






 industry
industrySimilar presentations:



")




. Сущность и основные методы ОМД")

Обработка металлов давлением. Штамповка
1.
3. Обработка металловдавлением
Обработка давлением - технологические
процессы формоизменения за счет
пластической деформации в результате
воздействия на деформируемое тело
(заготовку) внешних сил.
3.4 Штамповка
2.
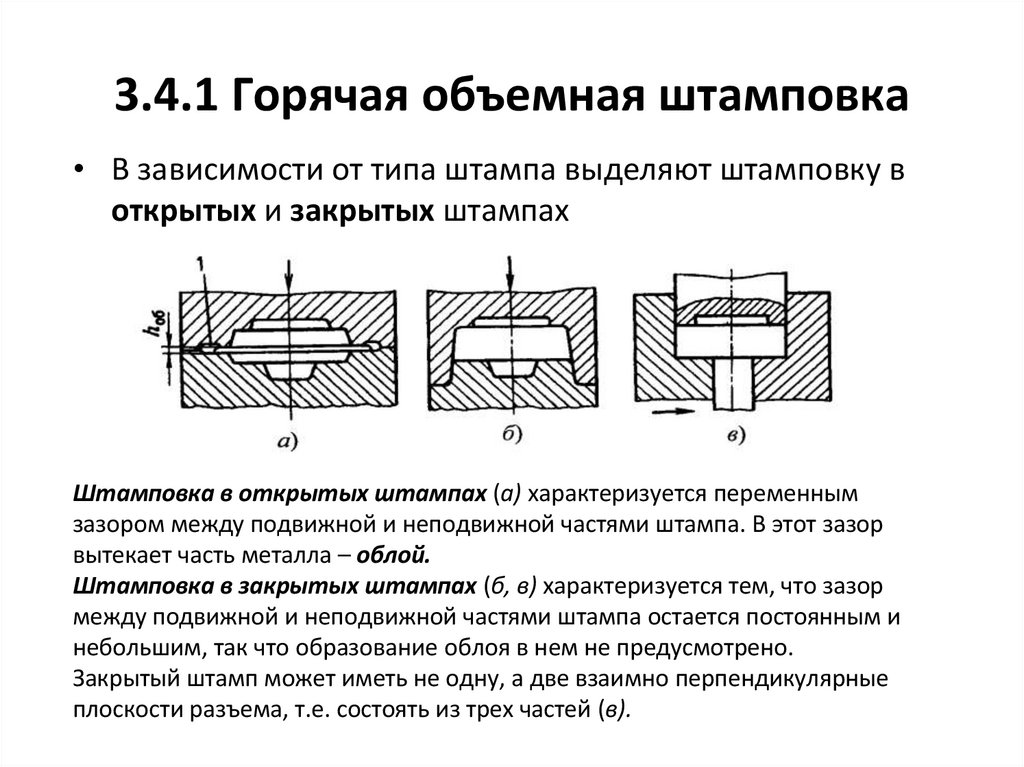
3.4.1 Горячая объемная штамповка• В зависимости от типа штампа выделяют штамповку в
открытых и закрытых штампах
Штамповка в открытых штампах (а) характеризуется переменным
зазором между подвижной и неподвижной частями штампа. В этот зазор
вытекает часть металла – облой.
Штамповка в закрытых штампах (б, в) характеризуется тем, что зазор
между подвижной и неподвижной частями штампа остается постоянным и
небольшим, так что образование облоя в нем не предусмотрено.
Закрытый штамп может иметь не одну, а две взаимно перпендикулярные
плоскости разъема, т.е. состоять из трех частей (в).
3.
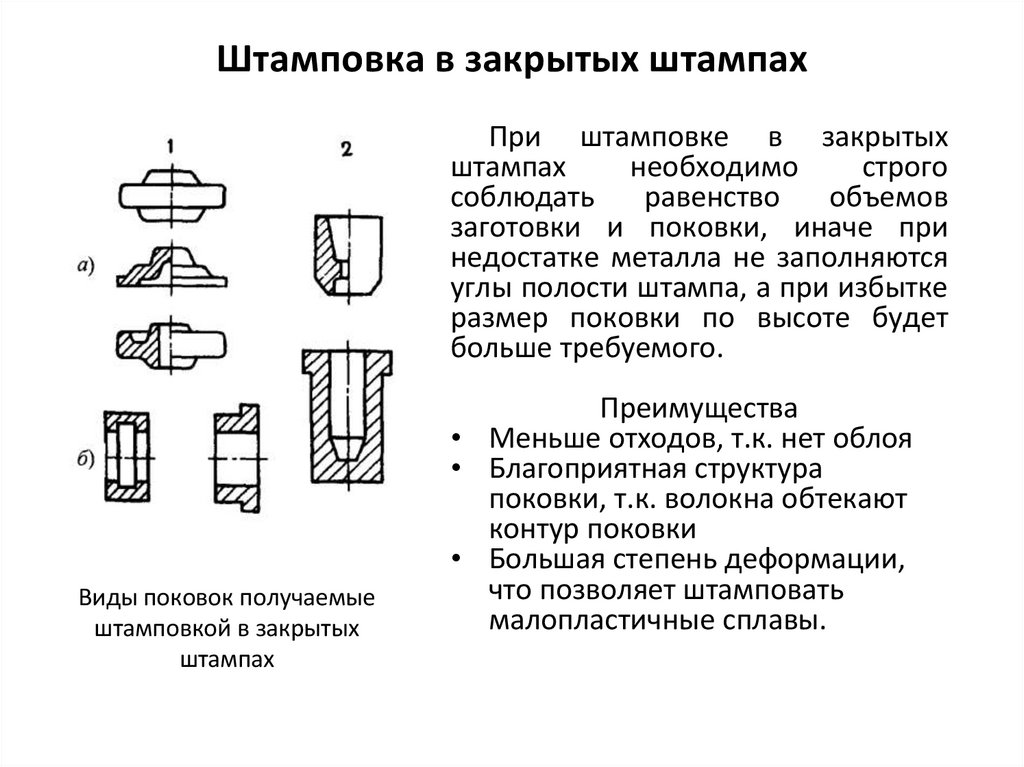
Штамповка в закрытых штампахПри штамповке в закрытых
штампах
необходимо
строго
соблюдать
равенство
объемов
заготовки и поковки, иначе при
недостатке металла не заполняются
углы полости штампа, а при избытке
размер поковки по высоте будет
больше требуемого.
Виды поковок получаемые
штамповкой в закрытых
штампах
Преимущества
• Меньше отходов, т.к. нет облоя
• Благоприятная структура
поковки, т.к. волокна обтекают
контур поковки
• Большая степень деформации,
что позволяет штамповать
малопластичные сплавы.
4.
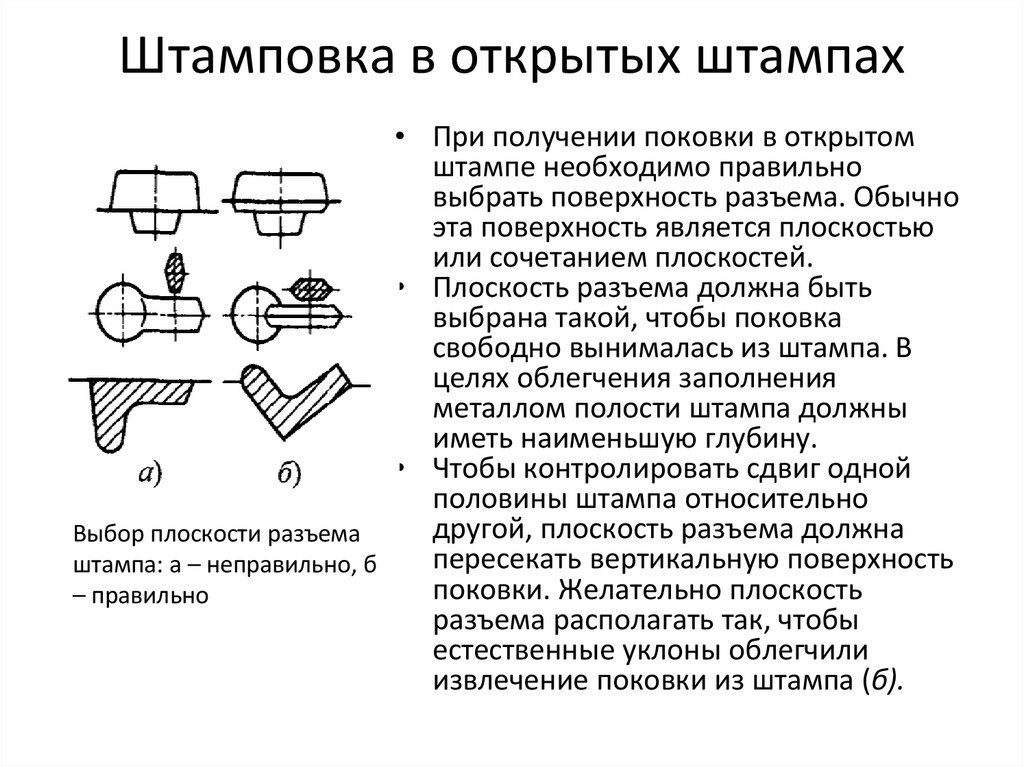
Штамповка в открытых штампах• При получении поковки в открытом
штампе необходимо правильно
выбрать поверхность разъема. Обычно
эта поверхность является плоскостью
или сочетанием плоскостей.
• Плоскость разъема должна быть
выбрана такой, чтобы поковка
свободно вынималась из штампа. В
целях облегчения заполнения
металлом полости штампа должны
иметь наименьшую глубину.
• Чтобы контролировать сдвиг одной
половины штампа относительно
другой, плоскость разъема должна
Выбор плоскости разъема
пересекать вертикальную поверхность
штампа: а – неправильно, б
поковки. Желательно плоскость
– правильно
разъема располагать так, чтобы
естественные уклоны облегчили
извлечение поковки из штампа (б).
5.
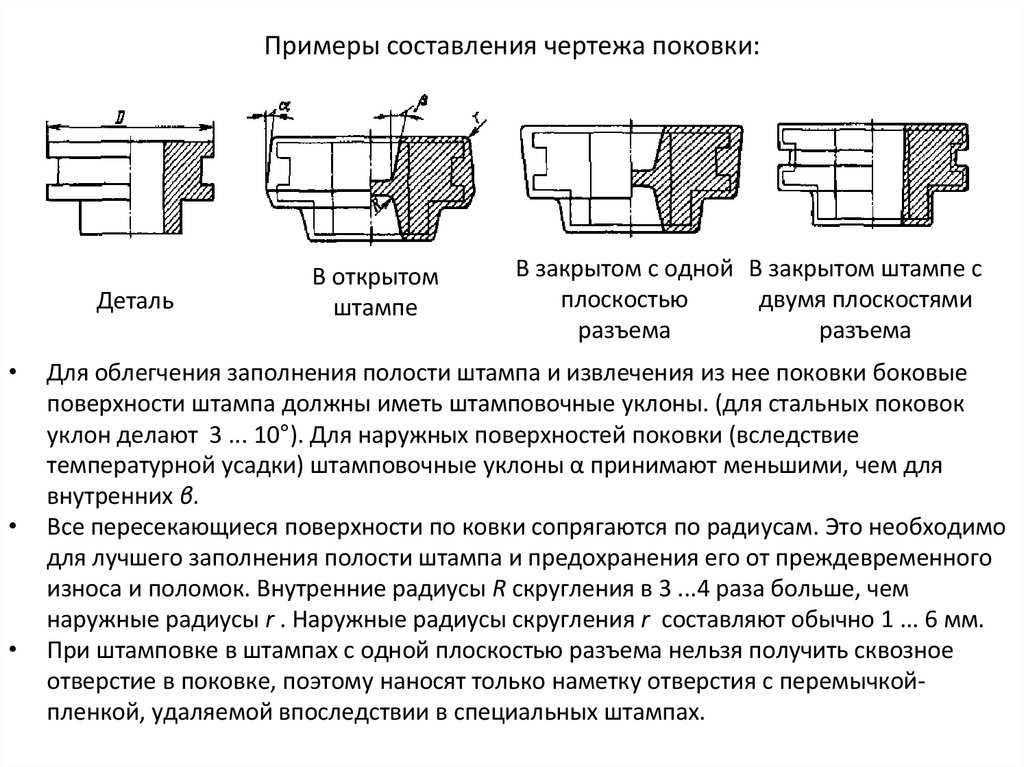
Примеры составления чертежа поковки:Деталь
В открытом
штампе
В закрытом с одной В закрытом штампе с
плоскостью
двумя плоскостями
разъема
разъема
Для облегчения заполнения полости штампа и извлечения из нее поковки боковые
поверхности штампа должны иметь штамповочные уклоны. (для стальных поковок
уклон делают 3 ... 10°). Для наружных поверхностей поковки (вследствие
температурной усадки) штамповочные уклоны α принимают меньшими, чем для
внутренних β.
Все пересекающиеся поверхности по ковки сопрягаются по радиусам. Это необходимо
для лучшего заполнения полости штампа и предохранения его от преждевременного
износа и поломок. Внутренние радиусы R скругления в 3 ...4 раза больше, чем
наружные радиусы r . Наружные радиусы скругления r составляют обычно 1 ... 6 мм.
При штамповке в штампах с одной плоскостью разъема нельзя получить сквозное
отверстие в поковке, поэтому наносят только наметку отверстия с перемычкойпленкой, удаляемой впоследствии в специальных штампах.
6.
• При проектировании самой детали конструктордолжен учитывать особенности процесса
штамповки. Прежде всего необходимо
представить, как будет происходить разъем
штампа.
Пример неправильной конструкции поковки
7.
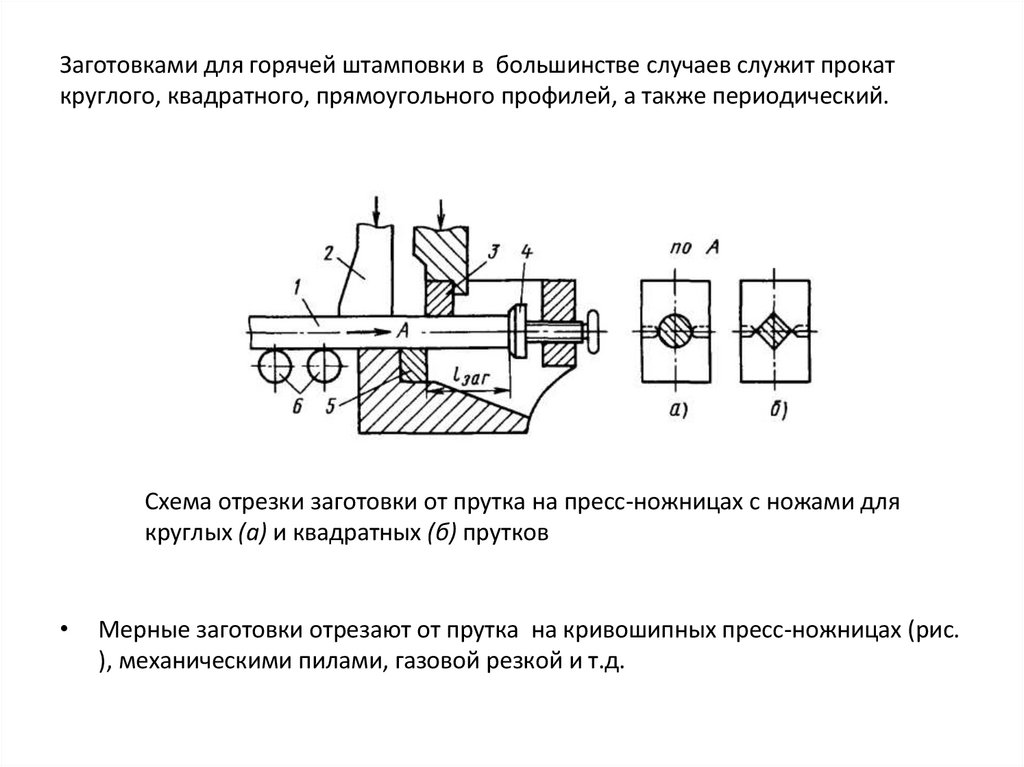
Заготовками для горячей штамповки в большинстве случаев служит прокаткруглого, квадратного, прямоугольного профилей, а также периодический.
Схема отрезки заготовки от прутка на пресс-ножницах с ножами для
круглых (а) и квадратных (б) прутков
Мерные заготовки отрезают от прутка на кривошипных пресс-ножницах (рис.
), механическими пилами, газовой резкой и т.д.
8.
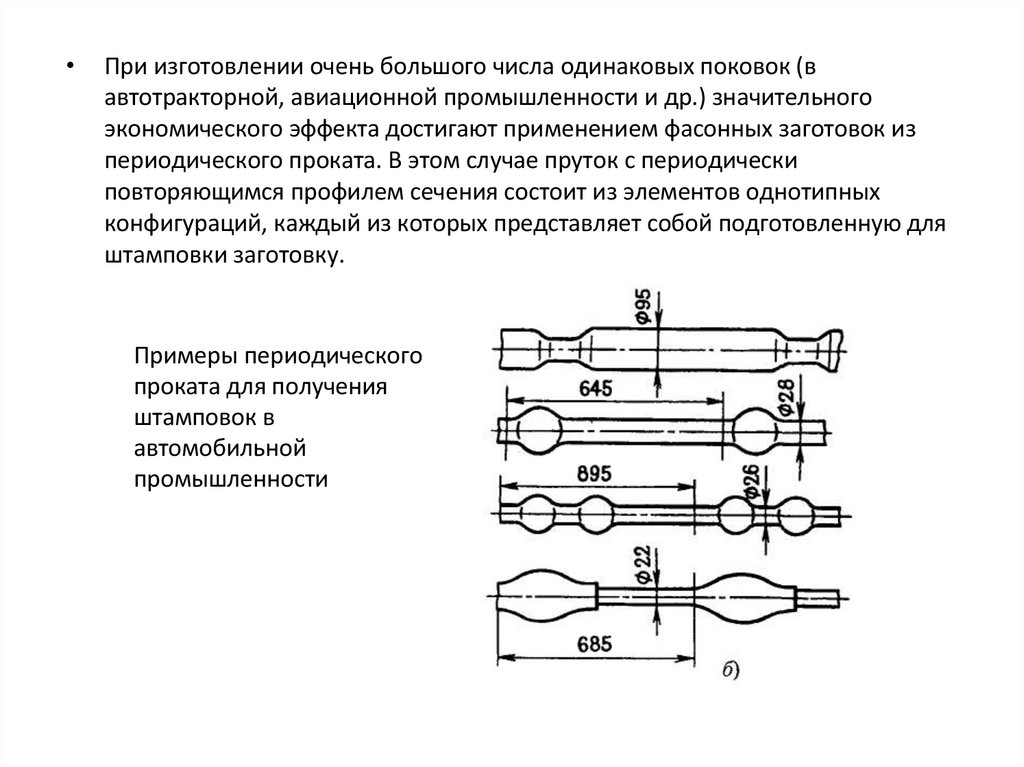
При изготовлении очень большого числа одинаковых поковок (в
автотракторной, авиационной промышленности и др.) значительного
экономического эффекта достигают применением фасонных заготовок из
периодического проката. В этом случае пруток с периодически
повторяющимся профилем сечения состоит из элементов однотипных
конфигураций, каждый из которых представляет собой подготовленную для
штамповки заготовку.
Примеры периодического
проката для получения
штамповок в
автомобильной
промышленности
9.
Чаще всего фасонную заготовку получают в заготовительных ручьях штампов.Этот способ осуществляют в одном многоручьевом штампе, или в нескольких
одноручьевых, установленных на отдельных штамповочных машинах.
В первом случае в одном блоке расположены полости (ручьи) для получения
фасонной заготовки и окончательного формообразования поковки (рис. ).
Ручьи в многоручьевых штампах
подразделяют на заготовительные и
штамповочные. К заготовительным
ручьям, служащим для получения
фасонной заготовки, относятся
протяжной, подкатной, гибочный,
площадка для осадки и др.
1- протяжной;
2- подкатной;
3- гибочный;
4 - черновой;
5 - чистовой ручей.
В многоручьевом штампе (см. рис. ) чистовой
ручей 5 расположен в центре штампа, так как
при штамповке наибольшее усилие возникает
в нем. По краям штампа располагают ручьи, в
которых деформирующие силы штамповки
наименьшие, чтобы уменьшить эксцентрично
приложенную на штамповочное оборудование
нагрузку.
10.
Оборудование для горячей объемнойштамповки
Горячештамповочный кривошипный пресс:
1- ползун, совершающий возвратнопоступательное движение;
2- ленточный тормоз;
3- клиноременная передача; 4- электродвиг.;
5- промежуточный вал; 6,7- малое и большое
зубчатые колеса; 8 - пневматическая
фрикционная дисковая муфта; 9 - кривошипный
вал; 10- шатун; 11 - стол пресса, установленный
на наклонной поверхности; 12 - клин,
позволяющий регулировать высоту штампового
пространства.
Кривошипные прессы имеют постоянный
ход, равный удвоенному радиусу кривошипа.
Поэтому в каждом ручье штампуют за один ход
пресса, и производительность штамповки на
прессах выше, чем на молотах.
11.
Горизонтально-ковочная машинаКинематическая схема ГКМ
Главный ползун 7, несущий пуансон,
приводится в движение от кривошипного
вала 6 с помощью шатуна 5. Подвижная
щека 1 приводится от бокового ползуна 3
системой рычагов 2; боковой ползун, в
свою очередь, - кулачками 4, сидящими
на конце кривошипного вала машины.
Горизонтально-ковочные машины
создают усилие на главном ползуне до
31,5 МН.
12.
Горизонтально-ковочная машинаОсновные операции при штамповке на ГКМ высадка (см. рис. а, б), прошивка (в) и пробивка ( г).
Не зависимо от конфигурации полости пуансона или
матрицы за один переход можно высадить
выступающий из зажимной части матрицы конец
прутка только в том случае, если длина его не
превышает трех диаметров. При большей длине
возможен изгиб заготовки, поэтому необходимо
предварительно произвести так называемый набор
металла, т.е. постепенно в специальных наборных
ручьях увеличить поперечное сечение заготовки,
уменьшая длину высаживаемой части. Набор
металла (см. рис. б) предпочтительнее осуществлять
в полости пуансона 1, которой придают коническую
форму. При этом меньший диаметр конуса
приблизительно равен диаметру исходного прутка d
максимальный диаметр D не должен превышать l,5
d , а длина свободного участка - а не должна
превышать двух диаметров исходного прутка.
13.
Горизонтально-ковочная машинаГКМ имеют штампы, состоящие из трех частей:
неподвижной матрицы 3, подвижной матрицы 5
и пуансона 1, размыкающихся в двух взаимно
перпендикулярных плоскостях. Пруток 4 с
нагретым участком на его конце закладывают в
неподвижную матрицу 3. Положение конца
прутка определяется упором 2. При включении
машины подвижная матрица 5 прижимает пруток
к неподвижной матрице, упор 2 автоматически
отходит в сторону, и только после этого пуансон 1
соприкасается с выступающей частью прутка и
деформирует ее. Металл при этом заполняет
формующую полость в матрицах, расположенную
впереди зажимной части. Формующая полость
может находиться не только в матрице, но и
совместно в матрице и пуансоне, а также только в
одном пуансоне.
После окончания деформирования пуансон
движется в обратном направлении, выходя из
полости матрицы; матрицы разжимаются, и
деформированную заготовку вынимают или она
выпадает из них.
14.
Штамповка на ГКМНа горизонтально-ковочных машинах в
основном штампуют поковки типа стержня
с фланцем, кольца или стакана . Так как
штамп состоит из трех частей, напуски на
поковках и штамповочные уклоны малы
или отсутствуют.
Исходным материалом для штамповки на
горизонтально-ковочных машинах обычно
служит прокат круглого сечения. Чаще всего
штампуют от прутка, из которого получают
несколько поковок.
Виды поковок, штампуемых на ГКМ