
появляться усадочные рыхлости, часто переходящие в трещины. Кратеры
обычно появляются в результате неправильных действий сварщика. Кратеры
часто являются причиной начала развития трещин и поэтому недопустимы. Их
зачищают и заваривают.
72.
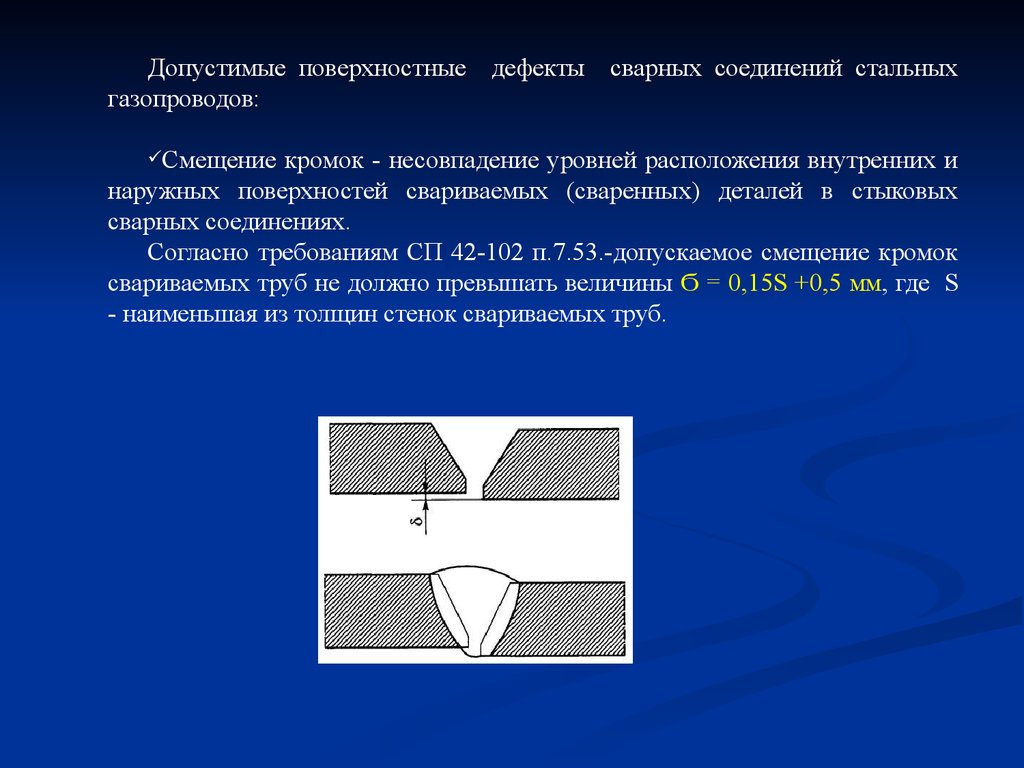
Допустимые поверхностныегазопроводов:
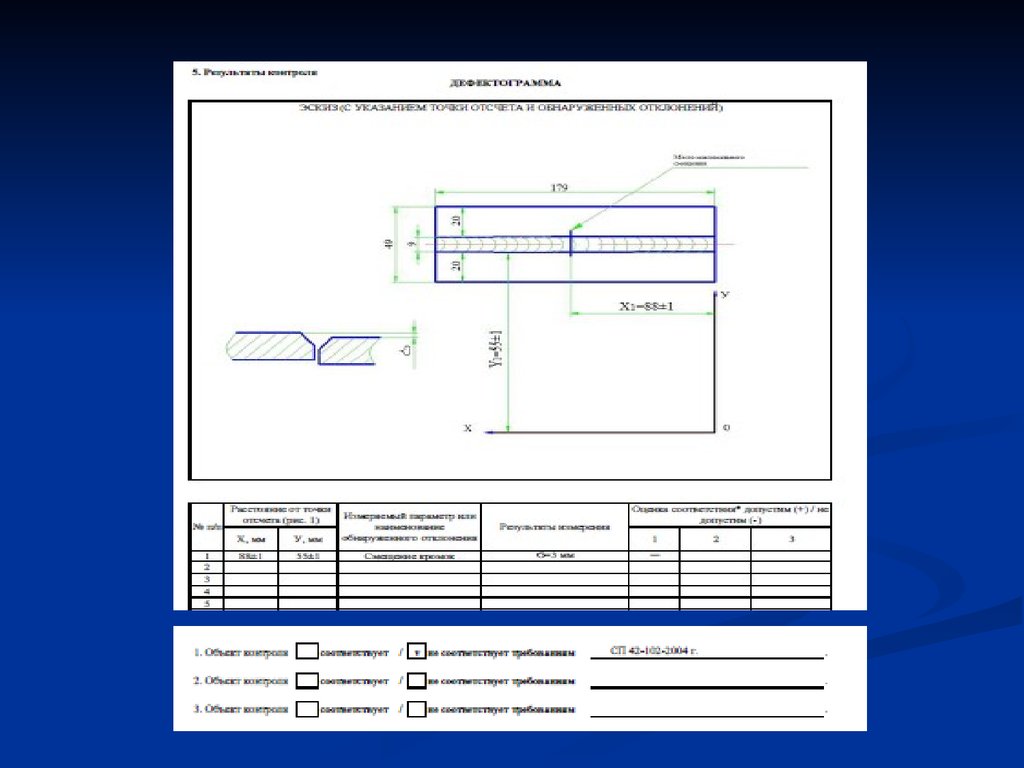
Смещение
дефекты
сварных соединений стальных
кромок - несовпадение уровней расположения внутренних и
наружных поверхностей свариваемых (сваренных) деталей в стыковых
сварных соединениях.
Согласно требованиям СП 42-102 п.7.53.-допускаемое смещение кромок
свариваемых труб не должно превышать величины Ϭ = 0,15S +0,5 мм, где S
- наименьшая из толщин стенок свариваемых труб.
73.
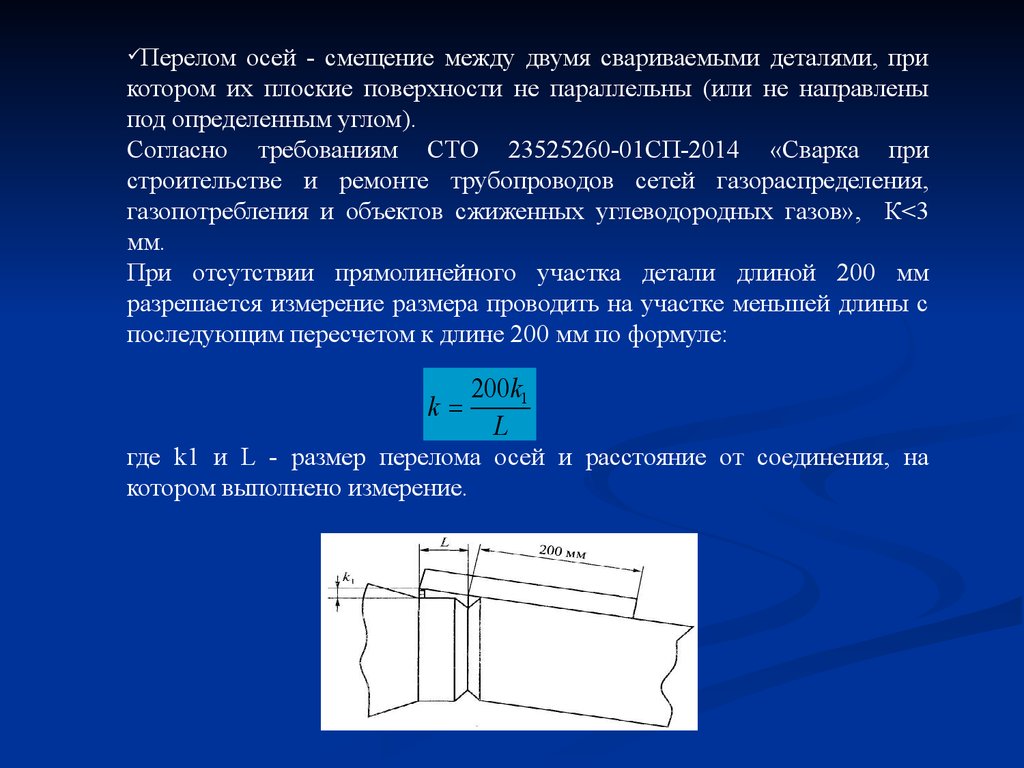
Переломосей - смещение между двумя свариваемыми деталями, при
котором их плоские поверхности не параллельны (или не направлены
под определенным углом).
Согласно требованиям СТО 23525260-01СП-2014 «Сварка при
строительстве и ремонте трубопроводов сетей газораспределения,
газопотребления и объектов сжиженных углеводородных газов», К˂3
мм.
При отсутствии прямолинейного участка детали длиной 200 мм
разрешается измерение размера проводить на участке меньшей длины с
последующим пересчетом к длине 200 мм по формуле:
200k1
k=
L
где k1 и L - размер перелома осей и расстояние от соединения, на
котором выполнено измерение.
74.
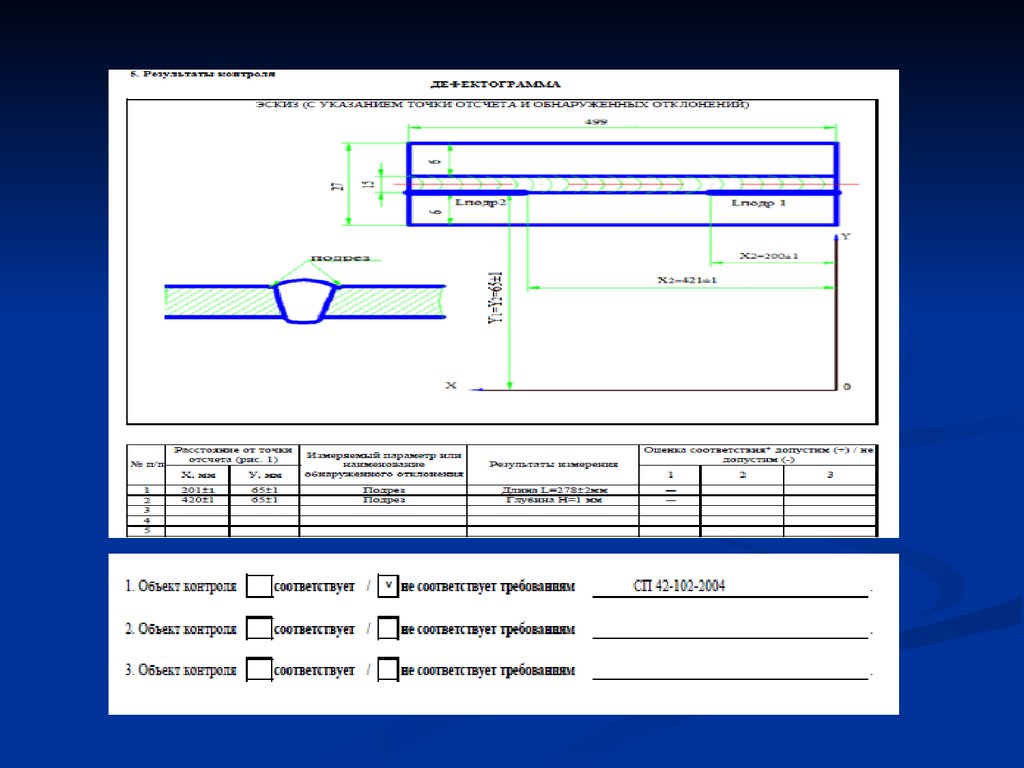
Подрез- острые конусообразные углубления на границе поверхности
сварного шва с основным металлом.
Согласно требованиям СП 42-102 п.7.97.-допускаемая глубина подреза
свариваемых труб составляет 5% от S (˂0,5 мм), протяженность -1/3 от Р
(˂150 мм).
Дефект, наиболее часто встречающийся при сварке. Он выражен в виде углубления по линии
сплавления сварного шва с основным металлом. В результате подреза происходит местное
уменьшение толщины основного металла, что приводит к снижению прочности. Особенно опасен
подрез в случаях, когда он расположен перпендикулярно действующим рабочим напряжениям.
Подрез возникает обычно при повышенном напряжении дуги с завышенной скоростью сварки,
когда одна из кромок проплавляется глубже, жидкий металл стекает на горизонтальную плоскость
и его не хватает для заполнения канавки. При сварке угловых швов подрезы возникают в основном
из-за смещения электрода в сторону вертикальной стенки, что вызывает значительный разогрев,
плавление и стекание металла на горизонтальную полку. В стыковых швах подрезы образуются
при сварке на больших токах и при неправильном положении присадочного материала. К подрезу
могут привести увеличенные углы разделки кромок. Этот дефект обнаруживается визуально и при
отклонениях выше установленной нормы полежит переварке с предварительной зачисткой.
Подрезы небольшой протяженности, ослабляющие сечение шва не более чем на 5% в
конструкциях, работающих под действием статических нагрузок можно считать допустимыми. В
конструкциях, работающих на выносливость, подрезы недопустимы.