













































 mechanics
mechanicsSimilar presentations:







")


Раздел 3. Техническая эксплуатация воздушных судов и авиационных двигателей. Лекция № 59. Тема 23. Ремонт авиационной техники
1.
Иркутский национальныйисследовательский технический
университет
Военный учебный центр
Модуль военно-технической
(военно-специальной)
подготовки
1
2. Раздел 3. Техническая эксплуатация воздушных судов и авиационных двигателей
Лекция № 59Тема 23. Ремонт авиационной техники.
УЧЕБНЫЕ И ВОСПИТАТЕЛЬНЫЕ ЦЕЛИ:
Знать:
1. Назначение и задачи инженерно-авиационной обеспечения частей ВКС;
2. Общие правила выполнения работ на авиационной технике;
3. Основные документы, регламентирующие работу ИТС на авиационной
технике военного назначения.
4.
Воспитательные цели:
Воспитание духовных, нравственных и патриотических качеств защитника
Родины.
2
3. Учебные вопросы
Введение23.4. Ремонт клепкой.
3
4. Введение
Одной из основных задач, стоящих перед ИАС ВВС являетсяпредупреждение отказов и неисправностей, своевременное и
качественное восстановление и ввод в строй неисправной или
поврежденной боевой АТ. Для выполнения этих работ специалисты
ИАС должны обладать соответствующими знаниями и
практическими навыками.
Одним из видов работ, выполняемых на АТ, является ремонт.
На предыдущей лекции был рассмотрен вопрос заводского ремонта,
но зачастую относительно небольшие виды ремонта выполняются в
условиях воинской части. Такой ремонт называется войсковым.
5.
6.
Войсковой ремонт – это ремонт АТ в местах размещения илибазирования авиационных частей или расположения неисправной
техники силами и средствами эксплуатирующих авиационных
частей, войсковых авиаремонтных мастерских (ВАРМ), а также
выездными ремонтными бригадами АвРЗ и заводов-изготовителей
АТ.
На ИТС авиационных частей и ВАРМ возлагается
важнейшая задача по оперативному восстановлению поврежденной
и неисправной АТ непосредственно в войсках. От своевременного и
высокого качества ремонта АТ зависит выполнение авиационными
частями поставленных боевых задач.
7.
8. 23.4. Ремонт клепкой
89.
Опыт боевых действий показал, что трудоемкость ремонтаэлементов планера ВС составляет порядка 50% от всего объема
восстановительных работ на поврежденной АТ.
Боевые повреждения могут иметь различный характер, вид и
объем в зависимости от воздействия поражающих факторов. Они
могут возникать в следствие:
• Попадания в ВС боеприпасов, осколков и других поражающих
элементов;
• Воздействия ударной волны;
• Воздействия светового и проникающего излучения;
• Газообразных продуктов взрыва и горения.
9
10.
1011.
В результате воздействия поражающих факторов на ВСмогут появляться:
• Полное или частичное разрушение ВС или его элементов;
• Сквозные и несквозные трещины, объемная и поверхностная
деформация;
• Поверхностный наклеп, вырывы и сколы материала;
• Обгорание, оплавление и изменение свойств материалов.
11
12.
Классификация боевых повреждений.1. Незначительные повреждения. К ним относятся мелкие
пробоины несиловой обшивки, трубопроводов, мелкие разрывы
и повреждения бортовой электрической сети. Ремонт проводит
технический экипаж ВС за 6..7 часов с привлечением
специалистов ТЭЧ авиационной части.
12
13.
1314.
Классификация боевых повреждений.2. Слабые повреждения. Это пробоины обшивки ВС вне зоны
топливных баков и герметичных элементов с повреждениям
силовых элементов без общей потери их работоспособности.
Ремонт проводится за время не более 1 суток специалистами
ТЭЧ полка с привлечением специалистов ВАРМ.
14
15.
1516.
Классификация боевых повреждений.3. Средние повреждения. Это разрушения планера в любом
участке размером до 0,3 кв. метра с выходом из строя отдельных
участков систем и разрушением элементов коммуникаций.
Ремонт выполняется специалистами ВАРМ с привлечением
выездных ремонтных бригад АвРЗ, за время от1 до 7 суток.
16
17.
Классификация боевых повреждений.4. Сильные повреждения. При таких повреждениях АТ требует
ремонта в условиях АвРЗ за время более 7 суток.
17
18.
1819.
При всех боевых повреждениях, в-первую очередь,повреждается обшивка ВС и возможны повреждения силовых
элементов планера. Для ремонта указанных элементов широко
применяется клепка.
19
20.
Клепка – это технологический процесс получениянеразъемного соединения двух или нескольких деталей с помощью
заклепок.
Само соединение
заклепочным швом.
с
помощью
заклепок
называется
20
21.
2122.
Заклепочные швы.1.
2.
3.
4.
Достоинства заклепочных швов:
Может воспринимать как статические, так и динамические
нагрузки;
Динамические нагрузки могут быть ударные, так и поворотноударные;
Возможно соединение элементов, не подлежащих сварке;
Возможен точный контроль качества заклепочного шва.
22
23.
Заклепочные швы.1.
2.
3.
4.
Недостатки заклепочных швов:
Большой расход материала (металла);
Большая трудоемкость;
Потребность в высококвалифицированных специалистах;
Высокие трудозатраты.
23
24.
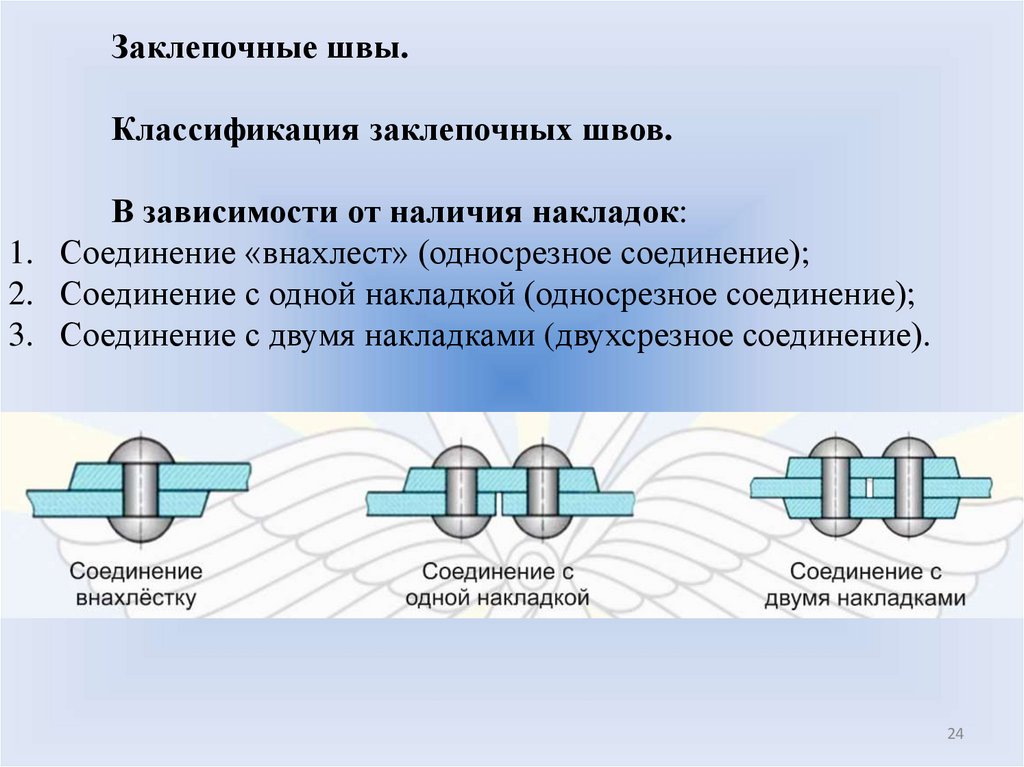
Заклепочные швы.Классификация заклепочных швов.
В зависимости от наличия накладок:
1. Соединение «внахлест» (односрезное соединение);
2. Соединение с одной накладкой (односрезное соединение);
3. Соединение с двумя накладками (двухсрезное соединение).
24
25.
Заклепочные швы.Классификация заклепочных швов.
1.
2.
3.
4.
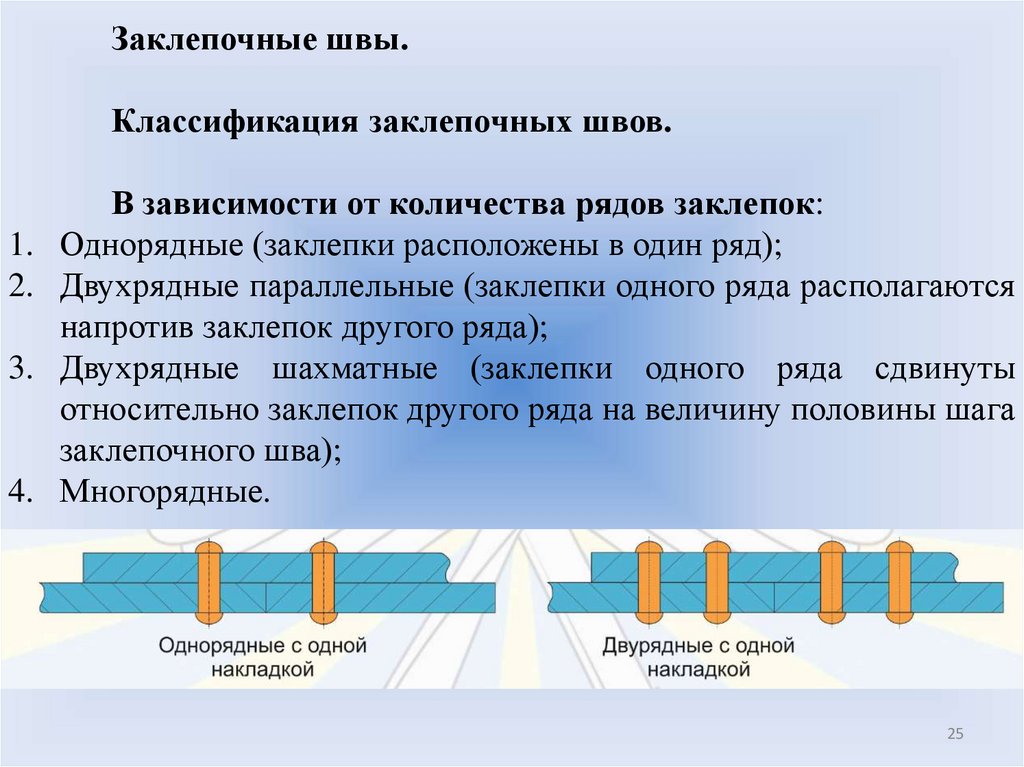
В зависимости от количества рядов заклепок:
Однорядные (заклепки расположены в один ряд);
Двухрядные параллельные (заклепки одного ряда располагаются
напротив заклепок другого ряда);
Двухрядные шахматные (заклепки одного ряда сдвинуты
относительно заклепок другого ряда на величину половины шага
заклепочного шва);
Многорядные.
25
26.
2627.
Заклепочные швы.Параметры заклепочного шва.
Заклепочные швы имеют следующие параметры:
1. Толщина склепываемых элементов (заклепочного пакета) –
суммарная толщина склепываемых листов;
2. Расстояние от центра отверстия под заклепки до края листа;
3. Шаг заклепочного соединения – расстояние между соседними
заклепками одного ряда;
4. Расстояние между рядами заклепок.
27
28.
2829.
Заклепки.В зависимости от решаемых при клепке задач могут
использоваться различные типы заклепок. Заклепки, в зависимости
от области решаемых задач могут классифицироваться по типу
головки, по заполнению внутренней полости, по используемому
материалу.
29
30.
3031.
Заклепки.Классификация заклепок.
По заполнению внутренней полости заклепки бывают:
1. Со сплошным стержнем;
2. Полупустотелые;
3. Пустотелые.
31
32.
3233.
3334.
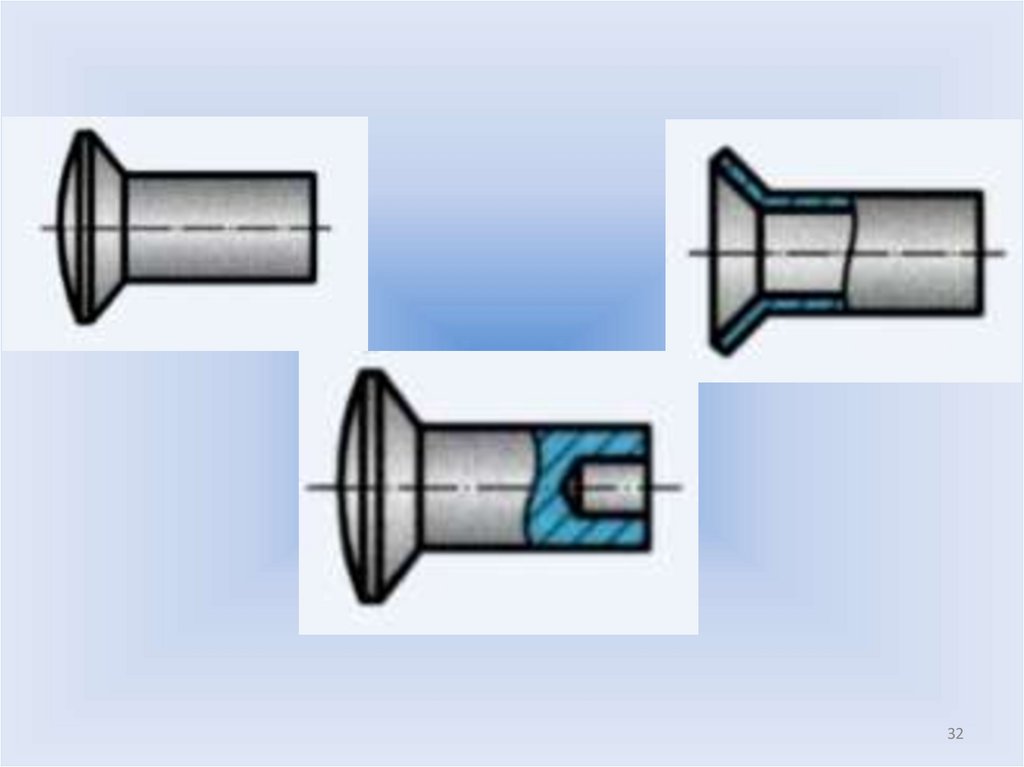
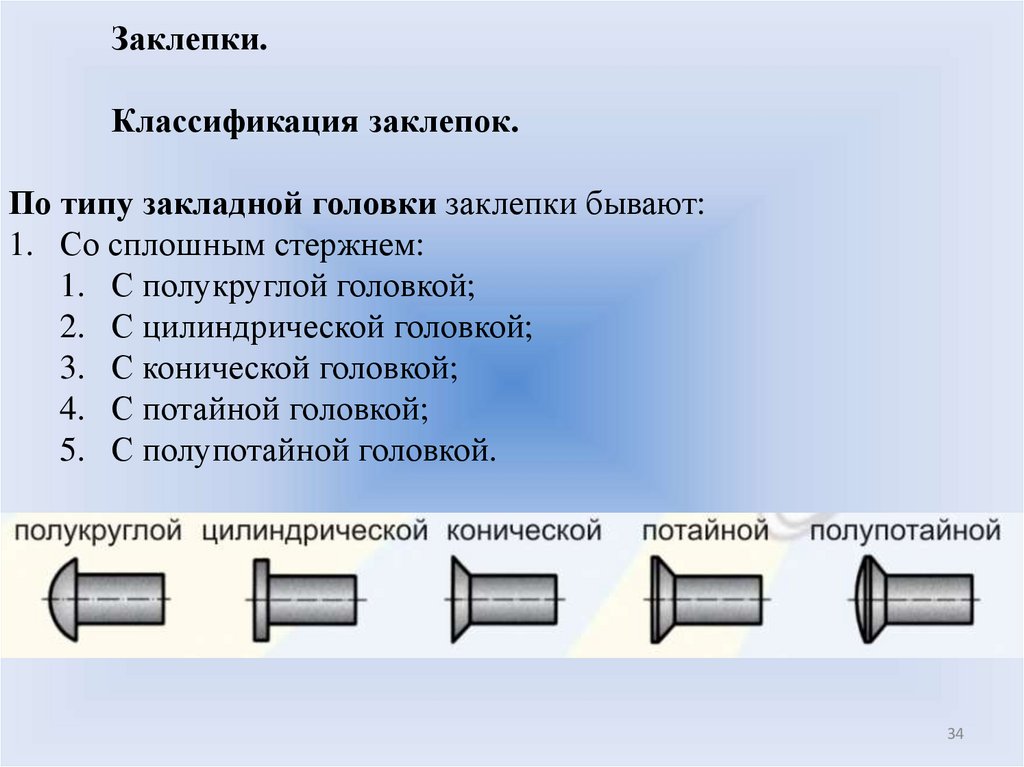
Заклепки.Классификация заклепок.
По типу закладной головки заклепки бывают:
1. Со сплошным стержнем:
1. С полукруглой головкой;
2. С цилиндрической головкой;
3. С конической головкой;
4. С потайной головкой;
5. С полупотайной головкой.
34
35.
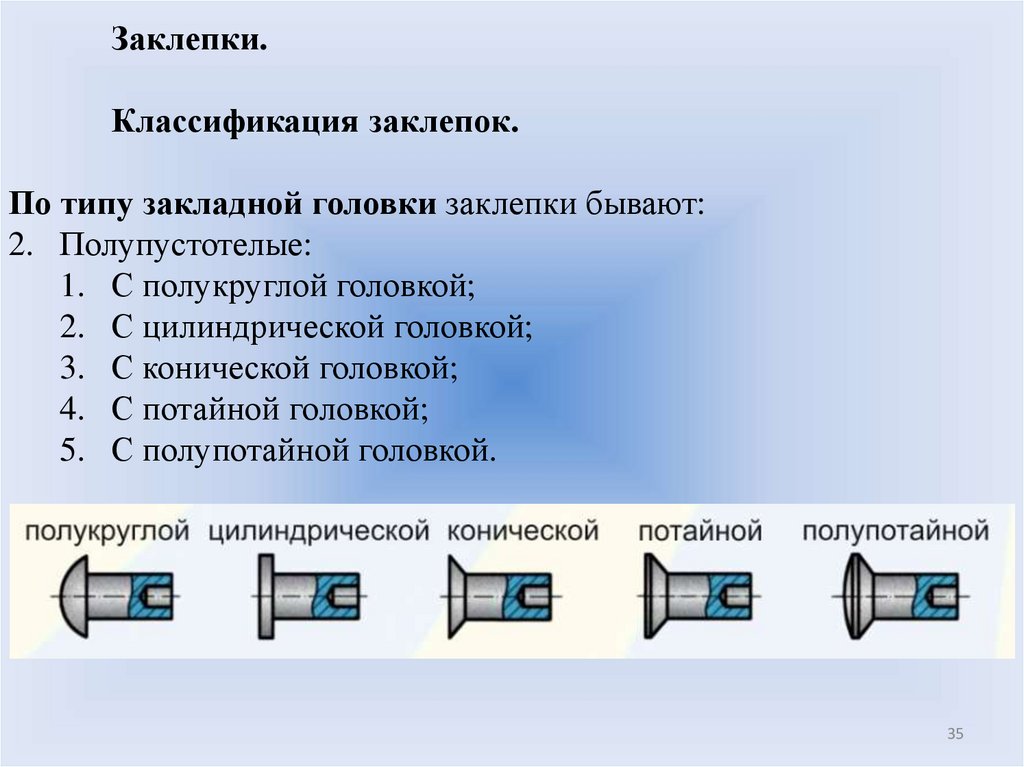
Заклепки.Классификация заклепок.
По типу закладной головки заклепки бывают:
2. Полупустотелые:
1. С полукруглой головкой;
2. С цилиндрической головкой;
3. С конической головкой;
4. С потайной головкой;
5. С полупотайной головкой.
35
36.
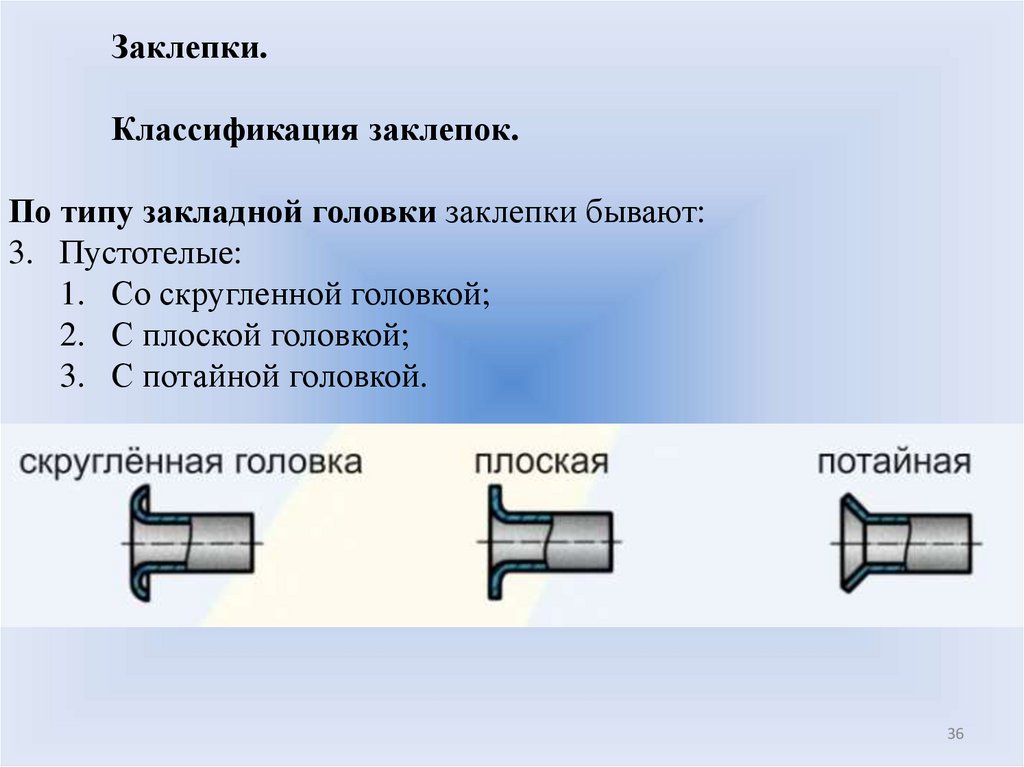
Заклепки.Классификация заклепок.
По типу закладной головки заклепки бывают:
3. Пустотелые:
1. Со скругленной головкой;
2. С плоской головкой;
3. С потайной головкой.
36
37.
Заклепки.Состав заклепки:
1. Закладная головка;
2. Стержень;
3. Замыкающая головка.
Параметры заклепки:
1. Длина;
2. Диаметр.
37
38.
3839.
Инструмент для клепки.Для клепки используется специальный инструмент. К
инструменту для клепки относятся:
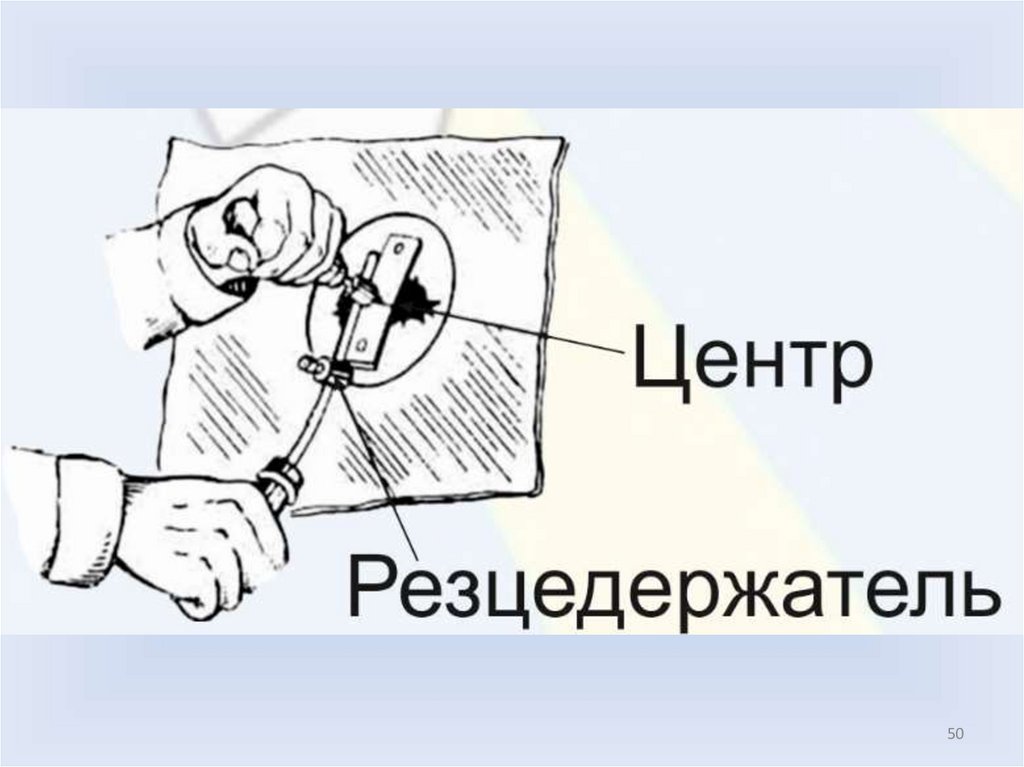
1. Циркульный резак. Специальный инструмент, предназначенный
для удаления поврежденного участка обшивки;
2. Поддержка. Представляет собой массивный цилиндрический
стержень с лункой в форме закладной головки, служащий
опорой заклепки;
3. Натяжка. Представляет собой стержень с отверстием в рабочей
части, который служит для сжатия соединяемых листов перед
клепкой;
39
40.
4041.
4142.
4243.
Инструмент для клепки.Для клепки используется специальный инструмент. К
инструменту для клепки относятся:
4. Обжимка. Представляет собой стержень с лункой на рабочей
части. Имеет цилиндрическую и коническую рабочую и
ударную части. Предназначен для придания необходимой формы
замыкающей головки.
5. Молоток. Инструмент общего пользования. Подирается в
зависимости от диаметра заклепки.
6. Заклепочник. Специальный инструмент для установки
пустотелых заклепок.
43
44.
4445.
4546.
4647.
При выполнении заклепочного шва необходимо сохранитьзаданную прочность конструкции. Для этого разработан алгоритм
выполнения заклепочного шва.
47
48.
Алгоритм клепки.1. Удаление поврежденного участка обшивки.
2. Расчет заклепочного шва.
3. Сборка склепываемого пакета.
4. Разметка заклепочного шва.
5. Сверление отверстий под заклепки.
6. Зенковка.
7. Установка заклепок.
8. Склепывание.
9. Фрезерование.
10. Контроль заклепочного шва.
48
49.
Алгоритм клепки.Удаление поврежденного участка обшивки.
Перед удалением поврежденного участка обшивки
необходимо точно определить область повреждения, с учетом
образовавшихся трещин. Трещины, появившиеся при повреждении,
также должны быть удалены.
После определения области повреждения производится
разметка удаляемого участка обшивки. Наиболее оптимальной
формой удаляемого участка является круг.
После разметки проводится удаление поврежденного участка
с помощью циркульных резаков.
49
50.
5051.
Алгоритм клепки.Расчет заклепочного шва.
Для обеспечения заданной прочности и веса заклепочного
шва необходимо точно определить количество устанавливаемых
заклепок и параметры заклепочного шва (рассматривалось выше).
Для этого производится расчет заклепочного шва.
Алгоритм расчета.
Для упрощения материала будет рассмотрен алгоритм
расчета для заклепок с потайными головками.
51
52.
Алгоритм клепки.Расчет заклепочного шва.
1. Определяется диаметр заклепок. Для этого используется
формула:
d = 1,3
где - толщина зенкуемого (верхнего) листа обшивки.
Расчетный диаметр заклепки округляют до ближайшего
стандартного значения.
52
53.
Алгоритм клепки.Расчет заклепочного шва.
2. Определяется материал заклепки. Прочность заклепки на срез
должна быть не менее прочности заклепки на смятие. Обычно,
для обеспечения заданной прочности, используются заклепки из
того же материала, что и склепываемые поверхности. Прочности
заклепок и склепываемых листов определяют по справочникам
по материаловедению.
53
54.
Алгоритм клепки.Расчет заклепочного шва.
3. Определить диаметр отверстий под
отверстий определяется по формуле:
заклепки.
Диаметр
d0 = d + 0,1 мм
где d0 – диаметр отверстия.
54
55.
Алгоритм клепки.Расчет заклепочного шва.
4. Определяется длина стержня
вычисляется по формуле:
заклепки.
Длина
стержня
l = s + ( 0,8..1,2) d
где l – длина стержня заклепки, s – толщина склепываемого
пакета.
55
56.
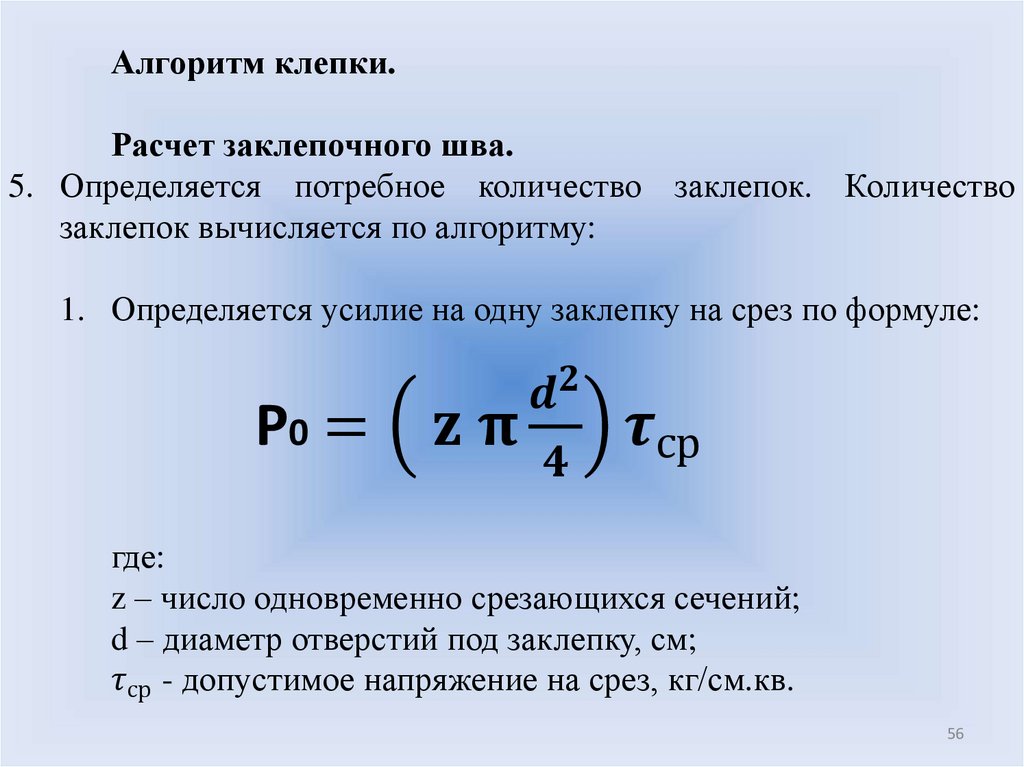
Алгоритм клепки.Расчет заклепочного шва.
5. Определяется потребное количество заклепок. Количество
заклепок вычисляется по алгоритму:
1. Определяется усилие на одну заклепку на срез по формуле:
P0 =