

 industry
industrySimilar presentations:










Устройство станков и манипуляторов с программным управлением. Урок 30. Вспомогательный инструмент для токарных станков с ЧПУ
1. Урок 30
МДК 03.01Устройство станков и манипуляторов с программным управлением
Урок 30
Вспомогательный инструмент
для токарных станков с ЧПУ.
2.
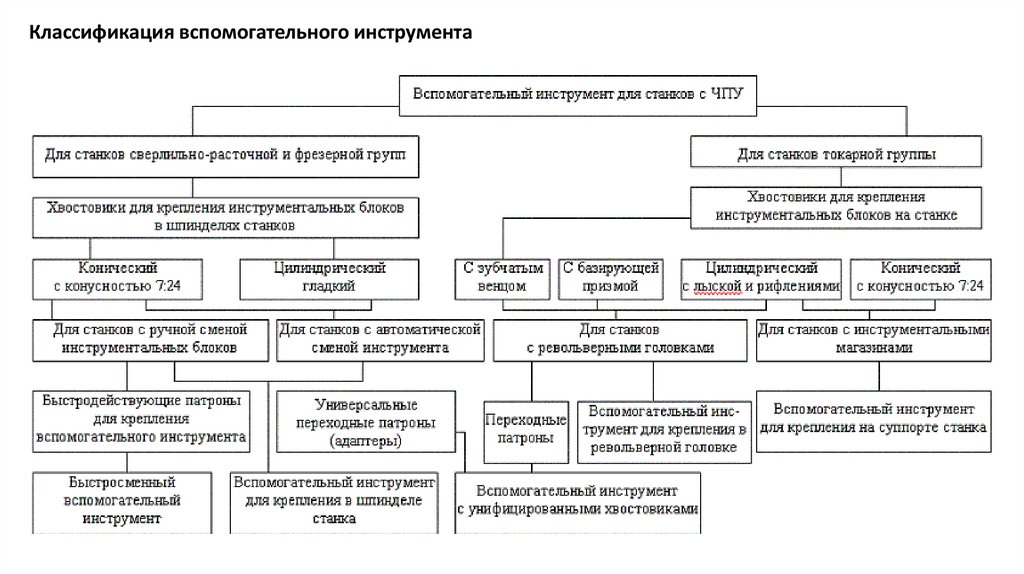
Классификация вспомогательного инструмента3.
Классификация вспомогательного инструментаКак правило на станках с ЧПУ обработка проводится с участием различного инструмента. При этом, по
устоявшимся в машиностроении традициям, каждый из типов инструмента имеет свои присоединительные
поверхности, отличающиеся как конструкцией, так и размерами: резцы обычно имеют державку прямоугольного
сечения, различных типоразмеров; осевой же инструмент присоединяется с помощью конусов Морзе и
цилиндрических хвостовиков.
Вследствие большого разнообразия присоединительных поверхностей практически невозможно сконструировать
револьверную головку (присоединительную поверхность шпинделя), обеспечивающую непосредственное
крепление всей номенклатуры, участвующей в обработке режущего инструмента. Вследствие этого инструмент к
револьверной головке подсоединяется с помощью промежуточных переходных блоков, носящих название
«вспомогательный инструмент».
Такой блок обычно имеет две присоединительные поверхности:
одна поверхность служит для соединения c револьверной головкой (шпинделем),
а вторая предназначена для крепления инструмента конкретного типоразмера.
4.
Эффективность работы станков с ЧПУ, повышение их производительности в значительной мере зависят оттехнического уровня вспомогательного инструмента, обеспечивающего возможность сокращения всех
составляющих штучно-калькуляционного времени.
Сокращение основного времени, достигаемое интенсификацией режимов резания, может быть обеспечено в
результате повышения жесткости вспомогательного инструмента, увеличения силы закрепления режущего
инструмента, особенно оснащенного твердосплавными неперетачиваемыми пластинами, изготовленными из
сверхтвердых материалов, а также за счет применения конструкций патронов, исключающих влияние
центробежных сил на точность обработки.
Уменьшение времени, затрачиваемого на базирование и закрепление заготовок, может быть обеспечено за счет
использования вспомогательного инструмента, обеспечивающего расширение технологических возможностей
станка (сменных угловых головок, токарных головок для вращающихся инструментов и т. п.).
Сокращение времени на смену инструмента может быть достигнуто за счет быстросменного
вспомогательного инструмента, предварительно настроенного вне станка, сокращения числа смен за счет
применения многошпиндельных головок.
5.
Уменьшение подготовительно-заключительного времени оказывает существенное влияние на сокращениевремени простоя станка с ЧПУ, особенно в мелкосерийном производстве. Поскольку переналадка станка
заключается лишь в смене программоносителя, сокращение подготовительно-заключительного времени
обусловливается, главным образом, сокращением времени замены инструмента и приспособлений.
Сокращение времени замены вспомогательного инструмента в сборе с режущим достигается их предварительной
настройкой вне станка и установкой в револьверных головках или инструментальных магазинах, а также быстрой
сменой револьверных головок или автоматической сменой магазинов с установленным заранее необходимым
вспомогательным инструментом в сборе с режущим инструментом.
Можно сформулировать следующие требования к вспомогательному инструменту для станков с ЧПУ:
• крепление режущего инструмента с требуемыми точностью, жесткостью и виброустойчивостью;
• регулирование (при необходимости) положения режущих кромок относительно координат
технологической системы станков с ЧПУ;
• расширение технологических возможностей станков с ЧПУ;
• концентрация технологических переходов;
• удобство в эксплуатации (быстросменность, простота сборки, наладки);
• технологичность изготовления.
6.
Вспомогательный инструмент токарных станков должен обеспечивать крепление резцов, сверл (с коническим ицилиндрическим хвостовиками), зенкеров, разверток, метчиков и плашек и удовлетворять следующим основным
требованиям: быть достаточно жестким; иметь высокую точность и стабильность базирования и крепления
режущего инструмента; позволять выполнять все технологические операции, предусмотренные технической
характеристикой станка; легко и быстро устанавливаться и сниматься; иметь межразмерную унификацию;
обеспечивать настройку инструмента вне станка.
Наиболее широкое распространение получили станки с револьверными головками, позволяющими крепить
режущий инструмент с помощью вспомогательного инструмента или с непосредственной установкой резцов.
Способы установки вспомогательного инструмента в револьверной головке различны.
Широко применяется центрирование по конусу или цилиндрическому хвостовику с креплением винтами за
фланец, прижимными винтами в лыску хвостовика, зажимными сухарями за цилиндрический хвостовик и
рифленым клином за рифления в лыске цилиндрического хвостовика.
Эти способы крепления вспомогательного инструмента получили распространение на патронно-центровых станках,
имеющих шести- и восьмигранные револьверные головки.
На одной грани головки может быть закреплено несколько резцедержателей с режущим инструментом для
наружной и внутренней обработок.
7.
Базирование осуществляется по направляющим в виде призм, сфер или типа «ласточкин хвост», а такжекреплением эксцентриком или прижимными планками, используют базирование по призмам с креплением
прихватами.
Реже выполняется базирование вспомогательного инструмента по зубчатому венцу с креплением эксцентриком
или винтами, базирование по шпонке или штифтам с креплением винтами, а также базирование по крутому конусу
с креплением эксцентриком.
Применяется и непосредственное крепление режущего инструмента в револьверных головках.
8.
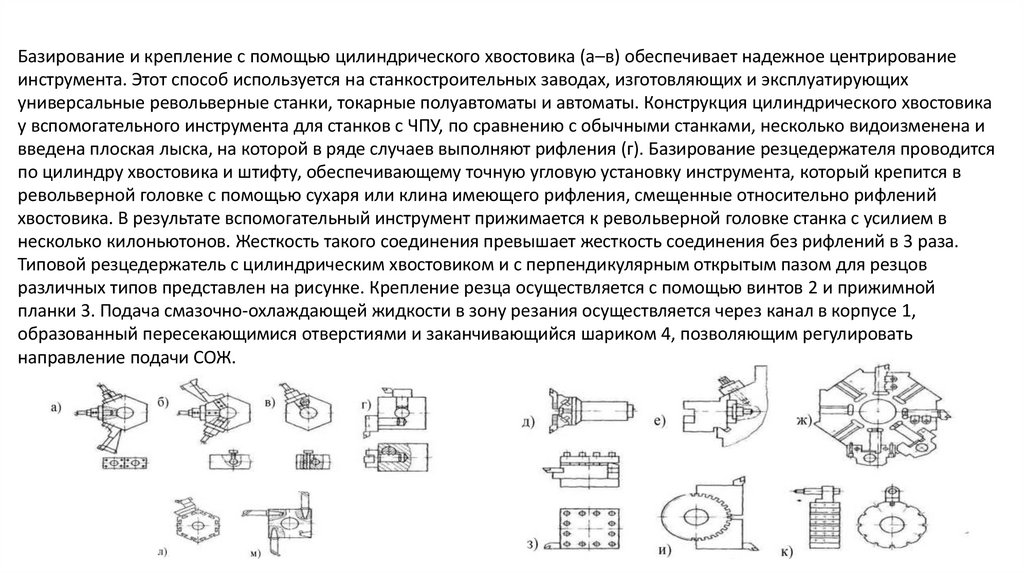
Базирование и крепление с помощью цилиндрического хвостовика (а–в) обеспечивает надежное центрированиеинструмента. Этот способ используется на станкостроительных заводах, изготовляющих и эксплуатирующих
универсальные револьверные станки, токарные полуавтоматы и автоматы. Конструкция цилиндрического хвостовика
у вспомогательного инструмента для станков с ЧПУ, по сравнению с обычными станками, несколько видоизменена и
введена плоская лыска, на которой в ряде случаев выполняют рифления (г). Базирование резцедержателя проводится
по цилиндру хвостовика и штифту, обеспечивающему точную угловую установку инструмента, который крепится в
револьверной головке с помощью сухаря или клина имеющего рифления, смещенные относительно рифлений
хвостовика. В результате вспомогательный инструмент прижимается к револьверной головке станка с усилием в
несколько килоньютонов. Жесткость такого соединения превышает жесткость соединения без рифлений в 3 раза.
Типовой резцедержатель с цилиндрическим хвостовиком и с перпендикулярным открытым пазом для резцов
различных типов представлен на рисунке. Крепление резца осуществляется с помощью винтов 2 и прижимной
планки 3. Подача смазочно-охлаждающей жидкости в зону резания осуществляется через канал в корпусе 1,
образованный пересекающимися отверстиями и заканчивающийся шариком 4, позволяющим регулировать
направление подачи СОЖ.
9.
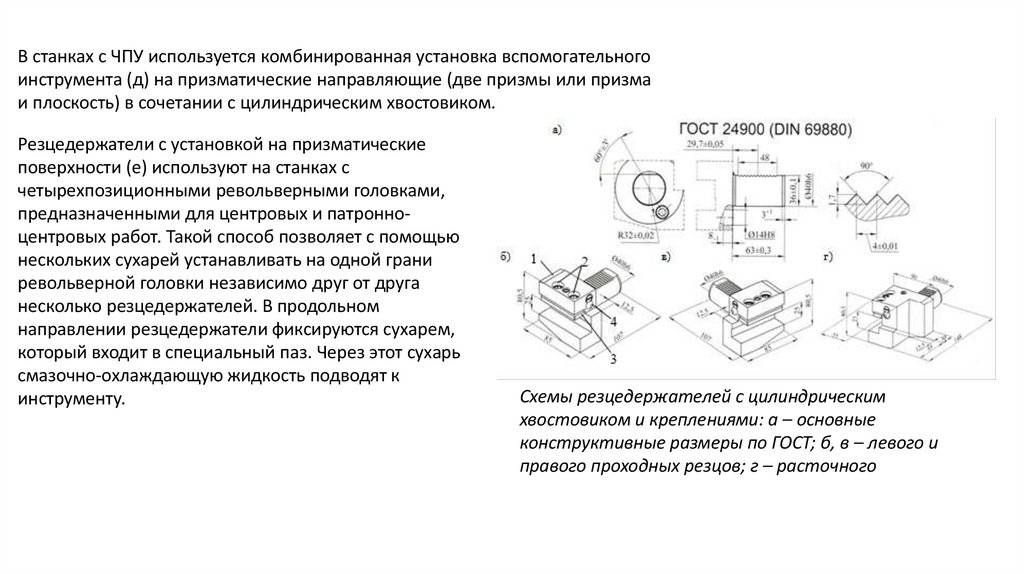
В станках с ЧПУ используется комбинированная установка вспомогательногоинструмента (д) на призматические направляющие (две призмы или призма
и плоскость) в сочетании с цилиндрическим хвостовиком.
Резцедержатели с установкой на призматические
поверхности (е) используют на станках с
четырехпозиционными револьверными головками,
предназначенными для центровых и патронноцентровых работ. Такой способ позволяет с помощью
нескольких сухарей устанавливать на одной грани
револьверной головки независимо друг от друга
несколько резцедержателей. В продольном
направлении резцедержатели фиксируются сухарем,
который входит в специальный паз. Через этот сухарь
смазочно-охлаждающую жидкость подводят к
инструменту.
Схемы резцедержателей с цилиндрическим
хвостовиком и креплениями: а – основные
конструктивные размеры по ГОСТ; б, в – левого и
правого проходных резцов; г – расточного
10.
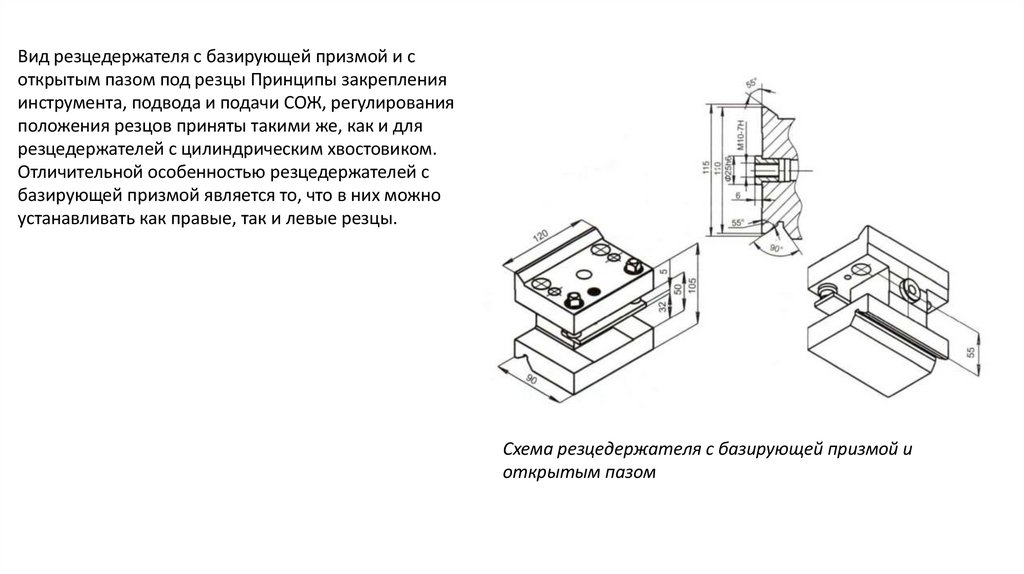
Вид резцедержателя с базирующей призмой и соткрытым пазом под резцы Принципы закрепления
инструмента, подвода и подачи СОЖ, регулирования
положения резцов приняты такими же, как и для
резцедержателей с цилиндрическим хвостовиком.
Отличительной особенностью резцедержателей с
базирующей призмой является то, что в них можно
устанавливать как правые, так и левые резцы.
Схема резцедержателя с базирующей призмой и
открытым пазом
11.
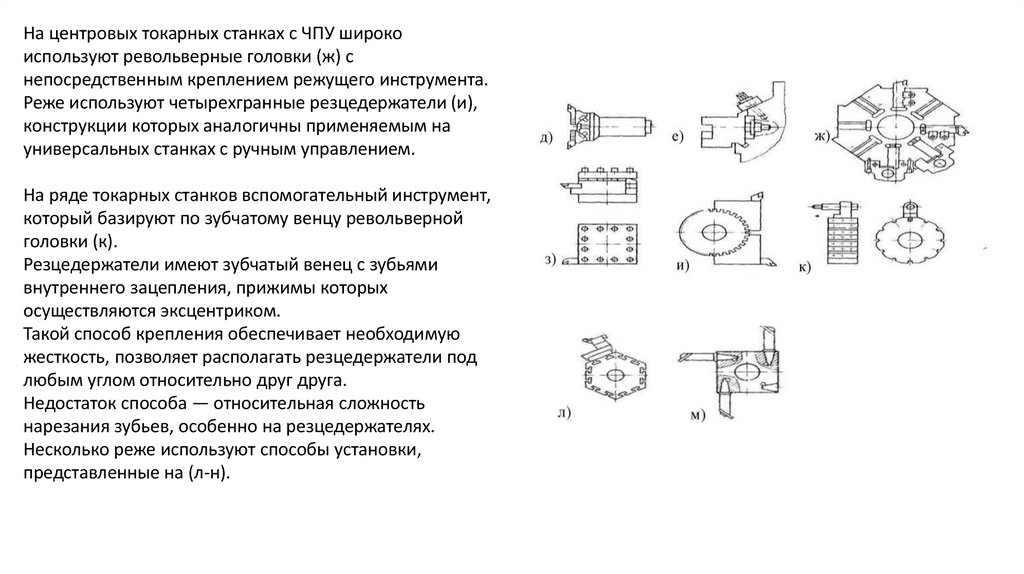
На центровых токарных станках с ЧПУ широкоиспользуют револьверные головки (ж) с
непосредственным креплением режущего инструмента.
Реже используют четырехгранные резцедержатели (и),
конструкции которых аналогичны применяемым на
универсальных станках с ручным управлением.
На ряде токарных станков вспомогательный инструмент,
который базируют по зубчатому венцу револьверной
головки (к).
Резцедержатели имеют зубчатый венец с зубьями
внутреннего зацепления, прижимы которых
осуществляются эксцентриком.
Такой способ крепления обеспечивает необходимую
жесткость, позволяет располагать резцедержатели под
любым углом относительно друг друга.
Недостаток способа — относительная сложность
нарезания зубьев, особенно на резцедержателях.
Несколько реже используют способы установки,
представленные на (л-н).