



































 industry
industrySimilar presentations:










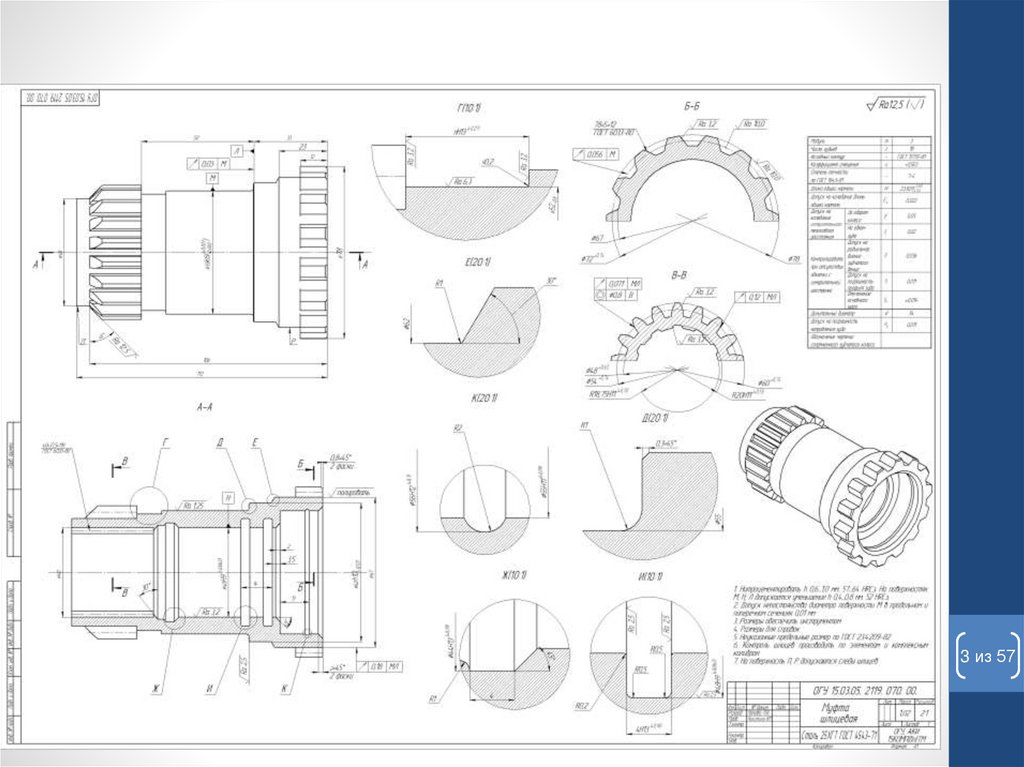
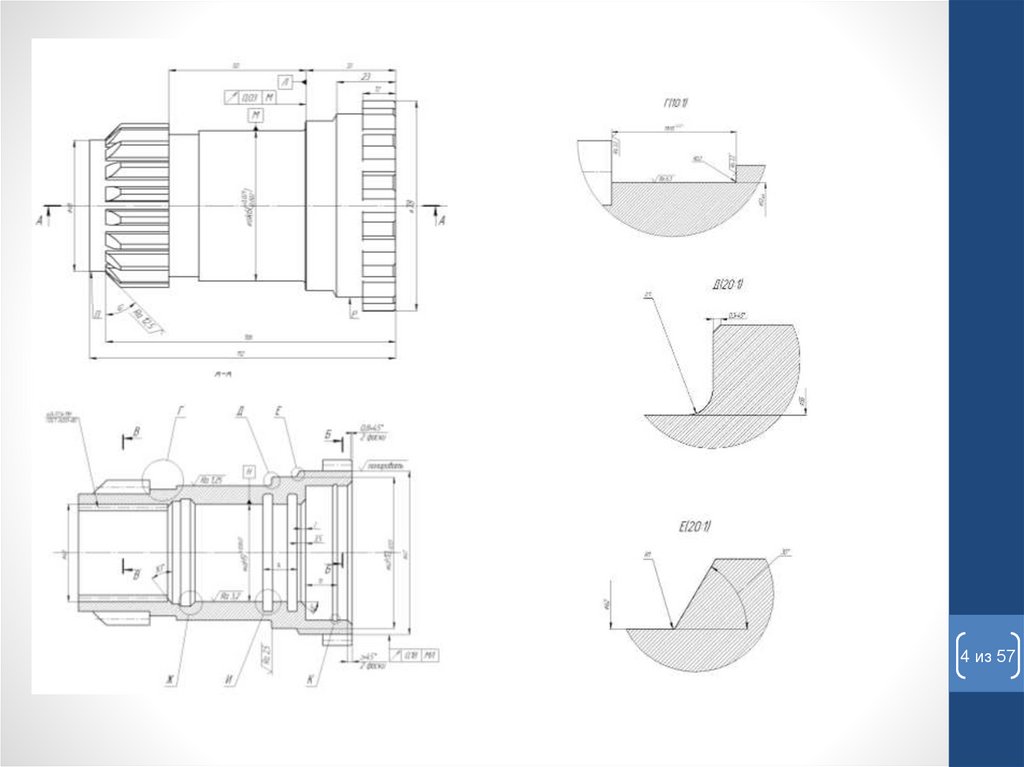
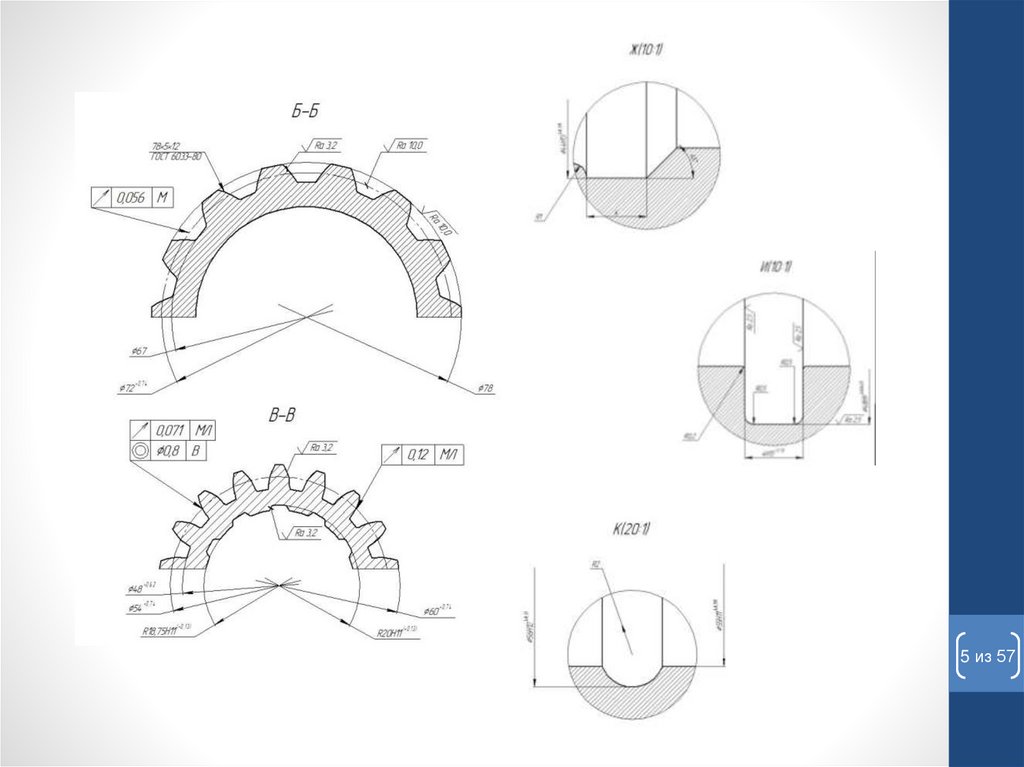
Разработка технологического процесса изготовления детали M35006.83 - «Муфта шлицевая»
1. Разработка технологического процесса изготовления детали M35006.83 – «Муфта шлицевая»
Руководитель: Глинская Н.Ю.Исполнитель: Попова Л.В.
гр. 15КОМП(бп)ТМ
2. 3D модель детали
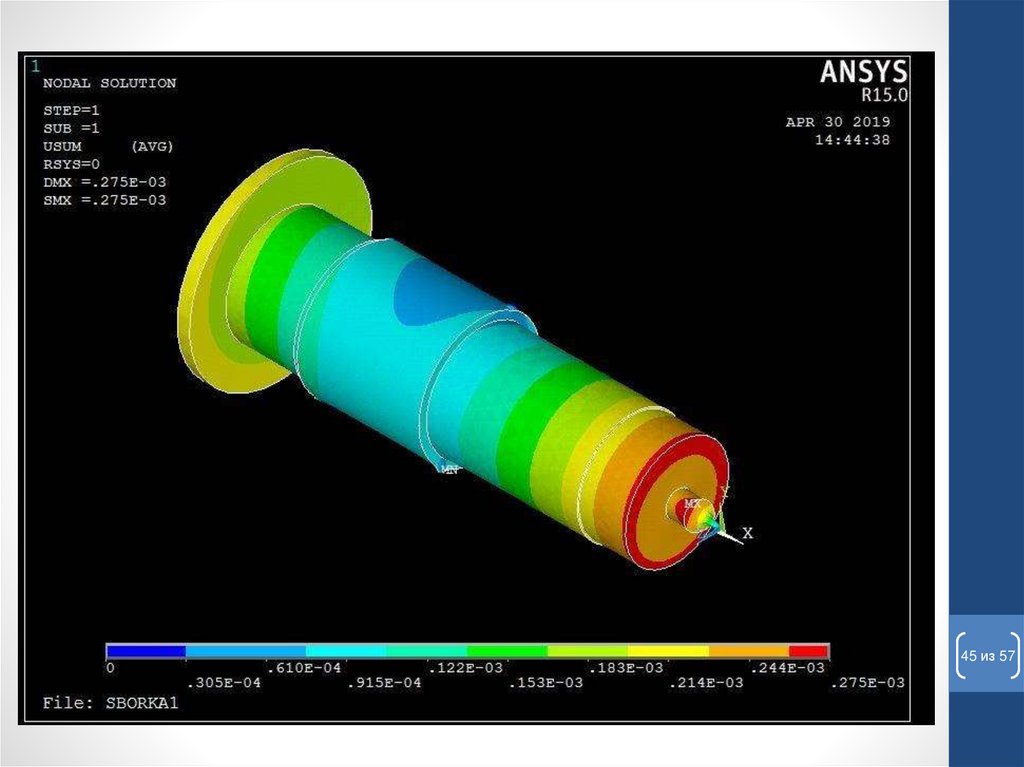
Материал: Сталь 25ХГТ ГОСТ 4545-71Габаритные размеры, мм: L = 112 мм,
D = 78мм, d = 48мм
2 из 57
3.
3 из 574.
4 из 575.
5 из 576. Функциональное назначение поверхностей
6 из 577.
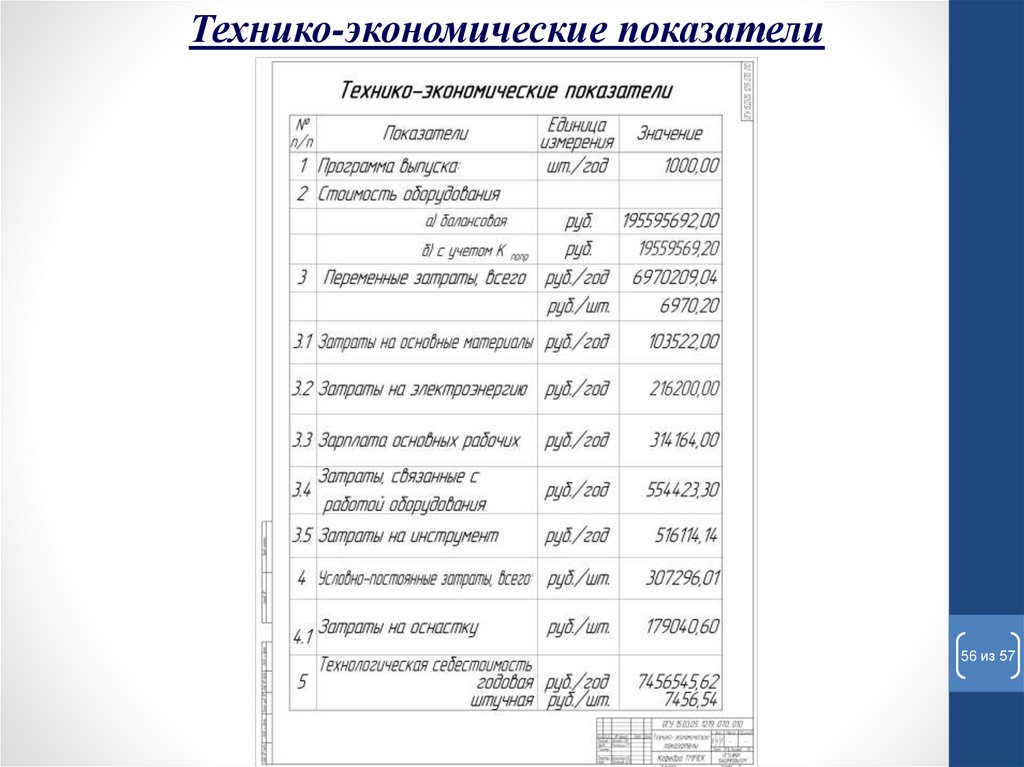
Определение типа производстваОбъём выпуска, шт./год: 1000
Масса, кг: 1,02
Тип производства: Среднесерийный
7 из 57
8. Выбор исходной заготовки
8 из 579. Выбор исходной заготовки
Вид исходнойзаготовки:
поковка
1 вариант
Ковка с помощью
молотов с
подкладными
штампами
2 вариант
штамповка
Вывод: Выбирается 1 вариант
для удобства базирования и изза простоты создания
9 из 57
10. Выбор технологических баз
Для первой ивторой операции
принимаем:
1,2 – двойная
опорная база
(лишает 2
степеней свободы)
3,4,5 –
установочная база
(лишает 3
степени свободы)
6 – опорная база
(лишает 1 степени
свободы)
10 из 57
11. Выбор технологических баз
Для большинства операциипринимаем:
1,2,3,4 – двойная направляющая (лишает 4 степеней
свободы)
5,6 – опорная база (лишает 1 степени свободы)
11 из 57
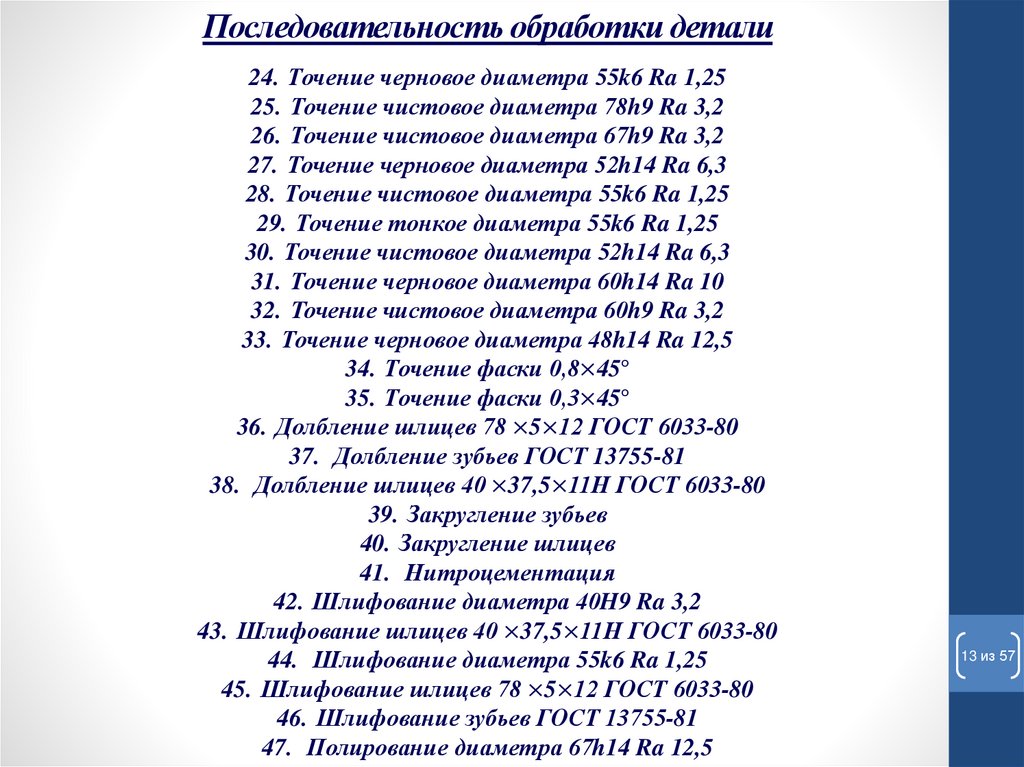
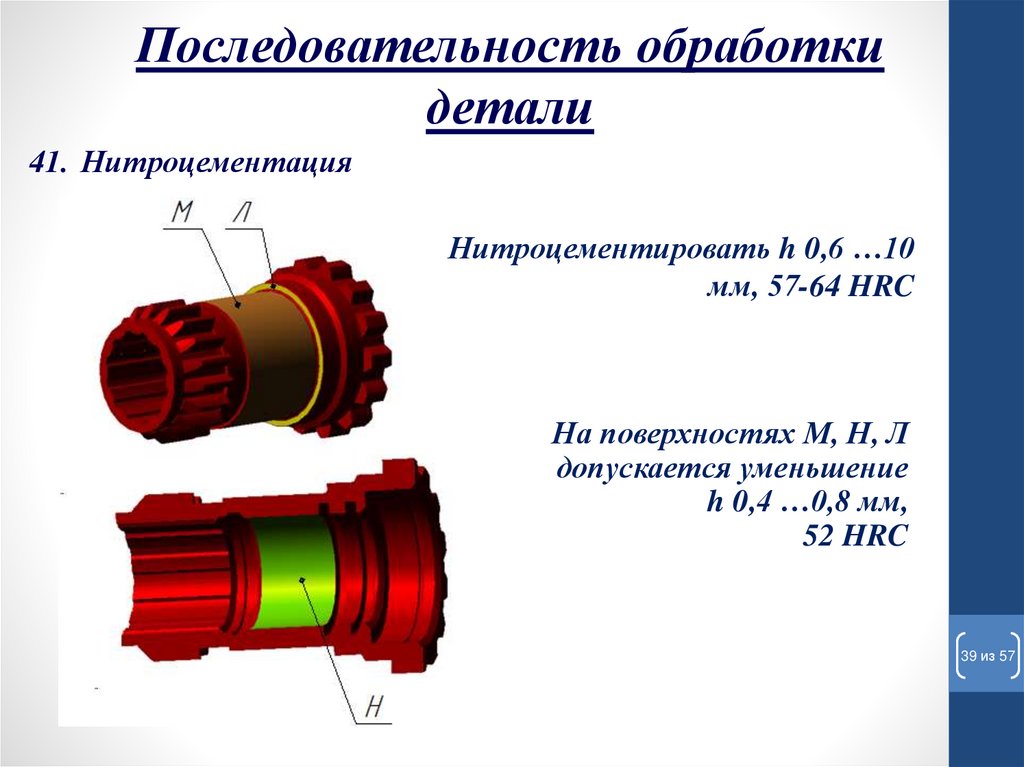
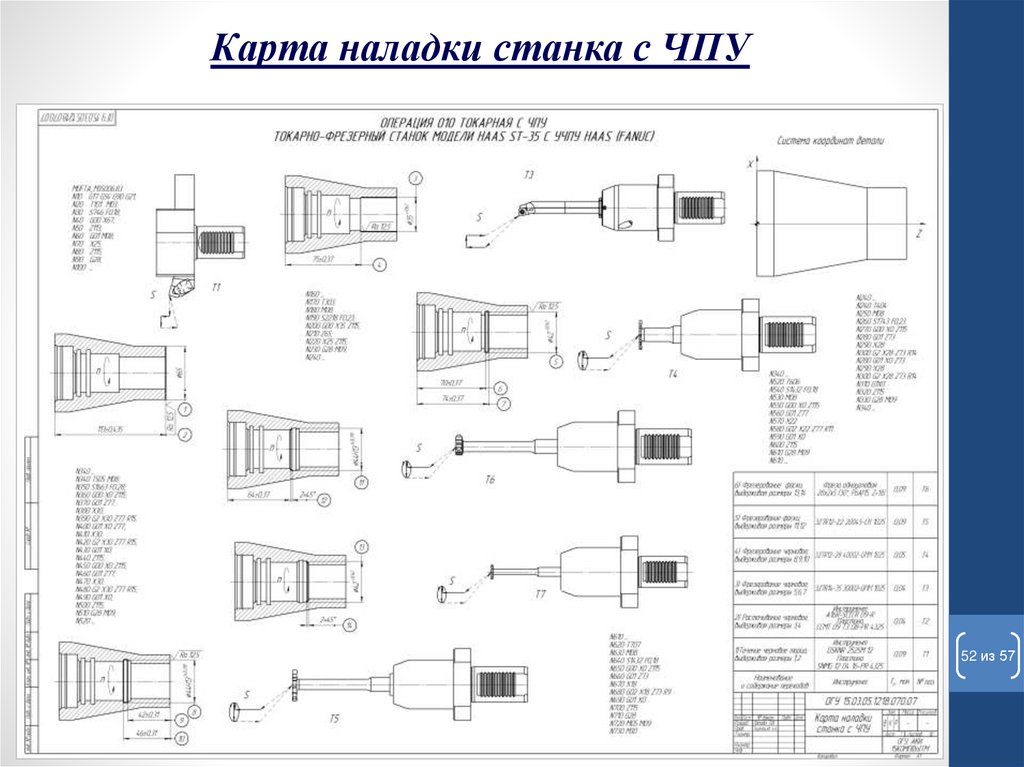
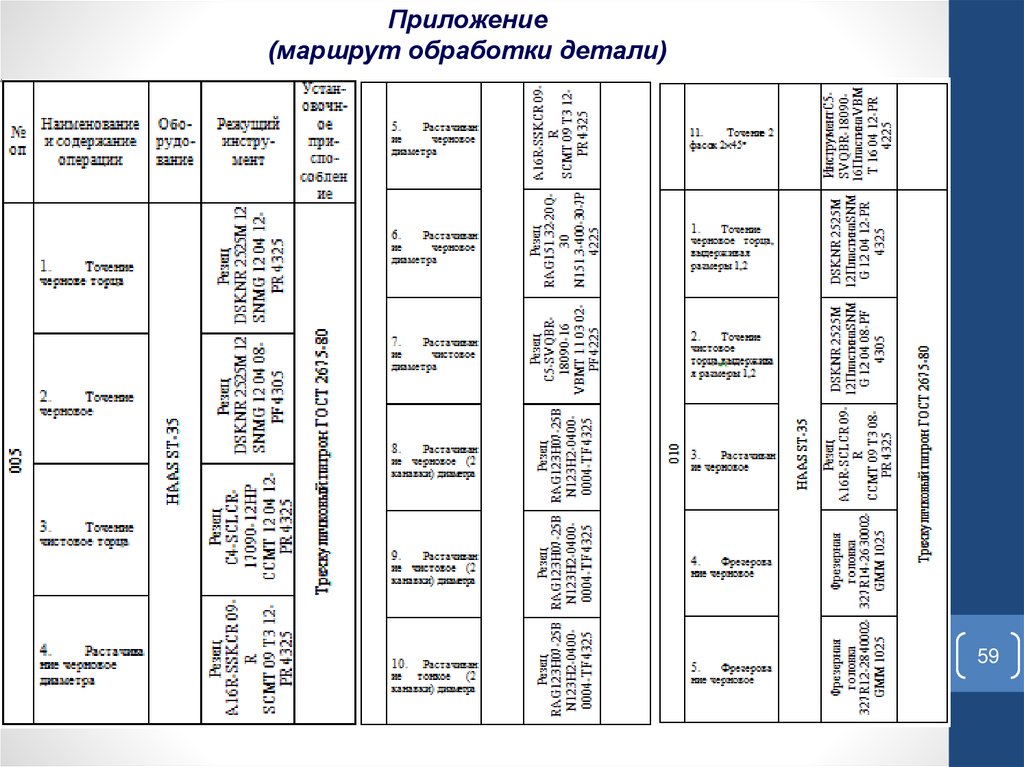
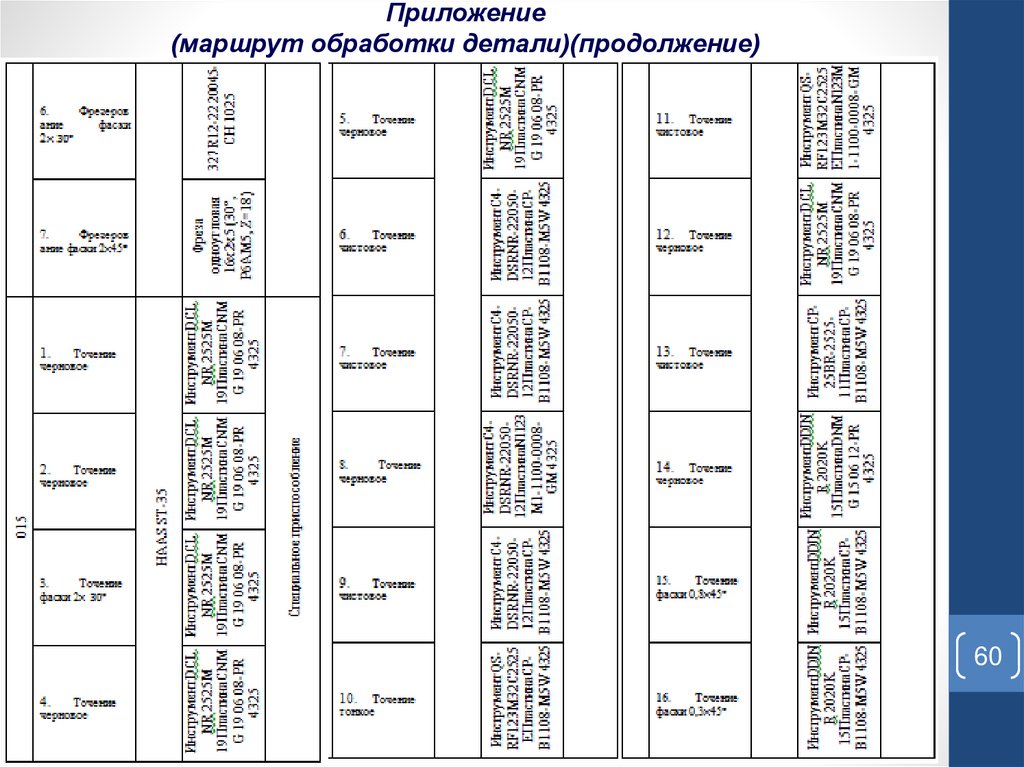
12. Последовательность обработки детали
1. Точение черновое торца диаметром 78h14 Ra 25;2. Точение черновое диаметра 78h14 Ra 12,5
3. Точение чистовое торца диаметром 78h14 Ra 12,5;
4. Растачивание черновое диаметра 55H14 Ra 12,5
5. Растачивание черновое диаметра 56H12 Ra 12,5
6. Растачивание черновое диаметра 40H9 Ra 3,2
7. Растачивание чистовое диаметра 40H9 Ra 3,2
8. Растачивание черновое (2 канавки) диаметра 48H9 Ra 2,5
9. Растачивание чистовое (2 канавки) диаметра 48H9 Ra 2,5
10. Растачивание тонкое (2 канавки) диаметра 48H9 Ra 2,5
11. Точение фаски 2×45°
12. Точение фаски 2×45°
13. Точение черновое торца диаметром 48h14 Ra 25;
14. Точение чистовое торца диаметром 48h14 Ra 12,5;
15. Растачивание черновое диаметра 35H14 Ra 12,5
16. Фрезерование черновое диаметра 42H14 Ra 12,5
17. Фрезерование черновое диаметра 44H13 Ra 12,5
18. Фрезерование фаски 2×