




 programming
programmingSimilar presentations:
")









Автоматическая коррекция радиуса инструмента
1. Автоматическая коррекция радиуса инструмента.
2.
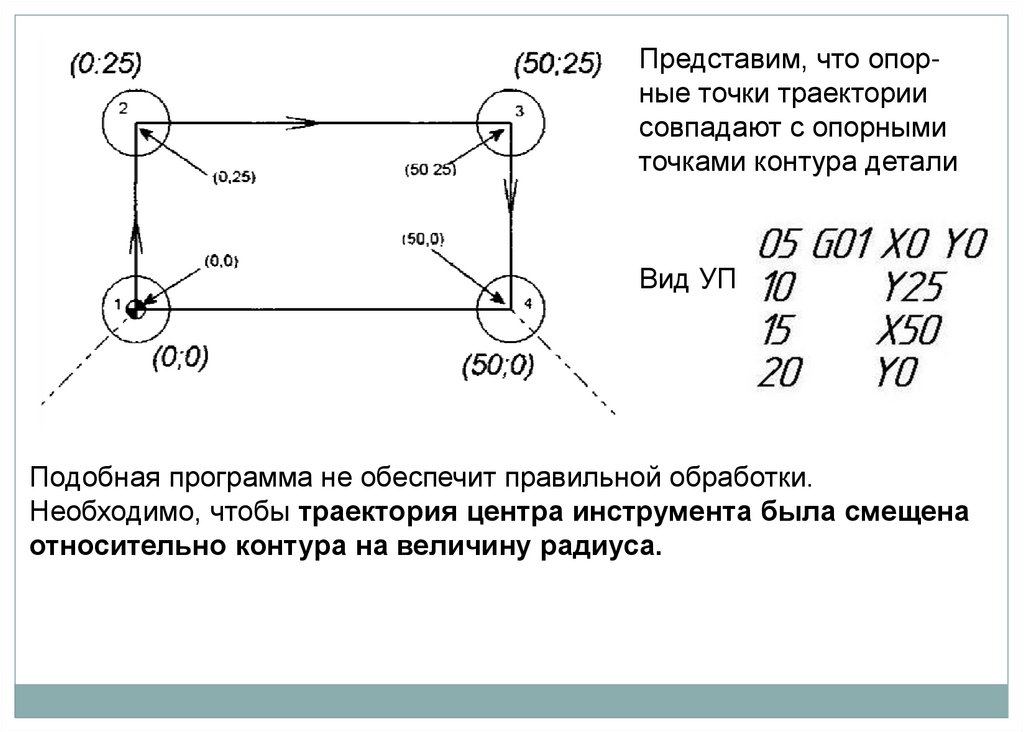
Представим, что опорные точки траекториисовпадают с опорными
точками контура детали
Вид УП
Подобная программа не обеспечит правильной обработки.
Необходимо, чтобы траектория центра инструмента была смещена
относительно контура на величину радиуса.
3.
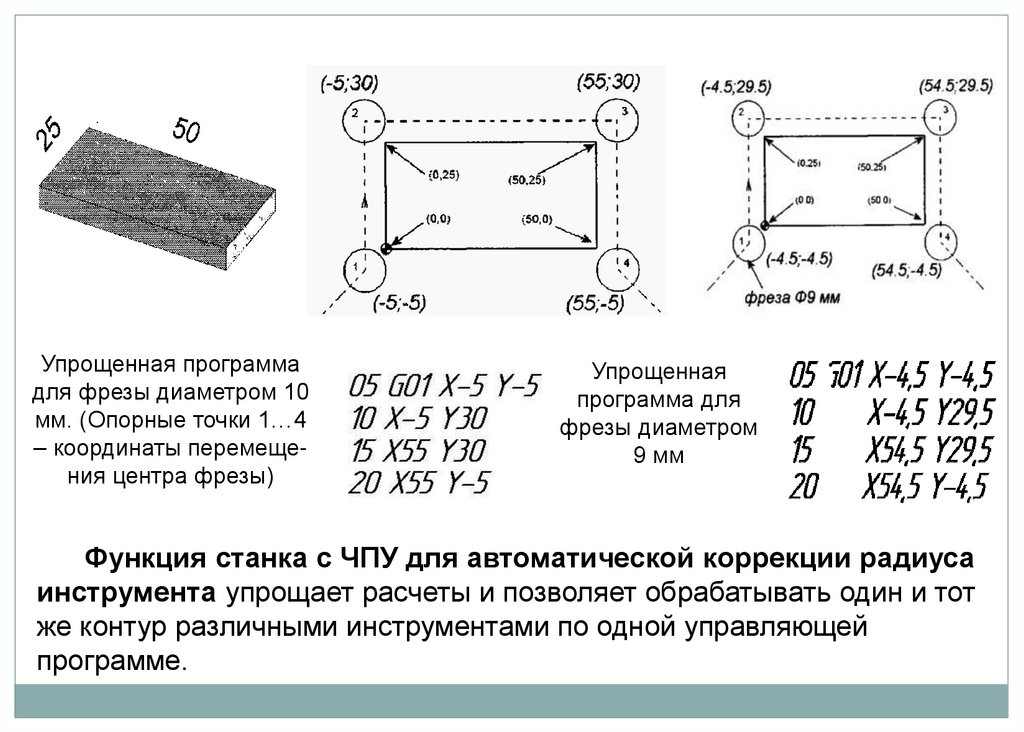
Упрощенная программадля фрезы диаметром 10
мм. (Опорные точки 1…4
– координаты перемещения центра фрезы)
Упрощенная
программа для
фрезы диаметром
9 мм
Функция станка с ЧПУ для автоматической коррекции радиуса
инструмента упрощает расчеты и позволяет обрабатывать один и тот
же контур различными инструментами по одной управляющей
программе.
4.
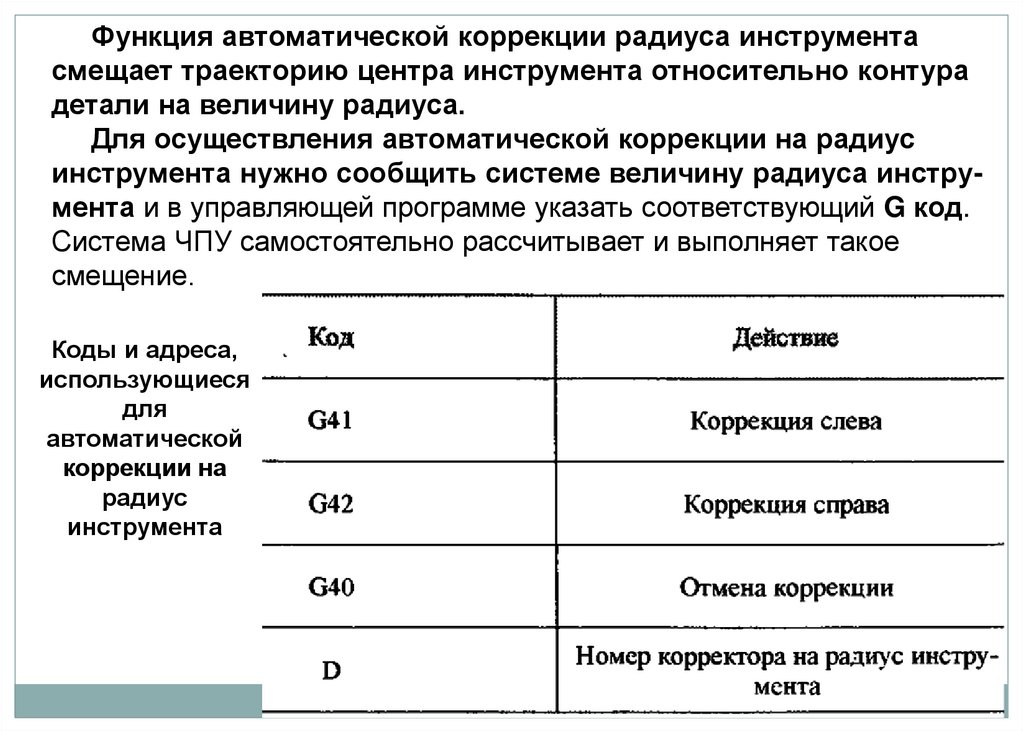
Функция автоматической коррекции радиуса инструментасмещает траекторию центра инструмента относительно контура
детали на величину радиуса.
Для осуществления автоматической коррекции на радиус
инструмента нужно сообщить системе величину радиуса инструмента и в управляющей программе указать соответствующий G код.
Система ЧПУ самостоятельно рассчитывает и выполняет такое
смещение.
Коды и адреса,
использующиеся
для
автоматической
коррекции на
радиус
инструмента
5.
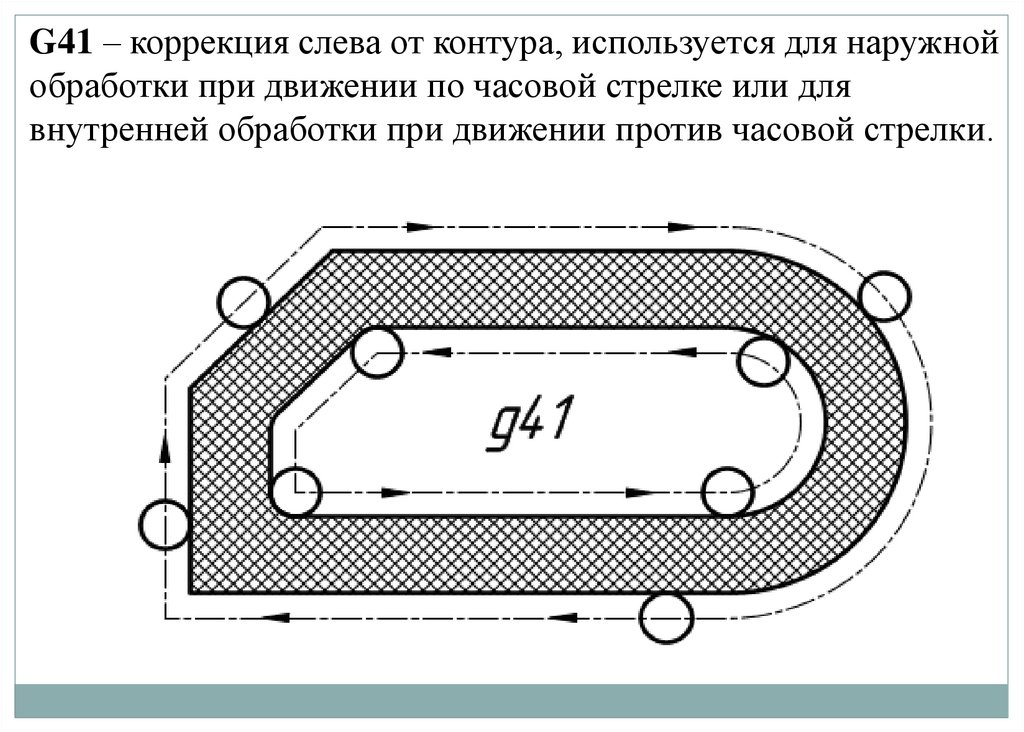
G41 – коррекция слева от контура, используется для наружнойобработки при движении по часовой стрелке или для
внутренней обработки при движении против часовой стрелки.
6.
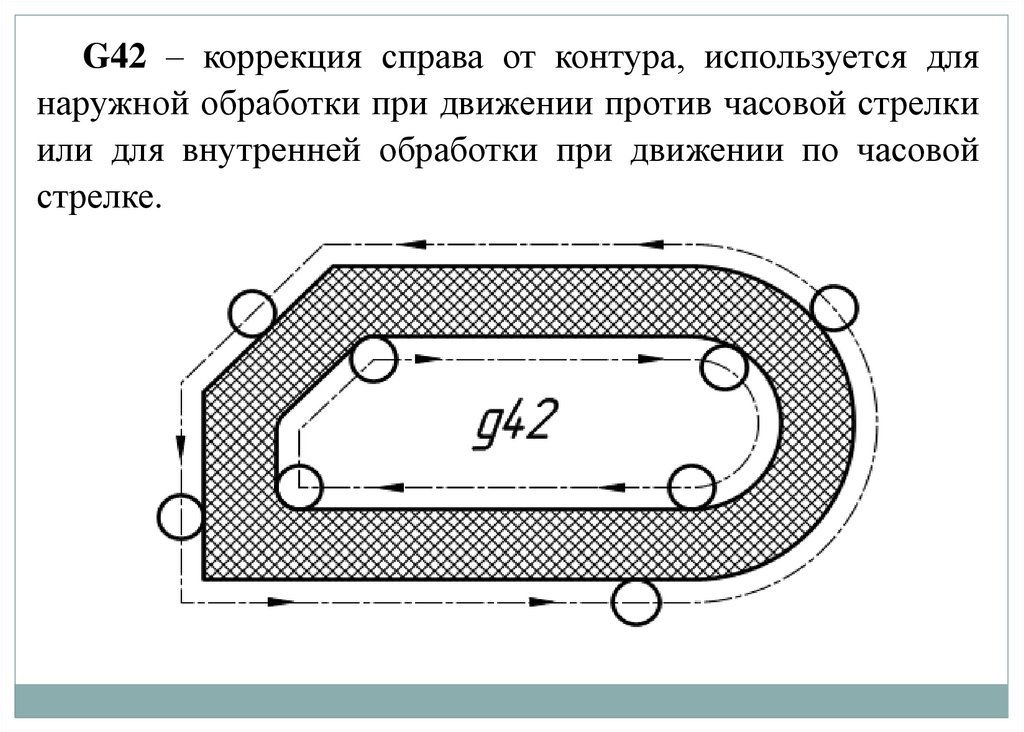
G42 – коррекция справа от контура, используется длянаружной обработки при движении против часовой стрелки
или для внутренней обработки при движении по часовой
стрелке.
7.
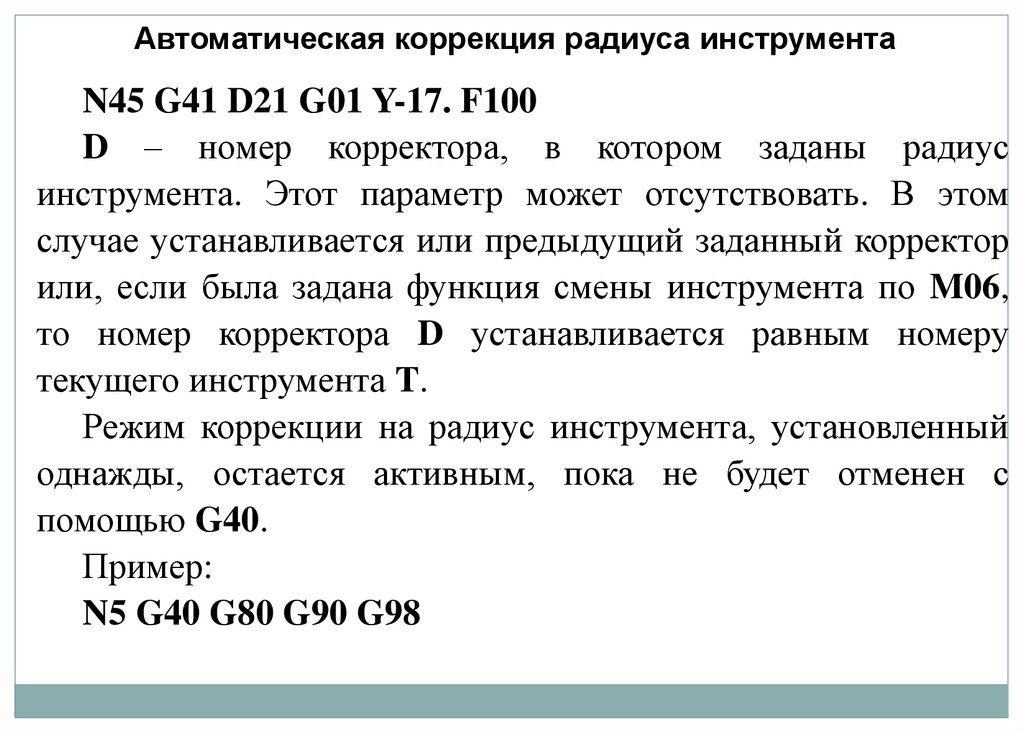
Автоматическая коррекция радиуса инструментаN45 G41 D21 G01 Y-17. F100
D – номер корректора, в котором заданы радиус
инструмента. Этот параметр может отсутствовать. В этом
случае устанавливается или предыдущий заданный корректор
или, если была задана функция смены инструмента по M06,
то номер корректора D устанавливается равным номеру
текущего инструмента T.
Режим коррекции на радиус инструмента, установленный
однажды, остается активным, пока не будет отменен с
помощью G40.
Пример:
N5 G40 G80 G90 G98
8.
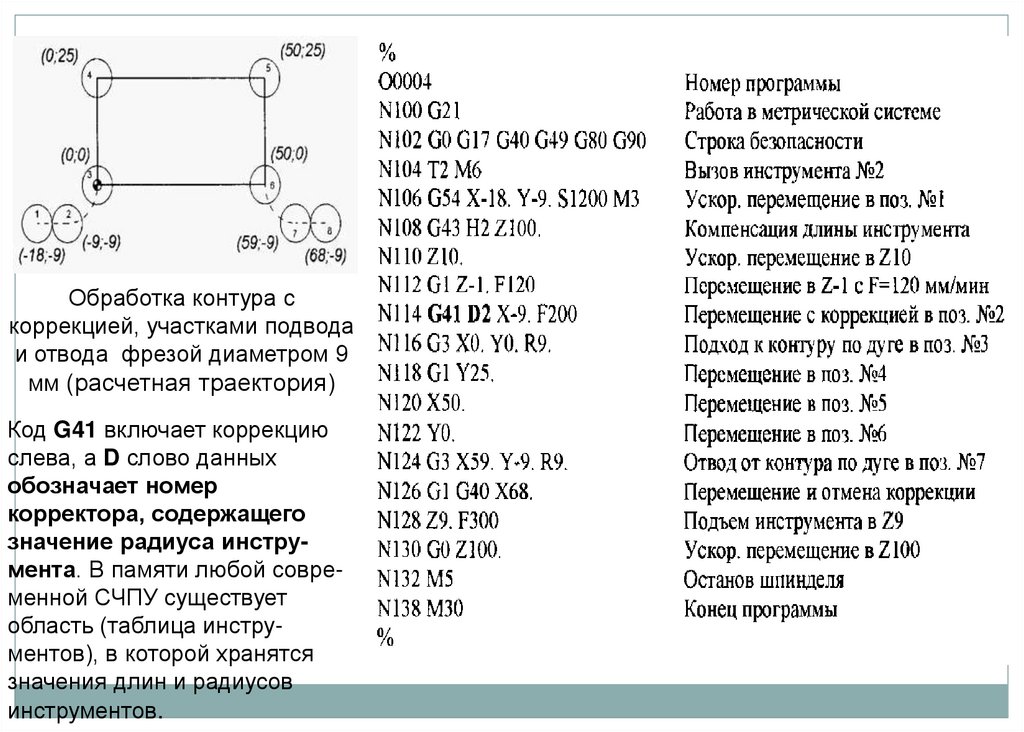
Обработка контура скоррекцией, участками подвода
и отвода фрезой диаметром 9
мм (расчетная траектория)
Код G41 включает коррекцию
слева, а D слово данных
обозначает номер
корректора, содержащего
значение радиуса инструмента. В памяти любой современной СЧПУ существует
область (таблица инструментов), в которой хранятся
значения длин и радиусов
инструментов.
9.
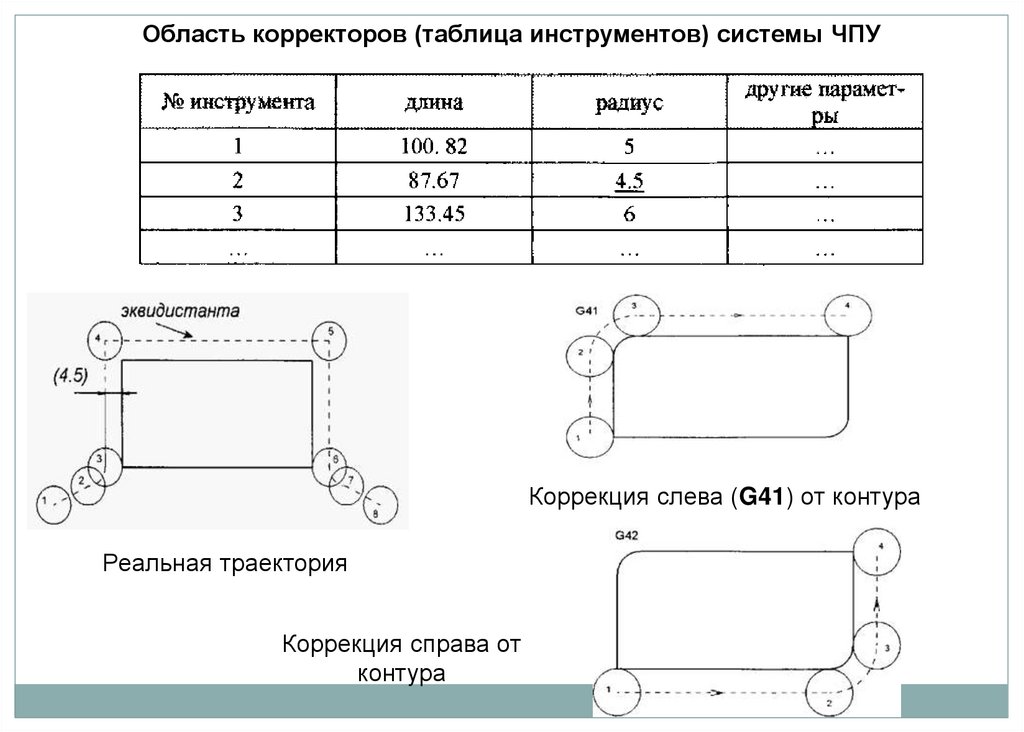
Область корректоров (таблица инструментов) системы ЧПУКоррекция слева (G41) от контура
Реальная траектория
Коррекция справа от
контура
10.
Использование автоматической коррекции на радиусинструмента
Главное назначение этой функции заключается в управлении
размерами детали при фрезеровании.
Предположим, вы обработали контур фрезой диаметром 9 мм по программе с коррекцией на радиус. Естественно, что в корректоре находится
значение радиуса фрезы, равное 4.5 мм. При измерении размеров детали вы обнаружили, что размер 25 мм (стороны прямоугольного контура
выполнен "в плюсе", например 25.02 мм. Может быть, диаметр фрезы
оказался чуть меньшим (последствия износа или погрешность измерения), а может, ее немного отжимало при обработке. В любом случае
инструмента с идеальными размерами не существует. Однако чертеж
требует, чтобы этот размер был выполнен "в номинале" или "в минусе",
например 25-0.02 мм. Что делать? Нужно уменьшить значение радиуса в
корректоре с 4.5 мм до 4.49 мм и запустить обработку новой детали. В
этом случае, система ЧПУ будет считать, что мы используем инструмент с
меньшим радиусом и сместит (приблизит) траекторию центра
инструмента на 4.49 мм относительно исходного контура. Так как на
самом деле используется фреза с радиусом 4.5 мм, то контур после
обработки окажется меньше на 0,02 мм (при обработке уменьшится по
0.01 мм с каждой стороны), то есть мы получим требуемый размер 25 мм.
11. Создать УП для обработки наружного контура детали фрезой диаметром 5 мм с коррекцией на радиус инструмента. Подвод к контуру по
касательной.0
12.
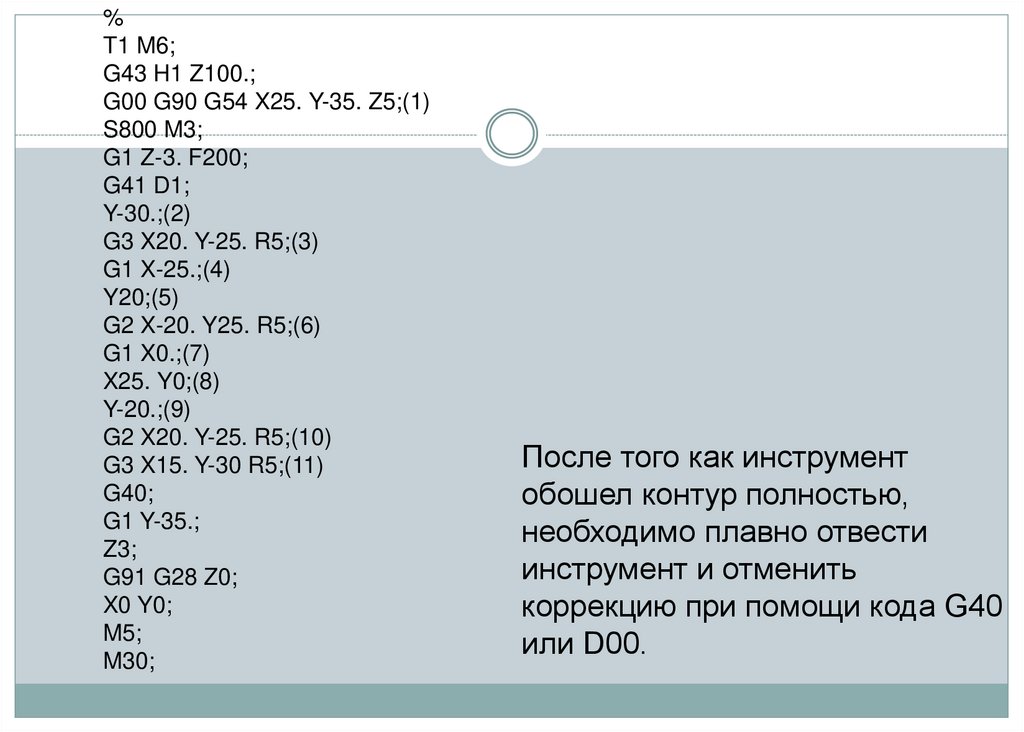
%T1 M6;
G43 H1 Z100.;
G00 G90 G54 X25. Y-35. Z5;(1)
S800 M3;
G1 Z-3. F200;
G41 D1;
Y-30.;(2)
G3 X20. Y-25. R5;(3)
G1 X-25.;(4)
Y20;(5)
G2 X-20. Y25. R5;(6)
G1 X0.;(7)
X25. Y0;(8)
Y-20.;(9)
G2 X20. Y-25. R5;(10)
G3 X15. Y-30 R5;(11)
G40;
G1 Y-35.;
Z3;
G91 G28 Z0;
X0 Y0;
M5;
M30;
После того как инструмент
обошел контур полностью,
необходимо плавно отвести
инструмент и отменить
коррекцию при помощи кода G40
или D00.
13. При программировании контура детали с коррекцией инструмента, необходимо учитывать следующие данные об инструменте:
14.
Радиус инструментаВылет инструмента по оси Z
Тип инструмента (сверло или фреза)
Износ инструмента по оси Z и радиусу
Все данные заносятся и хранятся в корректоре!
15.
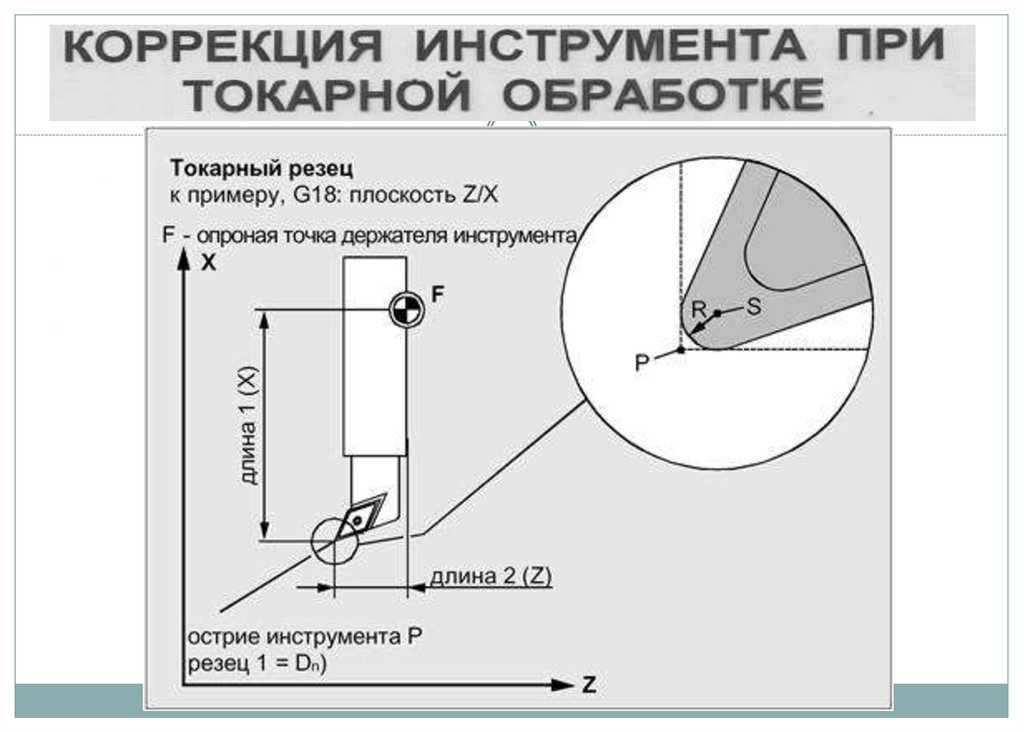
16. В современных УЧПУ задают следующие параметры коррекции на инструмент :
Вылет инструмента в направлении оси Х(определяется относительно базовой точки F);
Вылет инструмента в направлении оси Z;
износ в направлении оси X и Z
Rs- радиус режущей кромки;
Все данные заносятся и хранятся в
корректоре!
17. Пример применения функции коррекции на радиус на токарном станке с ЧПУ
N100 T0404 M06;N102 G00 G90 G57 X10 Z1 S850 M03;
N104 G01 G42 X10 Z0 F0.2(1);
N106 X14 Z-8 (2);
N108 G02 X30 Z-18 R10(3);
N110 G01 Z-30(4);
N112 X36;
N114 G40 X38 (otmena korrekzii);
N116 G00 X60 Z30 M05;
N118 M30;
18.
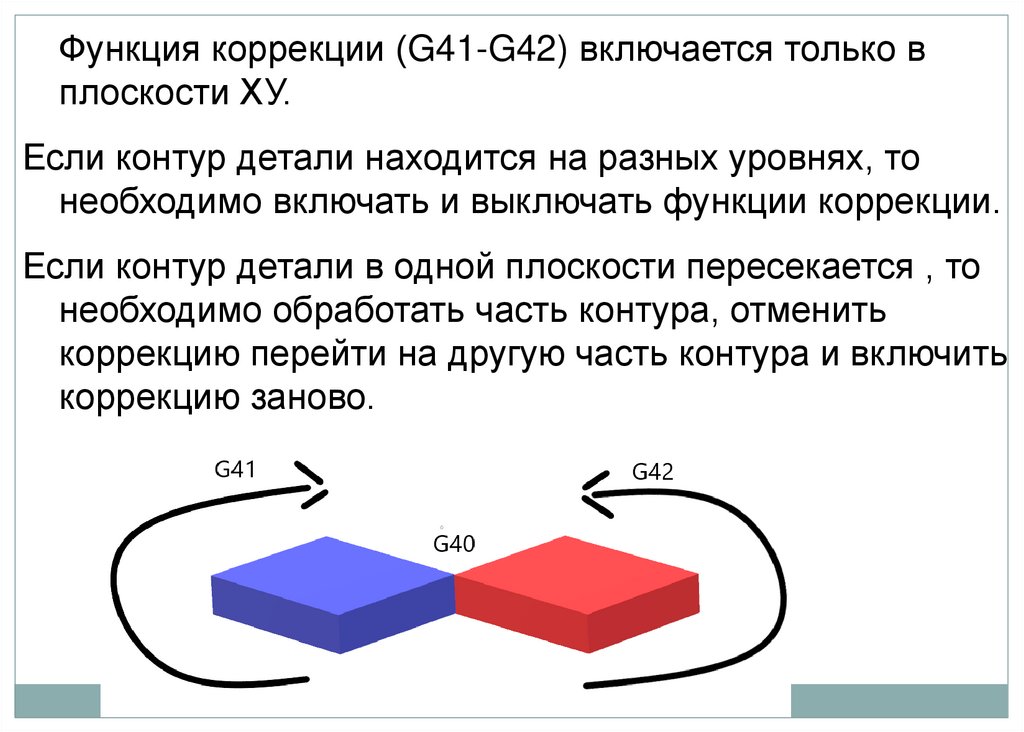
Функция коррекции (G41-G42) включается только вплоскости ХУ.
Если контур детали находится на разных уровнях, то
необходимо включать и выключать функции коррекции.
Если контур детали в одной плоскости пересекается , то
необходимо обработать часть контура, отменить
коррекцию перейти на другую часть контура и включить
коррекцию заново.