














 industry
industrySimilar presentations:










Станочные приспособления
1. Станочные приспособления
2. Применение станочных приспособлений позволяет:
Устранить разметку заготовок перед обработкой и исключить их выверку настанке по разметке;
Значительно повысить производительность труда в результате сокращения
вспомогательного времени, увеличения числа одновременно
обрабатываемых заготовок и числа одновременно работающих режущих
инструментов, а также повышения режимов резания;
Обеспечить условия для многостаночного обслуживания нескольких станков
одним рабочим;
Значительно облегчить труд рабочих-станочников и использовать рабочих с
более низкой квалификацией;
Повысить точность изготовления деталей;
Расширить технологические возможности станков;
Создать условия для механизации или автоматизации станков;
Снизить себестоимость изготовления деталей.
3.
Классификация станочных приспособлений• В зависимости от типа используемого станка приспособления
классифицируют на: токарные, сверлильные, фрезерные, расточные и
другие.
• В зависимости от уровня механизации приспособления могут быть: с
применением ручного зажима, механического и автоматического
вида.
По степени специализации выделяют следующие типы станочных
приспособлений:
• УП – универсальные приспособления. Предназначены для обработки
различных деталей. Использование таких приспособлений не требует
замены установочных и зажимных элементов.
• Специальные приспособления. Применяют для обработки
определенного вида деталей.
• Переналаживаемые приспособления.
4. Приспособления для токарных станков
1. Кулачковые патроны- двухкулачковые - закрепляют различные фасонные отливки и
поковки, причем кулачки таких патронов часто предназначены
для закрепления заготовки только одного типоразмера.
- трехкулачковые самоцентрирующие патроны используют при
обработке заготовок круглой и шестигранной формы
- четырехкулачковых самоцентрирующих патронах закрепляют
прутки квадратного сечения, а в патронах с индивидуальной
регулировкой кулачков – заготовки прямоугольной или
несимметричной формы.
5. Четырехкулачковый патрон
6. Двухкулачковый патрон
7. Трехкулачковый патрон
8. 2. Поводковые патроны
используют на токарных станках при обработке заготовок деталейтипа вала в центрах 4 и 6 станка. Поводковый патрон 1 через
палец-поводок 2 и хвостовик 3 хомутика, который крепится на
заготовке 5 винтом, передает вращение заготовке.
9.
Универсальный поводковый патрон предназначен длябазирования заготовок типа вала и передачи им крутящего
момента при обработке в центрах на токарных станках, в том числе
с ЧПУ.
10. 3. Цанговые патроны
служат для зажима прутков или повторного зажима заготовок попредварительно обработанной поверхности. Недостаток – низкий
диапазон зажимаемых диаметров
Различают:
- Подающая цанга – для подачи прутка, при обработке заготовок из
прутка
- Зажимная цанга со сменными вкладышами
- Разжимная цанга – для базирования деталей по отверстию (детали
типа колец и втулок)
11. 4. Мембранные патроны
применяют на токарных станках, если необходимо обработатьпартию заготовок с высокой точностью центрирования.
12. Токарные центры
13.
а) неподвижный центр – для обработке заготовок различнойформы и размеров. Угол при вершине рабочей части центра равен
60°. Должны быть просверлены предварительно центровочные
отверстия
б) обратный центр - для установки заготовок диаметром до 4 мм. У
таких заготовок вместо центровых отверстий имеются наружные
углубления − конические поверхности с углом при вершине 60°, в
которые входит внутренний конус центра
в) срезанный центр – для подрезки торца заготовки
г) со сферической рабочей частью – для обработки заготовок, ось
которой не совпадает с осью вращения шпинделя станка
д) рифленый центр - для обработки заготовок с большим
центровым отверстием без поводкового патрона
14.
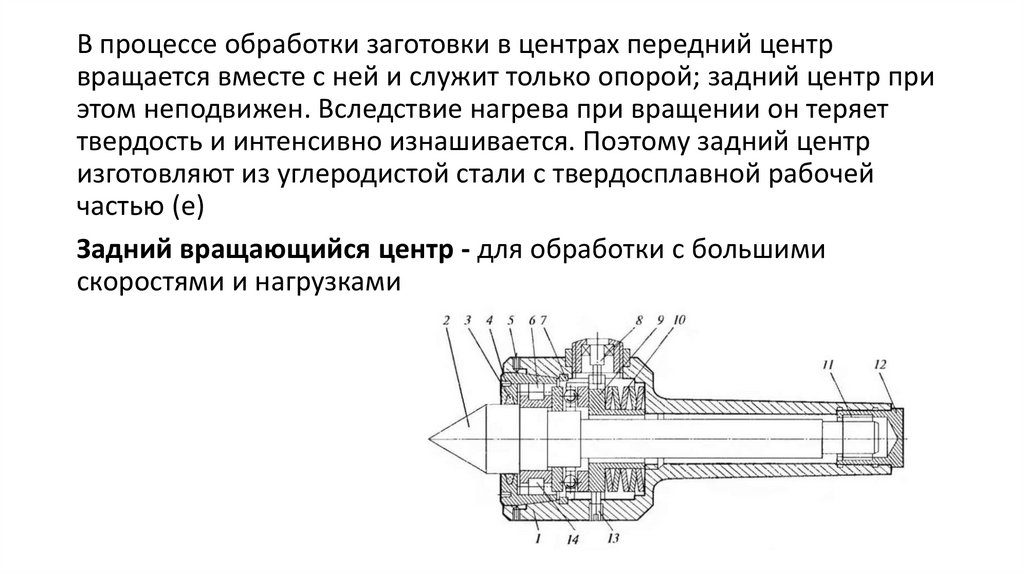
В процессе обработки заготовки в центрах передний центрвращается вместе с ней и служит только опорой; задний центр при
этом неподвижен. Вследствие нагрева при вращении он теряет
твердость и интенсивно изнашивается. Поэтому задний центр
изготовляют из углеродистой стали с твердосплавной рабочей
частью (е)
Задний вращающийся центр - для обработки с большими
скоростями и нагрузками