 Тема: «Спроектировать технологический процесс изготовления детали")






 industry
industrySimilar presentations:










Спроектировать технологический процесс изготовления детали «Наконечник» с применением станков с ЧПУ
1. Выпускная квалификационная работа (дипломный проект) Тема: «Спроектировать технологический процесс изготовления детали
«Наконечник»с применением станков с ЧПУ
Выполнил: студент группы ПТМ-4
Кротов Никита Александрович
2025г.
2.
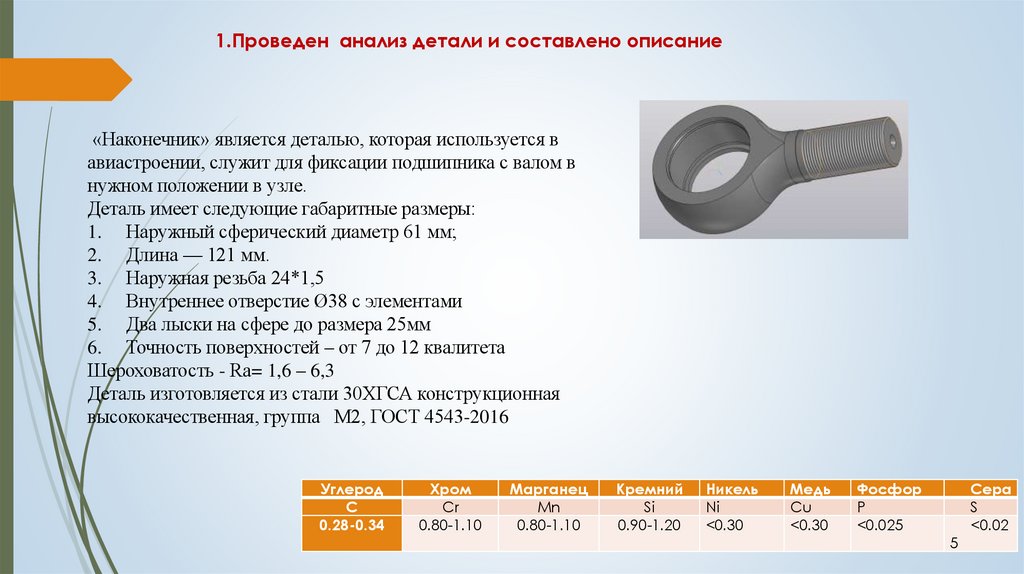
1.Проведен анализ детали и составлено описание«Наконечник» является деталью, которая используется в
авиастроении, служит для фиксации подшипника с валом в
нужном положении в узле.
Деталь имеет следующие габаритные размеры:
1. Наружный сферический диаметр 61 мм;
2. Длина — 121 мм.
3. Наружная резьба 24*1,5
4. Внутреннее отверстие Ø38 с элементами
5. Два лыски на сфере до размера 25мм
6. Точность поверхностей – от 7 до 12 квалитета
Шероховатость - Rа= 1,6 – 6,3
Деталь изготовляется из стали 30ХГСА конструкционная
высококачественная, группа М2, ГОСТ 4543-2016
Углерод
С
0.28-0.34
Хром
Cr
0.80-1.10
Марганец
Mn
0.80-1.10
Кремний
Si
0.90-1.20
Никель
Ni
<0.30
Медь
Cu
<0.30
Фосфор
P
<0.025
5
Сера
S
<0.02
3.
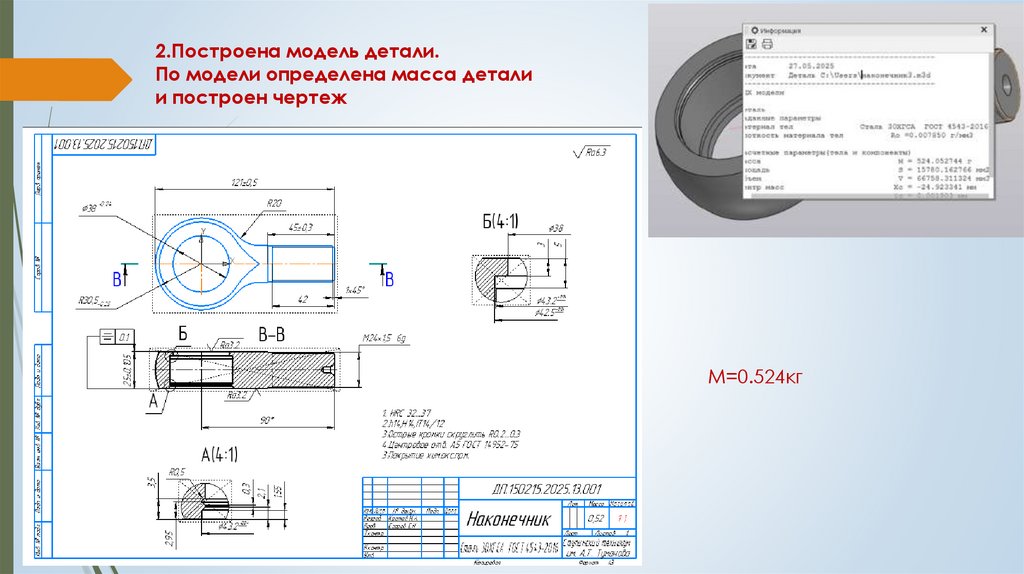
2.Построена модель детали.По модели определена масса детали
и построен чертеж
М=0.524кг
4.
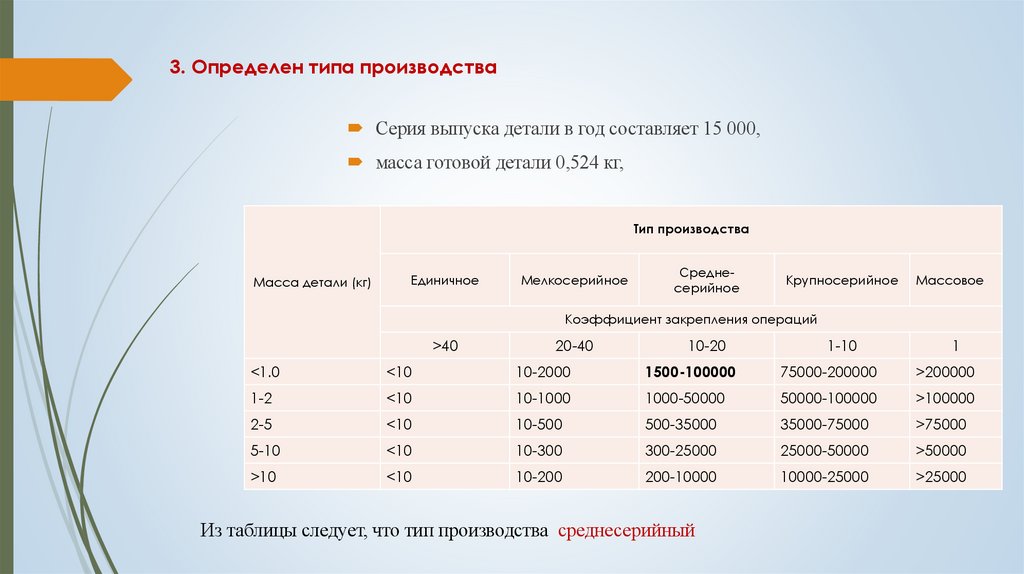
3. Определен типа производстваСерия выпуска детали в год составляет 15 000,
масса готовой детали 0,524 кг,
Тип производства
Масса детали (кг)
Единичное
Мелкосерийное
Среднесерийное
Крупносерийное
Массовое
Коэффициент закрепления операций
>40
20-40
10-20
1-10
1
<1.0
<10
10-2000
1500-100000
75000-200000
>200000
1-2
<10
10-1000
1000-50000
50000-100000
>100000
2-5
<10
10-500
500-35000
35000-75000
>75000
5-10
<10
10-300
300-25000
25000-50000
>50000
>10
<10
10-200
200-10000
10000-25000
>25000
Из таблицы следует, что тип производства среднесерийный
5.
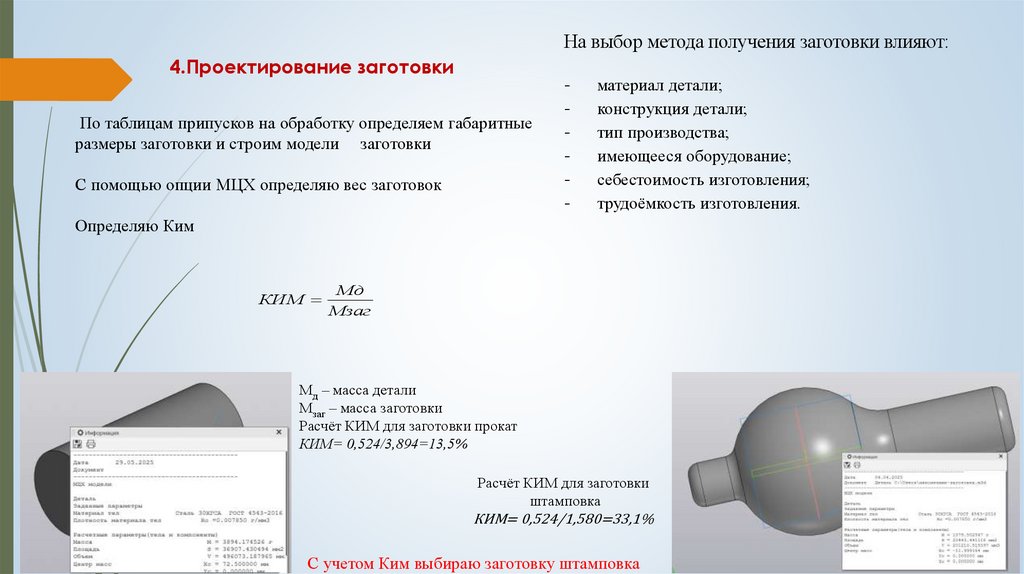
На выбор метода получения заготовки влияют:4.Проектирование заготовки
По таблицам припусков на обработку определяем габаритные
размеры заготовки и строим модели заготовки
С помощью опции МЦХ определяю вес заготовок
-
материал детали;
конструкция детали;
тип производства;
имеющееся оборудование;
себестоимость изготовления;
трудоёмкость изготовления.
Определяю Ким
КИМ
Мд
Мзаг
Мд – масса детали
Мзаг – масса заготовки
Расчёт КИМ для заготовки прокат
КИМ= 0,524/3,894=13,5%
Расчёт КИМ для заготовки
штамповка
КИМ= 0,524/1,580=33,1%
С учетом Ким выбираю заготовку штамповка
6.
7.
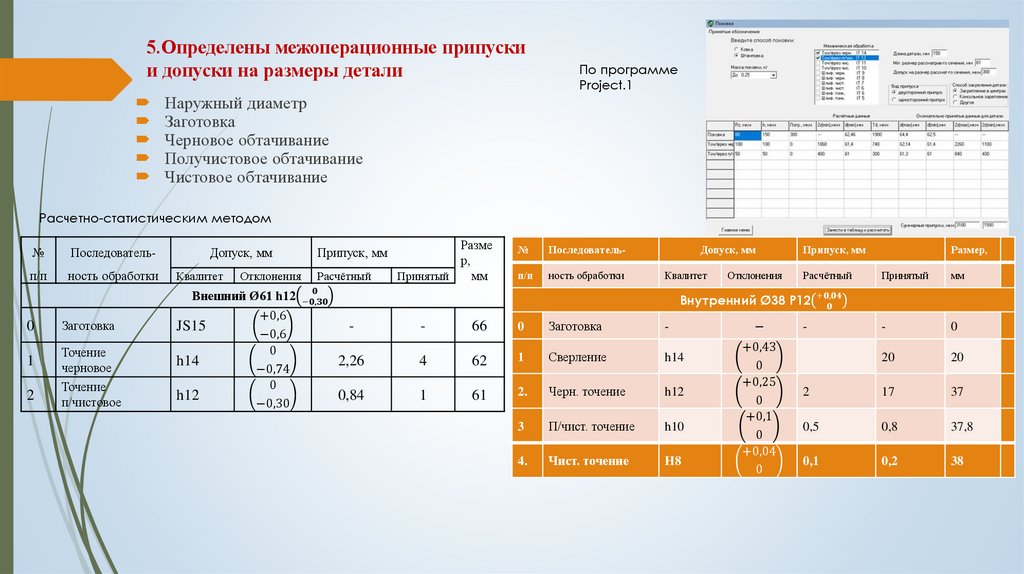
5.Определены межоперационные припускии допуски на размеры детали
По программе
Project.1
Наружный диаметр
Заготовка
Черновое обтачивание
Получистовое обтачивание
Чистовое обтачивание
Расчетно-статистическим методом
№
Последователь-
п/п
ность обработки
Допуск, мм
Квалитет
Отклонения
Припуск, мм
Расчётный
Разме
р,
Принятый
мм
№
Последователь-
п/п
ность обработки
Допуск, мм
Квалитет