












 industry
industrySimilar presentations:










Технологический процесс изготовления ёмкости из листового проката объёмом 0,6 м3
1. ГОСУДАРСТВЕННОЕ ОБЛАСТНОЕ АВТОНОМНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ «ЛИПЕЦКИЙ ИНДУСТРИАЛЬНО-СТРОИТЕЛЬНЫЙ КОЛЛЕДЖ»
Письменная экзаменационная работаТехнологический процесс изготовления ёмкости из листового
проката объёмом 0,6 м3
Выполнил: студент группы 9-21
Жабин Кирилл Сергеевич
Специальность 22.02.06 Сварочное производство
Руководитель работы: Меркулова Татьяна Алексеевна
Липецк 2025
2. Задачи: - дать характеристику свариваемому изделию, графически показать основные элементы конструкции и узлы их соединений; -
ЗАДАЧИ:-ДАТЬ ХАРАКТЕРИСТИКУ СВАРИВАЕМОМУ ИЗДЕЛИЮ, ГРАФИЧЕСКИ ПОКАЗАТЬ ОСНОВНЫЕ ЭЛЕМЕНТЫ
КОНСТРУКЦИИ И УЗЛЫ ИХ СОЕДИНЕНИЙ;
-ДАТЬ ХАРАКТЕРИСТИКУ ПРИМЕНЯЕМОМУ СВАРОЧНОМУ ОБОРУДОВАНИЮ И СБОРОЧНЫМ
ПРИСПОСОБЛЕНИЯМ.
-ОПИСАТЬ СВОЙСТВА ПРИМЕНЯЕМЫХ МАТЕРИАЛОВ ДЛЯ ДУГОВОЙ СВАРКИ, ОПРЕДЕЛИТЬ ХИМИЧЕСКИЙ
СОСТАВ МАТЕРИАЛОВ;
-ОПИСАТЬ ПОСЛЕДОВАТЕЛЬНОСТЬ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА С УЧЁТОМ ВЫБОРА РЕЖИМОВ ДУГОВОЙ
СВАРКИ ИЗДЕЛИЙ;
-ДАТЬ ХАРАКТЕРИСТИКУ КОНТРОЛЮ КАЧЕСТВА, ОПИСАТЬ ВОЗМОЖНЫЕ ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ,
СПОСОБЫ ИХ УСТРАНЕНИЯ;
-ВЫПОЛНИТЬ РАСЧЁТ РАСХОДА МАТЕРИАЛОВ ДЛЯ СВАРОЧНЫХ РАБОТ;
-ПРЕДЛОЖИТЬ БЕЗОПАСНЫЕ УСЛОВИЯ ТРУДА И ОРГАНИЗАЦИЮ РАБОЧЕГО МЕСТА СОГЛАСНО «ПРАВИЛ ПО
ОХРАНЕ ТРУДА ПРИ ВЫПОЛНЕНИИ ЭЛЕКТРОСВАРОЧНЫХ И ГАЗОСВАРОЧНЫХ РАБОТ».
3.
Прямоугольные ёмкости состоят из днища, стенок, крышки. Днищечаще всего бывает плоским, основанием для него может служить
песчаная подушка, покрытая слоем из жидкого битума для
предохранения от коррозии или дополнительная опора со стойками.
Ёмкость имеет размеры 900х1200х600 мм и изготовлена из листового
проката толщиной 5 мм. Усиление не предусмотрено.
4. электрод ы диаметром 4 мм марки МР-З Химический состав материала Ст3сп ГОСТ 380 - 2005
Материалы для дуговой сварки ёмкостиИзготавливается их листов согласно ТУ ГОСТ 14637-89 «ПРОКАТ
ТОЛСТОЛИСТОВОЙ ИЗ УГЛЕРОДИСТОЙ СТАЛИ ОБЫКНОВЕННОГО
КАЧЕСТВА», толщина металла 5 мм
Обозначение стали - Ст3сп ГОСТ 14637-89
ЭЛЕКТРОД Ы ДИАМЕТРОМ 4 ММ МАРКИ МР-З
ХИМИЧЕСКИЙ СОСТАВ МАТЕРИАЛА СТ3СП ГОСТ 380 - 2005
5. Сборочно-сварочное оборудование Сварочный пост - рабочее место сварщика, оборудованное всем необходимым для выполнения
Сборочно-сварочное оборудованиеСварочный пост -рабочее место сварщика, оборудованное всем необходимым для выполнения
сварочных работ. Сварочный пост укомплектован источником питания, электрическими
проводами, сборочно-сварочными приспособлениями и инструментом, щитком или маской.
Листоправильные машины применяются для правки
листового проката и крупногабаритных листовых
заготовок.
Для правки листового металлопроката
применяется машина типа ЛП 16.30
Сборочно-сварочный стенд (общий вид)
6. электрододержатель ЭД-20 и зажим «земля», сварочные провода, Инструмент для зачистки и проверки размеров сварного шва и
Оборудование, приспособления, инструментдля дуговой сварки
В качестве источника питания для дуговой сварки
используется выпрямителя ВД-301УЗ
ЭЛЕКТРОДОДЕРЖАТЕЛЬ ЭД-20 И ЗАЖИМ «ЗЕМЛЯ»,
СВАРОЧНЫЕ ПРОВОДА,
ИНСТРУМЕНТ ДЛЯ ЗАЧИСТКИ И ПРОВЕРКИ РАЗМЕРОВ
СВАРНОГО ШВА И СВАРИВАЕМЫХ КРОМОК:
МЕТАЛЛИЧЕСКАЯ ЩЕТКА, МОЛОТОКШЛАКООТДЕЛИТЕЛЬ, ШАБЛОН УШС-3
7. Выбор режима дуговой сварки К показателям режима сварки относятся тип и марка электрода, диаметр электрода , сила тока,
скорость сварки, угол наклона электрода,напряжение на дуге.
При изготовлении ёмкости из листового металла толщиной 5 мм диаметр
электрода будет равен 4 мм, марки МР-3.
Это электроды с рутиловым покрытием.
По диаметру электрода (4 мм) определяется сила тока по формуле:
Iсв = (20 + 6 × 4) × 4 = 176 А
Сварка выполняется на постоянном токе прямой полярности,
скорость подбирается сварщиком,
длина дуги должна быть в пределах 2-5 мм
8. Операционная технологическая карта на изготовление соединений ёмкости
Характеристика соединенияСварочные (расходные)
материалы
Конструктивные элементы подготовки
Конструктивные элементы
сварного шва, 5264-80
кромок, 5264-80
Деталь – лист, количество - 5
Размер листов – 900х1200х5 мм
Ст3сп ГОСТ 380-2005
Соединение - угловое
Электроды Э46 марки
МР-3, диаметр 4 мм
У4
У4
Разделка кромок – не выполняется
Шов угловой, односторонний
Технологические параметры и режимы сварки
Сварочные
слои
Процесс
сварки
Тип и марка
сварочного
материала
Сварочны
й ток, А
Напряжени
е, В
Тип тока,
полярность
Основной
111
Ст3сп ГОСТ 380-2005
150-170
22-30
Посоянный,
прямая
Электроды Э46
марки МР-3,
диаметр 4 мм
Скорость
сварки,
м/ч
Примечание
30-35
-
9. Контроль качества
- Входной контроль металла (листов, профильного проката) и конструктивныхэлементов металлоконструкций зданий, поступающих на предприятие для
изготовления
- Сварные конструкции контролируются на всех этапах их изготовления
- Систематически проверяются приспособления и оборудование
- Наиболее ответственным является текущий контроль выполнения сварки
Контроль качества швов сварных соединений и размеров их сечений
должен производиться в соответствии со СНиП III-18-75 Металлические
конструкции
Для проведения УЗК применяют ультразвуковой дефектоскоп УД2-70, он
предназначен для контроля продукции на наличие дефектов типа нарушения
сплошности и однородности материалов
10.
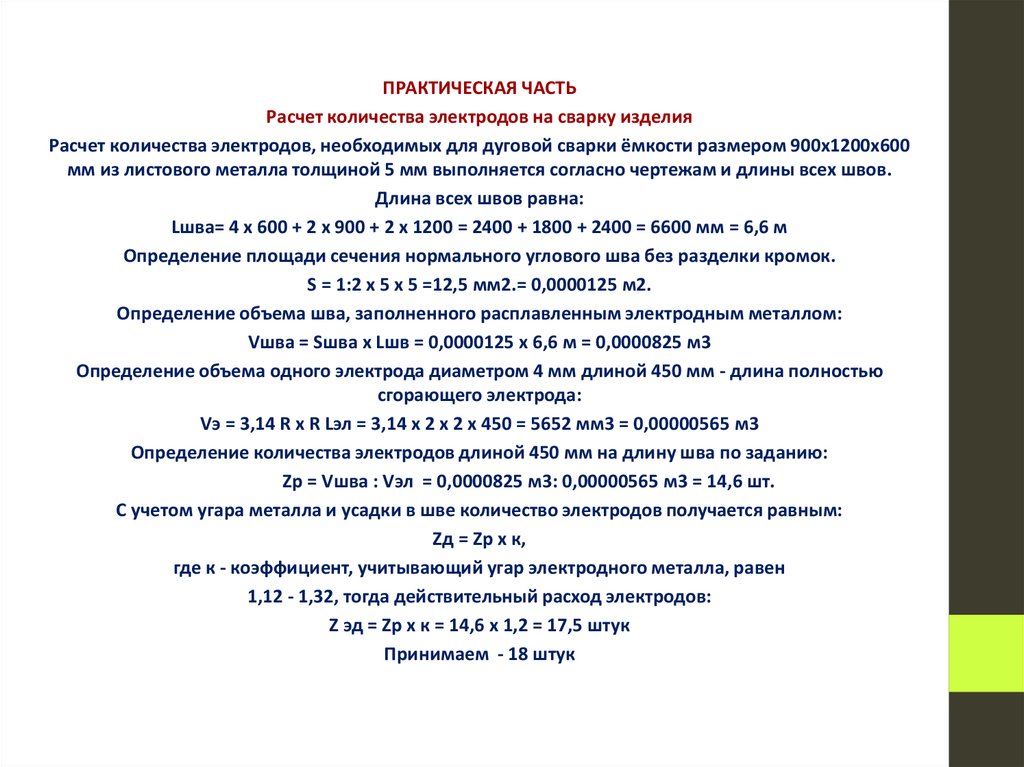
ПРАКТИЧЕСКАЯ ЧАСТЬРасчет количества электродов на сварку изделия
Расчет количества электродов, необходимых для дуговой сварки ёмкости размером 900х1200х600
мм из листового металла толщиной 5 мм выполняется согласно чертежам и длины всех швов.
Длина всех швов равна:
Lшва= 4 х 600 + 2 х 900 + 2 х 1200 = 2400 + 1800 + 2400 = 6600 мм = 6,6 м
Определение площади сечения нормального углового шва без разделки кромок.
S = 1:2 х 5 х 5 =12,5 мм2.= 0,0000125 м2.
Определение объема шва, заполненного расплавленным электродным металлом:
Vшва = Sшва х Lшв = 0,0000125 х 6,6 м = 0,0000825 м3
Определение объема одного электрода диаметром 4 мм длиной 450 мм - длина полностью
сгорающего электрода:
Vэ = 3,14 R х R Lэл = 3,14 х 2 х 2 х 450 = 5652 мм3 = 0,00000565 м3
Определение количества электродов длиной 450 мм на длину шва по заданию:
Zр = Vшва : Vэл = 0,0000825 м3: 0,00000565 м3 = 14,6 шт.
С учетом угара металла и усадки в шве количество электродов получается равным:
Zд = Zр х к,
где к - коэффициент, учитывающий угар электродного металла, равен
1,12 - 1,32, тогда действительный расход электродов:
Z эд = Zр х к = 14,6 х 1,2 = 17,5 штук
Принимаем - 18 штук
11. Планирование сварочного цеха
Схема расположения оборудования строго регламентирована нормами и правиламитехники безопасности в сварных цехах. Планировка определяет безопасность, удобство
передвижения персонала, перемещения деталей, узлов и готовой продукции. Вентиляция
сварочного цеха – наиважнейшая составляющая и одно из главных требований организации
сварочных цехов.
Кроме основного цеха в структуру производства должны входить складские помещения: для
металла, для расходных материалов.
В новых производствах чаще всего сварочные цеха располагают по блочному или модульному
принципу. Вся структурная цепочка располагается на одной линии с необходимой
последовательностью перемещения, начиная от исходных материалов, заканчивая готовой
продукцией.
Площадь на 1 единицу оборудования в зависимости от длины сварных
сборочных единиц, м2
Оборудование
Для дуговой сварки
мелкие длиной до 0,8 м
12 - 15
средние длиной
от 0,8 до 2,5 м
крупные длиной
от 2,5 до 6,0 м
16 - 25
30 - 70
особокрупные
длиной свыше
6,0 м
60 - 100
12. Одежда сварщика изготовляется из тканей, которые должны удовлетворять двум основным требованиям: наружная поверхность одежды
Безопасные условия трудаВсе сварочные работы должны выполняться в соответствии
с требованиями «Правил безопасности при работе с
инструментом и приспособлениями».
К электросварочным, газосварочным и другим огневым
работам допускаются лица не моложе 18 лет, прошедшие
специальную подготовку и проверку теоретических знаний,
практических навыков, знание инструкций по технике
безопасности и правил пожарной безопасности.
ОДЕЖДА СВАРЩИКА ИЗГОТОВЛЯЕТСЯ ИЗ ТКАНЕЙ, КОТОРЫЕ ДОЛЖНЫ УДОВЛЕТВОРЯТЬ
ДВУМ ОСНОВНЫМ ТРЕБОВАНИЯМ: НАРУЖНАЯ ПОВЕРХНОСТЬ ОДЕЖДЫ ДОЛЖНА БЫТЬ
ОГНЕСТОЙКОЙ И ТЕРМОСТОЙКОЙ; ВНУТРЕННЯЯ ПОВЕРХНОСТЬ ОДЕЖДЫ ДОЛЖНА БЫТЬ
ВЛАГОПОГЛОЩАЮЩЕЙ. ИСХОДЯ ИЗ ЭТИХ ТРЕБОВАНИЙ ОДЕЖДУ ДЛЯ СВАРЩИКОВ КУРТКУ И БРЮКИ - ШЬЮТ ИЗ БРЕЗЕНТА, СУКНА, ЗАМШИ, КОМБИНИРОВАННЫХТКАНЕЙ.
ЩИТКИ И МАСКИ ПРИМЕНЯЮТСЯ ДЛЯ ПРЕДОХРАНЕНИЯ ГЛАЗ И КОЖИ ЛИЦА
СВАРЩИКОВ ОТ ВРЕДНОГО ВЛИЯНИЯ ЭЛЕКТРИЧЕСКИХ ЛУЧЕЙ И БРЫЗГ
РАСПЛАВЛЕННОГО МЕТАЛЛА
13. Противопожарные мероприятия, электробезопасность Требования пожарной безопасности к проведению работ по электрической сварке
конструкций, резке металлаизложены в нормативных документах «Правилах по охране труда при производстве газоэлектросварочныхработ»,
ГОСТ 12.3.003-86 Система стандартов безопасности труда (ССБТ). Работы электросварочные. Требования
безопасности.
Сварочные работы относятся к одним наиболее опасным видам работ, выполняемых на промышленном или
бытовом объекте, с точки зрения пожарной безопасности. В процессе их проведения постоянно присутствует
вероятность возникновения возгорания, которое может произойти от раскаленной электрической дуги, пламени
газового резака или разгоряченных частиц металла, образующихся в процессе сварки.
На строительно-монтажной площадке опасными факторами пожара являются: открытый огонь (сварочная дуга,
пламя газовой сварки и резки); искры и частицы расплавленного металла, которые возникают при электросварке и
резке; повышенная температура изделий, которые подвергаются сварке и резке.
Травмы от пожаров могут возникнуть от воспламенения горючих материалов, находящихся вблизи мест
производства сварочных и газорезательныхработ, а также от неисправного состояния электрической проводки.
Причинами пожаров технического характера на площадке являются: неисправность электрооборудования
(короткое замыкание, перегрузки и большие переходные сопротивления); плохая подготовка оборудования.
Организационные мероприятия предусматривают проведение обучений сварщиков правилам пожарной
безопасности на объекте, разработку правил действия рабочего персонала в случае возникновения возгорания,
проведение инструктажей по подготовке рабочего места
14. ГОСУДАРСТВЕННОЕ ОБЛАСТНОЕ АВТОНОМНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ «ЛИПЕЦКИЙ ИНДУСТРИАЛЬНО-СТРОИТЕЛЬНЫЙ КОЛЛЕДЖ»
Письменная экзаменационная работаТехнологический процесс изготовления ёмкости из листового
проката объёмом 0,6 м3
Выполнил: студент группы 9-21
Жабин Кирилл Сергеевич
Специальность 22.02.06 Сварочное производство
Руководитель работы: Меркулова Татьяна Алексеевна
Липецк 2025