






















 programming
programmingSimilar presentations:



")
")
")




Основы программирования токарных операций на станках с ЧПУ
1.
Основы программирования2.
3.
Система координат для программирования точенияВ токарных станках, как правило, используется декартова система координат с двумя осями. Эти оси всегда лежат в одной плоскости, поэтому
такая система координат также называется плоской системой координат. В соответствии с правилами расположения осей декартовой системы
координат плоская система координат в этом случае имеет оси X и Z.
Большинство токарных станков с ЧПУ имеет традиционную для универсальных станков компоновку, поэтому у них ось Z расположена
горизонтально по оси вращения шпинделя, а ось Х относится к диаметру детали и на эскизах обычно изображается вертикально. Расстояние от
данной точки до оси Z определяется как координата X, а расстояние до оси X как координата Z. Значения координат точек на плоскости могут
иметь как положительные, так и отрицательные значения.
4.
Чтобы координаты точек,заданные в управляющей
программе, правильно
соблюдались системой ЧПУ
станка при перемещениях
исполнительных органов, при
работе на станке с ЧПУ, как
правило, необходимо
использовать не одну, а
несколько систем координат,
каждую со своими нулевыми
и исходными точками. К
важнейшим системам
координат относятся
координатная система станка,
координатная система детали
и координатная система
инструмента.
5.
Точка замены инструмента (T)Исходная точка станка(R)
Нулевая точка
инструмента (N)
Нулевая точка станка (М)
Нулевая точка детали (W)
6.
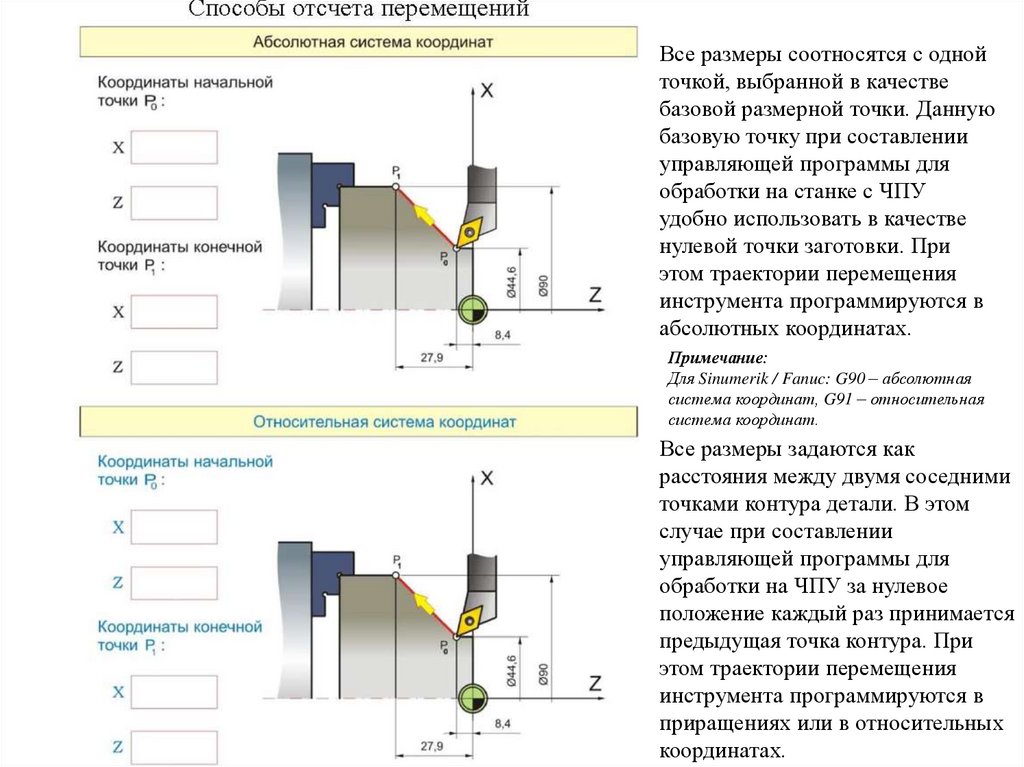
Все размеры соотносятся с однойточкой, выбранной в качестве
базовой размерной точки. Данную
базовую точку при составлении
управляющей программы для
обработки на станке с ЧПУ
удобно использовать в качестве
нулевой точки заготовки. При
этом траектории перемещения
инструмента программируются в
абсолютных координатах.
Примечание:
Для Sinumerik / Fanuc: G90 – абсолютная
система координат, G91 – относительная
система координат.
Все размеры задаются как
расстояния между двумя соседними
точками контура детали. В этом
случае при составлении
управляющей программы для
обработки на ЧПУ за нулевое
положение каждый раз принимается
предыдущая точка контура. При
этом траектории перемещения
инструмента программируются в
приращениях или в относительных
координатах.
7.
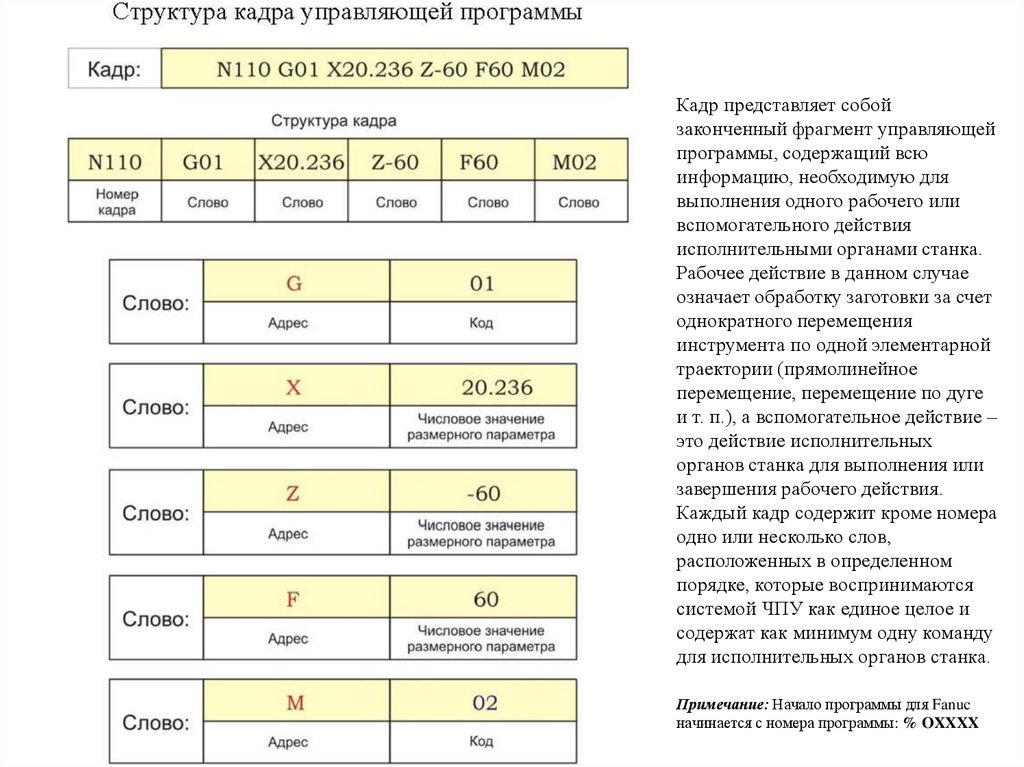
Кадр представляет собойзаконченный фрагмент управляющей
программы, содержащий всю
информацию, необходимую для
выполнения одного рабочего или
вспомогательного действия
исполнительными органами станка.
Рабочее действие в данном случае
означает обработку заготовки за счет
однократного перемещения
инструмента по одной элементарной
траектории (прямолинейное
перемещение, перемещение по дуге
и т. п.), а вспомогательное действие –
это действие исполнительных
органов станка для выполнения или
завершения рабочего действия.
Каждый кадр содержит кроме номера
одно или несколько слов,
расположенных в определенном
порядке, которые воспринимаются
системой ЧПУ как единое целое и
содержат как минимум одну команду
для исполнительных органов станка.
Примечание: Начало программы для Fanuc
начинается с номера программы: % OXXXX
8.
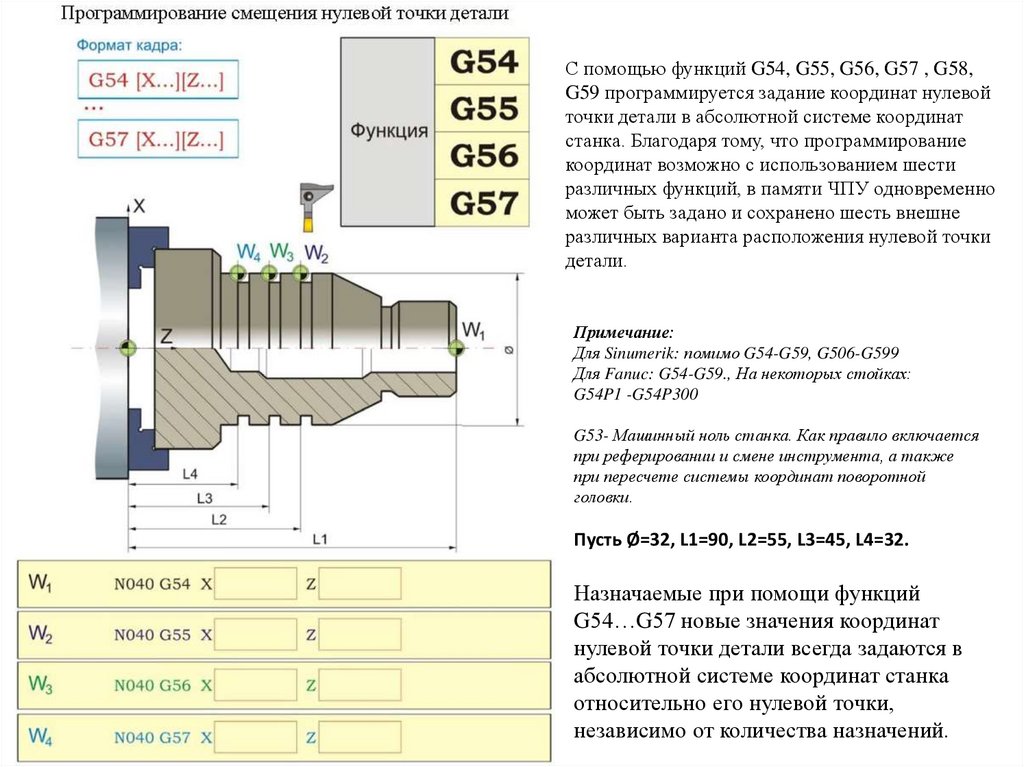
С помощью функций G54, G55, G56, G57 , G58,G59 программируется задание координат нулевой
точки детали в абсолютной системе координат
станка. Благодаря тому, что программирование
координат возможно с использованием шести
различных функций, в памяти ЧПУ одновременно
может быть задано и сохранено шесть внешне
различных варианта расположения нулевой точки
детали.
Примечание:
Для Sinumerik: помимо G54-G59, G506-G599
Для Fanuc: G54-G59., На некоторых стойках:
G54P1 -G54P300
G53- Машинный ноль станка. Как правило включается
при реферировании и смене инструмента, а также
при пересчете системы координат поворотной
головки.
Пусть Ø=32, L1=90, L2=55, L3=45, L4=32.
Назначаемые при помощи функций
G54…G57 новые значения координат
нулевой точки детали всегда задаются в
абсолютной системе координат станка
относительно его нулевой точки,
независимо от количества назначений.
9.
Инструмент перемещается по прямойс максимально возможной подачей в
точку с заданными координатами по
осям X и Z.
Отрезок пути перемещения задается в
декартовых координатах.
Координаты конечной точки
перемещения могут быть заданы как в
абсолютной (G90), так и в
относительной (G91) системе
координат.
Если в кадре УП с функцией G00
помимо адресов с координатами
перемещения запрограммированы
также факультативные адреса,
касающиеся смены инструмента (Т)
и изменения скорости вращения
шпинделя (S), то они будут
выполнены системой ЧПУ в первую
очередь - до начала перемещения
инструмента.
10.
Инструмент перемещается по прямой сзапрограммированной скоростью подачи в
точку с заданными координатами по осям
X и Z.
Отрезок пути перемещения задается в
декартовых координатах.
Координаты конечной точки перемещения
могут быть заданы как в абсолютной
(G90), так и в относительной (G91)
системе координат.
Примечание: Для Sinumerik / Fanuc: Подача G94 – в мм/мин,
G95 - в мм иди дюйм /оборот
Функция G01 – модальная. Если в
последующих кадрах УП формат кадров
не меняется, то задание на линейную
интерполяцию с заданной скоростью
подачи остается в силе, пока не будет
отменено введением новой
подготовительной функции, относящейся
к этой же группе (Группа
«Программирование интерполяции»).
Если формат последующих кадров
меняется, а новая подготовительная
функция из этой же группы не вводится,
то система ЧПУ воспринимает такие
кадры как ошибочные и не выполняет УП.
11.
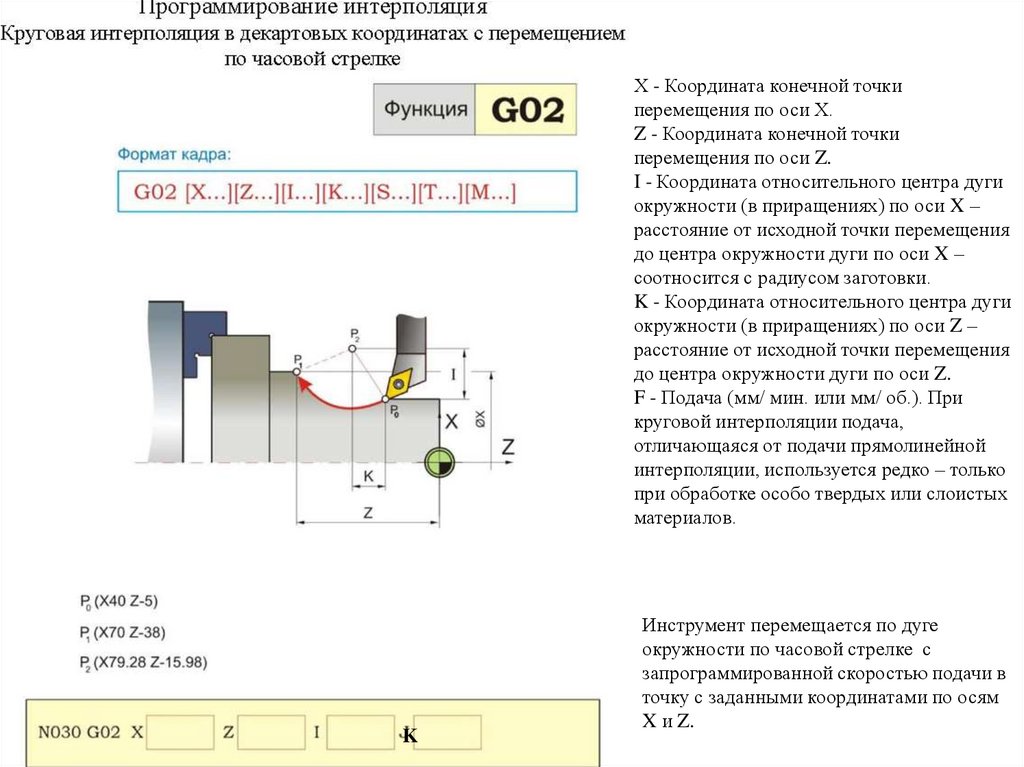
Х - Координата конечной точкиперемещения по оси Х.
Z - Координата конечной точки
перемещения по оси Z.
I - Координата относительного центра дуги
окружности (в приращениях) по оси X –
расстояние от исходной точки перемещения
до центра окружности дуги по оси X –
соотносится с радиусом заготовки.
K - Координата относительного центра дуги
окружности (в приращениях) по оси Z –
расстояние от исходной точки перемещения
до центра окружности дуги по оси Z.
F - Подача (мм/ мин. или мм/ об.). При
круговой интерполяции подача,
отличающаяся от подачи прямолинейной
интерполяции, используется редко – только
при обработке особо твердых или слоистых
материалов.
K
Инструмент перемещается по дуге
окружности по часовой стрелке с
запрограммированной скоростью подачи в
точку с заданными координатами по осям
X и Z.
12.
Если в тексте кадра с функцией G03 неуказано либо слово с адресом I, либо
слово с адресом J, то это означает, что
координата центра дуги окружности по
соответствующей оси совпадает с
исходной точкой перемещения. Если в
тексте кадра не указаны слова с обоими
адресами (I и J), то это означает, что
вместо перемещения по дуге
запрограммировано перемещение по
прямой линии. Современные системы
ЧПУ реальных станков подобный
формат кадра, как правило,
воспринимают как ошибку, о чем
немедленно следует сообщение на
пульте станка.
Инструмент перемещается по дуге
окружности против часовой стрелки с
запрограммированной скоростью
подачи в точку с заданными
координатами по осям X и Z.
K
Если в кадре УП с функцией G03 не
указаны координаты конечной точки
перемещения по всем осям, то система
ЧПУ не выполняет никакого
перемещения и запоминает задание на
функцию быстрого позиционирования.
Если в последующих кадрах УП
содержатся координаты, а
подготовительная функция не
указывается, то система ЧПУ выполняет
быстрое позиционирование в точку с
заданными координатами.
13.
K=AC(…)I=AC(…)
Программирование
окружности в абсолютных
координатах
Пример в абсолютных координатах(Sinumerik):
N…
N120 G0 X12 Z0
N125 G1 X40 Z-25
N130 G3 X70 Z-75 I=AC(33.33) K=AC(-54.25)
N135 G1 Z-95
N…
Программирование
окружности через: радиус
и конечную точку
Пример точения:
N...
N1005 G1 X40 Z-25
N1010 G3 X70 Z-75 CR=30-Sinumerik
N1010 G3 X70 Z-75 R30-Fanuc
N1015 G1 Z-95
N...
R30
CR=30
14.
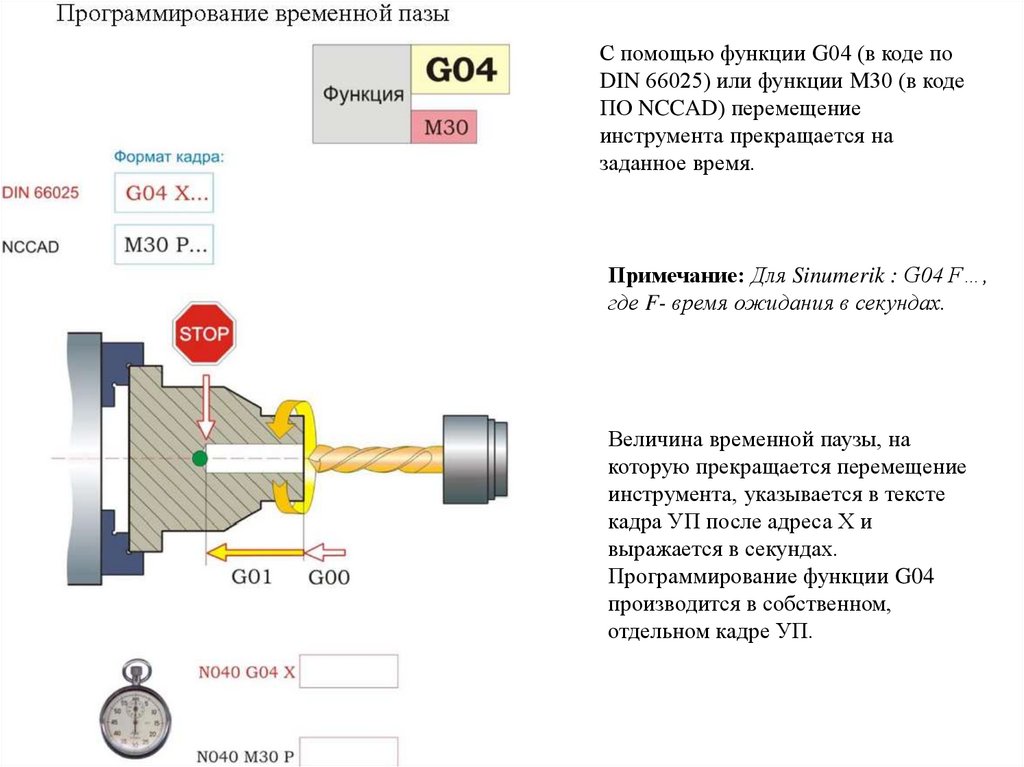
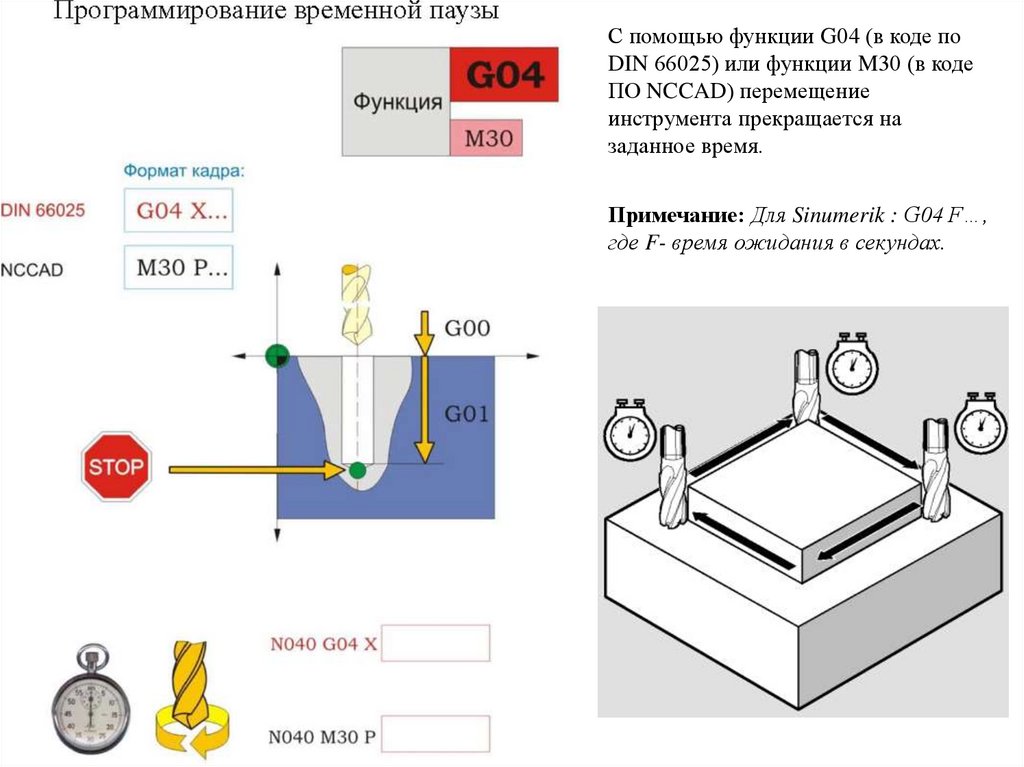
С помощью функции G04 (в коде поDIN 66025) или функции M30 (в коде
ПО NCCAD) перемещение
инструмента прекращается на
заданное время.
Примечание: Для Sinumerik : G04 F…,
где F- время ожидания в секундах.
Величина временной паузы, на
которую прекращается перемещение
инструмента, указывается в тексте
кадра УП после адреса Х и
выражается в секундах.
Программирование функции G04
производится в собственном,
отдельном кадре УП.
15.
16.
Для станков с ЧПУ принята единая системакоординат, рекомендуемая Международной
организацией по стандартизации ИСО:
прямоугольная система координат, которую часто
называют также декартовой системой координат.
Эта система координат в общем случае содержит
три оси X, Y и Z, имеющие общую точку
пересечения и одинаковый геометрический
масштаб, и расположенные взаимно
перпендикулярно друг к другу в пространстве.
1) Ось Z всегда совмещена с осью вращения шпинделя. Ее
положительное направление всегда совпадает с
направлением перемещения от устройства крепления
заготовки к режущему инструменту.
2) Если у станка есть хотя бы одна горизонтальная ось, то
(если это не ось шпинделя) это будет обязательно ось X.
3) Если ось Z расположена горизонтально, то
положительным направлением оси X является направление
вправо, если встать лицом к левому, относительно передней
плоскости, торцу станка. Передняя плоскость станка –
сторона, с которой располагаются пульт и основные органы
управления станком.
4) Если ось Z расположена вертикально, то положительным
направлением оси X является направление вправо, если
встать лицом к передней плоскости станка.
5) Для определения положительного направления оси Y
необходимо повернуть ось X на 90° вокруг оси Z по часовой
стрелке, если смотреть вдоль оси Z в положительном
направлении.
На практике для определения взаимного положения осей в
пространстве часто применяют так называемое правило
правой руки.
17.
Кроме декартовых координат в станках с ЧПУ частоиспользуют систему полярных координат, особенно
для деталей с большим количеством угловых
размеров или с круговой симметрией. Для таких
деталей определение координат точек
составляющих элементов в декартовых координатах
может быть сопряжено со сложными
вычислениями.
Пример: Диск с отверстиями, расположенными по
кругу.
Положение точки на плоскости в полярных
координатах описывается с помощью расстояния
(радиуса) от данной точки до начала координат и
углом между определенной осью координат
(обычно это ось X) и радиусом, проведенным в
данную точку из начала координат, называемым
полюсом.
Описание местонахождения точки в разных
системах координат:
Декартова система координат:
Точка Р имеет координаты
X = 70 и Y = 40.
Полярная система координат:
Местонахождение точки Р определяется
расстоянием (радиусом R) от начала
полярной системы координат (полюса) и
углом φ между радиусом и осью Х:
R = 80,623 и угол φ = 29,745°.
18.
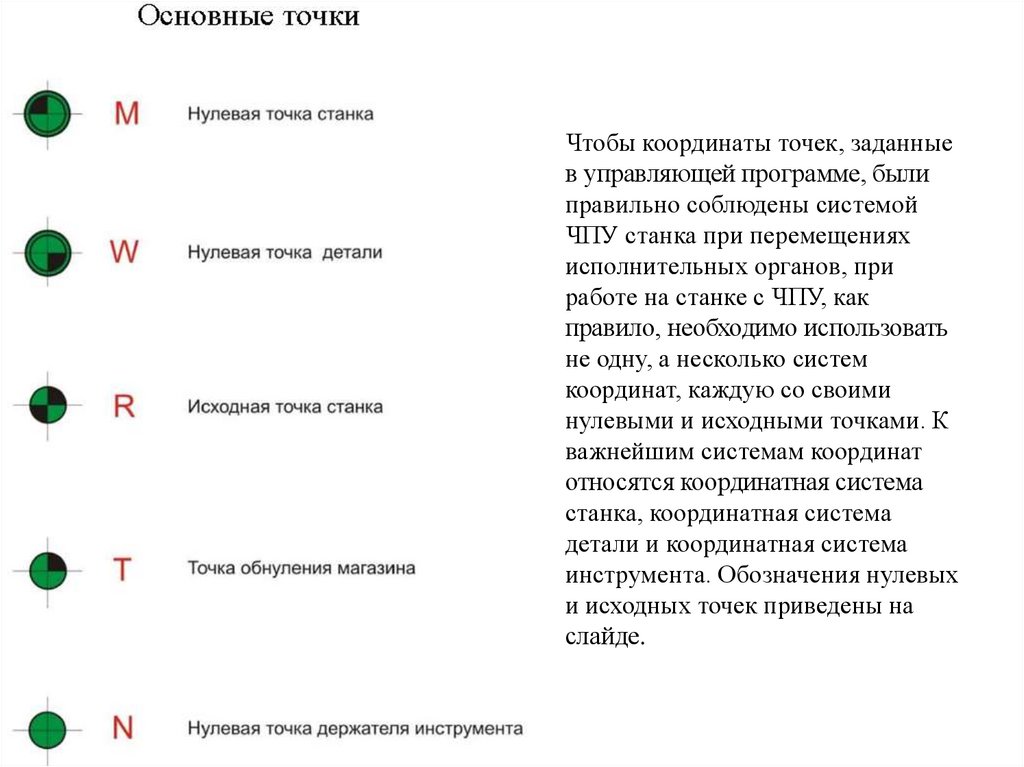
Чтобы координаты точек, заданныев управляющей программе, были
правильно соблюдены системой
ЧПУ станка при перемещениях
исполнительных органов, при
работе на станке с ЧПУ, как
правило, необходимо использовать
не одну, а несколько систем
координат, каждую со своими
нулевыми и исходными точками. К
важнейшим системам координат
относятся координатная система
станка, координатная система
детали и координатная система
инструмента. Обозначения нулевых
и исходных точек приведены на
слайде.
19.
Нулевая точка инструмента (N)Точка замены инструмента (T)
Нулевая точка станка (М)
Нулевая точка детали (W)
Исходная точка станка(R)
20.
Проставление размеров на чертеже детали отодной размерной базы (абсолютный способ
простановки размеров)
Все размеры соотносятся с одной точкой,
выбранной в качестве базовой размерной точки.
Данную базовую точку при составлении
управляющей программы для обработки на
станке с ЧПУ удобно использовать в качестве
нулевой точки заготовки. При этом траектории
перемещения инструмента программируются в
абсолютных координатах.
Примечание:
Для Sinumerik / Fanuc: G90 – абсолютная
система координат, G91 – относительная
система координат.
Проставление размеров в приращениях
(относительный способ простановки размеров)
Все размеры задаются как расстояния между двумя
соседними точками контура детали. В этом случае
при составлении управляющей программы для
обработки на ЧПУ за нулевое положение каждый
раз принимается предыдущая точка контура. При
этом траектории перемещения инструмента
программируются в приращениях или в
относительных координатах.
21.
Число в слове принимает либо значениекода, либо числовое значение какого-либо
размерного или технологического
параметра. В приведенном кадре
присутствуют следующие смысловые
значения чисел:
Слово «G01»
Число «01» обозначает код при адресе
«G»
Слово «X-60»
Число «-60» обозначает числовое
значение
размерного параметра при адресе «X»
Слово «Y20.326»
Число «20.326» обозначает числовое
значение
размерного параметра при адресе «Y»
Слово «F60»
Число «60» обозначает числовое значение
технологического параметра при адресе
«F»
Слово «M03»
Число «03» обозначает код при адресе
«M»
22.
Многие современные станки способныпроизводить обработку с одного установа
в нескольких плоскостях. Такой вид
обработки требует предварительного
задания рабочей плоскости, со стороны
которой инструмент производит
обработку. В общем случае это может
быть либо плоскость XY, либо плоскость
XZ, либо плоскость YZ.
После выполнения обработки в заданной
плоскости систему ЧПУ можно
переключить на перемещение в любой
другой плоскости. Для этого необходимо
задать соответствующую команду (G17,
G18 или G19).
Если в УП не указана рабочая плоскость,
то по умолчанию система ЧПУ считает,
что обработка детали производится в
плоскости XY (G17).
23.
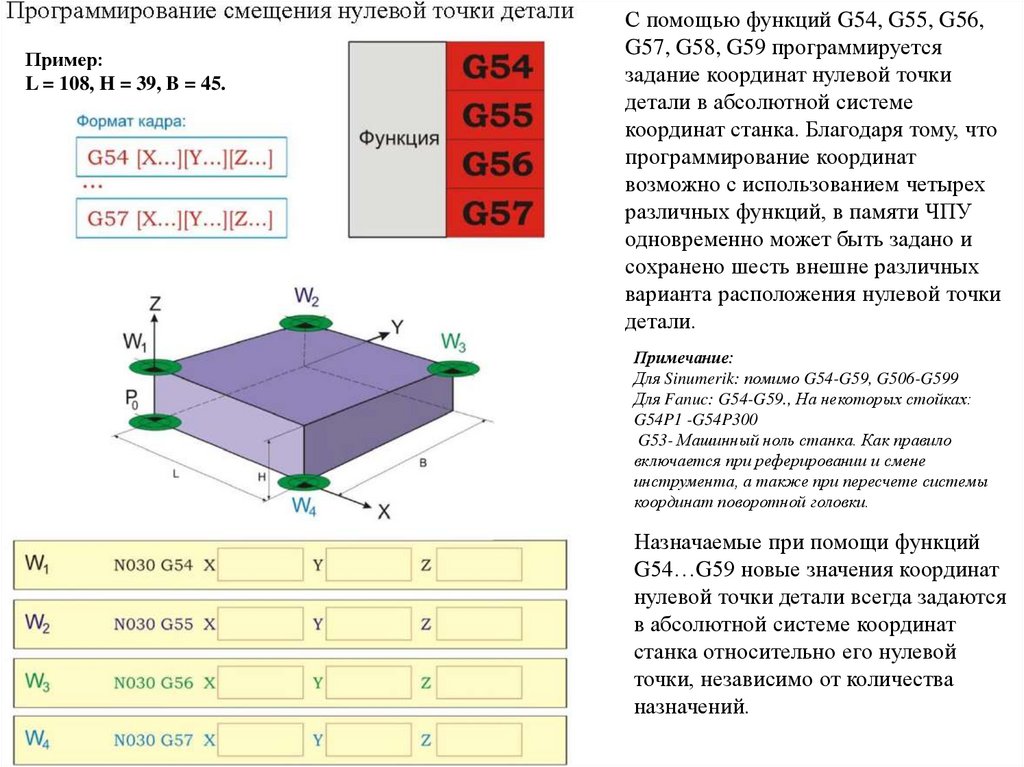
Пример:L = 108, H = 39, B = 45.
С помощью функций G54, G55, G56,
G57, G58, G59 программируется
задание координат нулевой точки
детали в абсолютной системе
координат станка. Благодаря тому, что
программирование координат
возможно с использованием четырех
различных функций, в памяти ЧПУ
одновременно может быть задано и
сохранено шесть внешне различных
варианта расположения нулевой точки
детали.
Примечание:
Для Sinumerik: помимо G54-G59, G506-G599
Для Fanuc: G54-G59., На некоторых стойках:
G54P1 -G54P300
G53- Машинный ноль станка. Как правило
включается при реферировании и смене
инструмента, а также при пересчете системы
координат поворотной головки.
Назначаемые при помощи функций
G54…G59 новые значения координат
нулевой точки детали всегда задаются
в абсолютной системе координат
станка относительно его нулевой
точки, независимо от количества
назначений.
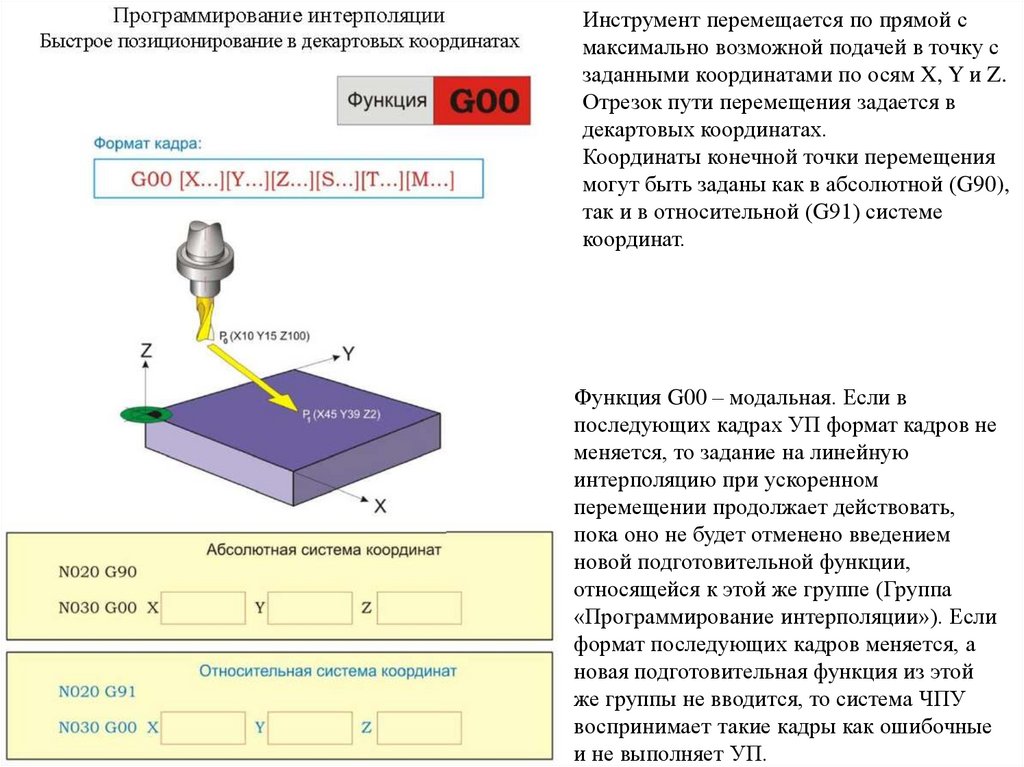
24.
Инструмент перемещается по прямой смаксимально возможной подачей в точку с
заданными координатами по осям X, Y и Z.
Отрезок пути перемещения задается в
декартовых координатах.
Координаты конечной точки перемещения
могут быть заданы как в абсолютной (G90),
так и в относительной (G91) системе
координат.
Функция G00 – модальная. Если в
последующих кадрах УП формат кадров не
меняется, то задание на линейную
интерполяцию при ускоренном
перемещении продолжает действовать,
пока оно не будет отменено введением
новой подготовительной функции,
относящейся к этой же группе (Группа
«Программирование интерполяции»). Если
формат последующих кадров меняется, а
новая подготовительная функция из этой
же группы не вводится, то система ЧПУ
воспринимает такие кадры как ошибочные
и не выполняет УП.
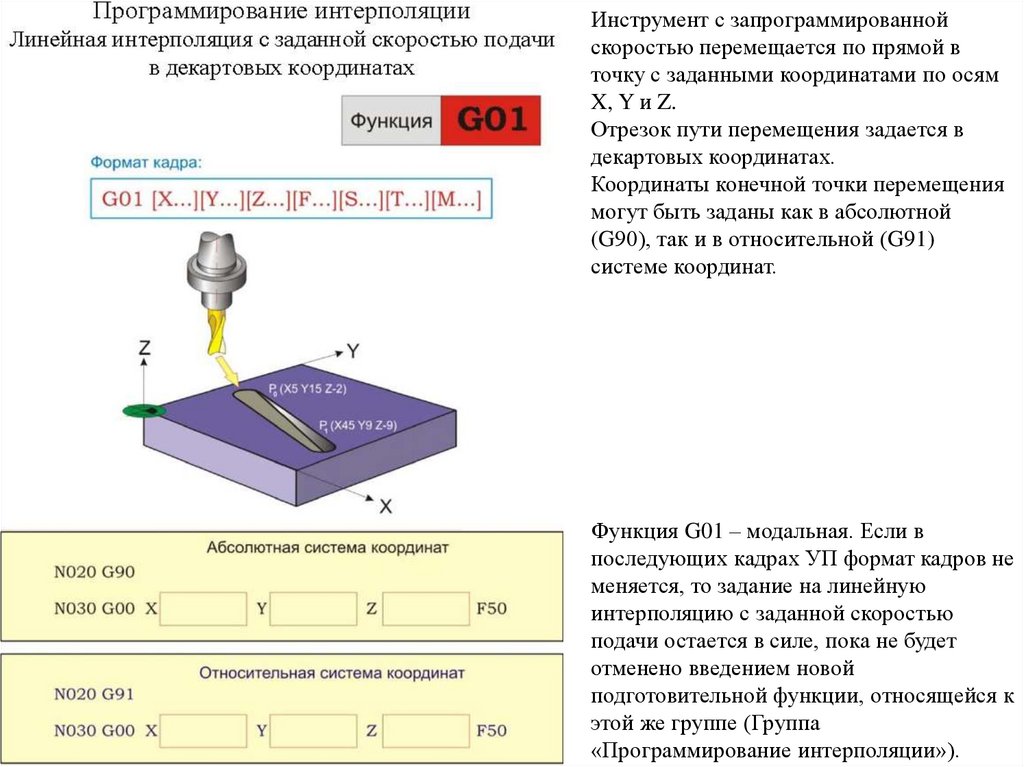
25.
Инструмент с запрограммированнойскоростью перемещается по прямой в
точку с заданными координатами по осям
X, Y и Z.
Отрезок пути перемещения задается в
декартовых координатах.
Координаты конечной точки перемещения
могут быть заданы как в абсолютной
(G90), так и в относительной (G91)
системе координат.
Функция G01 – модальная. Если в
последующих кадрах УП формат кадров не
меняется, то задание на линейную
интерполяцию с заданной скоростью
подачи остается в силе, пока не будет
отменено введением новой
подготовительной функции, относящейся к
этой же группе (Группа
«Программирование интерполяции»).
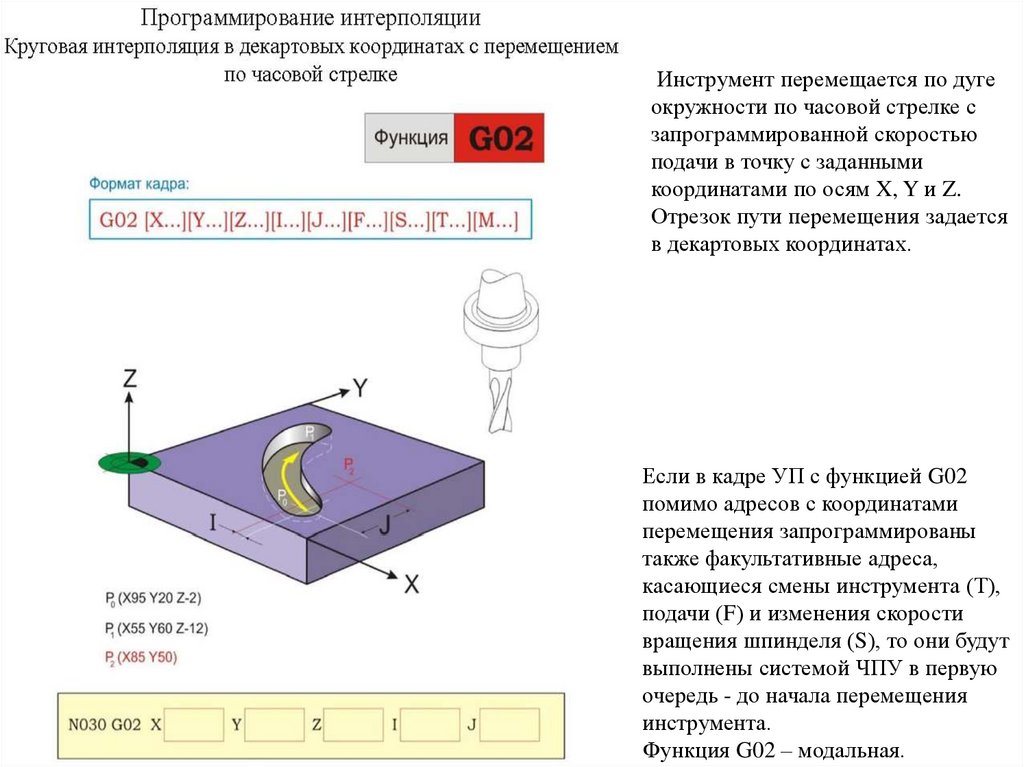
26.
Инструмент перемещается по дугеокружности по часовой стрелке с
запрограммированной скоростью
подачи в точку с заданными
координатами по осям X, Y и Z.
Отрезок пути перемещения задается
в декартовых координатах.
Если в кадре УП с функцией G02
помимо адресов с координатами
перемещения запрограммированы
также факультативные адреса,
касающиеся смены инструмента (Т),
подачи (F) и изменения скорости
вращения шпинделя (S), то они будут
выполнены системой ЧПУ в первую
очередь - до начала перемещения
инструмента.
Функция G02 – модальная.
27.
Инструмент перемещается по дугеокружности против часовой стрелки с
запрограммированной скоростью
подачи в точку с заданными
координатами по осям X, Y и Z.
Отрезок пути перемещения задается в
декартовых координатах.
Если в кадре УП с функцией G03
помимо адресов с координатами
перемещения запрограммированы
также факультативные адреса,
касающиеся смены инструмента (Т),
подачи (F) и изменения скорости
вращения шпинделя (S), то они будут
выполнены системой ЧПУ в первую
очередь - до начала перемещения
инструмента.
Функция G03 – модальная.
28.
Программированиеокружности в абсолютных
координатах
Пример в абсолютных координатах(Sinumerik):
N…
N10 G0 X67.5 Y80.211
N20 G3 X17.203 Y38.029 I=AC(50) J=AC(50)
N…
Программирование
окружности через: радиус
и конечную точку
Пример фрезерования:
N5...
N10...
N15 G0 X67.5 Y80.211
N20 G3 X17.203 Y38.029 CR=34.913 –
Sinumerik
N20 G3 X17.203 Y38.029 R34.913–Fanuc
N25 ...
29.
С помощью функции G04 (в коде поDIN 66025) или функции M30 (в коде
ПО NCCAD) перемещение
инструмента прекращается на
заданное время.
Примечание: Для Sinumerik : G04 F…,
где F- время ожидания в секундах.
30.
Пример задания ключевыхточек при
токарной обработке
31.
Пример задания ключевыхточек при фрезерной обработке
32.
Использование коррекции на радиусинструмента при работе на
токарных станках
33.
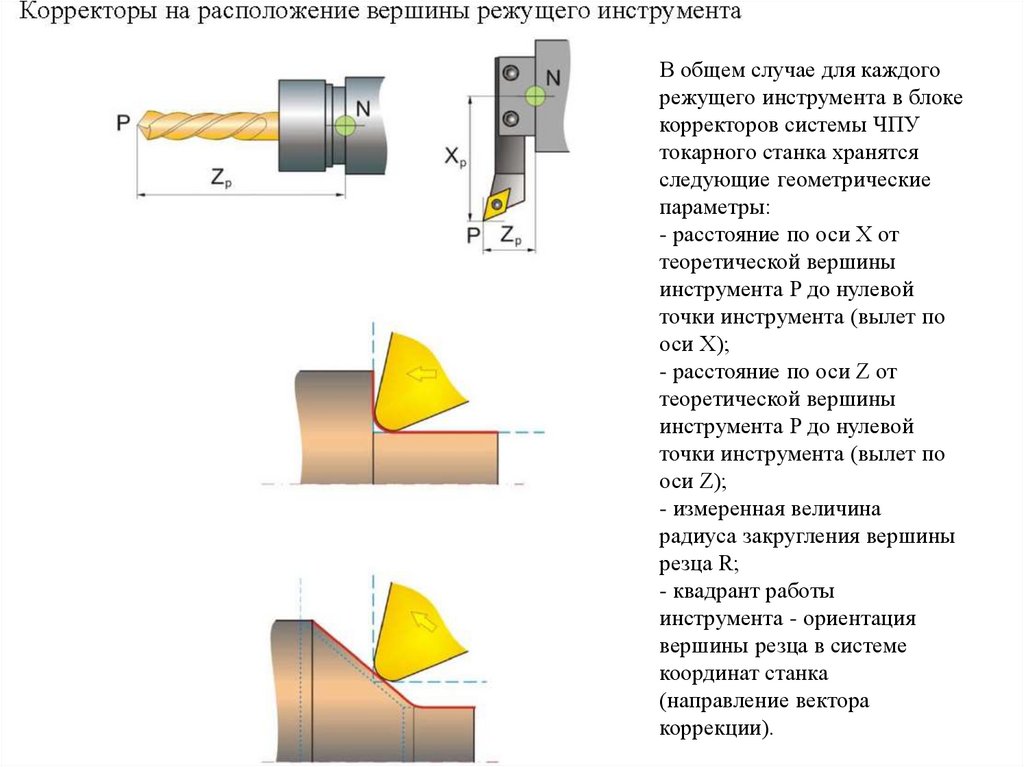
В общем случае для каждогорежущего инструмента в блоке
корректоров системы ЧПУ
токарного станка хранятся
следующие геометрические
параметры:
- расстояние по оси Х от
теоретической вершины
инструмента P до нулевой
точки инструмента (вылет по
оси X);
- расстояние по оси Z от
теоретической вершины
инструмента P до нулевой
точки инструмента (вылет по
оси Z);
- измеренная величина
радиуса закругления вершины
резца R;
- квадрант работы
инструмента - ориентация
вершины резца в системе
координат станка
(направление вектора
коррекции).
34.
Для Fanuc – задается номер резца(T)(2-проходной, 3- расточной)
Для Sinumerik – задается
изображение резца в первом
столбце ввода коррекции
(проходной, расточной и т.д.)
Направление вектора
коррекции
Ориентация вершины резца в
пространстве задается при
помощи вектора коррекции от
центра закругления вершины
резца к его теоретической
вершине P.
Вектор коррекции вершины
резца:
Направление вектора
коррекции задается с помощью
проекций вектора на
координатные оси станка. Для
этого в большинстве систем
ЧПУ приняты следующие
условные обозначения:
проекция вектора коррекции на
ось X обозначается буквой I;
проекция вектора коррекции на
ось Z – буквой K.
35.
Пример:G40
G40
G40
G41
G40
G41
<1> G42 G00 X60 Z0 G40
<2> G01 X120 Z-150 F10
<3> G40 G00 X300 Z0
G41
G41G42
G40
G42
G41
G41
36.
Использование коррекции на радиуси длину инструмента при работе на
фрезерных станках
37.
Программирование коррекции на длину инструментаИнструмент, используемый при
фрезеровании помимо диаметра,
имеет свою длину, которая во всех
случаях разная.
Для того чтобы компенсировать
разницу по длине инструмента,
предусмотрены
следующие
подготовительные функции
G43 – коррекция на длину
инструмента – положительная (+)
G44 – коррекция на длину
инструмента – отрицательная (-)
G49 – отмена коррекции на
длину инструмента
Дополнительная информация:
В случае изменения величины смещения путём изменения номера корректора старая величина смещения просто заменяется
новой, и нельзя предполагать, что новая величина прибавляется к старой.
Коррекция длины инструмента в данном УЧПУ возможна по любой из осей, причём величина смещения будет вводиться в
зависимости от функции G17, G18, G19 по осям Z, Y, X соответственно.
Ввод и вывод коррекции на длину инструмента производится независимо от того задано в кадре с G43 (G44) перемещение по
корректируемой оси или нет. Если перемещение не задано, то ввод коррекции производится на скорости ускоренного перемещения.
Примечание:
Для Fanuc: Hxx – номер корректора по высоте. Пример G43 Z100 H01.
38.
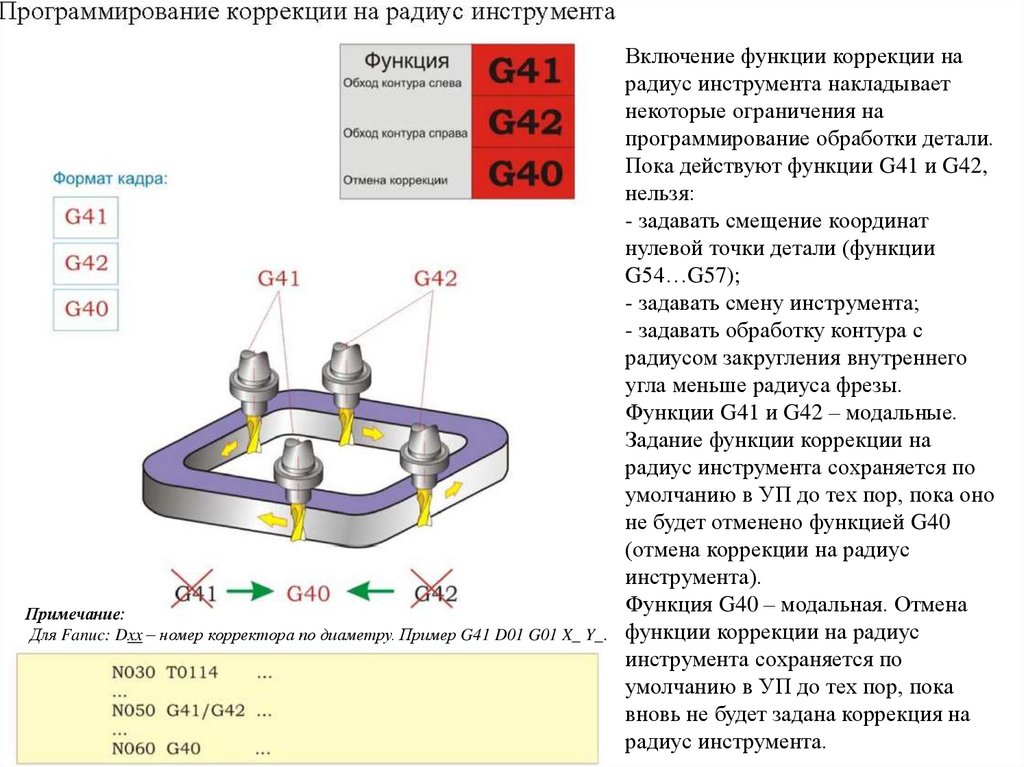
Примечание:Для Fanuc: Dxx – номер корректора по диаметру. Пример G41 D01 G01 X_ Y_.
Включение функции коррекции на
радиус инструмента накладывает
некоторые ограничения на
программирование обработки детали.
Пока действуют функции G41 и G42,
нельзя:
- задавать смещение координат
нулевой точки детали (функции
G54…G57);
- задавать смену инструмента;
- задавать обработку контура с
радиусом закругления внутреннего
угла меньше радиуса фрезы.
Функции G41 и G42 – модальные.
Задание функции коррекции на
радиус инструмента сохраняется по
умолчанию в УП до тех пор, пока оно
не будет отменено функцией G40
(отмена коррекции на радиус
инструмента).
Функция G40 – модальная. Отмена
функции коррекции на радиус
инструмента сохраняется по
умолчанию в УП до тех пор, пока
вновь не будет задана коррекция на
радиус инструмента.
39.
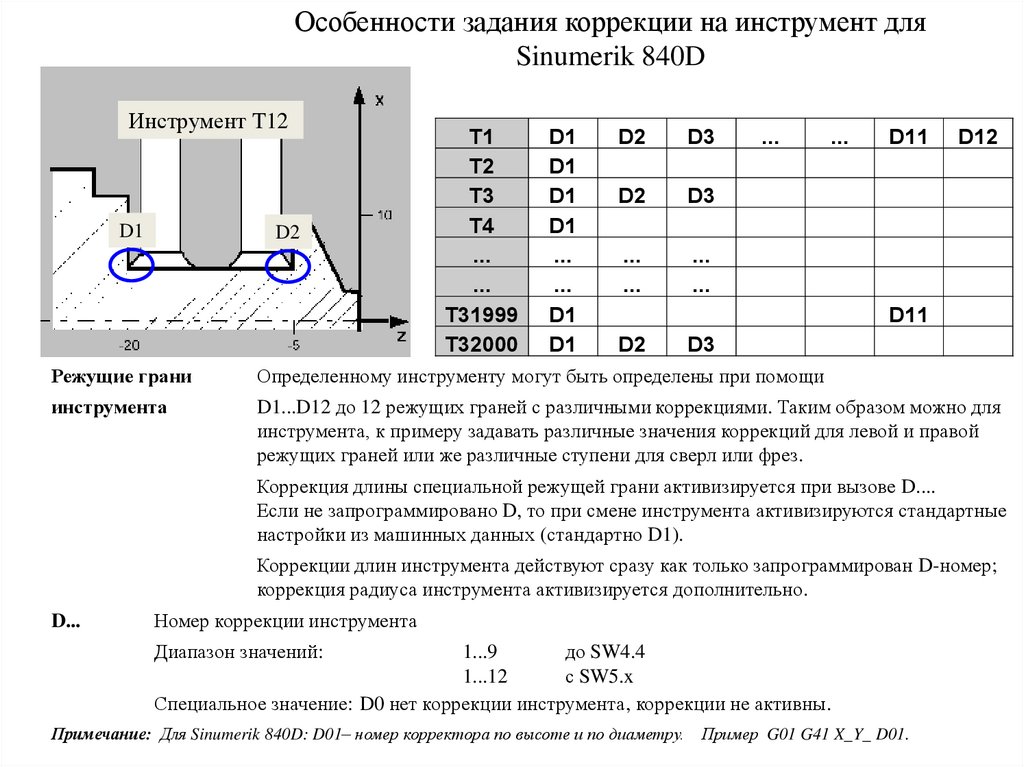
Особенности задания коррекции на инструмент дляSinumerik 840D
Инструмент T12
D1
D2
T1
T2
T3
T4
...
...
T31999
T32000
D1
D1
D1
D1
...
...
D1
D1
D2
D3
D2
D3
...
...
...
...
...
...
D11
D12
D11
D2
D3
Режущие грани
Определенному инструменту могут быть определены при помощи
инструмента
D1...D12 до 12 режущих граней с различными коррекциями. Таким образом можно для
инструмента, к примеру задавать различные значения коррекций для левой и правой
режущих граней или же различные ступени для сверл или фрез.
Коррекция длины специальной режущей грани активизируется при вызове D....
Если не запрограммировано D, то при смене инструмента активизируются стандартные
настройки из машинных данных (стандартно D1).
Коррекции длин инструмента действуют сразу как только запрограммирован D-номер;
коррекция радиуса инструмента активизируется дополнительно.
D...
Номер коррекции инструмента
Диапазон значений:
1...9
до SW4.4
1...12
с SW5.x
Специальное значение: D0 нет коррекции инструмента, коррекции не активны.
Примечание: Для Sinumerik 840D: D01– номер корректора по высоте и по диаметру.
Пример G01 G41 X_Y_ D01.