




 mechanics
mechanicsSimilar presentations:








")

Заклепочные соединения
1.
2.
Клепкой называется процесс соединения двух или нескольких деталей при помощи заклепок.Заклепочные соединения выполняются неподвижными и подвижными.
Неподвижное заклепочное соединение применяется в различных металлических
конструкциях (мосты, клепанные балки, рамы и т. п.), котлах и резервуарах; подвижные — для
шарнирных соединений (в частности, в инструментах — плоскогубцах, ножницах и др.).
Процесс клепки состоит из следующих основных операций: образование отверстия под
заклепку в соединяемых деталях сверлением или пробивкой; образование гнезда под
закладную головку заклепки (при потайной клепке); вставка заклепок в отверстия; образование
замыкающей головки заклепки, т. е. собственно клепка.
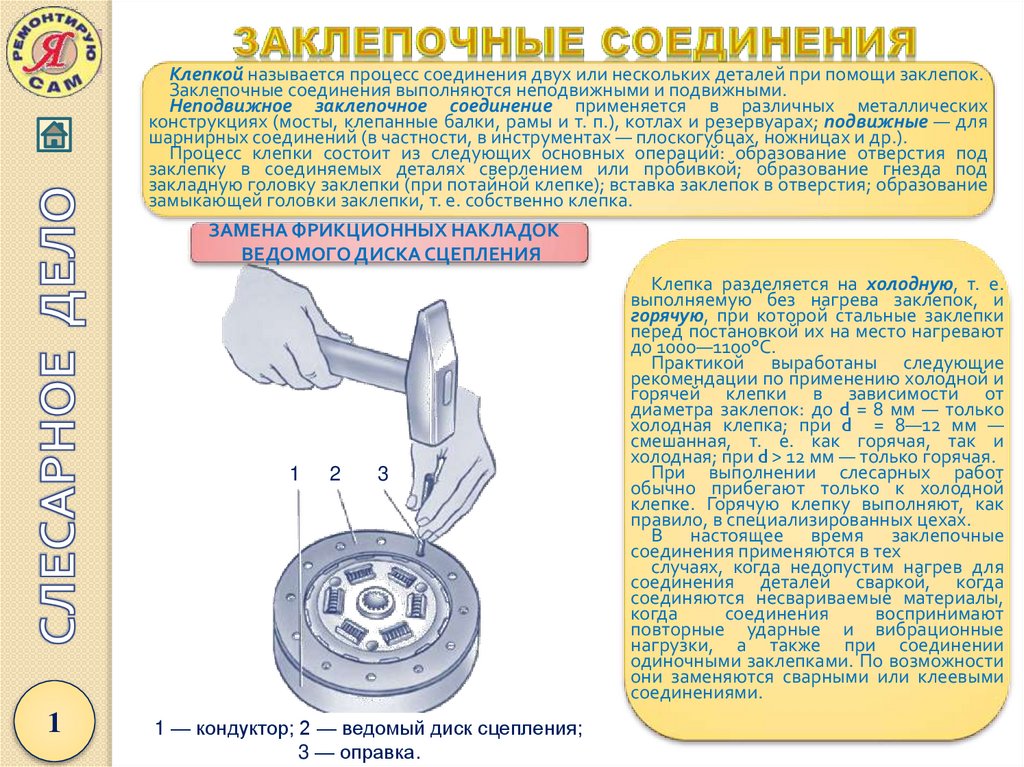
ЗАМЕНА ФРИКЦИОННЫХ НАКЛАДОК
ВЕДОМОГО ДИСКА СЦЕПЛЕНИЯ
1
1
2
3
1 — кондуктор; 2 — ведомый диск сцепления;
3 — оправка.
Клепка разделяется на холодную, т. е.
выполняемую без нагрева заклепок, и
горячую, при которой стальные заклепки
перед постановкой их на место нагревают
до 1000—1100°С.
Практикой выработаны следующие
рекомендации по применению холодной и
горячей клепки в зависимости от
диаметра заклепок: до d = 8 мм — только
холодная клепка; при d = 8—12 мм —
смешанная, т. е. как горячая, так и
холодная; при d > 12 мм — только горячая.
При выполнении слесарных работ
обычно прибегают только к холодной
клепке. Горячую клепку выполняют, как
правило, в специализированных цехах.
В настоящее время заклепочные
соединения применяются в тех
случаях, когда недопустим нагрев для
соединения деталей сваркой, когда
соединяются несвариваемые материалы,
когда
соединения
воспринимают
повторные ударные и вибрационные
нагрузки, а также при соединении
одиночными заклепками. По возможности
они заменяются сварными или клеевыми
соединениями.
3.
Заклепка — цилиндрический стержень с головкой, называемой закладной. Заклепкаустанавливается в предварительно просверленное или пробитое отверстие в склепываемых
деталях, и ее выступающий конец расклепывается вручную (ручная клепка) или клепальными
машинами или механизмами (машинная клепка). При этом образуется замыкающая головка,
соединяющая детали.
2φ
а
ж
б
в
г
д
е
а, б – с полукруглой головкой; в –с цилиндрической головкой; г – с потайной головкой;
д – с полупотайной головкой; е – взрывная; ж – трубчатая.
2
Заклепки изготовляются с полукруглой, полукруглой низкой, цилиндрической, потайной и
полупотайной головкой. Чаще всего применяют заклепки с полукруглой головкой, как
обеспечивающие наибольшую прочность соединения. Заклепки с полукруглой низкой головкой
отличаются от них меньшей высотой (в 1,5 раза) и несколько большим диаметром головки, а
значит, большей опорной поверхностью ее.
Когда по условиям эксплуатации соединения недопустимо, чтобы головка выступала
(например, в тормозных колодках, дисках муфты сцепления), применяют потайные заклепки с
конической головкой , входящей в раззенкованное отверстие. У них угол конуса зависит от
диаметра заклепки: при d до 8 мм — 2φ = 90°; для d = 10—14 мм — 2φ = 75°; для d = 16—24 мм —
2φ = 60°; для 27—36 мм — 2φ = 45°.
4.
Выбор размеров заклепок зависит от толщины соединяемых клепкой деталей. Диаметрзаклепки должен быть, как правило, равным суммарной толщине соединяемых деталей. Длина
стержня заклепки определяется с учетом образования замыкающей головки, усадки стержня в
процессе клепки и необходимости заполнения зазора между стержнем заклепки и стенками
отверстия под нее.
Для обеспечения свободной, но достаточно плотной установки заклепки диаметр отверстия
должен быть несколько больше диаметра заклепки.
Диаметр отверстия, мм
2,1
2,4
2,7
3,1
3,6
4,1
5,2
6,2
7,2
Диаметр заклепки. мм
2,0
2,3
2,6
3,0
3,5
4,0
5,0
6,0
7,0
а
б
в
а – элементы заклепки; б – заклепка с полукруглой головкой; в – заклепка с потайной головкой.
3
Длина заклепки L определяется, исходя из толщины склепываемых деталей Р и длины Lo
части стержня заклепки, выступающей из отверстия над поверхностью соединяемых деталей.
Длина выступающей части стержня зависит от диаметра заклепки и формы замыкающей
головки. Для заклепок с полукруглой головкой Lo = (1,2—1,5)d, для заклепок с потайной
головкой Lo = (0,8—1,2)d.
Как правило, заклепки должны быть выполнены из того же материала, что и соединяемые
детали; в противном случае возможно появление коррозии и разрушение места соединения.
5.
Место соединения деталей при помощи заклепок называется заклепочным швом. Взависимости от характера соединения и его назначения заклепочные швы подразделяют на три
вида: прочные, плотные и прочноплотные.
Прочный шов применяется в тех случаях, когда необходимо получить соединение
повышенной прочности. Как правило, это соединения в различных несущих конструкциях:
балки, колонны, подъемные сооружения и другие подобные конструкции.
Плотный шов используется при клепке резервуаров и сосудов для жидкостей, трубных
соединений для транспортировки газов и жидкостей под небольшим давлением.
Прочноплотный шов служит для соединения деталей в устройствах и конструкциях,
работающих под большим давлением, например
в паровых котлах.
Накладка
а а
а а
t
а а аа
а
б
в
г
а – однорядный внахлестку; б, в – двухрядный встык; г – многорядный;
t – шаг соединения; а – расстояние от края детали до центра отверстия под заклепку.
4
Расстояние между заклепками в соединении выбирается в зависимости от типа соединения
(однорядное или двурядное). В однорядных швах расстояние между осями заклепок (шаг)
должно быть равно трем диаметрам заклепки, а расстояние от края соединяемых деталей до
оси заклепок в соединении должно составлять не менее полутора диаметров. При выполнении
двухрядных швов это расстояние соответственно должно быть равно четырем диаметрам
заклепки и полутора, как и в однорядном соединении. Расстояние между рядами заклепок в
таких соединениях должно составлять два диаметра.
6.
При ручной клепке применяют слесарные молотки — с квадратным бойком, поддержки,обжимки, натяжки и чеканки.
Масса молотка для клепки выбирается в зависимости от диаметра заклепки: при d = 2—3 мм
— 200 г; d = 4—5 мм — 400 г; d = 6—8 мм — 500 г.
Поддержки являются опорой при расклепывании стержня заклепок. Форма и размеры
поддержек зависят от конструкции склепываемых деталей и диаметра стержня заклепки, а
также от выбранного метода клепки (прямой или обратный). Поддержка должна быть в 3—5 раз
массивнее молотка.
Натяжка представляет собой бородок с отверстием на конце. Диаметр отверстия обычно
делается на 0,2 мм больше диаметра стержня заклепки. Натяжка применяется для обжатия
заклепки.
Обжимки служат для придания замыкающей головке заклепки после осадки требуемой
формы. На одном конце обжимки имеется углубление по форме головки заклепки.
а
в
б
г
а – натяжка; б – обжимка; в – плоский чекан; г – радиусный чекан.
5
Чекан представляет собой слесарное зубило с плоской или закругленной рабочей
поверхностью и применяется для создания герметичности заклепочного шва, достигаемой
обжатием (подчеканкой) замыкающей головки и края листа.