





")






































 модели. Состав: Существуют два рецепта")








 Естественные -алмаз, корунд, наждак, кварц, «минутник», пемза и др. 2)")



 medicine
medicineSimilar presentations:










Вспомогательные материалы Методика получения оттисков
1. Вспомогательные материалы Методика получения оттисков
2. Вспомогательные материалы
• оттискные• моделировочные
• формовочные
• абразивные
• полировочные
• и другие
3.
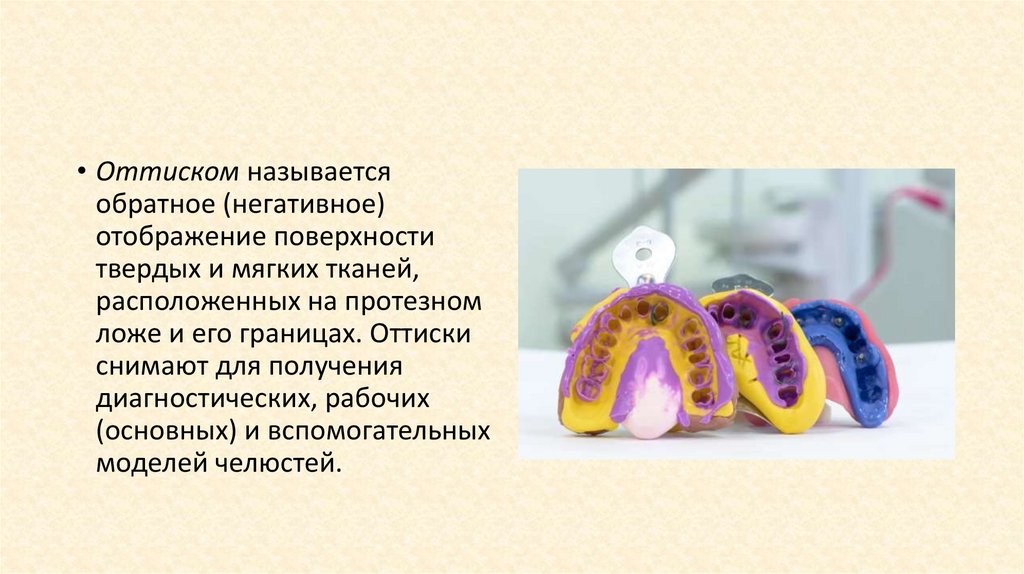
• Оттиском называетсяобратное (негативное)
отображение поверхности
твердых и мягких тканей,
расположенных на протезном
ложе и его границах. Оттиски
снимают для получения
диагностических, рабочих
(основных) и вспомогательных
моделей челюстей.
4. Термином протезное ложе объединяются органы и ткани, находящиеся в непосредственном контакте с протезом.
Термином протезное ложе объединяютсяорганы и ткани, находящиеся в
непосредственном контакте с протезом.
• Протезное ложе - это все ткани
и органы полости рта, которые
имеют непосредственный
контакт с протезом.
• Протезное поле - это все ткани,
органы и системы организма
имеющие непосредственный и
опосредованный контакт с
протезом. Это более широкое
понятие, включающее в себя и
понятие протезного ложа.
5. ОТТИСКИ
6. Классификация оттисков по методу получения:
ОднослойныеДвухслойные:
одноэтапные
двухэтапные
7.
8. Классификация оттисков (по Гаврилову Е.И.)
I группа –Предварительные(ориентировочные)
II группа – Окончательные
•Анатомические
•Функциональные
9. Анатомический оттиск получают стандартной или индивидуальной ложкой без учета функциональных тканей протезного ложа
10. Функциональный оттиск получают только индивидуальной ложкой с применением функциональных проб
11. Требования к Оттиску
1. На поверхности оттиска не должно быть пузырьков, пор,оттяжек и других дефектов
2. Должно быть точное отображение всех элементов протезного
ложа и прилегающих к нему тканей
3. Края ложки должны быть четко оформлены
4. Отображение зубного ряда или альвеолярного отростка в
оттиске должно располагаться посередине между бортами
ложки
12. Осложнения при снятии оттиска
• 1. Рвотный рефлекс. Профилактика — смазать мягкое небоанестетиком (дикаин, лидокаин), полоскание горла насыщенным
солевым раствором.
• 2. Аспирация — попадание инородного тела в заглоточное
пространство. Профилактика — точная дозировка оттискного
материала, точное положение головы больного.
• З. Вывих зуба или ВНЧС. Профилактика — удаление оттиска по
частям, использование эластичных оттискных материалов.
• 4. Травма мягких тканей и слизистой. Профилактика — гигиена
ногтевых фаланг, отсутствие золота на руках
13. Профилактика осложнений:
• Вертикальное положение головы пациента фиксируется с помощьюподголовника.
• Тренировка пациента путем многократного кратковременного введения
ложки без оттискной массы в полость рта.
• Перед получением оттиска пациент должен успокоиться и расслабиться.
• Проводить все манипуляции, избегая прикосновения оттискной ложки к
спинке языка.
• При получении оттиска рекомендуется использовать минимальное
количество оттискной массы.
• После введения оттискной ложки в полость рта её нужно плотно прижать в
первую очередь в дистальных отделах, а лишь затем – в передних для
создания оптимального направления выдавливания излишков материала.
14. Ошибки при получении оттисков
1. Несоблюдение указанных в инструкции пропорций основной массы и катализатора. При замешиванииоттискной массы «на глаз» возможно смещение соотношения ингредиентов в сторону катализатора. Это
приводит к более быстрой полимеризации, следовательно, уменьшает рабочее время. Снижение количества
катализатора может привести к неполной полимеризации материала, соответственно - к деформации оттиска.
2. Несоблюдение временных параметров работы с оттискной массой.
При слишком длительном замешивании оттискного материала может наступить его «схватывание» до
введения в полость рта. При преждевременном выведении оттиска, когда не соблюдается время полной
полимеризации материала, происходит деформация оттиска.
3. Нарушение сцепления основного и коррегирующего слоев двухслойного оттиска при применении
двухэтапного метода. Основная причина -недостаточно просушенный и очищенный от слюны и крови первый
слой.
Причиной может также быть использование первого и второго слоев оттискных материалов различных групп.
Например, первый слой А - силиконовый, второй - С -силиконовый.
4. Деформация первого слоя оттискного материала коррегирующим происходит при отсутствии необходимой
подготовки базисного слоя. Как неоднократно упоминалось выше, необходимо создавать отводные каналы
для удаления излишков жидкотекучей массы.
5. Некачественное отображение протезного ложа при снятии двухэтапных двухслойных оттисков может быть
связано с недостаточной подготовкой первого слоя. После создания отводных каналов и ликвидации всех
поднутрений , необходимо тщательно продуть оттиск струей воздуха из пустора. Это необходимо для удаления
остатков первого слоя. В противном случае, оставшиеся в оттиске кусочки базисной массы будут
препятствовать получению второго слоя оттиска.
15.
6. Затруднения при выведении оттиска из полости рта и его повторном введении для коррекции возникают, какправило, из-за недостаточной эластичности оттискного материала и наличия выраженных поднутрений в полости рта.
Эта проблема чаще возникает при применении поливинилсилоксановых материалов, первый слой которых
отличается твердостью. В связи с этим перед нанесением корригирующей массы его нужно подготовить, удалив
участки, создающие препятствия. Нежелательно применение жестких оттискных масс для «сэндвич-техники».
Некоторые фирмы-производители выпускают базовые А-силиконов повышенной эластичности, такие, как
гидрофильный Elite H-D+ (Zhermack®) .
7. Плохое качество оттиска может быть связано с неправильной подготовкой оттискной массы. Так, альгинатные
массы необходимо размешивать до гомогенной консистенции; при применении эластомеров - равномерно
смешивать две пасты до образования одного цвета. К искажениям ведут также излишняя компрессия или
перемещение ложки при снятии оттиска. Избыток пространства для корригирующего слоя оттискной массы, как и
недостаток его, ведет к снижению качества оттиска. В этом случае снижается эффект динамического продвижения
текучей оттискной массы
8. Деформация оттиска может произойти при использовании гибких оттискных ложек. Отсутствие жесткой опоры для
оттискной массы создает различное давление на разные участки зубного ряда. Кроме того, ложка может
деформироваться в момент снятия оттиска, а затем вернуться в исходное состояние.
9. Отрыв оттиска от ложки может произойти из-за плохой адгезии к ней оттискного материала. Разные фирмыпроизводители предлагают большое количество адгезивов для оттискных ложек. Лучше выбирать ложки с большим
количеством перфорационных отверстий для хорошей механической ретенции оттиска к ложке.
10. Образование раковин (пустот) на оттиске чаще всего связано с плохой гидрофильностью массы и наличии
жидкости на поверхности протезного ложа. Желательно просушивать участок, точный отпечаток которого нужно
получить на оттиске.
11. Нарушение сроков и условий хранения оттискного материала приведет к потере свойств, указанных в его
характеристиках.
12. Неправильный выбор оттискного материала для получения оттиска при изготовлении той или иной конструкции.
Существуют определенные рекомендации, указанные в инструкции к оттискной массе. Как бы ни был хорош
материал, он хорош только в пределах клинических показаний.
16.
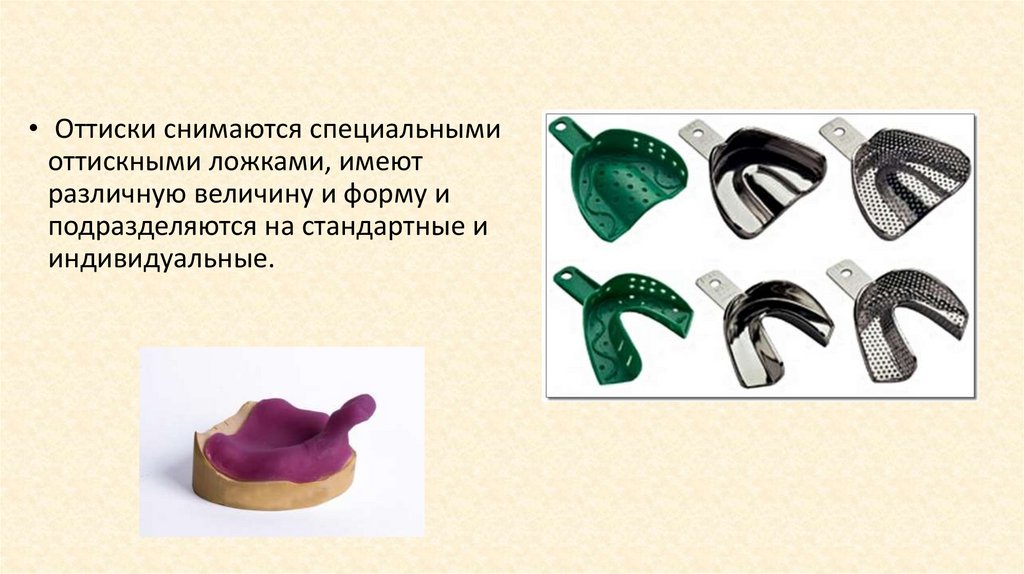
• Оттиски снимаются специальнымиоттискными ложками, имеют
различную величину и форму и
подразделяются на стандартные и
индивидуальные.
17. ОТТИСКНЫЕ ЛОЖКИ
• По материалу:металлические
пластмассовые
• По размеру
полные
частичные
• По наличию элементов
ретенции
без элементов ретенции
перфорированные
с кантов по бортику
18. Оттискные ложки
19.
По оттиску отливается модель-позитивноеотображение протезного ложа
1. Рабочая (непосредственно для изготовления ортопедических
конструкций)
2. Диагностическая (для уточнения диагноза, планирования
лечения)
3. Контрольные (для оценки эффективности лечения)
4. Вспомогательные (для отображения зубов антагонистов)
20.
21. Классификация оттискных материалов
1. Кристаллизующиеся материалы (или твердокристаллические):— гипс,цинкоксидэвгеноловые (Репин) Отличительным их свойством является то, что в
отвердевшем состоянии они имеют четкое кристаллическое строение, лишены
пластичности и упругих свойств.
2. Эластичные слепочные материалы (после полимеризации становятся
эластичными):
а) альгинатные
б) С-силиконы
в) А-силиконы
г) полиэфирные — Полиджет, Пермодайв, Импрегам и др.
3. Термопластические массы, которые так же, как и массы первой группы,
затвердевают при температуре полости рта. Отличительным их свойством является
то, что они становятся пластичными при нагревании (Стенс, Акродент-02, МСТ
(термомассы)-1,2,3, Стомапласт, Ортокор, дентафоль и др.).
22. Физико-химические свойства оттискных материалов
• Гидрофильность – свойство веществ интенсивновзаимодействовать с водой̆. В момент введения оттискной массы,
не обладающей̆ этим свойством, в полость рта десневая жидкость
не даёт проникать оттискной массе в зубодесневую борозду. При
наличии же гидрофильности это становится возможным.
• Гидрофобность – свойство веществ, материалов слабо
взаимодействовать с водой.
• Тиксотропность (регулируемая компрессионная текучесть) –
способность материала под давлением становиться
жидкотекучим, а без давления не стекать (загустевать).
23. Требования к оттискным материалам
• Не оказывать раздражающего, токсического и аллергическоговоздействия на ткани полости рта и организм
• Точно отображать рельеф тканей протезного ложа
• Обладать необходимой пластичностью в момент введения в
полость рта
• Комфортное рабочее время
• Гидрофильность
• Не деформироваться при выведении из полости рта
24. Альгинатные слепочные массы
Преимущества:• Дешевизна
• Простота использования
• Достаточная точность в случае изготовления съемного
протеза, временных коронок, диагностических моделей,
прикусных моделей и т.д.
• Легкость извлечения готовой модели из оттиска
Недостатки:
• Недостаточная точность для изготовления цельнолитых
конструкций
• Большая и скорая усадка
• Необходимость немедленного изготовления моделей во
избежание усыхания оттиска
• Плохо прилипает к ложке
25. Альгинатные материалы
26. Резиновая чаша, мерник и шпателя для замешивания
27. Аппарат для замешивания альгинатной массы
28. Силиконовые слепочные массы
Преимущества:Низкая цена
Достаточная точность для изготовления цельнолитых конструкций
Невысокая усадка
Эластичность, но прочность как корригирующей, так и базовой массы
Возможность проведения дезинфекции
Недостатки:
Требуют тщательного ручного перемешивания разнородных по
консистенции массы и катализатора
Сложность точной дозировки катализатора, все «на глазок»
Нельзя отливать модели по оттиску многократно
Чувствительность к влаге – гигроскопичность.
Низкая гидрофильность
Недостаточная адгезия к ложке
В литературе описывается возможность токсического эффекта
Нет автоматического смешивания
Несколько излишняя жесткость базовой массы
29. Силиконовые оттискные материалы
30. А-силиконы
Достоинства:Практически идеальное воспроизведение деталей
Простота перемешивания и точность дозировки массы и катализатора благодаря их
однородности
Разнообразие вязкостей масс
Размерная стабильность и точность, сохраняющиеся при длительном хранении
Устойчивость к деформациям и идеальное восстановление формы после них
По оттиску можно отлить несколько моделей
Высокая тиксотропность
Высокая гидрофильность
Отличная адгезия между слоями
Возможность качественной дезинфекции
Возможность автоматического замешивания как базисной, так и корригирующей массы
Отсутствие неприятного вкуса и запаха
Оптимальная совместимость со слизистой оболочкой и кожей
Нетоксичность, гипоаллергенность
Недостатки:
Нельзя замешивать в латексных перчатках
А-силиконы несколько дороже С-силиконов
31. А-силиконы
32. Полиэфиры
Преимущества:Полиэфиры
• Возможность использования практически для всех видов работ
• Высокая точность
• Простота замешивания при использовании аппарата автоматического
замешивания – Пентамикс
• Высокая тиксотропность
• Высокая гидрофильность
• Возможность использовать один оттиск для изготовления нескольких
моделей
• Увеличенное рабочее время за счет уменьшения времени
схватывания
• Высокая прочность
• Возможность стерилизации и замачивания в любых растворах,
применяющихся для обеззараживания оттисков
• Оттиски можно сохранять, по некоторым данным, около трех недель
без усадки
Недостатки:
• В некоторых случаях сложность удаления оттиска изо рта
• Относительно высокая стоимость
33. IMPREGUM
34. Полисульфидные оттискные материалы
Преимущества• Точность отображения
• Пластичность
• Прочность на разрыв
Недостатки
• Остаточная деформация
• Усадка
• Неприятный запах и вкус
35. Цинкоксидэвгенольные оттискные материалы
Применяются для снятияоттисков с беззубых челюстей.
Обладают высокой текучестью и
хорошо отображают протезное
ложе
Недостакти
• Материал легко крошится и
деформируется
• Вызывают раздражение
слизистых
36. Термопластические оттискные материалы
Преимущества• Пролонгированная фаза пластичности
• Постоянная консистенция на протяжении
всего времени снятия оттиска
• Равномерное распределение давления по
всей поверхности тканей
• Возможность неоднократного введения
оттиска в полость рта и его коррекция
Недостатки
• Деформация
• Необходимость немедленной отвивки
моделей
• Сложность в работе
• Возможность ожога слизистой при
неправильном разогреве
37. Термопластические оттискные материалы
38. Формовочные материалы
Формовочные материалы в зуботехническом производстве имеютпервостепенное значение для получения точной, соответствующей
необходимым требованиям отливки и предназначены для
покрытия восковой модели. Совершенство и точность отливки
зависят от свойств и качества формовочной массы. Но до паковки
модель необходимо покрыть облицовочным слоем, который
наносится на нее после соединения с ней литьевого штифта.
В современном производстве используют гипсовые формовочные
материалы, а также фосфатные и силикатные.
39.
40.
Гипсовый формовочный материалсостоит из гипса (20-40%) и окиси
кремния. Гипс в этом случае является
связующим. Окись кремния придает
массе необходимую величину
усадочной деформации и
теплостойкости.
41.
Фосфатные формовочные материалысостоят из порошка
(цинкфосфатныйцемент, кварц
молотый, кристоболит, окись магния,
гидрат окиси алюминия и др.) и
жидкости (фосфорная кислота, окись
магния, вода, гидрат окиси алюминия).
42.
Силикатные формовочные материалыотличаются высокой термостойкостью
и прочностью. Их внедрение вызвано
применением кобальтохромовых
сплавов и нержавеющих сталей. Кроме
гипса и фосфатов, в качестве
связующих здесь используют
кремниевые гели.
43.
Формовочные материалы44. Моделировочные материалы
• Воск - группа жироподобных твердых веществ природного илисинтетического происхождения;
По химическому составу являются высшими предельными
углеводородами жирного ряда, их одноатомными спиртами и
одноосновными кислотам и
45. Свойства Восков
Механические свойства:воски хорошо растворяются в бензине, хлороформе, бензоле
и эфирных маслах;
относительная плотность их меньше единицы, т.е. они легче
воды;
при слабом нагревании они хорошо размягчаются,
приобретая высокую степень пластичности, при дальнейшем
повышении температуры они переходят в жидкое состояние,
затем сгорают практически без остатка, с минимальной
зольностью, что важно в процессах литья.
46. Классификация восков
• Природные воскиа)Минеральные воски ( пчелиный воск, стеарин)
б)Животные воски ( пчелиный воск, стеарин)
в)Растительные воски (карнаубский воск, японский воск,
канделильские воски)
•Синтетические воски (канифоль)
47. Классификация восковых композиций
1. Воск базисный2. Воск бюгельный
3. Воск моделировочный для
несъемных протезов
4. Воск литьевой для вкладок
5. Воск профильный
6. Воск липкий
48. Воск базисный
49. Воск Базисный
Свое название воск получил в связи сиспользованием его для моделирования базисов
съемных протезов, изготовления восковых базисов с
валиками (шаблонов). Базисный воск может быть
использован для формирования слепочной ложки
или ее части, из него готовят также модели и для
других ортопедических аппаратов и протезов,
изготовляемых из пластмасс.
50.
Воск хорошо формируется в разогретомсостоянии, имеет гладкую поверхность после
легкого оплавления над пламенем и
небольшое остаточное напряжение, которое
возникает при охлаждении восковой модели.
Следует иметь в виду, что как время, так и
окружающая среда оказывают влияние на
остаточное напряжение воска, поэтому модели
из базисного воска не следует длительное
время хранить, особенно при повышенной
температуре.
51. Воск Бюгельный
52. Воск Бюгельный
Воск бюгельный обладает высокой пластичностьюи легко формуется на модели. Для получения
промежуточного слоя при моделировании каркаса
бюгельного протеза восковую пластинку
разогревают над пламенем горелки или в теплой
воде, укладывают на модель и формуют,
прижимая воск к модели, избегая при этом
излишних усилий, чтобы не истончить местами
восковую пластинку. Толщину восковой пластинки
определяет врач в индивидуальном порядке.
53. Воск моделировочный
Моделировочный воск отличается малой тепловой усадкой и неизменяет своих свойств при неоднократном расплавлении. Воск
легко поддается моделированию и дает сухую невязкую стружку.
54. В виде палочек, зеленый – для литья огнеупорной модели, коричневый – для литья без (вне) модели. Состав: Существуют два рецепта
воска для дуговых протезов.Первый рецепт:
-парафин(29%)
-пчелиный воск(65%)
-карнаубский воск(5%)
-красители(0,02%)
Второй рецепт:
-парафин(78%)
-пчелиный воск(22%)
-красители(0,004%)
Свойства: Температура плавления 58-60 °С.
Применение: для изготовления сложных моделей дуговых, шинирующих
протезов, кламмеров.
55. Восковая смесь «Модевакс» выпускается в виде прямоугольных брусков красного, зеленого и синего цветов размерами 40×9×9 мм.
Свойства: красный модевакс имеет низкую твердость и температуруплавления 60 °С, зеленый – твердый, с температурой плавления
от 70 °С.
Применение: для моделирования цельнолитых несъемных мостовидных
протезов.
Красный цвет предназначен для моделирования пришеечной части
протеза и коронок, синий для моделирования промежуточной части протеза,
.
зеленый для моделирования коронок
56. Воск Липкий
57. Воск Липкий
«Липкий воск» применяется для склеивания при сборке металлических частейпротезов при подготовке их к паянию.
Выпускается под названием «Воск липкий» в виде цилиндрических
стержней длиной 82мм и диаметром 8,5 мм, окрашенных в темно-коричневый
цвет. Он имеет темный или яркий цвет, чтобы выделяться на гипсе.
Состав:
-канифоль – 70%
-воск пчелиный – 25%
-монтан-воск -5%
Свойства: зольность – 0,2%, температура – 65-75 °С, при комнатной температуре
воск не липкий. При сгорании не дает золы.
58. Воск Профильный
Выпускаются под названием «Формодент твердый», «Формодент литьевой»В виде пластин зеленого цвета прямоугольной формы. «Формодент литьвой»
Представляет собой воскоподобную композицию, которая в разогретом виде
заполняет формы эластичной силиконовой пластины, предназначенной для
изготовления восковых моделей различных кламмеров, дуг и других элементов
бюгельного протеза.
Состав:
-парафин – 29,9%
-пчелинный воск – 65%
-воск карнаубский-5%
-краситель-0,02%
Свойства: температура плавления смеси – не более 60 °С, зольность – 0,06%.
Применение: для восковых моделей при отливке металлической конструкции
При литье каркасов на огнеупорной модели.
59. Воск Профильный
60. Воск литьевой для вкладок
Выпускается под названием «Лавакс –воск моделировочный» в виде палочекланцетовидной формы. Цвет синий и зеленый.
Состав:
-парафин -78,9%
-церезин-12%
-воск карнаубский-7%
-воск синтетический-2%
-краситель-0,08%
Свойства: размягчается при температуре 55-60 °С. В интервале
температур 43-48 °С
Он пластичен и хорошо формируется. При температуре 37% воск становится
настолько твердым, что полученный слепок, без оттяжек выводится из полости зуба.
При сгорании не оставляет сухого остатка.
Применение: для создания восковых моделей при несъемном протезировании.
61. Абразивные материалы
Абразивные материалы подразделяются поназначению –на шлифовочные и
полировочные, по связующему веществу –на
керамические, бакелитовые, вулканитовые и
пасты, по форме инструмента (материала) –на
круги различных размеров, тарельчатые,
чашечные, чечевичные фрезы, головки, а
также наждачные полотно и бумагу.
62. Абразивные материалы
63. Абразивные материалы для шлифования делят на 1) Естественные -алмаз, корунд, наждак, кварц, «минутник», пемза и др. 2)
Искусственные –электрокорунд,карборунд, карбид бора, карбид
вольфрама.
64. Абразивные материалы должны отвечать следующим требованиям:
• Твердость применяемых материалов должна быть не нижетвердости шлифуемого материала;
• Шлифовальный инструмент «засаливается», если его твердость
излишне велика для обработки данного материала, или
преждевременно изнашивается, если эта твердость мала;
• Форма зерен абразива должна быть многогранной для
обеспечения острия резания;
• Материалы должны быть технологичны в применении; обладать
способностью склеиваться и хорошо удерживаться в связующем
веществе.
65. Процесс шлифования и качество обрабатываемой поверхности зависят от многих факторов. Основными из них являются: качество
абразива и соблюдение технологиишлифования; выбор размера зерен, скорость
движения абразива, давление абразива на
поверхность; учет тепловых явлений при
шлифовании и др.