









 industry
industrySimilar presentations:





. Сущность и основные методы ОМД")


")

Технология обработки металлов давлением
1.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
Дисциплина
Технология обработки металлов
давлением
Технология ОМД 2024
1
2.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
Литература
Константинов И.Л. Технология ковки
и горячей объемной штамповки.
Учеб. пособие. – М.: ИНФРА-М; Красноярск:
Сиб. федер. ун-т, 2014. – 551 с. –
(Высшее образование: Бакалавриат).
Константинов И.Л. Основы технологических
процессов обработки металлов давлением :
учебник / И.Л. Константинов, С.Б. Сидельников. – 2-е изд. Стереотип. – М.: ИНФРА-М,
2016. – 487 с. – (Высшее образование:
Бакалавриат).
Технология ОМД 2024
2
3.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
Литература
Ковка и штамповка : справ. : в 4 т. / редсовет:
Е. И. Семенов [и др.].
- 2-е изд., перераб. и
доп. – М. : Машиностроение, 2010 .
[т.] 1: Материалы и нагрев. Оборудование.
Ковка / [А. Ю. Аверкиев [и др.]] ; под ред. Е. И.
Семенова . - 716 с. : ил.
Ковка и штамповка : справ. : в 4 т. / редсовет:
Е. И. Семенов [и др.] .- 2-е изд., перераб. и
доп. – М. : Машиностроение, 2010 .
[т.] 2: Горячая объемная штамповка
/ [А. П. Атрошенко [и др.]] ; под ред.
Е. И. Семенова . - 719 с. : ил.
Технология ОМД 2024
3
4.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
Литература
Семенов Е.И. Ковка и горячая штамповка:
учебник. – М.: МГИУ, 2011. – 414 с.
Технология ОМД 2024
4
5.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
Литература
Компьютерное моделирование процессов обработки металлов
давлением : учебное пособие/
А. А. Богатов [и др.] ; под общ. ред. проф., д-ра техн. наук
А. А. Богатова. Екатеринбург : Изд-во Урал. ун-та, 2018. - 248 с
Технология ОМД 2024
5
6.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
Литература
Конечно-элементное моделирование технологических
процессов ковки и объемной штамповки : учебное
пособие / [ А.В. Власов и др.]; под ред. А.В. Власова. –
Москва : Издательство МГТУ им. Н.Э. Баумана,
2019. – 383, [1] с.: ил.
Технология ОМД 2024
6
7.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
Компьютерные программы для моделирования процессов обработки
металлов давлением
https://qform3d.ru
С 1991 года на рынке программ для конечно-элементного
моделирования. Компания ООО «КванторФорм» (Россия)
занимается разработкой программного обеспечения для
моделирования процессов обработки металлов давлением.
Технология ОМД 2024
7
8.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
Литература
Л.И. Живов, А.Г. Овчинников, Е.Н. Складчиков.
КУЗНЕЧНО-ШТАМПОВОЧНОЕ ОБОРУДОВАНИЕ
Учебник для вузов / Под ред. Л.И. Живова, - М.:
Изд-во МГТУ им. Н.Э. Баумана, 2006. – 560 с.: ил.
Бочаров Ю.А.
КУЗНЕЧНО-ШТАМПОВОЧНОЕ ОБОРУДОВАНИЕ
Учебник для студ. высш. учеб. заведений /
Ю. А. Бочаров. – М.: Издательский центр
«Академия», 2008. – 480 с.
Технология ОМД 2024
8
9.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
Журналы
«Кузнечно-штамповочное производство.
Обработка материалов давлением».
«Заготовительные производства в
машиностроении».
«Металлообработка».
Технология ОМД 2024
9
10.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
Internet
сайты фирм, выпускающих КШО
1. www.tkpo.ryazan.ru - Рязанский завод КПО
2. www.tmp-press.ru - ТМП Воронеж;
3. www.bzmp.ru - Барнаульский завод механических
прессов;
4. www.gidropress.ru - «Нелидовские гидропресса» ЗАО
5. www.schulergroup.com
6. www.lasco.com
7. www.hatebur.com
8. www.laufer.de
Технология ОМД 2024
10
11.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
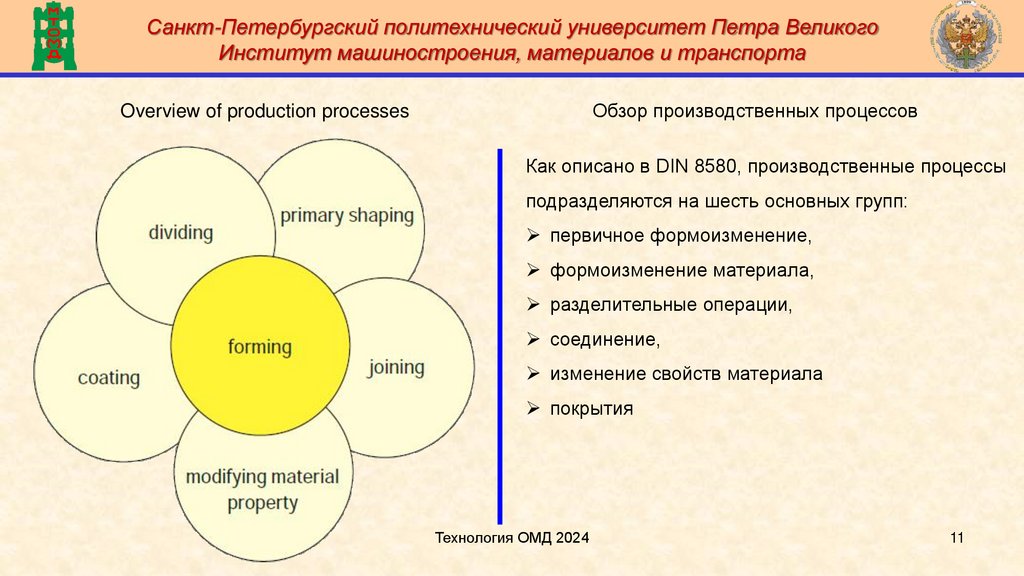
Обзор производственных процессов
Overview of production processes
Как описано в DIN 8580, производственные процессы
подразделяются на шесть основных групп:
➢ первичное формоизменение,
➢ формоизменение материала,
➢ разделительные операции,
➢ соединение,
➢ изменение свойств материала
➢ покрытия
Технология ОМД 2024
11
12.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
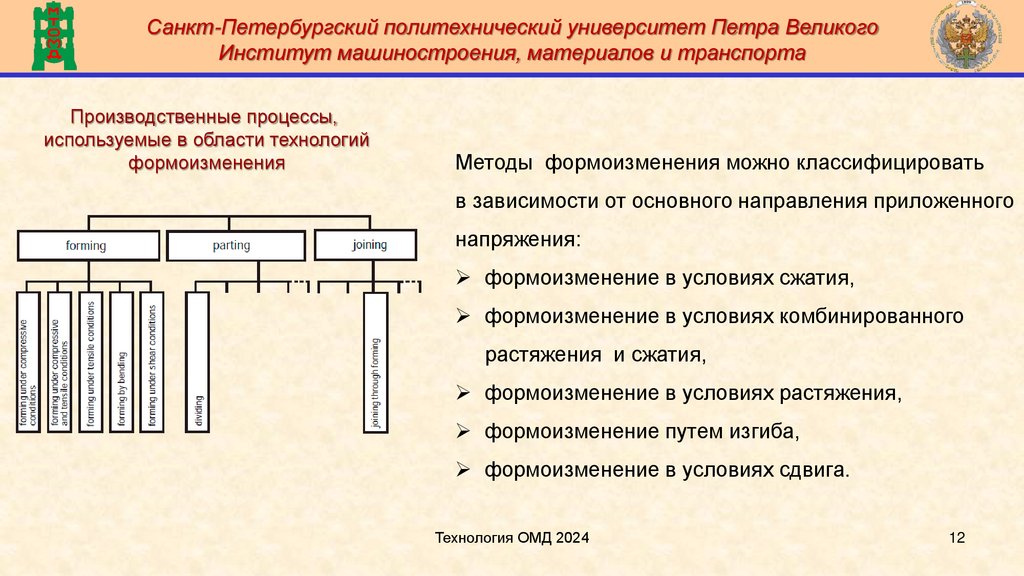
Производственные процессы,
используемые в области технологий
формоизменения
Методы формоизменения можно классифицировать
в зависимости от основного направления приложенного
напряжения:
➢ формоизменение в условиях сжатия,
➢ формоизменение в условиях комбинированного
растяжения и сжатия,
➢ формоизменение в условиях растяжения,
➢ формоизменение путем изгиба,
➢ формоизменение в условиях сдвига.
Технология ОМД 2024
12
13.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
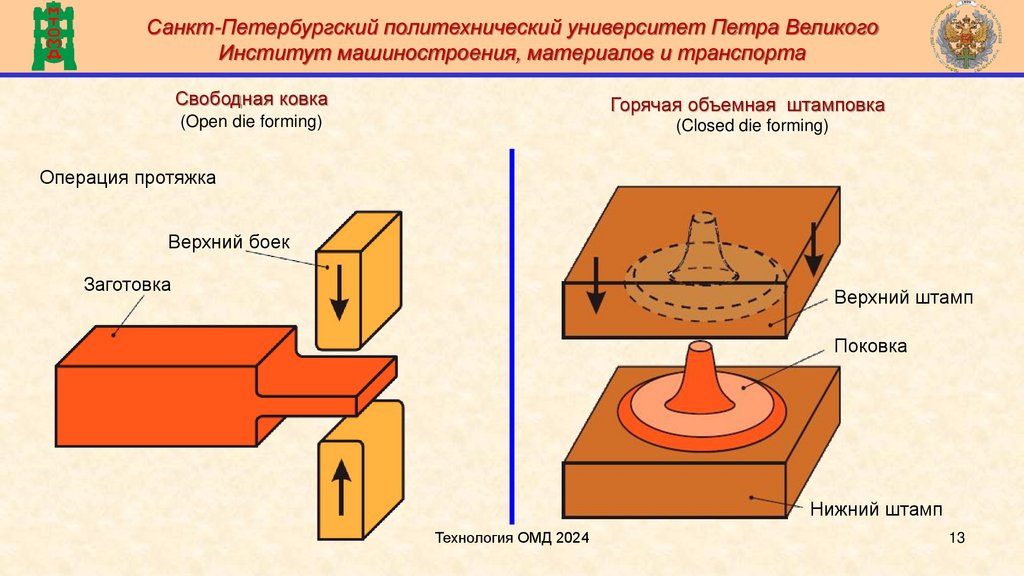
Свободная ковка
Горячая объемная штамповка
(Open die forming)
(Closed die forming)
Операция протяжка
Верхний боек
Заготовка
Верхний штамп
Поковка
Нижний штамп
Технология ОМД 2024
13
14.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
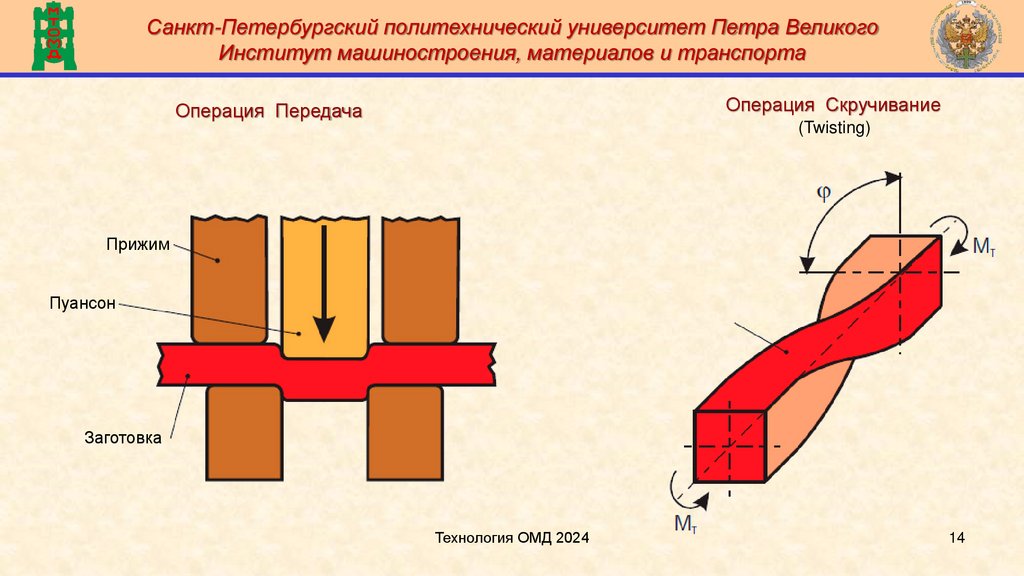
Операция Скручивание
Операция Передача
(Twisting)
Прижим
Пуансон
Заготовка
Технология ОМД 2024
14
15.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
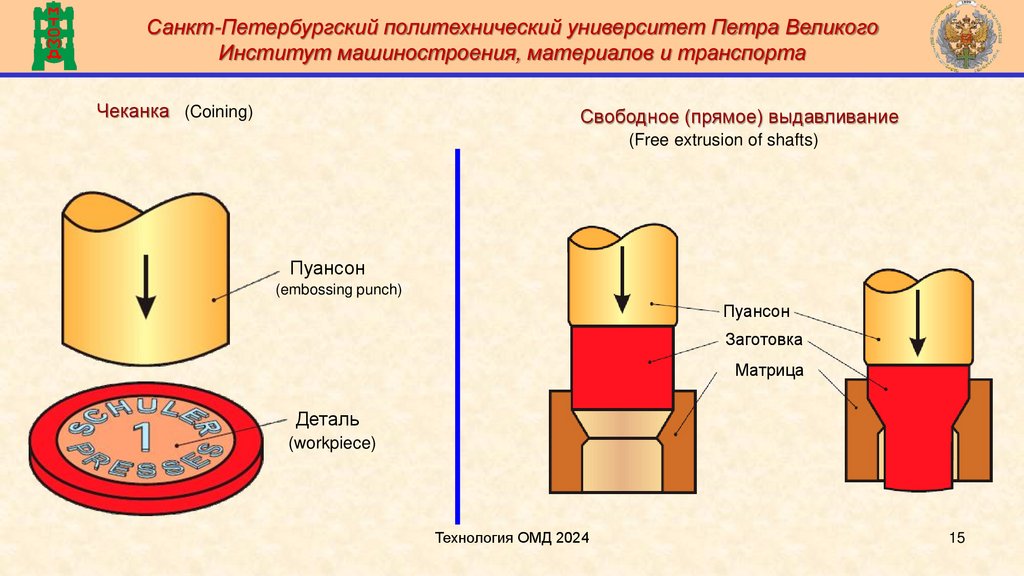
Чеканка (Coining)
Свободное (прямое) выдавливание
(Free extrusion of shafts)
Пуансон
(embossing punch)
Пуансон
Заготовка
Матрица
Деталь
(workpiece)
Технология ОМД 2024
15
16.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
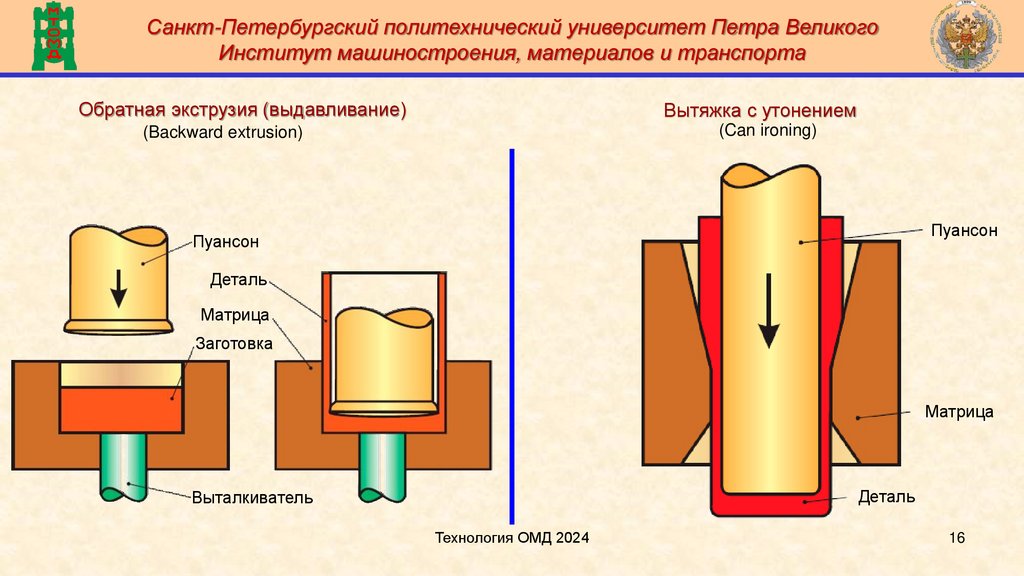
Обратная экструзия (выдавливание)
Вытяжка с утонением
(Can ironing)
(Backward extrusion)
Пуансон
Пуансон
Деталь
Матрица
Заготовка
Матрица
Деталь
Выталкиватель
Технология ОМД 2024
16
17.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
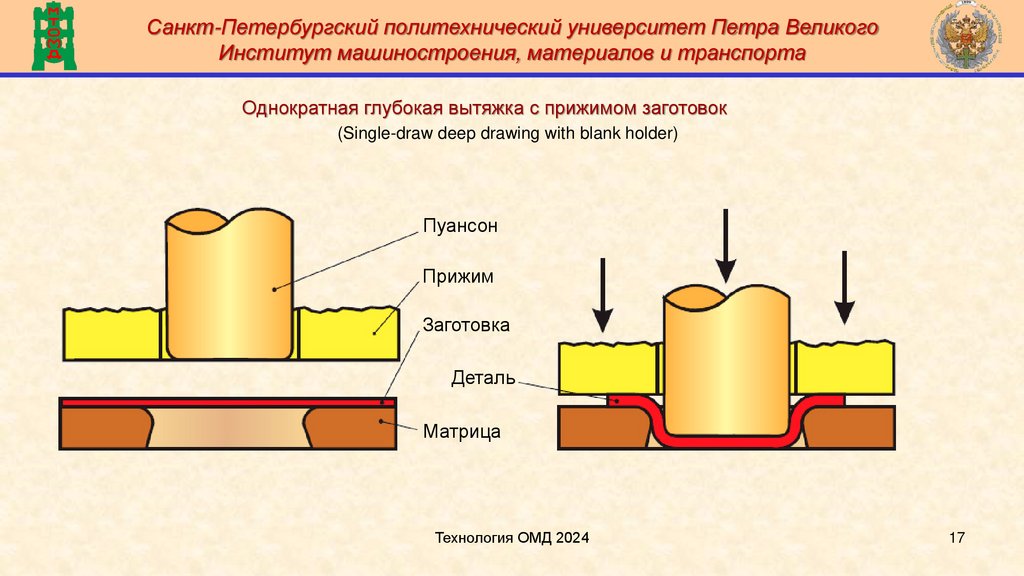
Однократная глубокая вытяжка с прижимом заготовок
(Single-draw deep drawing with blank holder)
Пуансон
Прижим
Заготовка
Деталь
Матрица
Технология ОМД 2024
17
18.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
Однократная глубокая вытяжка с прижимом заготовок
Технология ОМД 2024
18
19.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
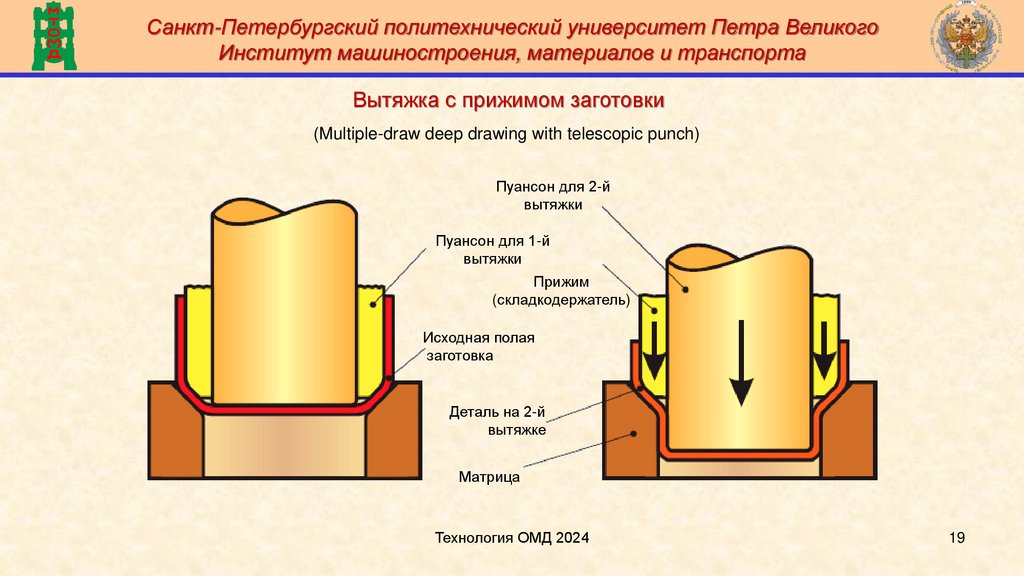
Вытяжка с прижимом заготовки
(Multiple-draw deep drawing with telescopic punch)
Пуансон для 2-й
вытяжки
Пуансон для 1-й
вытяжки
Прижим
(складкодержатель)
Исходная полая
заготовка
Деталь на 2-й
вытяжке
Матрица
Технология ОМД 2024
19
20.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
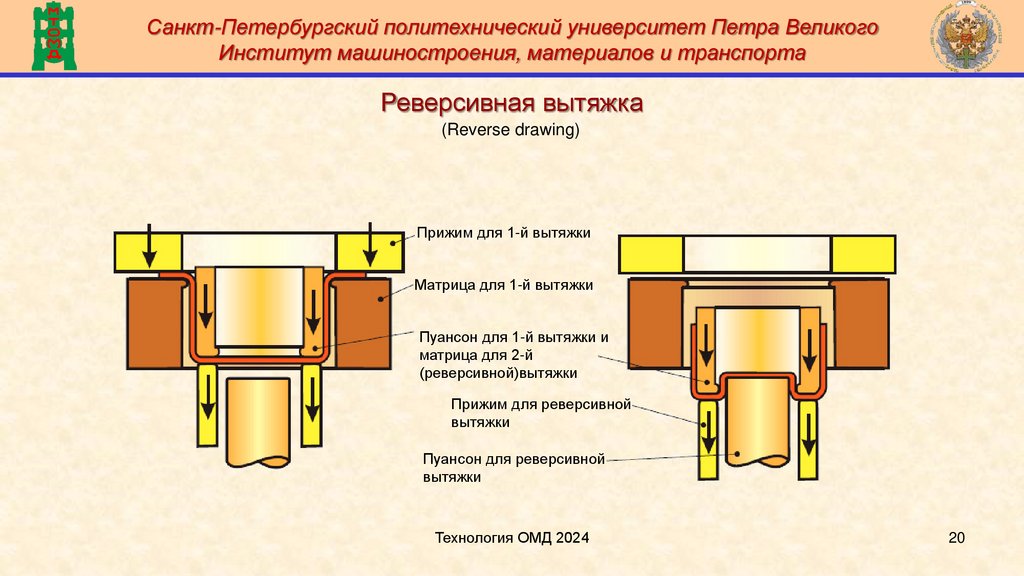
Реверсивная вытяжка
(Reverse drawing)
Прижим для 1-й вытяжки
Матрица для 1-й вытяжки
Пуансон для 1-й вытяжки и
матрица для 2-й
(реверсивной)вытяжки
Прижим для реверсивной
вытяжки
Пуансон для реверсивной
вытяжки
Технология ОМД 2024
20
21.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
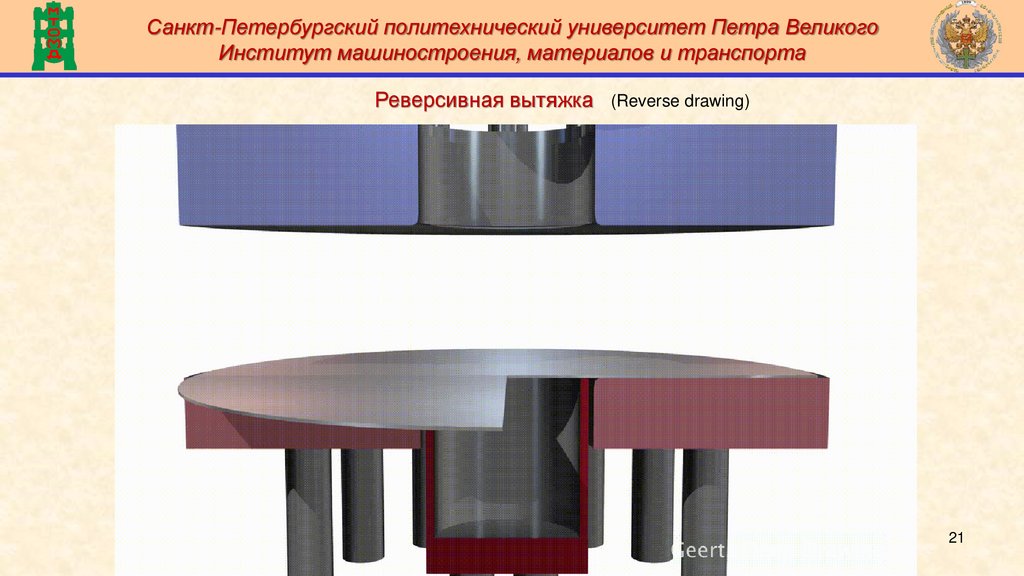
Реверсивная вытяжка
Технология ОМД 2024
(Reverse drawing)
21
22.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
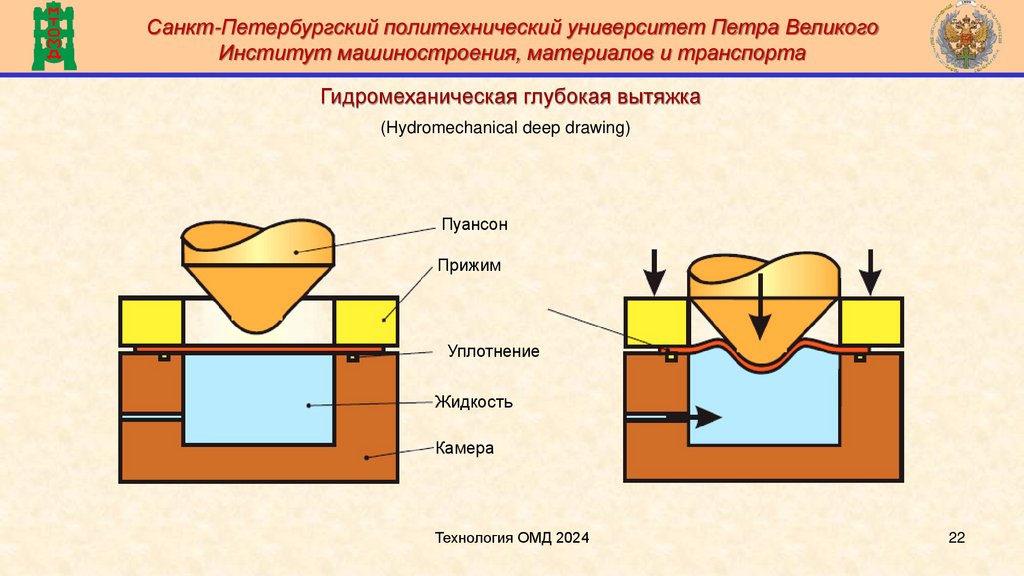
Гидромеханическая глубокая вытяжка
(Hydromechanical deep drawing)
Пуансон
Прижим
Уплотнение
Жидкость
Камера
Технология ОМД 2024
22
23.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
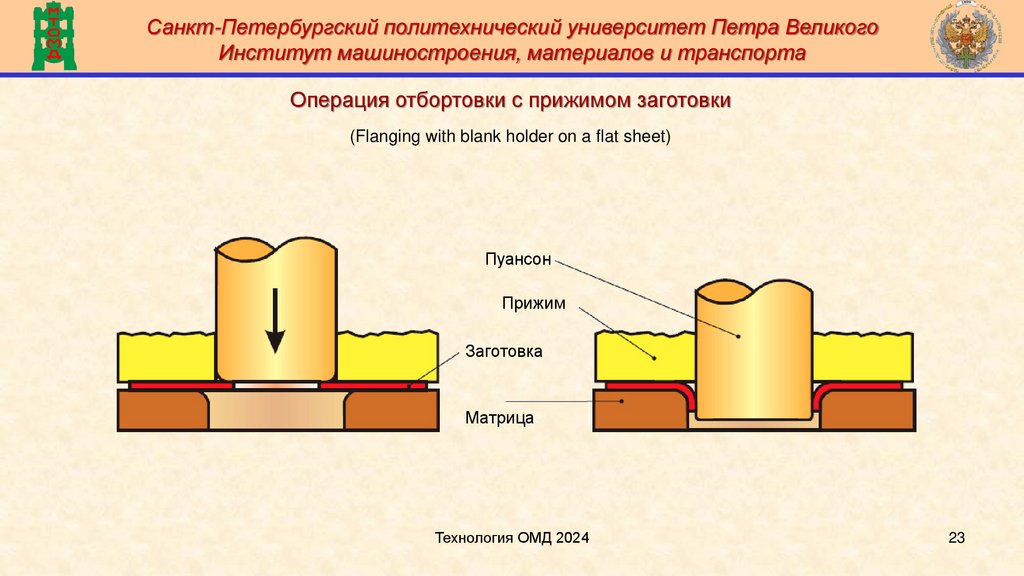
Операция отбортовки с прижимом заготовки
(Flanging with blank holder on a flat sheet)
Пуансон
Прижим
Заготовка
Матрица
Технология ОМД 2024
23
24.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
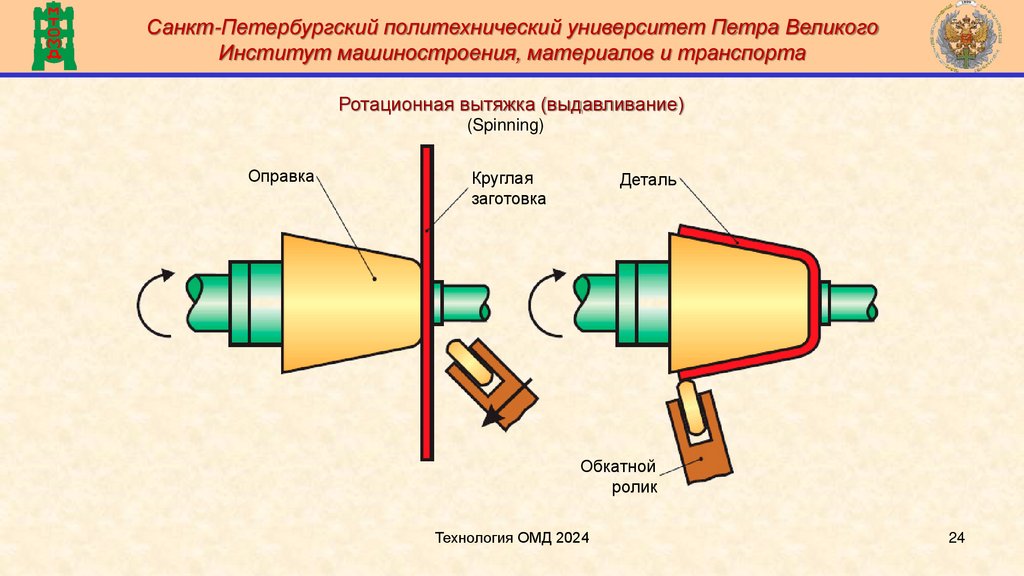
Ротационная вытяжка (выдавливание)
(Spinning)
Оправка
Круглая
заготовка
Деталь
Обкатной
ролик
Технология ОМД 2024
24
25.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
Ротационная вытяжка (выдавливание)
(Spinning)
Технология ОМД 2024
25
26.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
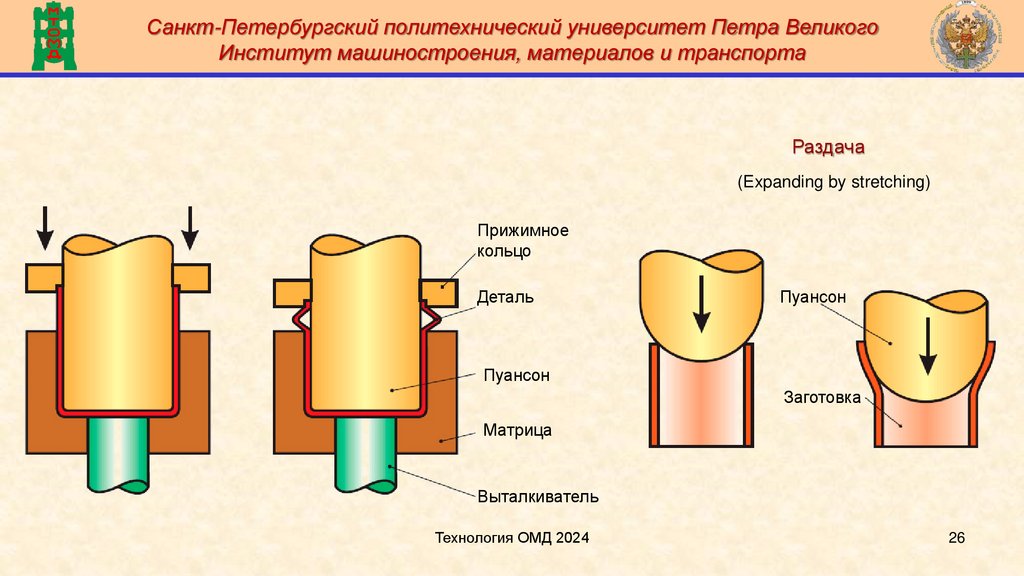
Раздача
(Expanding by stretching)
Прижимное
кольцо
Деталь
Пуансон
Пуансон
Заготовка
Матрица
Выталкиватель
Технология ОМД 2024
26
27.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
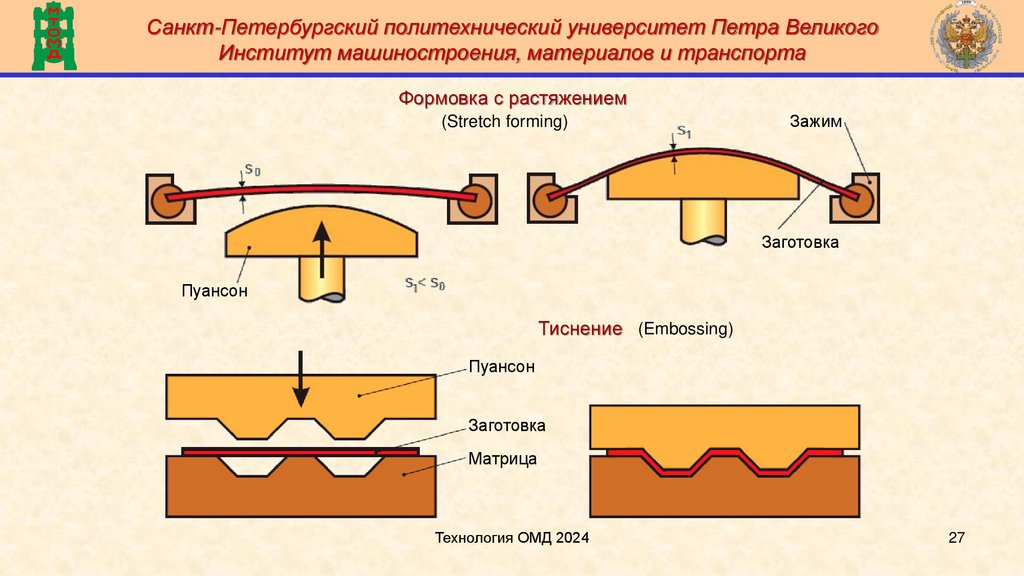
Формовка с растяжением
(Stretch forming)
Зажим
Заготовка
Пуансон
Тиснение (Embossing)
Пуансон
Заготовка
Матрица
Технология ОМД 2024
27
28.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
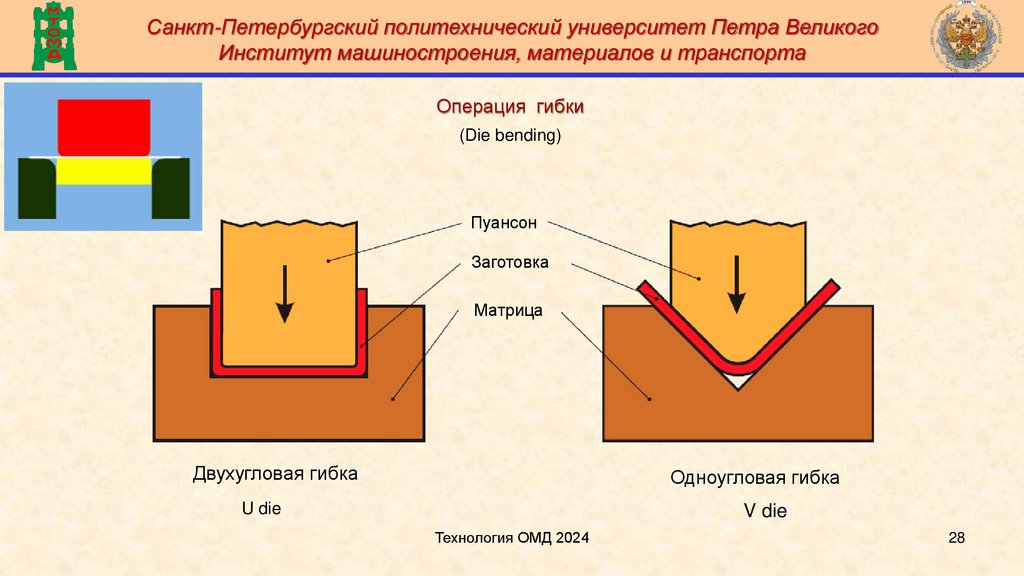
Операция гибки
(Die bending)
Пуансон
Заготовка
Матрица
Двухугловая гибка
Одноугловая гибка
U die
V die
Технология ОМД 2024
28
29.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
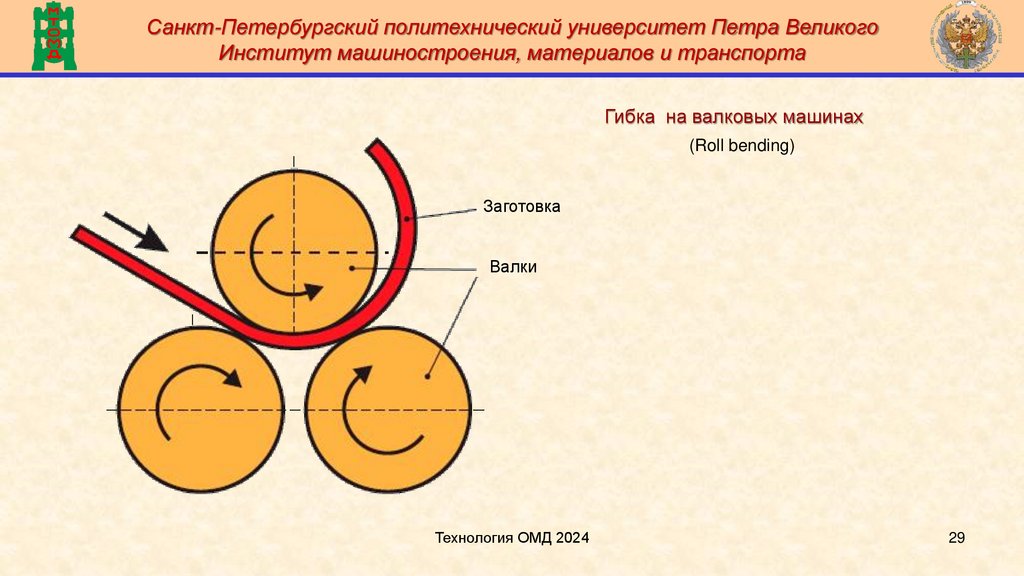
Гибка на валковых машинах
(Roll bending)
Заготовка
Валки
Технология ОМД 2024
29
30.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
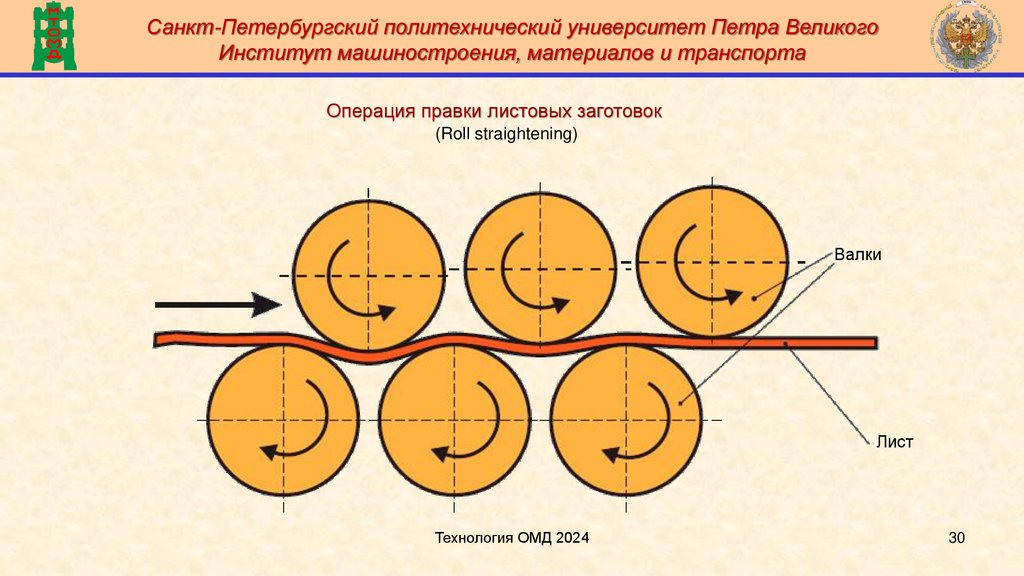
Операция правки листовых заготовок
(Roll straightening)
Валки
Лист
Технология ОМД 2024
30
31.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
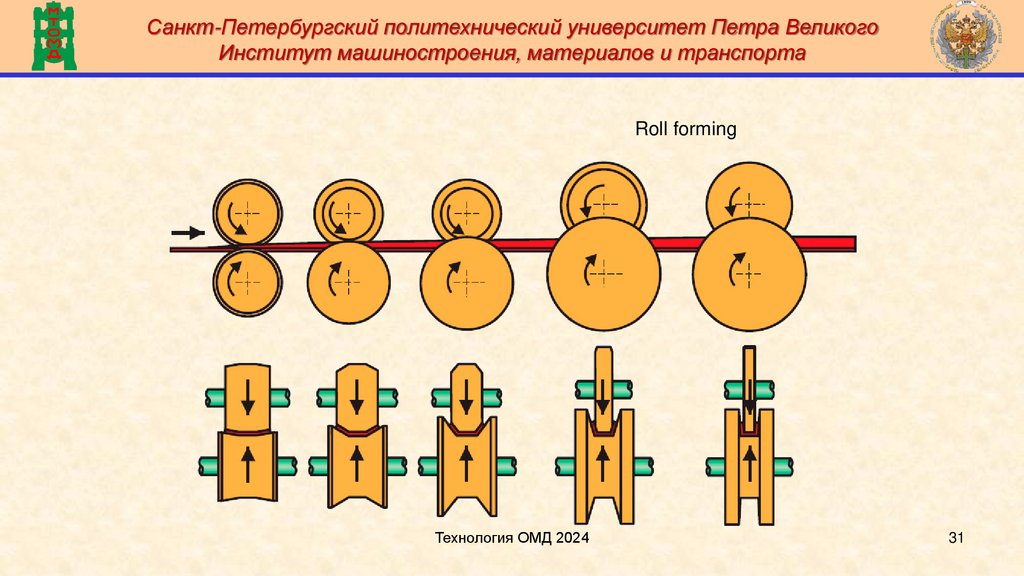
Roll forming
Технология ОМД 2024
31
32.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
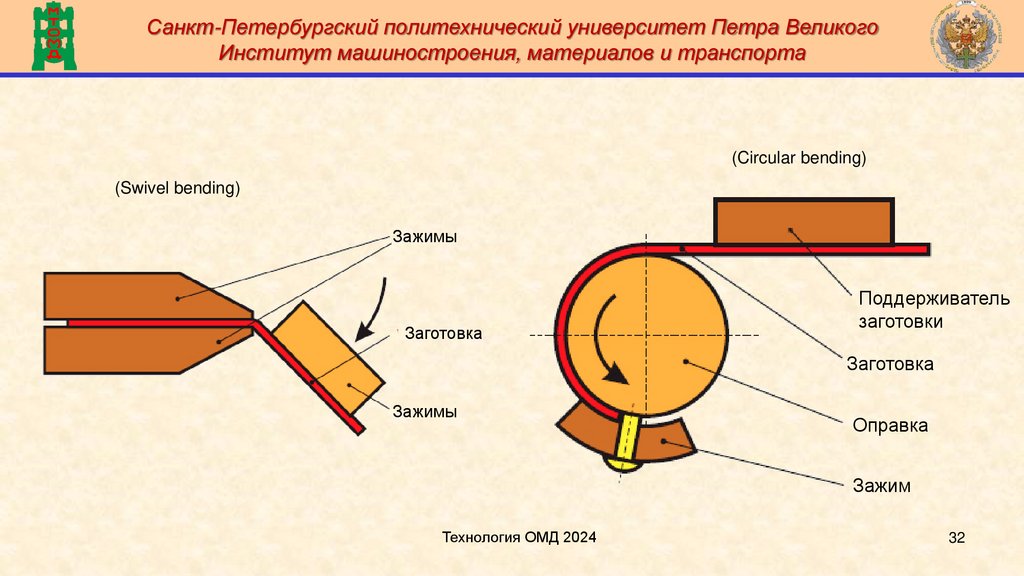
(Circular bending)
(Swivel bending)
Зажимы
Заготовка
Поддерживатель
заготовки
Заготовка
Зажимы
Оправка
Зажим
Технология ОМД 2024
32
33.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
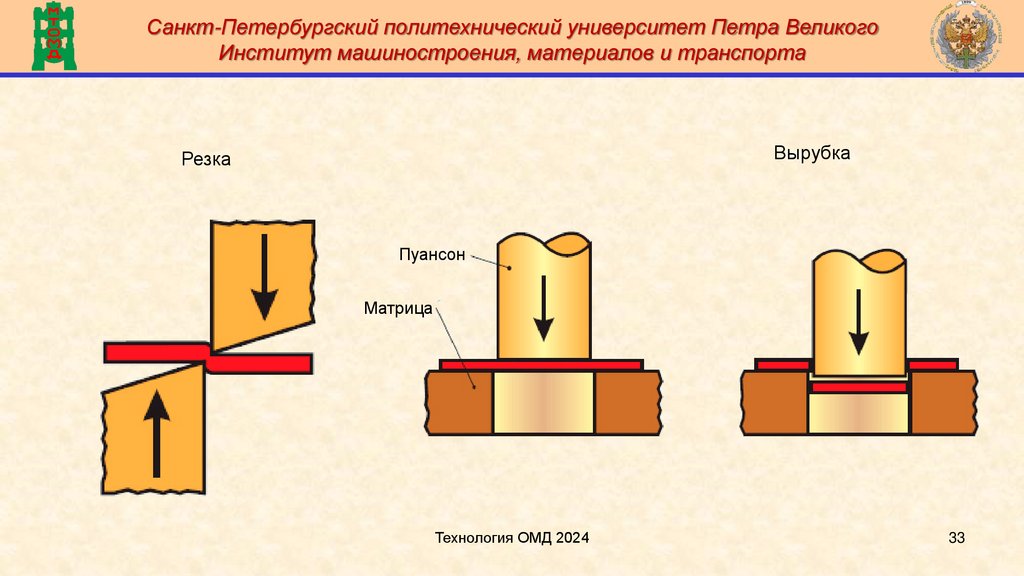
Вырубка
Резка
Пуансон
Матрица
Технология ОМД 2024
33
34.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
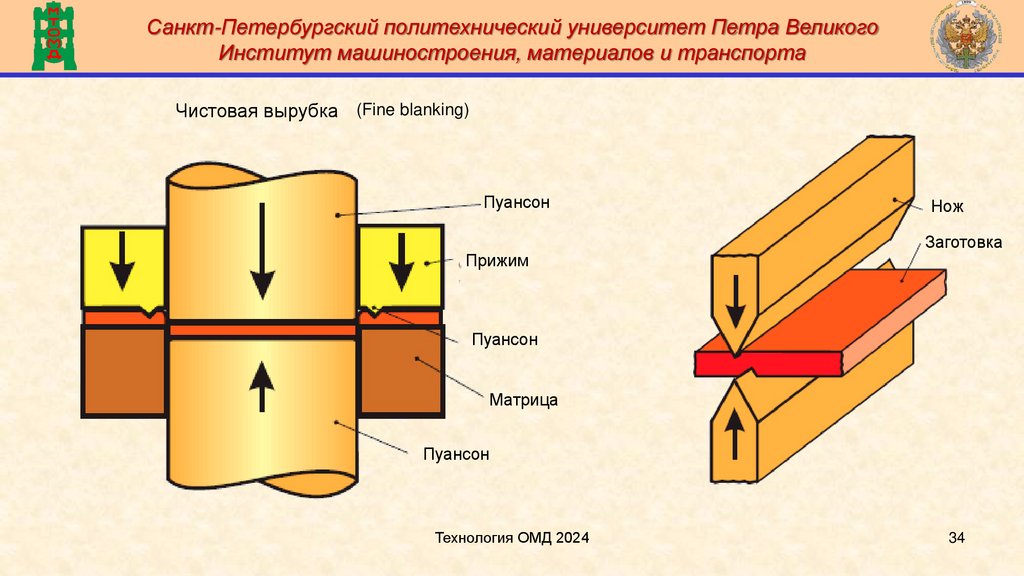
Чистовая вырубка (Fine blanking)
Пуансон
Прижим
Нож
Заготовка
Пуансон
Матрица
Пуансон
Технология ОМД 2024
34
35.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
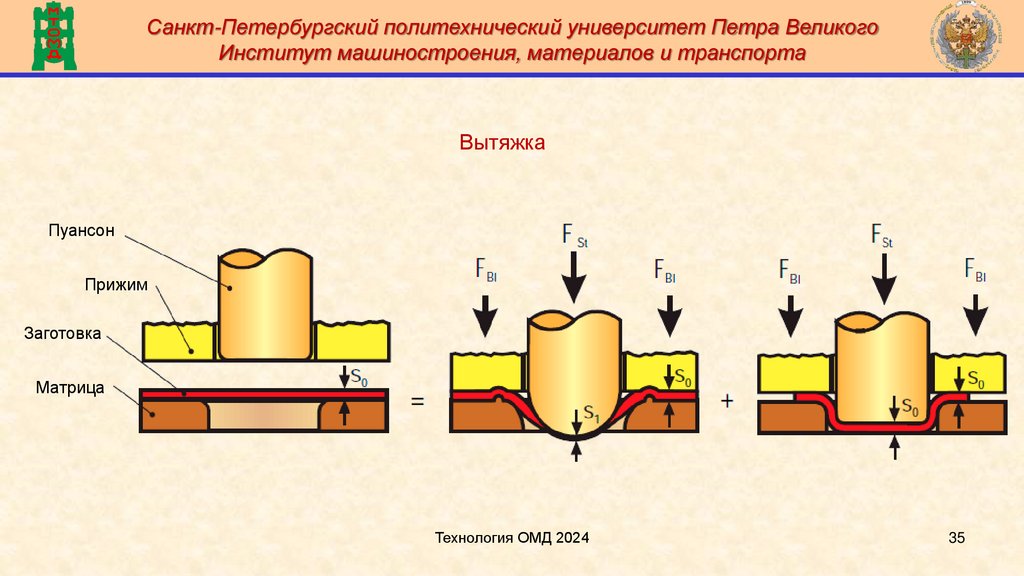
Вытяжка
Пуансон
Прижим
Заготовка
Матрица
Технология ОМД 2024
35
36.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
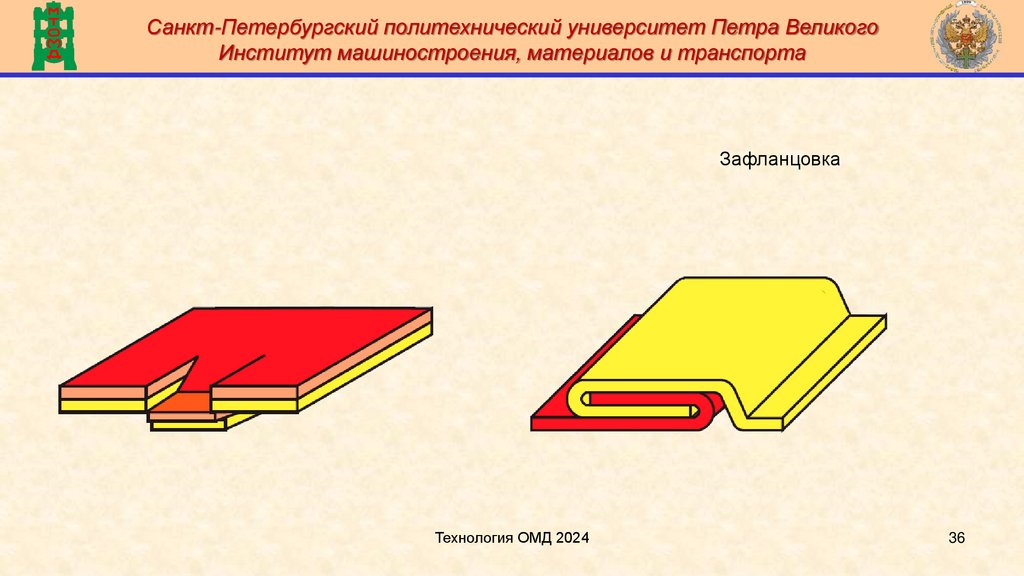
Зафланцовка
Технология ОМД 2024
36
37.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
Ориентировочные параметры размерной точности
деталей, достигаемые при обработке давлением
Технология ОМД 2024
37
38.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
ГОРЯЧАЯ ОБЪЕМНАЯ ШТАМПОВКА
Технология ОМД 2024
38
39.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
Алгоритм проектирования штампованной заготовки
Исходными данными для разработки чертежа поковки являются:
➢ Электронная модель мех. обработанной детали (3D), созданная
в одной из CAD систем (Компас – 3D, SolidWorks , др. ГОСТ 2.052-2021).
➢ Чертеж мех. обработанной детали (2D).
Технология ОМД 2024
39
40.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
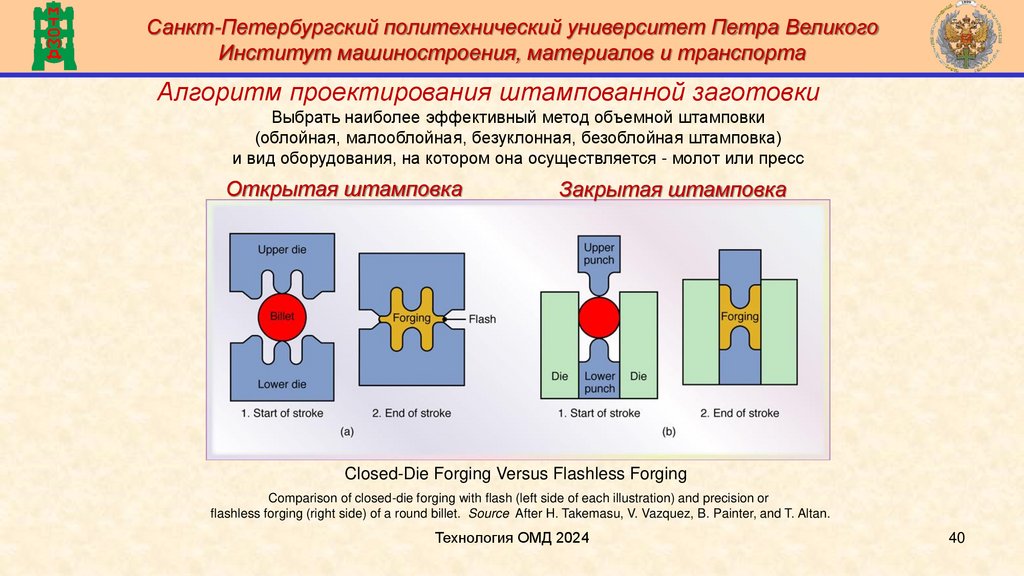
Алгоритм проектирования штампованной заготовки
Выбрать наиболее эффективный метод объемной штамповки
(облойная, малооблойная, безуклонная, безоблойная штамповка)
и вид оборудования, на котором она осуществляется - молот или пресс
Открытая штамповка
Закрытая штамповка
Closed-Die Forging Versus Flashless Forging
Comparison of closed-die forging with flash (left side of each illustration) and precision or
flashless forging (right side) of a round billet. Source After H. Takemasu, V. Vazquez, B. Painter, and T. Altan.
Технология ОМД 2024
40
41.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
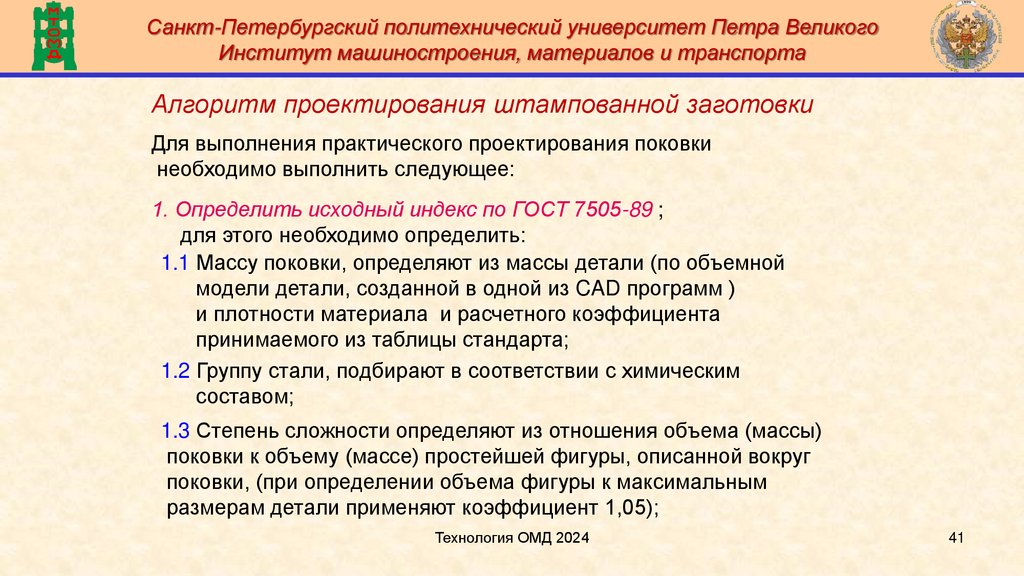
Алгоритм проектирования штампованной заготовки
Для выполнения практического проектирования поковки
необходимо выполнить следующее:
1. Определить исходный индекс по ГОСТ 7505-89 ;
для этого необходимо определить:
1.1 Массу поковки, определяют из массы детали (по объемной
модели детали, созданной в одной из CAD программ )
и плотности материала и расчетного коэффициента
принимаемого из таблицы стандарта;
1.2 Группу стали, подбирают в соответствии с химическим
составом;
1.3 Степень сложности определяют из отношения объема (массы)
поковки к объему (массе) простейшей фигуры, описанной вокруг
поковки, (при определении объема фигуры к максимальным
размерам детали применяют коэффициент 1,05);
Технология ОМД 2024
41
42.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
Алгоритм проектирования штампованной заготовки
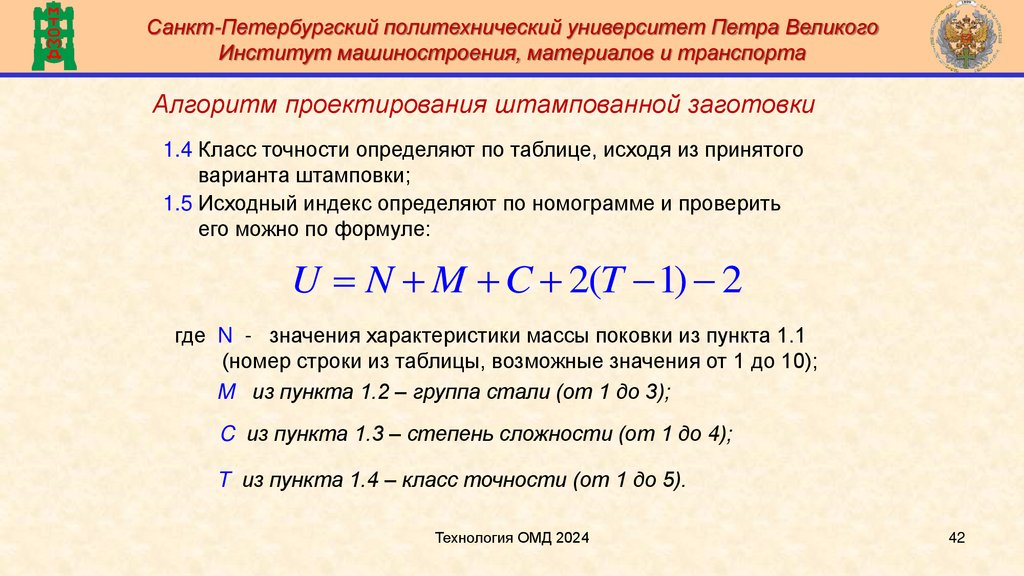
1.4 Класс точности определяют по таблице, исходя из принятого
варианта штамповки;
1.5 Исходный индекс определяют по номограмме и проверить
его можно по формуле:
U = N + M + C + 2(T − 1) − 2
где N - значения характеристики массы поковки из пункта 1.1
(номер строки из таблицы, возможные значения от 1 до 10);
M из пункта 1.2 – группа стали (от 1 до 3);
C из пункта 1.3 – степень сложности (от 1 до 4);
T из пункта 1.4 – класс точности (от 1 до 5).
Технология ОМД 2024
42
43.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
Алгоритм проектирования штампованной заготовки
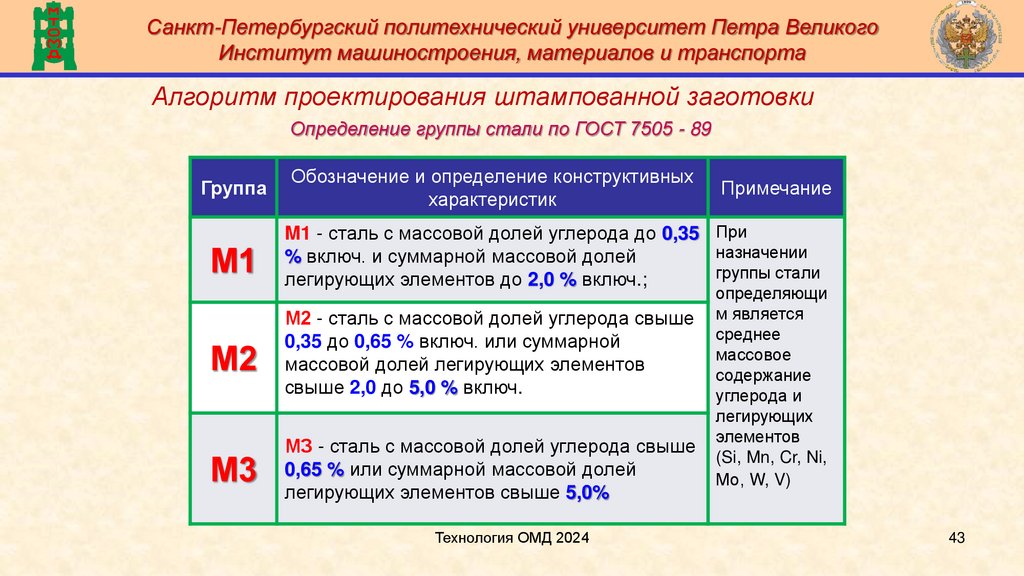
Определение группы стали по ГОСТ 7505 - 89
Группа
Обозначение и определение конструктивных
характеристик
М1
M1 - сталь с массовой долей углерода до 0,35 При
назначении
% включ. и суммарной массовой долей
группы стали
легирующих элементов до 2,0 % включ.;
М2
М2 - сталь с массовой долей углерода свыше
0,35 до 0,65 % включ. или суммарной
массовой долей легирующих элементов
свыше 2,0 до 5,0 % включ.
М3
МЗ - сталь с массовой долей углерода свыше
0,65 % или суммарной массовой долей
легирующих элементов свыше 5,0%
Технология ОМД 2024
Примечание
определяющи
м является
среднее
массовое
содержание
углерода и
легирующих
элементов
(Si, Mn, Cr, Ni,
Мо, W, V)
43
44.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
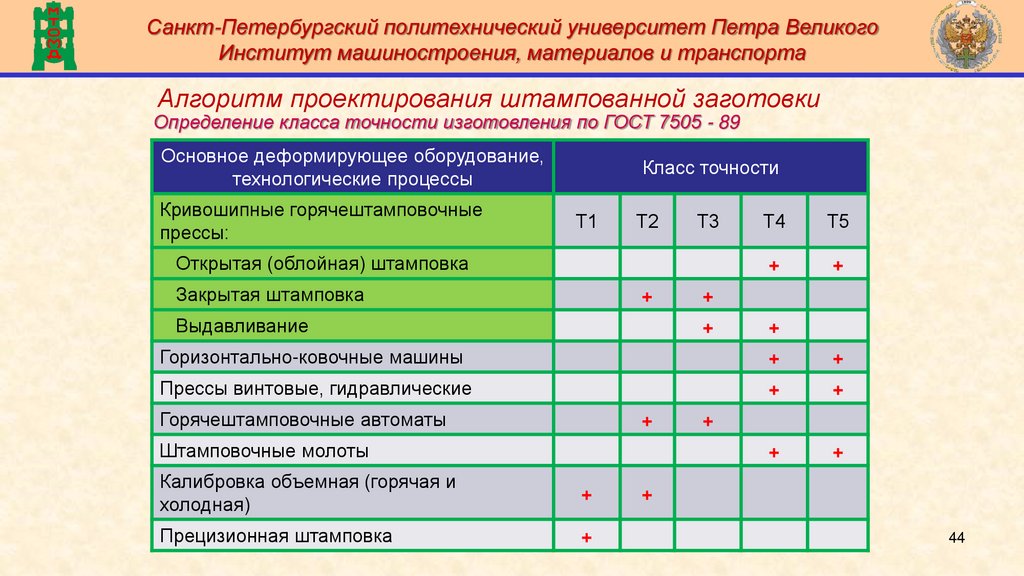
Алгоритм проектирования штампованной заготовки
Определение класса точности изготовления по ГОСТ 7505 - 89
Основное деформирующее оборудование,
технологические процессы
Кривошипные горячештамповочные
прессы:
Класс точности
Т1
Т2
Т3
Открытая (облойная) штамповка
Закрытая штамповка
+
Выдавливание
Т4
Т5
+
+
+
+
+
Горизонтально-ковочные машины
+
+
Прессы винтовые, гидравлические
+
+
+
+
Горячештамповочные автоматы
+
Штамповочные молоты
Калибровка объемная (горячая и
холодная)
Прецизионная штамповка
+
+
Технология ОМД 2024
Лекция_тех_с7_08_23
+
+
44
44
45.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
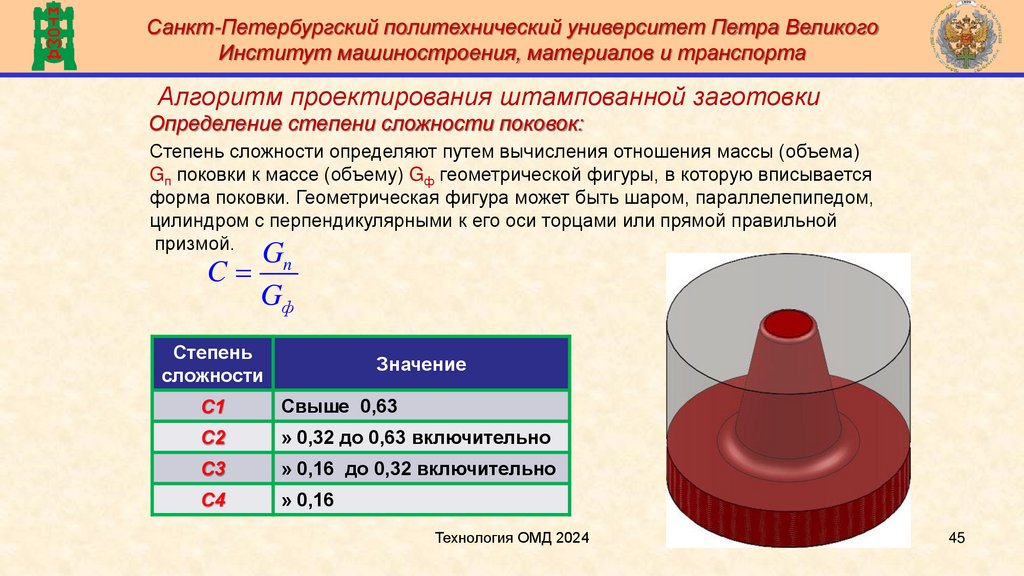
Алгоритм проектирования штампованной заготовки
Определение степени сложности поковок:
Степень сложности определяют путем вычисления отношения массы (объема)
Gп поковки к массе (объему) Gф геометрической фигуры, в которую вписывается
форма поковки. Геометрическая фигура может быть шаром, параллелепипедом,
цилиндром с перпендикулярными к его оси торцами или прямой правильной
призмой.
Gn
C=
Gф
Степень
сложности
Значение
С1
Свыше 0,63
С2
» 0,32 до 0,63 включительно
С3
» 0,16 до 0,32 включительно
С4
» 0,16
Технология ОМД 2024
45
46.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
Алгоритм проектирования штампованной заготовки
Т5
Т4
Т3
Т2
Т1
С2
С3
С4
С1
М3
Класс точности
поковок
М2
Степень
сложности
поковки
Исходный
индекс
Масса поковки, кг
Группа
стали
М1
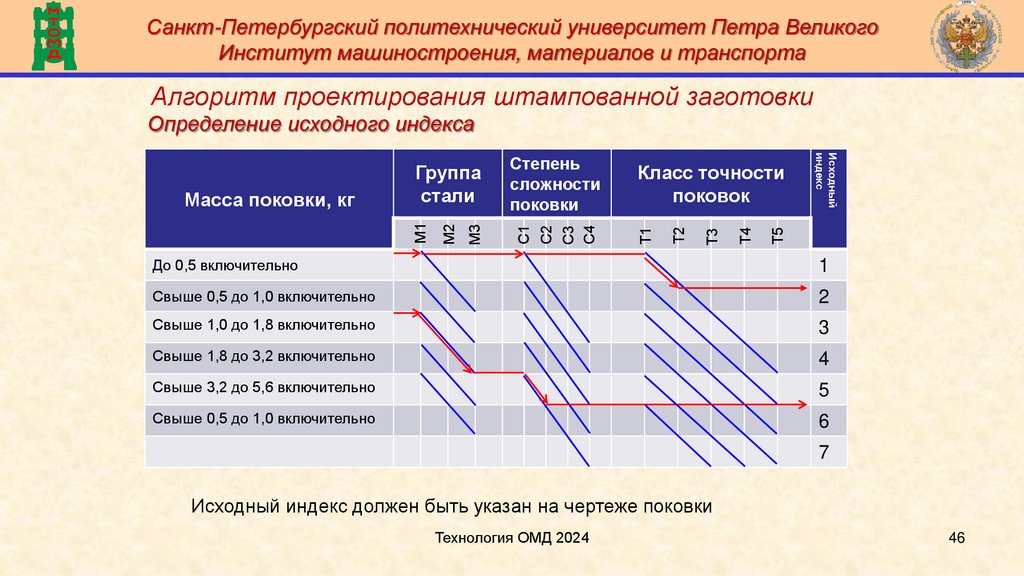
Определение исходного индекса
До 0,5 включительно
1
Свыше 0,5 до 1,0 включительно
2
Свыше 1,0 до 1,8 включительно
3
Свыше 1,8 до 3,2 включительно
4
Свыше 3,2 до 5,6 включительно
5
Свыше 0,5 до 1,0 включительно
6
7
Исходный индекс должен быть указан на чертеже поковки
Технология ОМД 2024
46
47.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
Алгоритм проектирования штампованной заготовки
2. Исходя из персонального задания (формы и размеров детали)
предварительно выбирают плоскость разъема штампа.
3. На основании исходных данных (формы и размеров детали), и
найденных параметров (исходного индекса) необходимо из
таблиц определить либо подобрать:
3.1 основные и дополнительные припуски;
3.2 назначить штамповочные уклоны;
3.3 назначить радиусы закруглений;
3.4 определить допускаемые отклонения размеров
Технология ОМД 2024
47
48.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
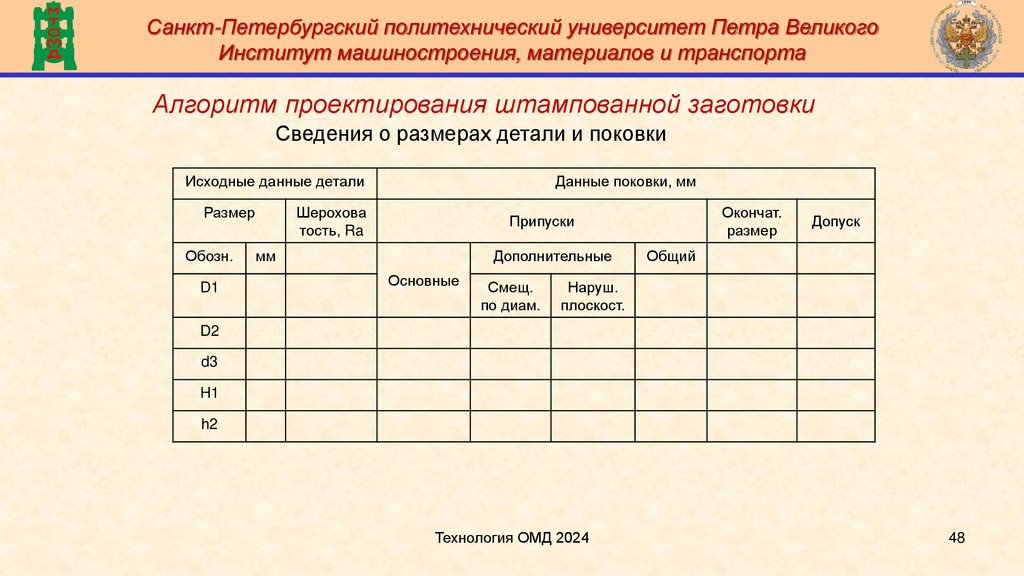
Алгоритм проектирования штампованной заготовки
Сведения о размерах детали и поковки
Исходные данные детали
Размер
Обозн.
D1
Данные поковки, мм
Шерохова
тость, Ra
Окончат.
размер
Припуски
мм
Дополнительные
Основные
Смещ.
по диам.
Допуск
Общий
Наруш.
плоскост.
D2
d3
H1
h2
Технология ОМД 2024
48
49.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
Алгоритм проектирования штампованной заготовки
4. Построить по чертежу детали чертеж холодной поковки с
соблюдением всех правил ЕСКД (масштаб - М 1:1,
внутри поковки тонкой или штрихпунктирной линией
указывают контуры детали). На чертеже указывают технические
требования и прочие характеристики к поковке
(неуказанные штамповочные уклоны, радиусы закруглений).
ГОСТ 7505 – 89
ПОКОВКИ СТАЛЬНЫЕ ШТАМПОВАННЫЕ
Допуски, припуски и кузнечные напуски
ГОСТ 3.1126 – 88
ПРАВИЛА ВЫПОЛНЕНИЯ ГРАФИЧЕСКИХ
ДОКУМЕНТОВ НА ПОКОВКИ
Технология ОМД 2024
49
50.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
Конструирование поковки
По форме конфигурации поковки подразделяют на три группы
основные группы:
с вытянутой осью
симметричные в плане
сложной формы
Технология ОМД 2024
50
51.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
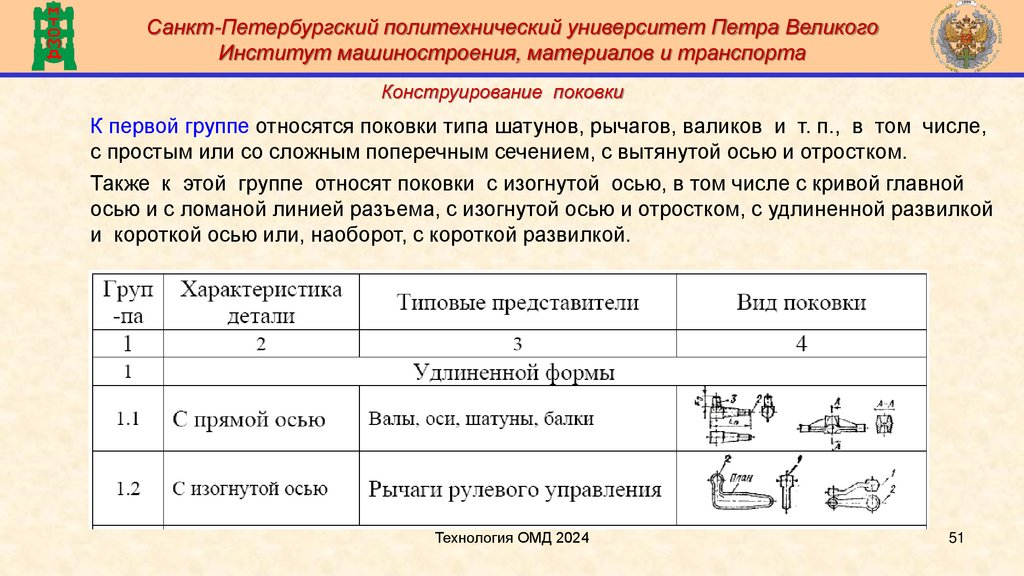
Конструирование поковки
К первой группе относятся поковки типа шатунов, рычагов, валиков и т. п., в том числе,
с простым или со сложным поперечным сечением, с вытянутой осью и отростком.
Также к этой группе относят поковки с изогнутой осью, в том числе с кривой главной
осью и с ломаной линией разъема, с изогнутой осью и отростком, с удлиненной развилкой
и короткой осью или, наоборот, с короткой развилкой.
Технология ОМД 2024
51
52.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
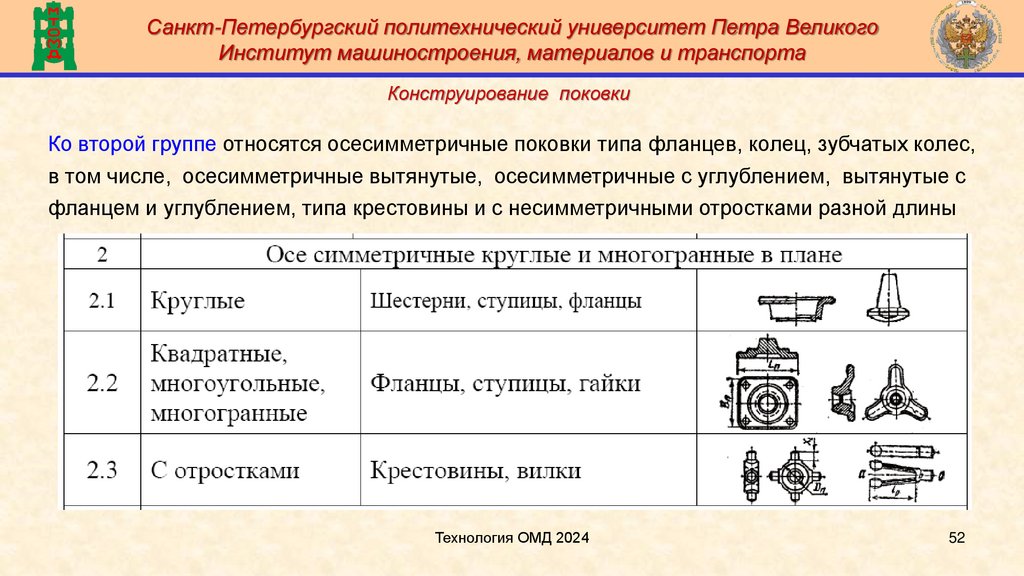
Конструирование поковки
Ко второй группе относятся осесимметричные поковки типа фланцев, колец, зубчатых колес,
в том числе, осесимметричные вытянутые, осесимметричные с углублением, вытянутые с
фланцем и углублением, типа крестовины и с несимметричными отростками разной длины
Технология ОМД 2024
52
53.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
Конструирование поковки
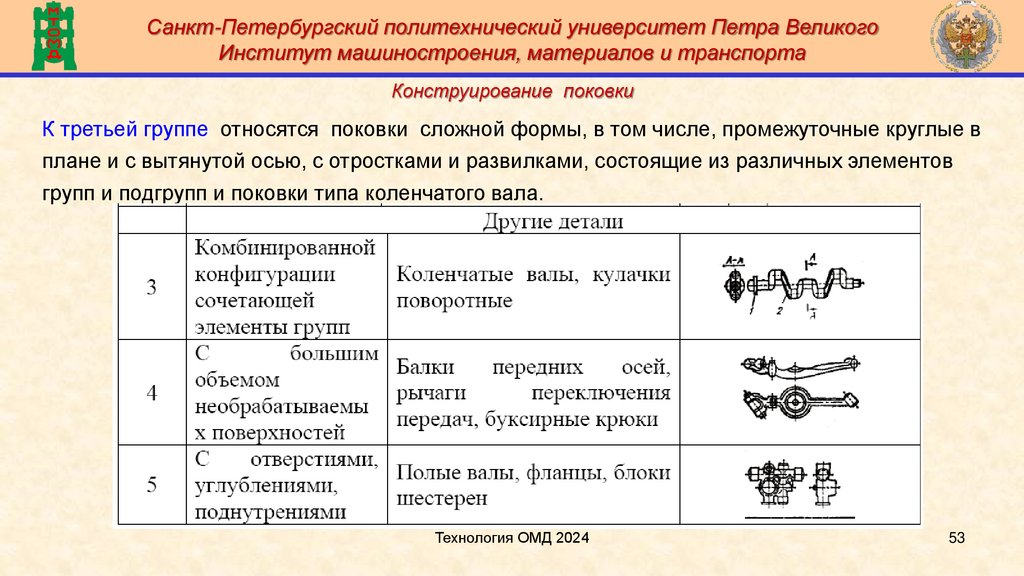
К третьей группе относятся поковки сложной формы, в том числе, промежуточные круглые в
плане и с вытянутой осью, с отростками и развилками, состоящие из различных элементов
групп и подгрупп и поковки типа коленчатого вала.
Технология ОМД 2024
53
54.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
Конструирование поковки
Плоскость разъема штампов
Разъем штампа необходим для вкладывания исходной заготовки в ручей и извлечения из
него поковки, а также для размещения канавки для заусенца при открытой штамповке.
Расположение поковки в штампе подбирается в зависимости от ее конфигурации.
При установлении поверхности разъема следует учитывать следующее:
❑ заполнение окончательного ручья штампа за счет осадки в нем металла
происходит легче, чем его заполнение выдавливанием;
❑ ручей в верхнем штампе заполняется легче, а поверхность поковки в нем получается
чище, чем в нижнем штампе, поэтому полости под тонкие и высокие ребра, следует
располагать в верхней части штампа.
Технология ОМД 2024
54
55.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
Конструирование поковки
Поверхность (Плоскость) разъема штампов
Поверхность разъема штампа (плоскость разъема) указывает границу между частями
поковки, оформляемыми в верхнем и нижнем штампе.
При штамповке в открытом штампе, для обеспечения хорошего среза заусенца,
линию разъема устанавливают так, чтобы на боковой поверхности поковки
получились штамповочные уклоны, идущие в обе стороны от нее, т.е. вверх и вниз от
линии разъема.
Положение плоскости разъема определяется различными факторами, в том числе,
как формой поковки и условиями работы детали, так и величиной отхода металла и
требуемой макроструктурой.
Технология ОМД 2024
55
56.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
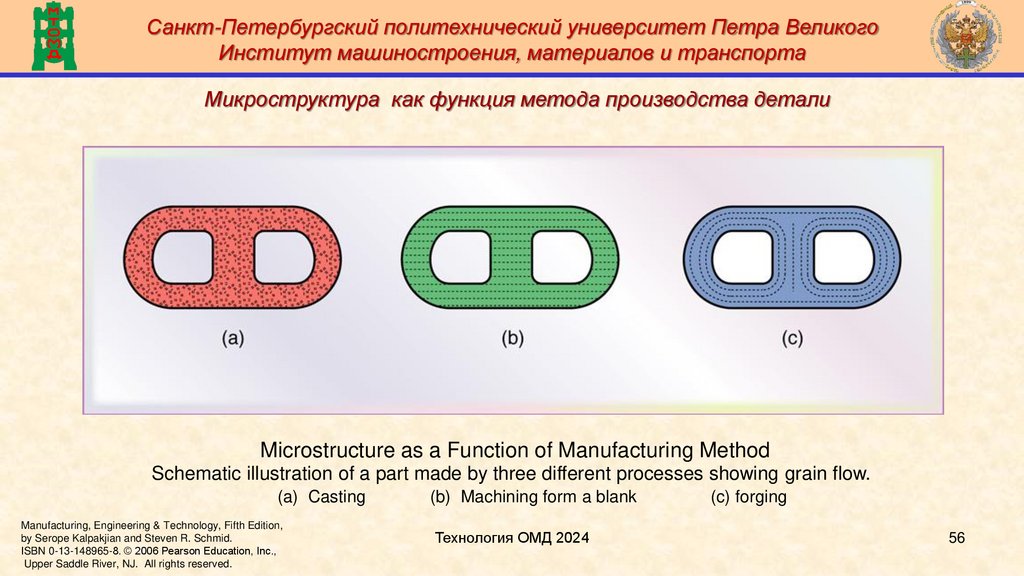
Микроструктура как функция метода производства детали
Microstructure as a Function of Manufacturing Method
Schematic illustration of a part made by three different processes showing grain flow.
(a) Casting
Manufacturing, Engineering & Technology, Fifth Edition,
by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. © 2006 Pearson Education, Inc.,
Upper Saddle River, NJ. All rights reserved.
(b) Machining form a blank
Технология ОМД 2024
(c) forging
56
57.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
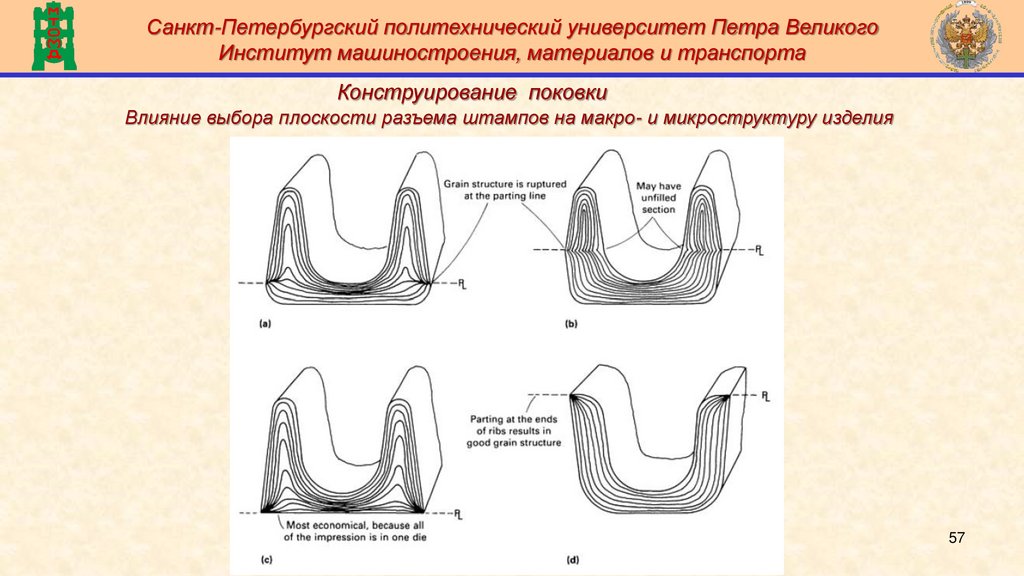
Конструирование поковки
Влияние выбора плоскости разъема штампов на макро- и микроструктуру изделия
Лекция_тех_с7_08_23
Технология ОМД 2024
57
58.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
Конструирование поковки
Поверхность (Плоскость) разъема штампов
Поверхность разъема штампа может быть плоской (для простых поковок) или ломанной.
Ломаный разъем предпочтительнее для поковок с выступами, так как при этом лучше
заполняются углы ручья штампа, и экономится металл.
В большинстве случаев выполнить все требования к плоскости разъема не удается, и в
каждом отдельном случае выделяют некоторое число требований, являющихся
главными.
Окончательно решение по поверхности разъема штампа принимают исходя из
экономичности процесса в целом.
Технология ОМД 2024
58
59.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
Конструирование поковки
Припуски, напуски и допуски
Припуском на механическую обработку поковки называют увеличение ее размеров по
сравнению с готовой деталью, которое необходимо для снятия дефектного слоя,
образовавшегося в процессе ковки (штамповки) или для устранения отклонений в
геометрической форме поковки.
Минимальная величина припуска определяется, прежде всего, глубиной дефектного
поверхностного слоя поковки, а также технологией последующей механической
обработки и ее регламентирует ГОСТ 7505-89.
Иногда, конфигурацию поковки упрощают путем применения напусков некоторого слоя
металла, который в дальнейшем переходит в стружку. Напуски назначают по
технологическим признакам, так как узкие уступы, выступы малого радиуса и т.п. не
воспроизводятся в штампах.
Технология ОМД 2024
59
60.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
Конструирование поковки
Припуски, напуски и допуски
На любой размер поковки назначают допуск независимо от наличия и значения
припусков.
Допуском на указанную обработку называют допускаемое отклонение размеров готовой
поковки от ее номинальных размеров.
Допуск определяется только технологией кузнечной обработки и не зависит от припуска.
При этом припуски, входящие в этот размер, назначают отдельно с каждой стороны этого
размера.
К основным факторам, определяющим величины допусков, прежде всего, относятся
технологические свойства штампуемых сплавов, габаритные размеры и форма поковок.
Технология ОМД 2024
60
61.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
Конструирование поковки
Радиусы закруглений
Для обеспечения лучшего заполнения углов штампа их делают скругленными, т.е. вводят
радиусы закругления. Радиусы закругления бывают двух видов: внутренние и наружные.
Наружный радиус у поковок трудно выполнить небольшим, т.к. металл в такой угол
затекает в последнюю очередь, и это требует повышения удельных усилий штамповки.
Чем больше глубина полости штампа, тем труднее получить в полости малый радиус на
поковке.
Большая величина радиусов приводит к увеличению припусков, а слишком малая затрудняет удаление окалины в полостях и наметках отверстий в поковках.
Недостаточная величина радиусов закруглений внешних кромок штампа может
привести к рассечению волокон в заготовке.
Технология ОМД 2024
61
62.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
Конструирование поковки
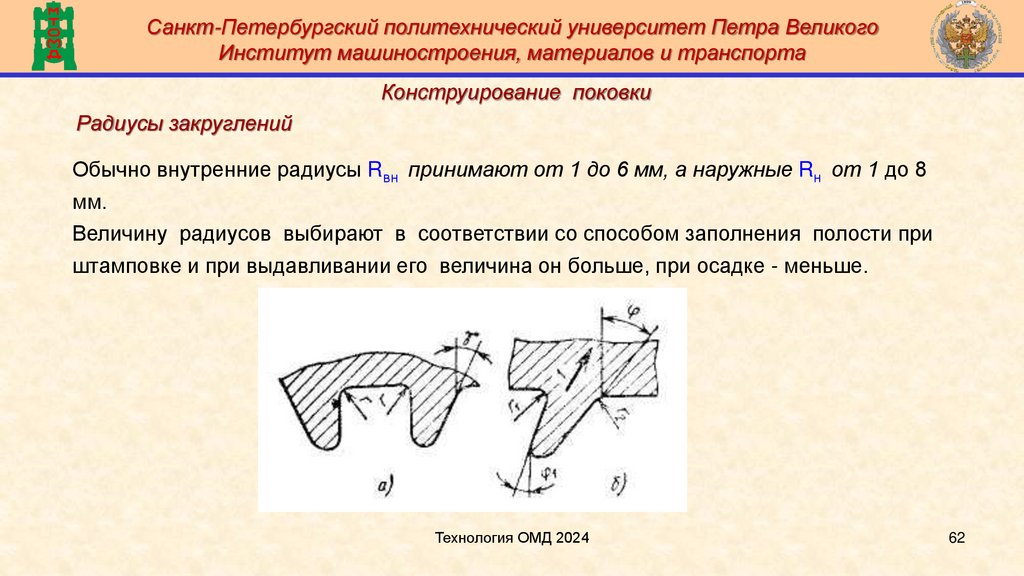
Радиусы закруглений
Обычно внутренние радиусы Rвн принимают от 1 до 6 мм, а наружные Rн от 1 до 8
мм.
Величину радиусов выбирают в соответствии со способом заполнения полости при
штамповке и при выдавливании его величина он больше, при осадке - меньше.
Технология ОМД 2024
62
63.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
Конструирование поковки
Штамповочные уклоны
Для предотвращения того, чтобы поковки оставались в ручьях штампа, их боковые
стенки выполняют не параллельными, а с наклоном, то есть на них выполняют
штамповочные уклоны, при этом поковка образуется с напуском.
Без штамповочного уклона удаление поковки затрудненно силами трения между
поверхностями поковки и ручья штампа.
0
0
Уклоны имеют величину от 1 до 10 (от 50 до 70 - наиболее распространенные).
С применением выталкивателей штамповочные уклоны уменьшают, и они составляют от
(иногда от 0,5) до 30 . Чем относительно глубже полость штампа, тем больше
должен быть штамповочный уклон.
Технология ОМД 2024
63
64.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
Конструирование поковки
Штамповочные уклоны
Для геометрически подобных фигур штамповочные уклоны делаются меньшими для
больших фигур. Это связано с тем, что поверхность трения, приходящаяся на единицу
объема, у мелких поковок больше, чем у крупных.
Применение смазочного материала способствует уменьшению сил трения и, следовательно,
способствует более легкому извлечению поковок из штампа и позволяет применять
минимально возможные штамповочные уклоны.
Нахождение поковок в верхней полости штампа недопустимо из-за возможного выпадения в
любой момент. Такое ограничение обусловлено условиями техники безопасности, а также
из-за образования брака (забоин) при падении поковки из поднятого верхнего штампа.
Технология ОМД 2024
64
65.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
Конструирование поковки
Штамповочные уклоны
Штамповочные уклоны, как и радиусы закругления по отношению к поковке бывают
внешними (наружными) и внутренними.
Внутренние уклоны делают большими, чем внешние, так как при остывании поковки
она уменьшается в размерах на величину термического расширения, что пособствует
более легкому извлечению поковки из штампа.
По тем же причинам внутренние полости поковки охватывают выступы штампа,
создающие их, приводя к посадке.
При конструировании инструмента для выбора штамповочных уклонов используют
опытные данные, например, из таблицы Ребельского А.В. и их выбирают с учетом
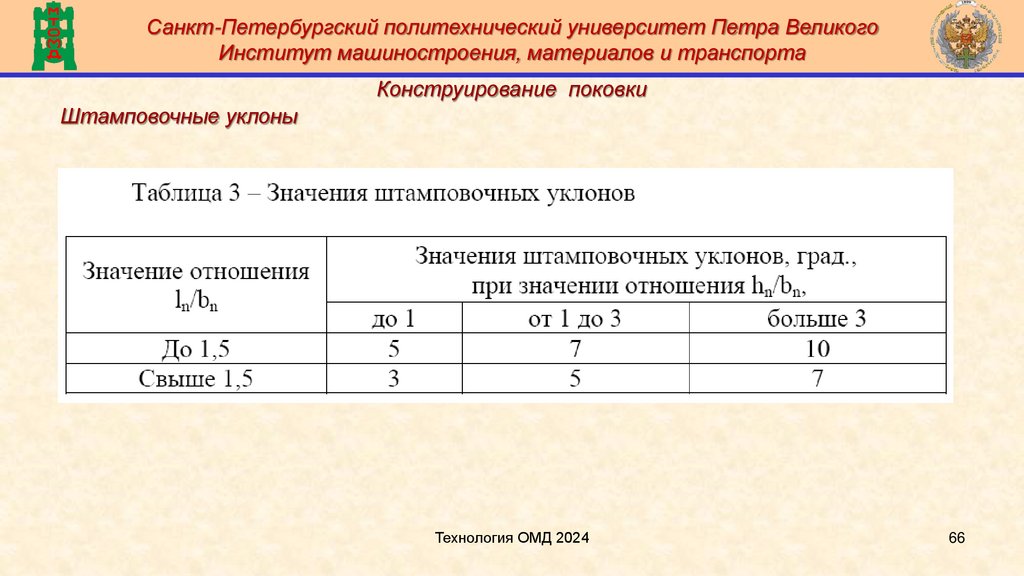
соотношений длины или диаметра полости (ln) или глубины плоскости (hn) к ширине
или диаметру полости (bn) hn/bn и ln / bn , значения которых приведены в таблице 3.
Технология ОМД 2024
65
66.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
Конструирование поковки
Штамповочные уклоны
Технология ОМД 2024
66
67.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
Конструирование наметок и перемычек
При штамповке на молотах и прессах нельзя получить в поковке сквозного отверстия.
Поэтому в местах будущего отверстия в поковке делают наметку с перемычкой
небольшой толщины, а затем последующей пробивкой перемычки получают отверстие.
Получение поковок с полостями или сквозными отверстиями приводит к сокращению
расхода металла и уменьшению механической обработки.
При получении деталей со сквозным отверстием делают двусторонние наметки с
последующим удалением перемычки при обрезке заусенца.
Получение полостей и наметок под сквозные отверстия в поковках приводит и к
повышенному износу выступов штампов, формирующих такие полости. Поэтому,
полости с диаметром меньше 30 мм не выполняют.
Технология ОМД 2024
67
68.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
Конструирование наметок и перемычек
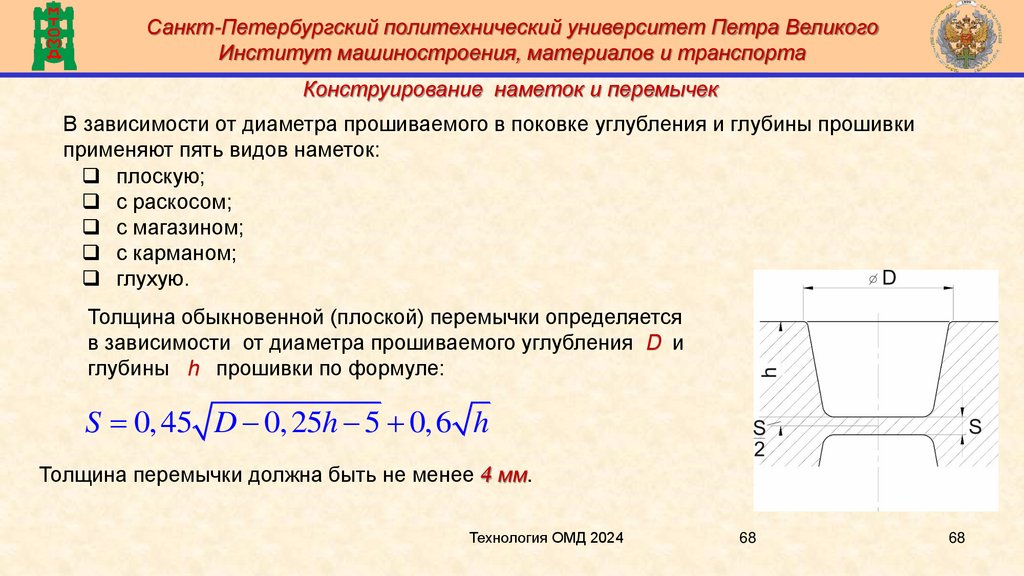
В зависимости от диаметра прошиваемого в поковке углубления и глубины прошивки
применяют пять видов наметок:
❑ плоскую;
❑ с раскосом;
❑ с магазином;
❑ с карманом;
❑ глухую.
Толщина обыкновенной (плоской) перемычки определяется
в зависимости от диаметра прошиваемого углубления D и
глубины h прошивки по формуле:
S = 0, 45 D − 0, 25h − 5 + 0, 6 h
Толщина перемычки должна быть не менее 4 мм.
Технология ОМД 2024
68
68
69.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
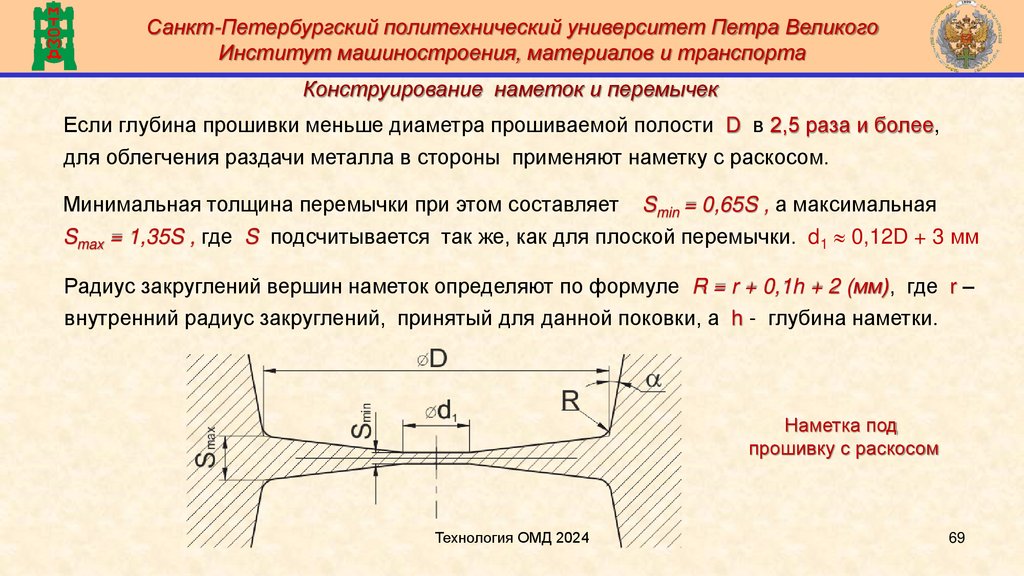
Конструирование наметок и перемычек
Если глубина прошивки меньше диаметра прошиваемой полости D в 2,5 раза и более,
для облегчения раздачи металла в стороны применяют наметку с раскосом.
Минимальная толщина перемычки при этом составляет Smin = 0,65S , а максимальная
Smax = 1,35S , где S подсчитывается так же, как для плоской перемычки. d1 0,12D + 3 мм
Радиус закруглений вершин наметок определяют по формуле R = r + 0,1h + 2 (мм), где r –
внутренний радиус закруглений, принятый для данной поковки, а h - глубина наметки.
Наметка под
прошивку с раскосом
Технология ОМД 2024
69
70.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
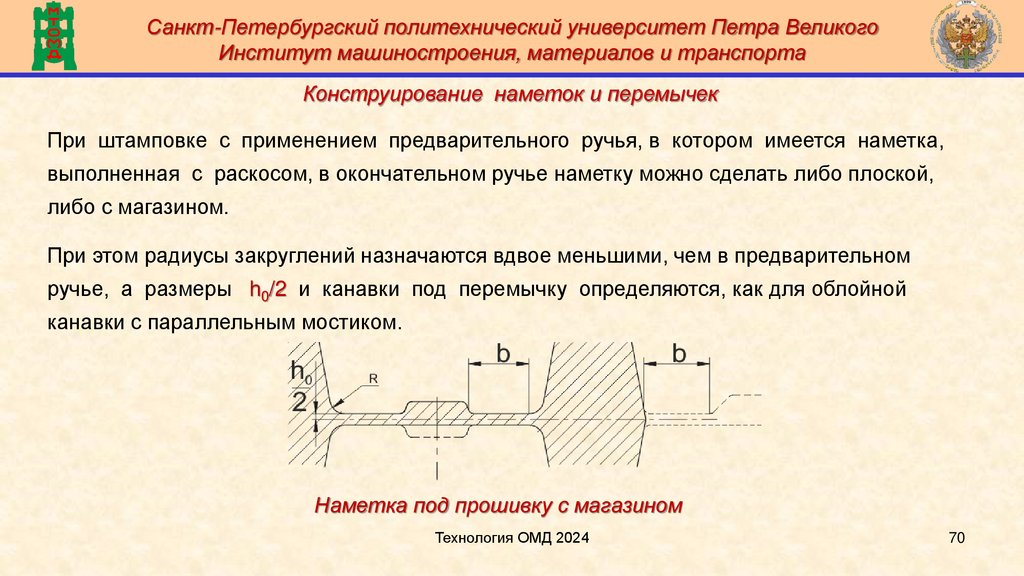
Конструирование наметок и перемычек
При штамповке с применением предварительного ручья, в котором имеется наметка,
выполненная с раскосом, в окончательном ручье наметку можно сделать либо плоской,
либо с магазином.
При этом радиусы закруглений назначаются вдвое меньшими, чем в предварительном
ручье, а размеры h0/2 и канавки под перемычку определяются, как для облойной
канавки с параллельным мостиком.
Наметка под прошивку с магазином
Технология ОМД 2024
70
71.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
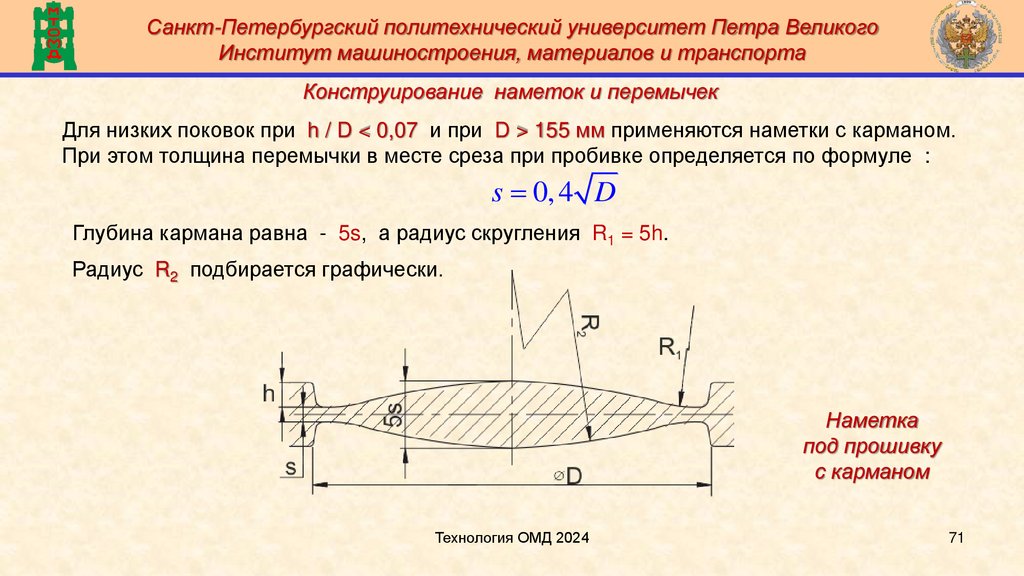
Конструирование наметок и перемычек
Для низких поковок при h / D < 0,07 и при D > 155 мм применяются наметки с карманом.
При этом толщина перемычки в месте среза при пробивке определяется по формуле :
s = 0, 4 D
Глубина кармана равна - 5s, а радиус скругления R1 = 5h.
Радиус R2 подбирается графически.
Наметка
под прошивку
с карманом
Технология ОМД 2024
71
72.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
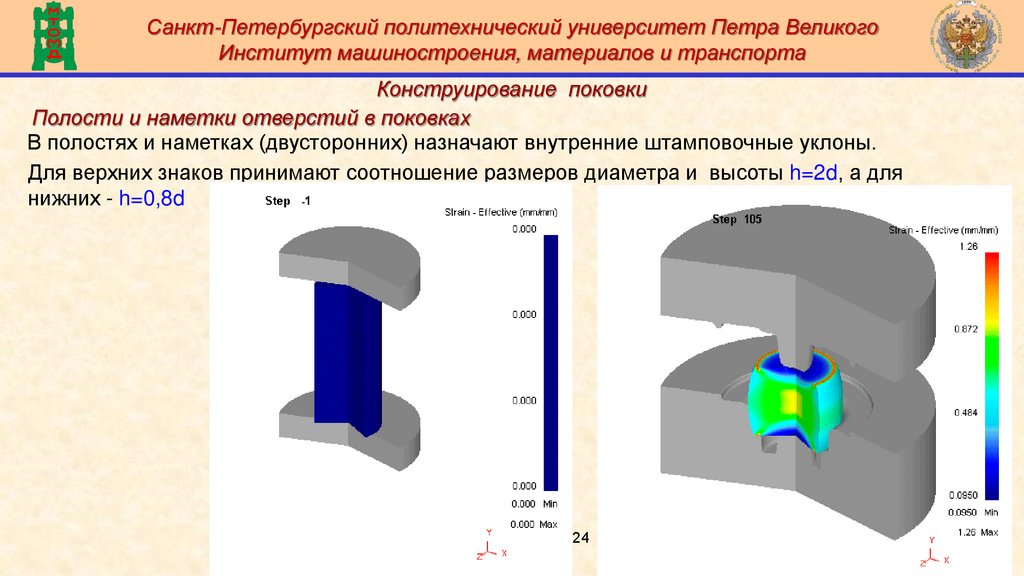
Конструирование поковки
Полости и наметки отверстий в поковках
В полостях и наметках (двусторонних) назначают внутренние штамповочные уклоны.
Для верхних знаков принимают соотношение размеров диаметра и высоты h=2d, а для
нижних - h=0,8d
Технология ОМД 2024
72
73.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
Конструирование поковки
Оформление технической документации на поковку
После определения основных характеристик (припусков на механическую обработку,
допусков на размеры, радиусов закруглений и штамповочных уклонов) назначают и
дополнительные характеристики поковки, необходимые для изготовления штампа
(неуказанные радиусы закруглений и штамповочные уклоны, допускаемое отклонение от
плоскостности и допустимый размер заусенца после обрезки, а также допускаемую
величину смещения по поверхности разъема штампа).
После разработки поковки осуществляют оформление технической документации на нее по
ГОСТ 3.1126-88
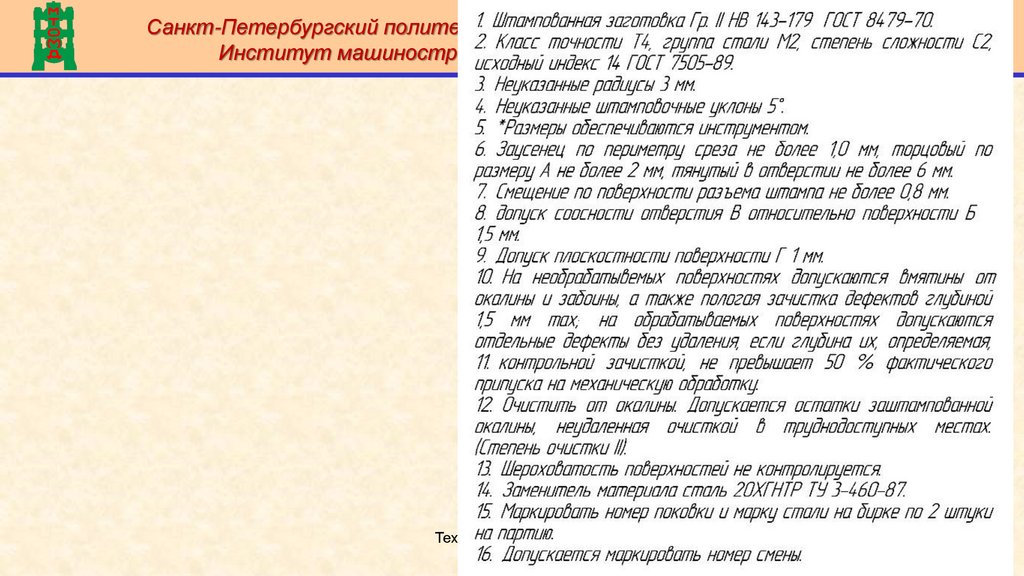
На технической документации (чертеже поковки) указывают технические требования по
ГОСТ 8479-70
Технология ОМД 2024
73
74.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
Конструирование поковки
Оформление технической документации на поковку
При разработке технологического процесса штамповки выполняют два чертежа (чертеж
холодной поковки и чертеж горячей поковки), причем, по чертежу холодной поковки
осуществляют ее приемку, а по чертежу горячей поковки изготавливают штамп.
Чертеж холодной поковки содержит технические требования, включающие указание
следующих характеристик:
✓ твердости поковки с указанием стандарта;
✓ класса точности, группы стали, степени сложности, исходный индекс, также с
указанием стандарта;
✓ размеры, обеспечиваемые штампом;
✓ неуказанные радиусы закруглений;
✓ неуказанные штамповочные уклоны;
✓ допустимый размер заусенца после обрезки;
Технология ОМД 2024
74
75.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
Конструирование поковки
Оформление технической документации на поковку
✓ допускаемая величина смещения по поверхности разъема
штампа;
✓ допускаемое отклонение от плоскостности;
✓ допускаемая величина поверхностных дефектов на
обрабатываемых и на не обрабатываемых поверхностях;
✓ отношение к очистке от окалины.
Технология ОМД 2024
75
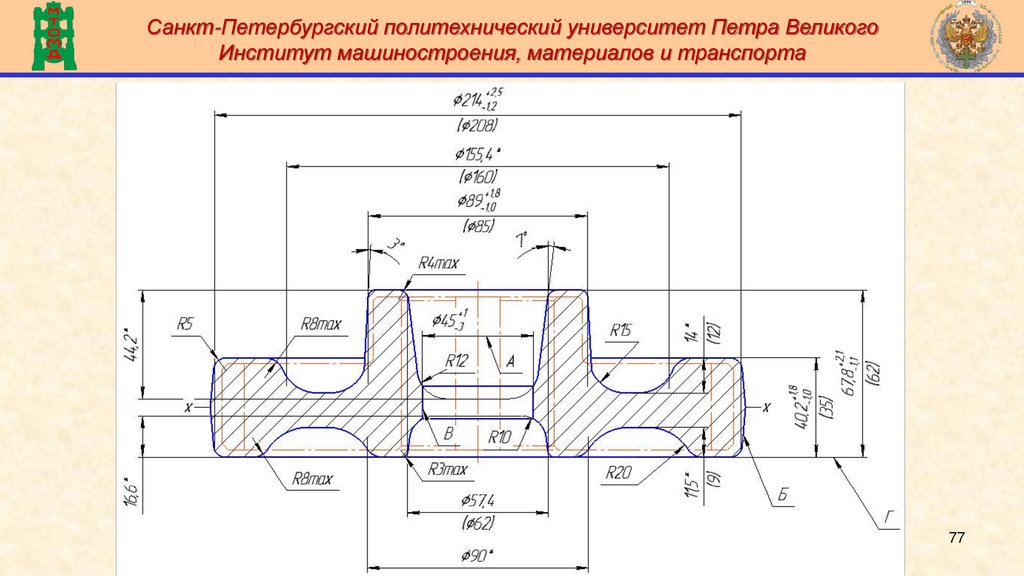
76.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
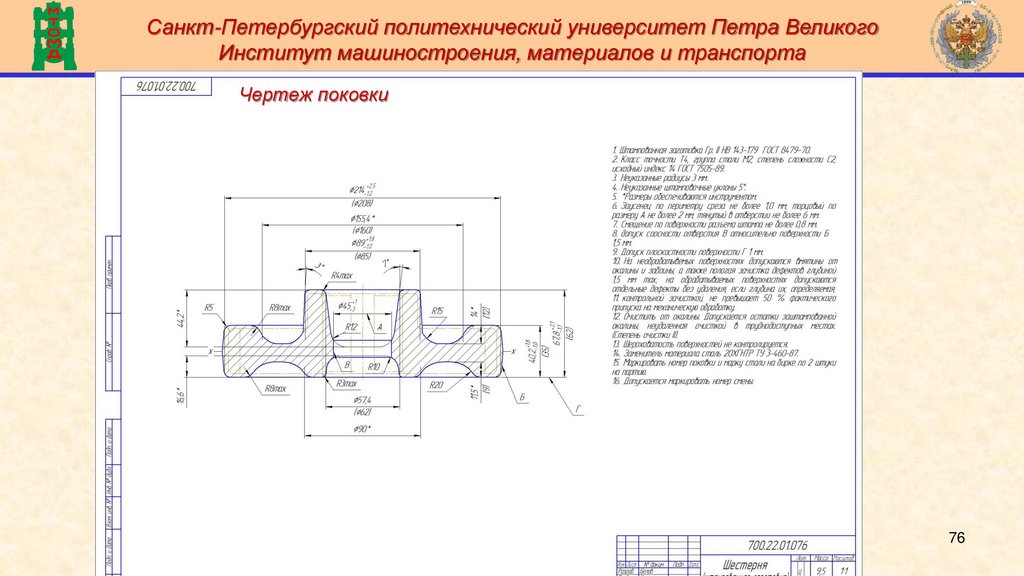
Чертеж поковки
Технология ОМД 2024
76
77.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
Технология ОМД 2024
77
78.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
Технология ОМД 2024
78
79.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
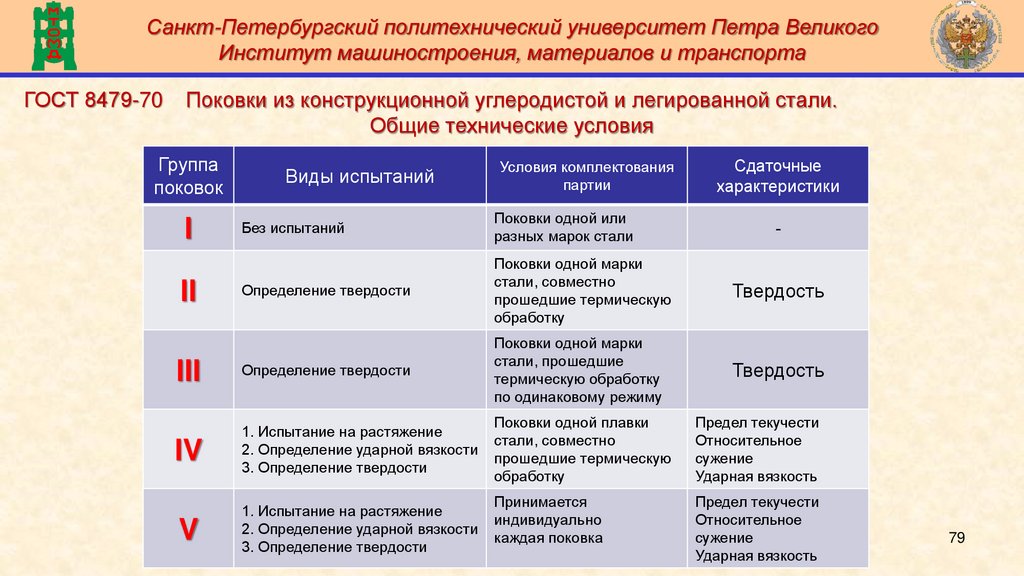
ГОСТ 8479-70
Поковки из конструкционной углеродистой и легированной стали.
Общие технические условия
Группа
поковок
Виды испытаний
Условия комплектования
партии
Сдаточные
характеристики
Без испытаний
Поковки одной или
разных марок стали
Определение твердости
Поковки одной марки
стали, совместно
прошедшие термическую
обработку
Твердость
III
Определение твердости
Поковки одной марки
стали, прошедшие
термическую обработку
по одинаковому режиму
Твердость
IV
1. Испытание на растяжение
2. Определение ударной вязкости
3. Определение твердости
Поковки одной плавки
стали, совместно
прошедшие термическую
обработку
Предел текучести
Относительное
сужение
Ударная вязкость
I
II
V
Принимается
1. Испытание на растяжение
индивидуально
2. Определение ударной вязкости
каждая
Лекция_тех_с7_08_23
Технология
ОМДпоковка
2024
3. Определение твердости
-
Предел текучести
Относительное
сужение
79
Ударная вязкость
79
80.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
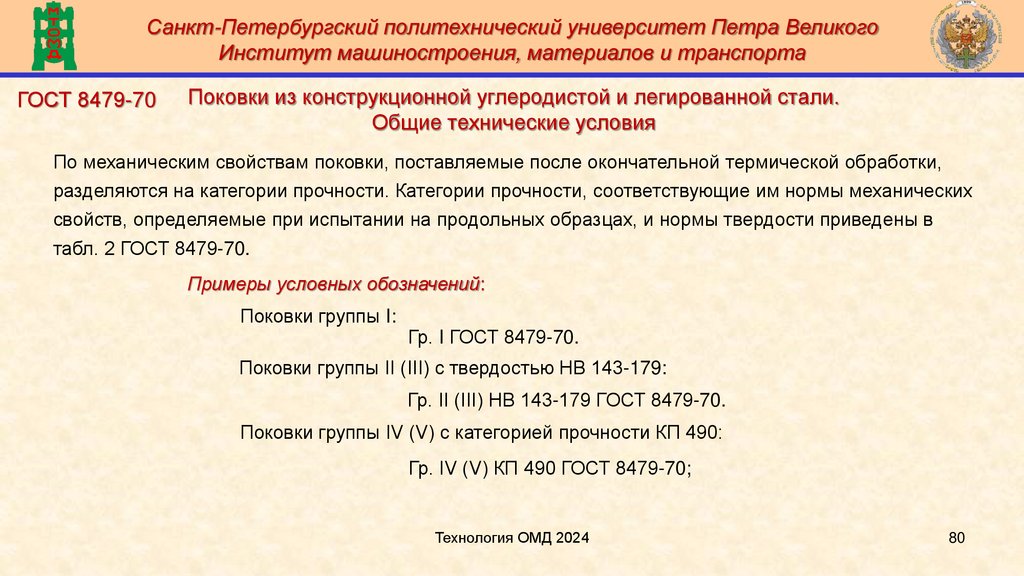
ГОСТ 8479-70
Поковки из конструкционной углеродистой и легированной стали.
Общие технические условия
По механическим свойствам поковки, поставляемые после окончательной термической обработки,
разделяются на категории прочности. Категории прочности, соответствующие им нормы механических
свойств, определяемые при испытании на продольных образцах, и нормы твердости приведены в
табл. 2 ГОСТ 8479-70.
Примеры условных обозначений:
Поковки группы I:
Гр. I ГОСТ 8479-70.
Поковки группы II (III) с твердостью НВ 143-179:
Гр. II (III) НВ 143-179 ГОСТ 8479-70.
Поковки группы IV (V) с категорией прочности КП 490:
Гр. IV (V) КП 490 ГОСТ 8479-70;
Технология ОМД 2024
80
81.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
Расчет исходной заготовки
Алгоритм расчета исходной заготовки
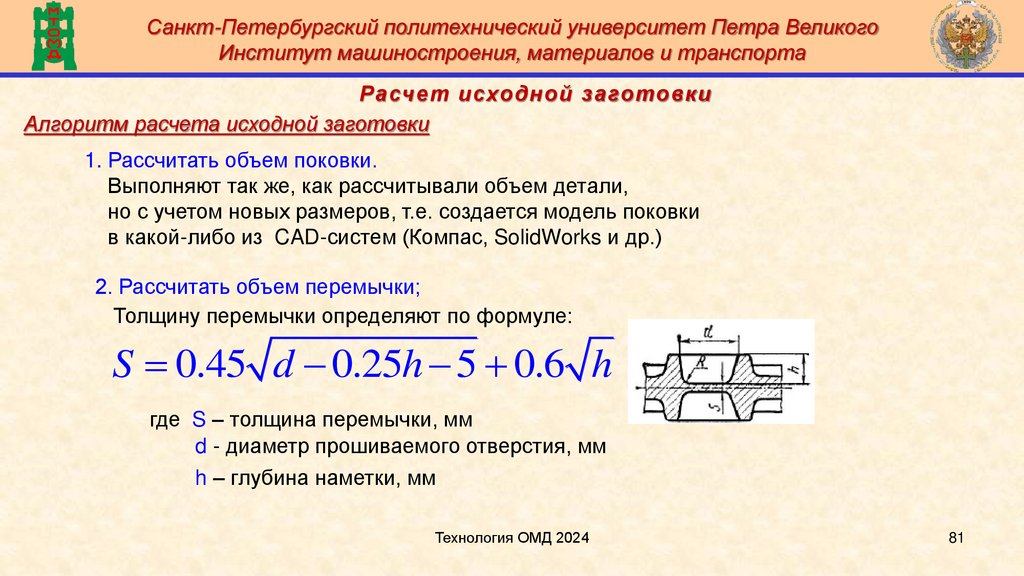
1. Рассчитать объем поковки.
Выполняют так же, как рассчитывали объем детали,
но с учетом новых размеров, т.е. создается модель поковки
в какой-либо из CAD-систем (Компас, SolidWorks и др.)
2. Рассчитать объем перемычки;
Толщину перемычки определяют по формуле:
S = 0.45 d − 0.25h − 5 + 0.6 h
где S – толщина перемычки, мм
d - диаметр прошиваемого отверстия, мм
h – глубина наметки, мм
Технология ОМД 2024
81
82.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
Расчет исходной заготовки
Алгоритм расчета исходной заготовки
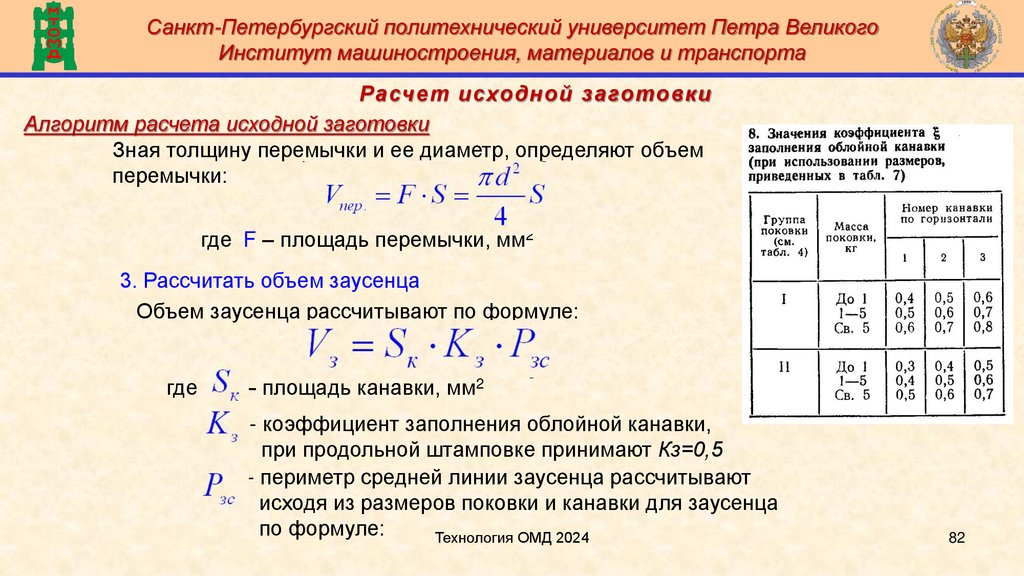
Зная толщину перемычки и ее диаметр, определяют объем
перемычки:
где F – площадь перемычки, мм2
3. Рассчитать объем заусенца
Объем заусенца рассчитывают по формуле:
где
– площадь канавки, мм2
- коэффициент заполнения облойной канавки,
при продольной штамповке принимают Кз=0,5
- периметр средней линии заусенца рассчитывают
исходя из размеров поковки и канавки для заусенца
по формуле:
Технология ОМД 2024
82
83.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
Расчет исходной заготовки
Алгоритм расчета исходной заготовки
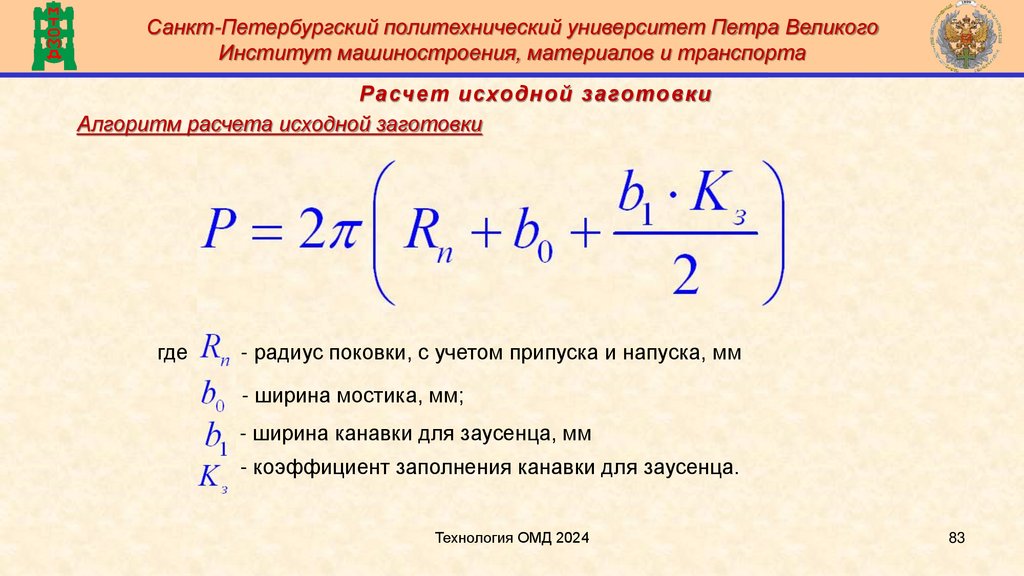
где
Rï - радиус поковки, с учетом припуска и напуска, мм
b0 - ширина мостика, мм;
b1 - ширина канавки для заусенца, мм
K ç - коэффициент заполнения канавки для заусенца.
Технология ОМД 2024
83
84.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
Расчет исходной заготовки
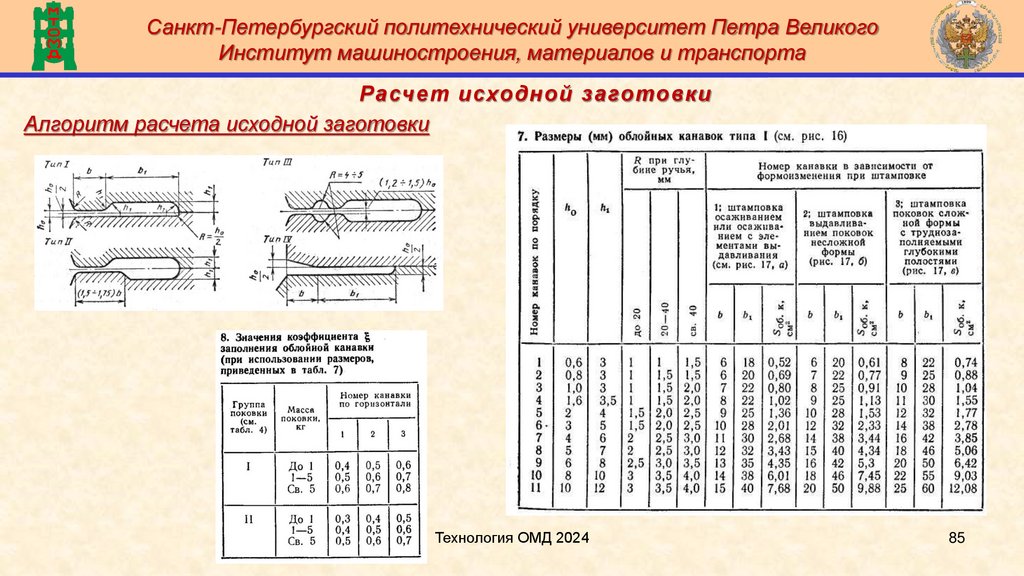
Алгоритм расчета исходной заготовки
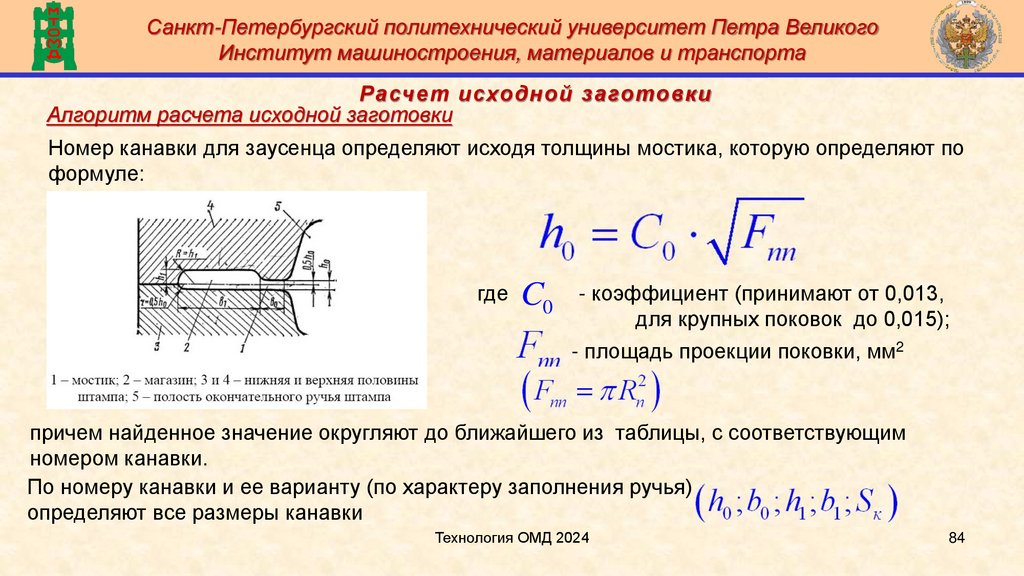
Номер канавки для заусенца определяют исходя толщины мостика, которую определяют по
формуле:
где C
0
- коэффициент (принимают от 0,013,
для крупных поковок до 0,015);
- площадь проекции поковки, мм2
причем найденное значение округляют до ближайшего из таблицы, с соответствующим
номером канавки.
По номеру канавки и ее варианту (по характеру заполнения ручья)
определяют все размеры канавки
Технология ОМД 2024
84
85.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
Расчет исходной заготовки
Алгоритм расчета исходной заготовки
Технология ОМД 2024
85
86.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
Расчет исходной заготовки
Алгоритм расчета исходной заготовки
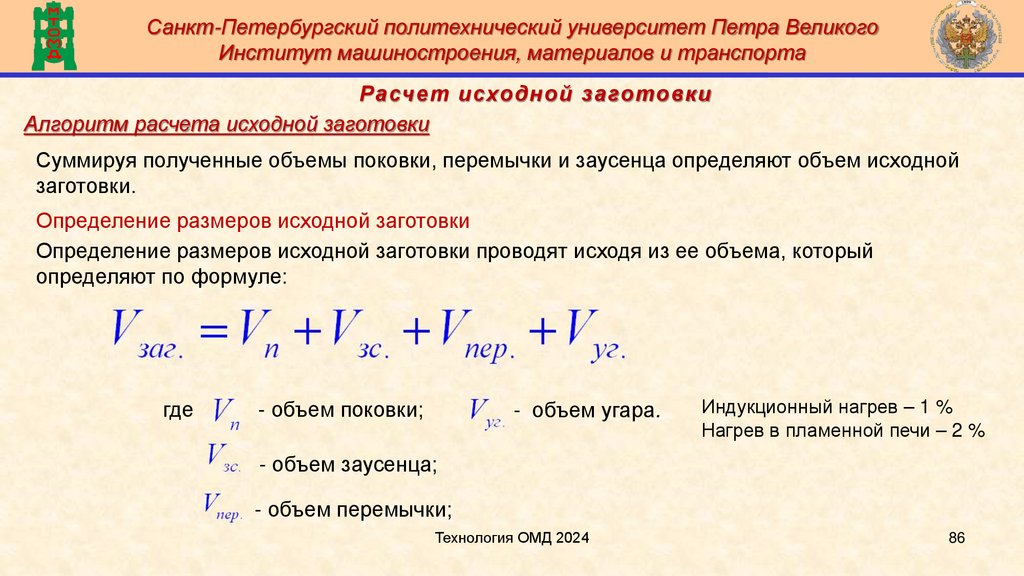
Суммируя полученные объемы поковки, перемычки и заусенца определяют объем исходной
заготовки.
Определение размеров исходной заготовки
Определение размеров исходной заготовки проводят исходя из ее объема, который
определяют по формуле:
где
Vï - объем поковки;
- объем угара.
Индукционный нагрев – 1 %
Нагрев в пламенной печи – 2 %
Vçñ. - объем заусенца;
Vï åð. - объем перемычки;
Технология ОМД 2024
86
87.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
Расчет исходной заготовки
Алгоритм расчета исходной заготовки
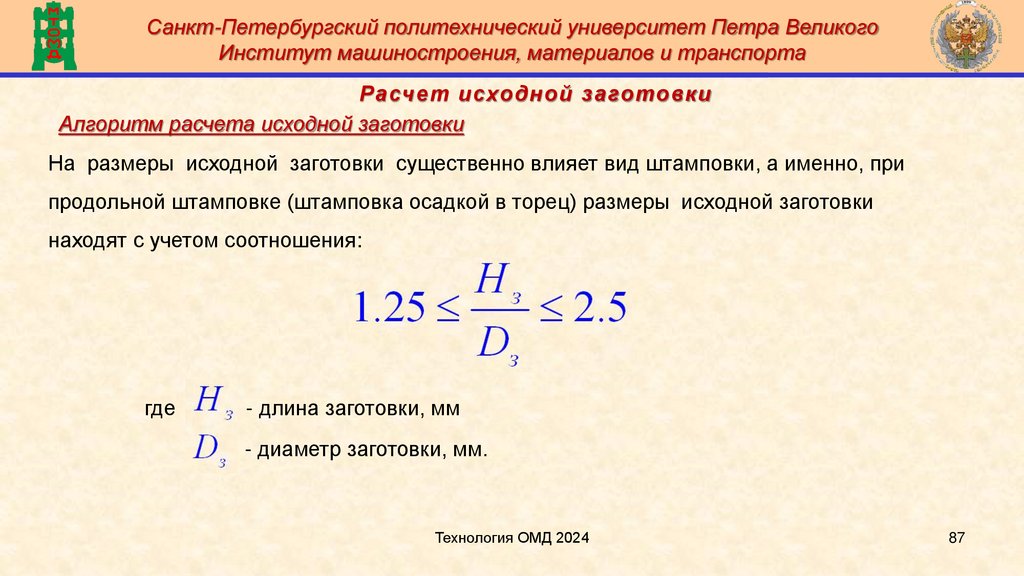
На размеры исходной заготовки существенно влияет вид штамповки, а именно, при
продольной штамповке (штамповка осадкой в торец) размеры исходной заготовки
находят с учетом соотношения:
где
Í ç - длина заготовки, мм
- диаметр заготовки, мм.
Технология ОМД 2024
87
88.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
Расчет исходной заготовки
Алгоритм расчета исходной заготовки
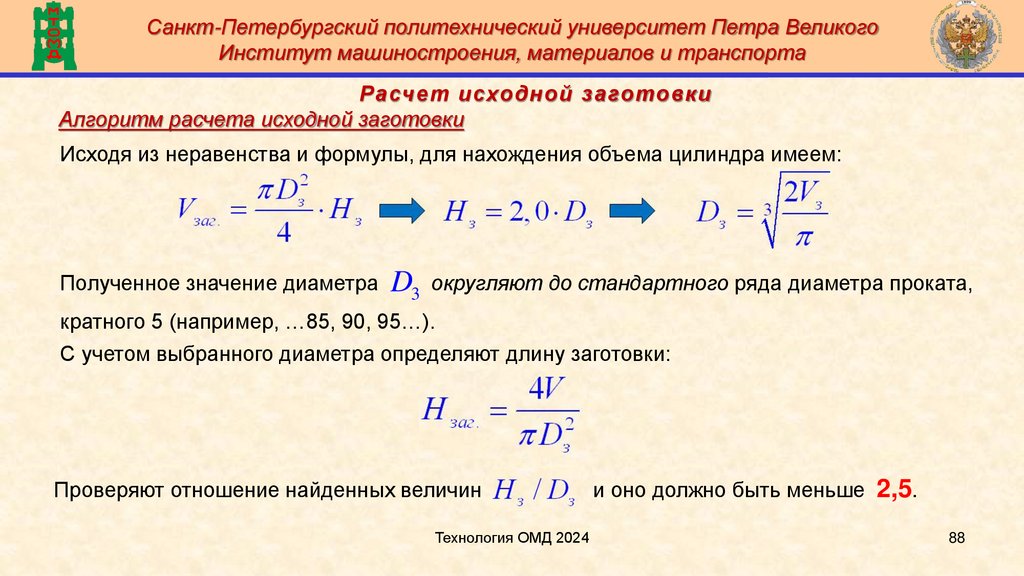
Исходя из неравенства и формулы, для нахождения объема цилиндра имеем:
Полученное значение диаметра D3 округляют до стандартного ряда диаметра проката,
кратного 5 (например, …85, 90, 95…).
С учетом выбранного диаметра определяют длину заготовки:
Проверяют отношение найденных величин
Технология ОМД 2024
и оно должно быть меньше 2,5.
88
89.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
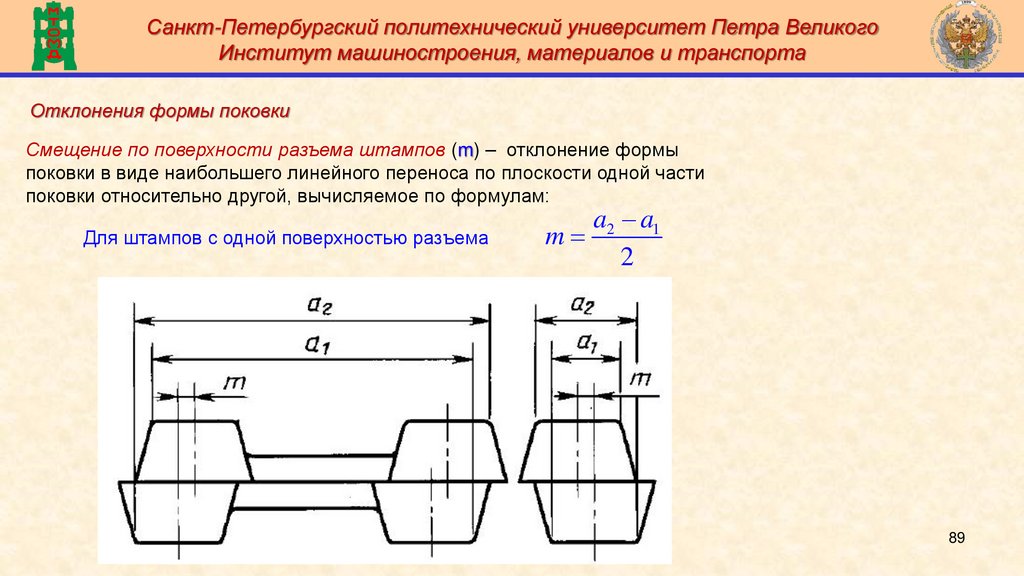
Отклонения формы поковки
Смещение по поверхности разъема штампов (m) – отклонение формы
поковки в виде наибольшего линейного переноса по плоскости одной части
поковки относительно другой, вычисляемое по формулам:
Для штампов с одной поверхностью разъема
a2 − a1
m=
2
Лекция_тех_с7_08_23
Технология ОМД 2024
89
90.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
1-я Операция
Операция «Осадка»
Исходное положение
Конечное положение
Технология ОМД 2024
90
91.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
2-я Операция
Штамповка в окончательном
(чистовом) ручье
Технология ОМД 2024
91
92.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
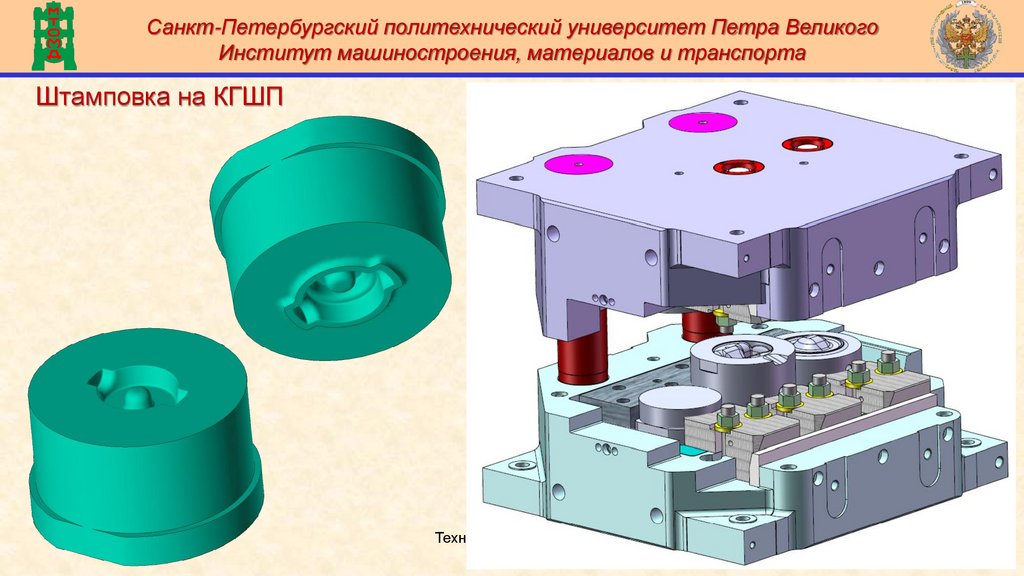
Штамповка на КГШП
Технология ОМД 2024
92
93.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
Технология ОМД 2024
93
94.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
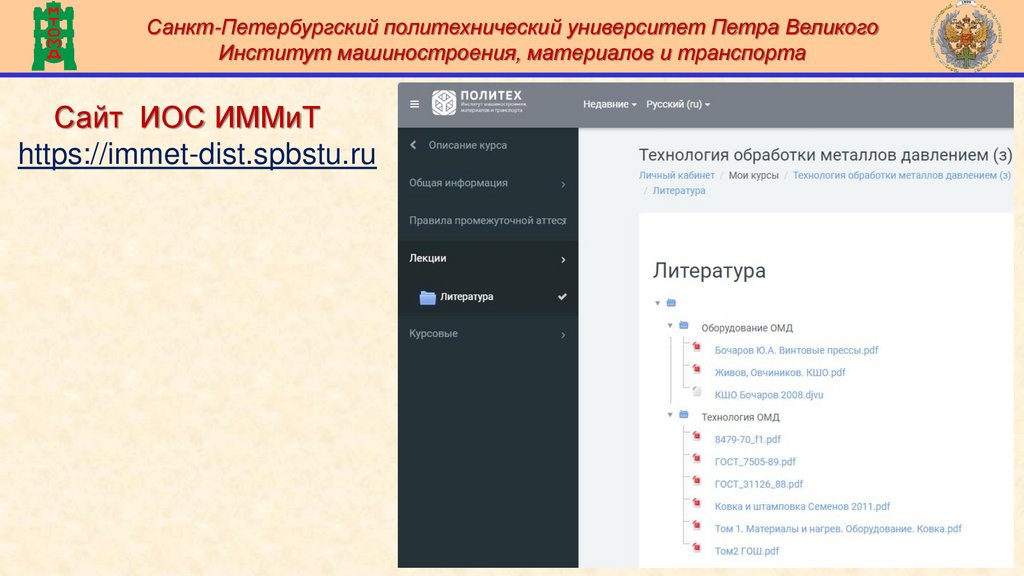
Сайт ИОС ИММиТ
https://immet-dist.spbstu.ru
Технология ОМД 2024
94
95.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
Сайт ИОС ИММиТ
https://immet-dist.spbstu.ru
Технология ОМД 2024
95
96.
Санкт-Петербургский политехнический университет Петра ВеликогоИнститут машиностроения, материалов и транспорта
Спасибо
за внимание
E-mail: kunkin@spbstu.ru
Технология ОМД 2024
96