


























 гипса определяется:")

















")

")












 medicine
medicineSimilar presentations:








 материалы. Классификация, показания к применению. Оттискные ложки и их разновидности")

Сестринский процесс в ортопедической стоматологии
1. Сестринский процесс в ортопедической стоматологии
2.
3. Ортопедические конструкции, постоянно находящиеся в полости рта, бывают:
• Несъемные (единичные коронки,консольные, мостовидные протезы)
• Съемные (полные и частичные,
пластмассовые, бюгельные и др.
протезы)
• Условно-съемные (протезы,
фиксирующиеся к несъемной
конструкции в полости рта
(имплантатам), которые может снять
только врач)
4. Конструкционные материалы
5. Металлы и сплавы для стоматологии:
Чистые металлы не применяют, т.к. они не соответствуют требованиям,предъявляемым к конструкционным материалам (прочность, высокая
устойчивость к коррозии и др.).
Сплавы металлов – смесь 2х и более различных металлов,
приобретающая совершенно новые качества.
В ортопедической стоматологии используют сплавы на основе:
1.
2.
3.
золота, серебра, палладия;
железа, хрома, кобальта, никеля;
меди, никеля, титана, алюминия, ниобия, тантала.
6. Классификация сплавов
7. Сплавы, применяемые в ортопедической стоматологии, должны обладать свойствами:
• Не вызывать токсического действия и аллергическую реакциюОбладать:
• Высокой антикоррозийной стойкостью
• Прочностью
• Твердостью
• Малой усадкой при литье
• Невысокой температурой плавления
• Ковкостью, текучестью при литье
• Возможностью паяния и сварки
• Хорошей механической и электролитической обработкой и
полировкой.
8. Металлические мостовидные и консольные протезы
9. Штампованные коронки и гильзы для их изготовления
10. Полимерные материалы
• Полимеры – вещества, макромолекулы которыхсостоят из большого числа повторяющихся
звеньев.
11. Полимеры применяют для изготовления:
• Базиса съемных протезов;• Челюстно-лицевых и ортодонтических аппаратов;
• Различных шин;
• Искусственных зубов;
• Покрытия для металлических частей несъемных
протезов;
• Коронок;
• Металлополимерных имплантатов.
12. Состав полимерного материала:
• Основные соединения – мономеры и олигомеры.Для улучшения свойств материала добавляют:
• Наполнители (улучшают физико-механичные свойства – прочность,
твердость, теплопроводность и др.)
• Пластификаторы (обеспечивают пластичность при обработке
материала и эластичность готового изделия)
• Стабилизаторы (тормозят старение полимеров)
• Красители (имитируют цвет мягких и твердых тканей)
• Сшивагенты (повышают прочность полимерных материалов)
• Антимикробные агенты (добавки, препятствующие росту
микрофлоры в полимере)
• Антиоксиданты (тормозят или предотвращают старение полимера)
13. Классификация полимеров по назначению:
• Основные (для изготовления съемных и несъемных зубныхпротезов):
- Пластмассы
- Акриловые эластичные материалы
- Поливинилхлоридные материалы
- Реставрационные полимеры (для замещения дефектов твердых
тканей зубов)
• Вспомогательные (некоторые оттискные массы, стандартные и
индивидуальные ложки для получения оттисков, полимерные
колпачки и временные коронки)
• Клинические (используются врачом на клиническом приеме,
сюда входят материалы из основной и вспомогательной групп)
14.
15. Вспомогательные материалы
-это материалы, которые используют вортопедической стоматологии на различных
этапах изготовления зубных протезов, шин и
аппаратов, но не входящих в саму
конструкцию или ее часть.
16. По назначению вспомогательные материалы бывают:
• оттискные, или слепочные;• моделировочные (для моделирования частей
протеза, которые затем заменяются пластмассой
или металлом – воски, беззольные полимеры);
• формовочные (гипсовые, кварцевые,
кристобалитовые, фосфатные);
• абразивные и полировочные (для обдирки,
зачистки металла, шлифовки, притирки,
полировки протеза);
• прочие (лаки, кислоты, щелочи, припои и др.)
17.
18.
19. Оттиски классифицируют:
По методу оформления краев:• анатомические (для несъемных конструкций, отображает рельеф
протезного ложа и тканей в состоянии физиологического покоя);
• функциональные (для изготовления съемных протезов; получают с
помощью индивидуальной ложки с применением функциональных
проб).
По охвату тканей протезного ложа:
• полные (слепок всего зубного ряда (альвеолярного отростка) и
прилегающих к нему мягких тканей);
• частичные (оттиск участка зубного ряда или альвеолярного
отростка).
20. Оттискная масса должна отвечать следующим специальным требованиям:
• должна давать точный отпечаток тканей протезного ложа, тоесть рельефа слизистой оболочки полости рта и зубов
(тканей, покрытых протезом);
• быть безвредной и не обладать дурным запахом и неприятным вкусом;
• легко вводиться и выводиться из полости рта;
• не деформироваться и не сокращаться при выведении из
полости рта, длительное время сохранять свой объем;
• не растворяться в секретах полости рта;
• размягчаться при температуре, не вызывающей ожога
слизистой оболочки полости рта;
21. Оттискная масса должна отвечать следующим специальным требованиям:
• затвердевать не слишком быстро и не очень медленно (от 2 до 5мин.) , чтобы была возможность оформить края слепка или
провести другие манипуляции до потери массой пластичности;
• не набухать в воде;
• не соединяться с гипсом модели и легко отделяться от нее;
• сохраняться при комнатной температуре, длительное время не
деформируясь;
• позволять повторное применение материала после его
стерилизации, быть удобной для хранения и расфасовки;
• быть доступной и дешевой.
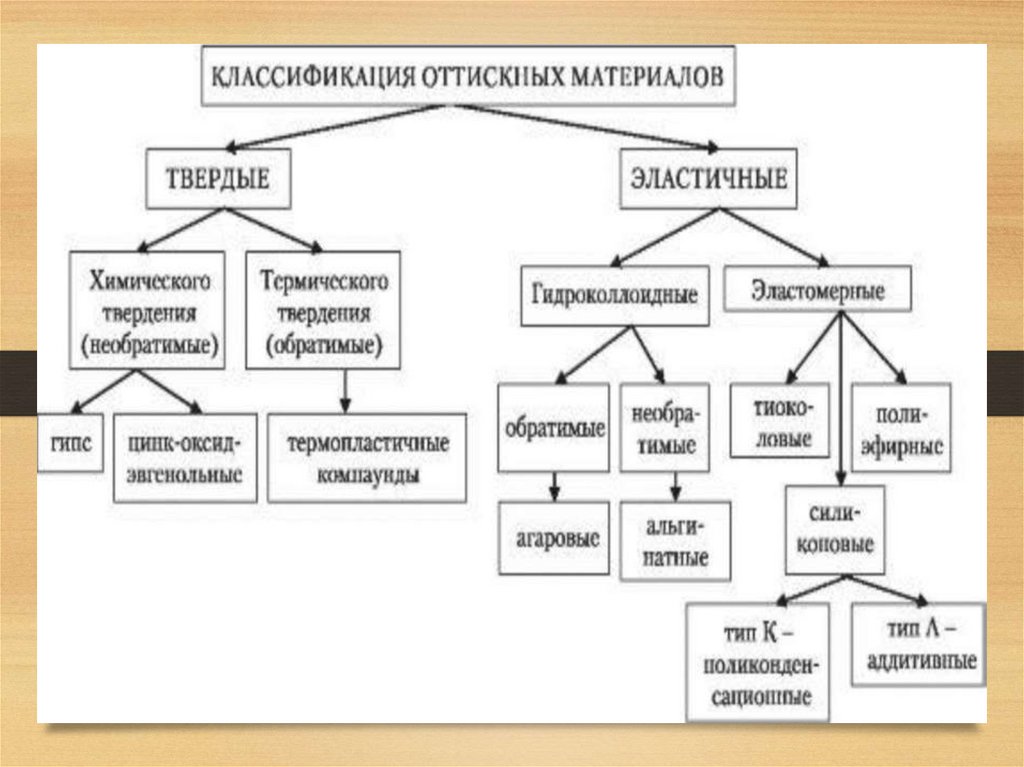
22. Классификация по ISO, разработанная G.Staegemann и R.Phillips в 1991г.
• Эластичные• Жесткие
— Альгинатные гидроколлоиды
Необратимые;
- Безводные эластомеры:
химического отверждения
Полисульфидные
— Гипс
Силиконовые С-типа
Силиконовые А-типа
— Цинк-оксид-эвгенольные
пасты
Полиэфирные
— Агар-агаровые гидроколлоиды
Обратимые
Термического отверждения
— Термопластические
компаунды
23.
24. Твердые оттискные материалы: ГИПС
• Гипс в природе встречается в видеминерала — водной сернокислой соли
кальция CASO4x2H2O
• В стоматологии используют
модифицированный (2 формы) полуводный гипс (CASO4)2x Н2О
2(CaSO4x 2H2О)t l40-190(CaSO4)2х Н20 + ЗН20
25. Процесс производства гипса
При промышленной, высокотемпературной обработке,называемой реакцией дегидратации, природный гипс
переходит в полугидрат:
CaSO4 х 2H2О = CaSO4 х 0,5H2О + 1,5Н2О.
Затем измельченный гипс загружают в варочные котлы и
обжигают при высоких температурах в течение
нескольких часов.
В зависимости от температуры обжига, давления,
времени можно получить различные сорта гипса,
отличающиеся сроками затвердевания и прочностью.
26. α-гипс
• полуводный гипс может иметь 2 модификации:a- и b-полугидраты.
• a-гипс получают при нагревании двуводного
гипса при
Т = 110—115°С под давлением 1,3 атмосферы.
• Этот гипс называют супергипсом,
автоклавированным гипсом;
27. β-гипс
• b-гипс получают при нагревании двуводного гипсапри
Т = 95—105°С и атмосферном давлении.
• Кристаллы b-модификации образуют капиллярно-
пористую структуру, обладают развитой внутренней
поверхностью, более реакционноспособны. Для их
затворения требуется много воды, они имеют
пониженную прочность.
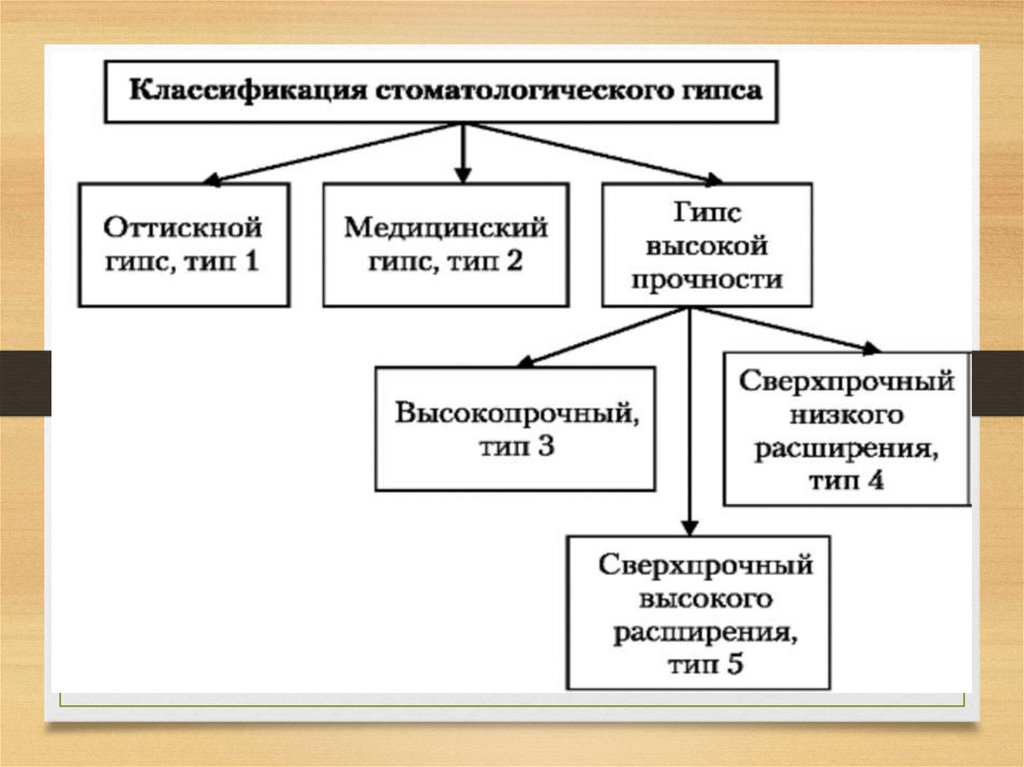
28. ГОСТ Р51887-2002, ИСО 6873
1. Гипс для оттисков. Мягкий и податливый низкотвердый гипс.Используется для получения частичных и полных оттисков
2. Медицинский гипс. Алебастровый гипс обычной твердости.
3. Высокопрочный гипс для моделей.
Применяется для изготовления диагностических и
рабочих моделей челюстей в технологии съемных зубных
протезов,
4. Сверхтвердый. Сверхпрочный гипс.
Гипс с наибольшими показателями прочности, для изготовления
разборных моделей челюстей.
5. Особо твердый, с добавлением синтетических материалов.
Гипс с регулируемым показателем расширения.
29.
30. Стоматологические гипсы
31. Скорость схватывания (затвердевания) гипса определяется:
• температурой — при повышении до 30—37°, но не выше• тонкостью помола сырья
• присутствием катализаторов: сульфата калия, сульфата
натрия, хлористого натрия, хлористого калия, алюмокалиевых квасцов, цитрата калия.
Чем быстрее схватывание гипса, тем меньше прочность
полученного изделия. Чем медленнее отвердевание смеси,
тем выше ее прочностные характеристики.
При применении катализаторов ПРОЧНОСТЬ гипса
понижается.
32. Ингибиторы схватывания гипса:
• 2—3% раствор буры,• 5—6% раствор сахара,
• 5% раствор этилового спирта.
Ингибиторы замедляют реакцию отверждения
гипса и повышают его прочность.
33. ГИПС ОТТИСКНЫЙ
ДостоинстваНедостатки
хорошая пластичность
гипс трудно выводится
из полости рта, хрупок
продолжительное время
затвердевания
трудность отделения
модели от слепка
невозможность
повторного
использования
точный отпечаток
протезного ложа
отсутствие усадки,
безвредность
доступность и
дешевизна
34. Замешивание гипса для оттисков
35.
36. Твердые оттискные материалы: Цинк-оксидэвгенольные пасты
• окись цинка (80%) иинертные масла
• гвоздичное масло (эвгенол)
— 15%,
• канифоль и пихтовое масло
— 65%),
• наполнитель (тальк или
белая глина) — 15%,
• ускоритель (хлористый
магний ) — 4%.
Для беззубых
челюстей
37. Цинк-оксидэвгенольные оттискные массы
ДостоинстваБыстрое затвердевание в
условиях полости рта
Недостатки
Хрупкость и ломкость после
затвердевания
Высокая пластичность до
начала структурирования
Отсутствие адгезии к
оттискной ложке
Отсутствие токсичности
Неприятный вкус и сильный
запах эвгенола
Безусадочность
Материал имеет большую
хрупкость и может
скалываться если не имеет
прочной основы
38. Твердые оттискные материалы: ТЕРМОПЛАСТИЧЕСКИЕ
Требования:• размягчаться при температуре, не вызывающей
болезненных ощущений и ожогов тканей полости рта;
• не быть липкими в интервале «рабочих» температур;
• затвердевать при температуре несколько больше, чем
температура полости рта;
• в размягченном состоянии представлять однородную
массу;
• легко обрабатываться инструментами.
39. ТЕРМОПЛАСТИЧЕСКИЕ ОТТИСКНЫЕ МАТЕРИАЛЫ
• Воски (парафин, стеарин, пчелиный воск)• Гуттаперча
• Ортокор
• Стенс
• Масса Керра:
Состав: гуттаперча, тальк, краплак,
стеариновая и масляная кислоты.
40.
41. Термопластические массы
ДостоинстваНедостатки
Просты в применении
Не позволяют получать точный
отпечаток мягких тканей
протезного ложа и поднутрений
Хорошо соединяются с
оттискной ложкой
Во время выведения может
возникнуть деформация
застывшей массы
Легко отделяются от модели
Стерилизация во время
повторного использования
затруднительна
Пролонгирована фаза
пластичности
Возможность ожога слизистой
оболочки
42. Эластичные оттискные материалы обратимые: агар-агар
Эластичные оттискныематериалы обратимые: агарагар
• Получают из морских водорослей, при соединении с
водой образует гидроколлоид (гель).
• При нагревании водородные связи в нем разрушаются, и
гель переходит в золь, представляющий собой вязкую
жидкость, удобную для применения в качестве
оттискного материала.
• На основе агар-агара сделаны:
• Гидроколлоидные массы
• Альгинатные массы
(необратимые)
43.
Альгинатныемассы
получили
широкое
распространение благодаря достаточной простоте в
применении, дешевизне и возможности получить
достаточно точный, информативный слепок.
В
настоящее
время
альгинатные
массы выпускают
в виде порошка,
упакованные
в
банки или пакеты.
44. Состав альгинатных масс:
В состав альгинатной оттискной массы входятследующие основные компоненты:
• альгинат натрия (основной компонент) = натриевая
соль альгиновой кислоты;
• сшивагент,
• регулятор скорости структурирования,
• наполнители,
• индикаторы,
• корригирующие вкус и цвет вещества.
45. Альгинатные оттискные массы используются очень часто
46.
При смешивании с водой вопределённой
пропорции
порошка и воды образуется
пластичная масса, которая в
результате
необратимой
реакции структурируется и
приобретает
эластические
свойства.
Альгинатные
материалы
гигроскопичны (легко
впитывают
воду),
поэтому их следует
хранить
плотно
закрытыми.
!
47.
Достоинства:• Высокая пластичность
• Удовлетворительная
точность отображения
рельефа полости рта
• Эластичность после
структуризации
• Хорошая переносимость
пациентами
• Простота приготовления
• Легкость отделения от
модели
• Низкая себестоимость
Недостатки:
• Низкая адгезия к оттискной
ложке
• Высокая усадка и
необходимость немедленной
отливки модели
• Низкая механическая
прочность после
структуризации
• Недостаточная точность при
отображении рельефов в
пришеечной области
• Сложность в дезинфекции
48. Безводные эластомеры
• материалы на основекремнийорганических полимеров —
силиконовых каучуков
• обычных условиях в течение нескольких
минут происходит вулканизация и образуется эластичный продукт, который не
теряет своих свойств длительное время
49. Эластомерные оттискные материалы делятся по степеням вязкости:
• 0 тип – очень высокая вязкость (Putty);• 1 тип – высокая вязкость (High);
• Используются самостоятельно или в качестве первого (основного)
слоя в двойных оттисках.
2 тип – средняя вязкость (Medium); Используются для получения
функциональных оттисков или при реставрации съемных протезов.
3 тип – низкая вязкость (Low). Используются в качестве второго
(корригирующего) слоя в двойных оттисках.
50. Полисульфидные оттискные материалы
• Полисульфидный полимер - основнойкомпонентом полисульфидных
оттискных материалов,
• диоксид свинца - инициатор реакция
дальнейшей полимеризации и
отвердевания материала.
• Процесс носит название вулканизации.
51. Полиэфирные оттискные материалы
• полиэфирныйполимер - базисная
паста и
• алкил,
содержащийся в
пасте-катализаторе
и инициирующий
реакцию
полимеризации.
52. Силиконовые оттискные материалы конденсированного типа (C-тип)
В основе реакции полимеризации силиконовыхоттискных материалов конденсированного типа
лежит взаимодействие диметисилоксана с
акрилсиликатами с выделением побочного
продукта реакции в виде этилового спирта.
53.
недостатки• пространственная
нестабильность,
обусловленная выделением
побочного продукта
реакции полимеризации
(этиловый спирт)
• усадка, в короткое время
превышающая допустимые
показатели и требующая
скорого отливания моделей
54.
55. Силиконовые оттискные материалы присоединительного типа (А-тип)
• В отличие от С-силиконов, реакция полимеризациисиликона присоединительного типа не
сопровождается выделением побочных продуктов
реакции, что позволяет избежать основного
недостатка первого – усадки, в относительно
короткие сроки выходящая за допустимые пределы.
• Латекс перчаток ингбирует реакцию
полимеризации силиконов А-тип.
56. Силиконовые оттискные массы
достоинстванедостатки
• Высокая точность
Высокая стоимость;
оттиска;
• Низкая усадка;
• Высокая механическая
прочность;
• Эластичность;
• Простота дезинфекции
Гигроскопичность;
Недостаточная адгезия
к оттискной ложке;
Усадка при
длительном хранении
57.
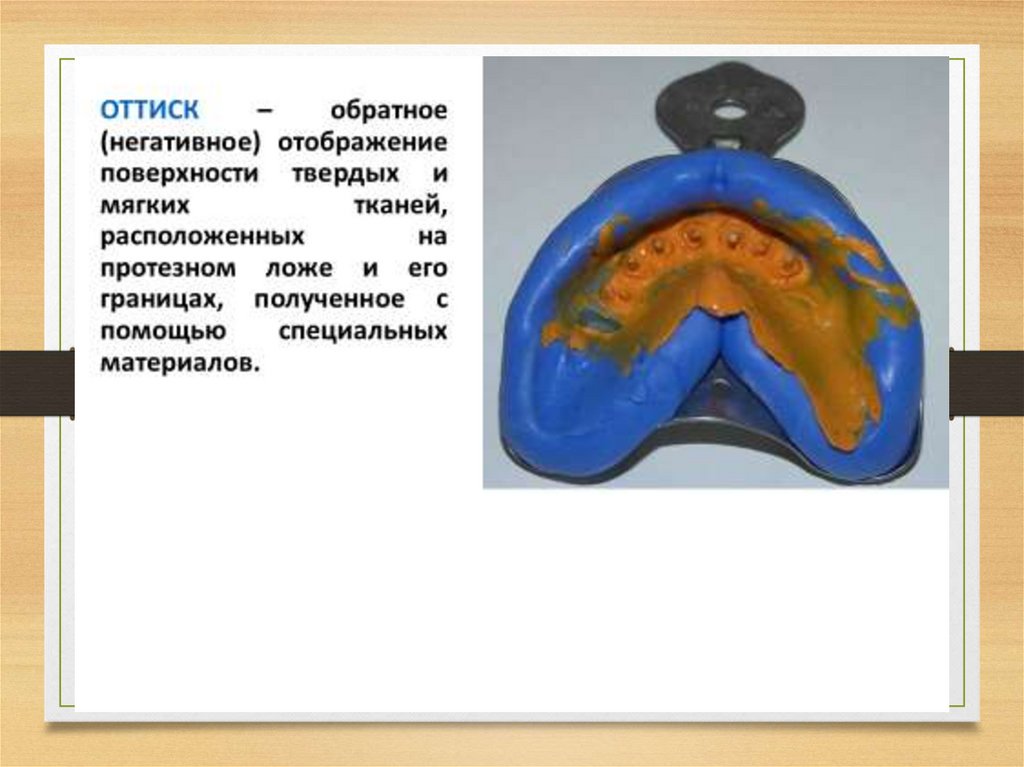
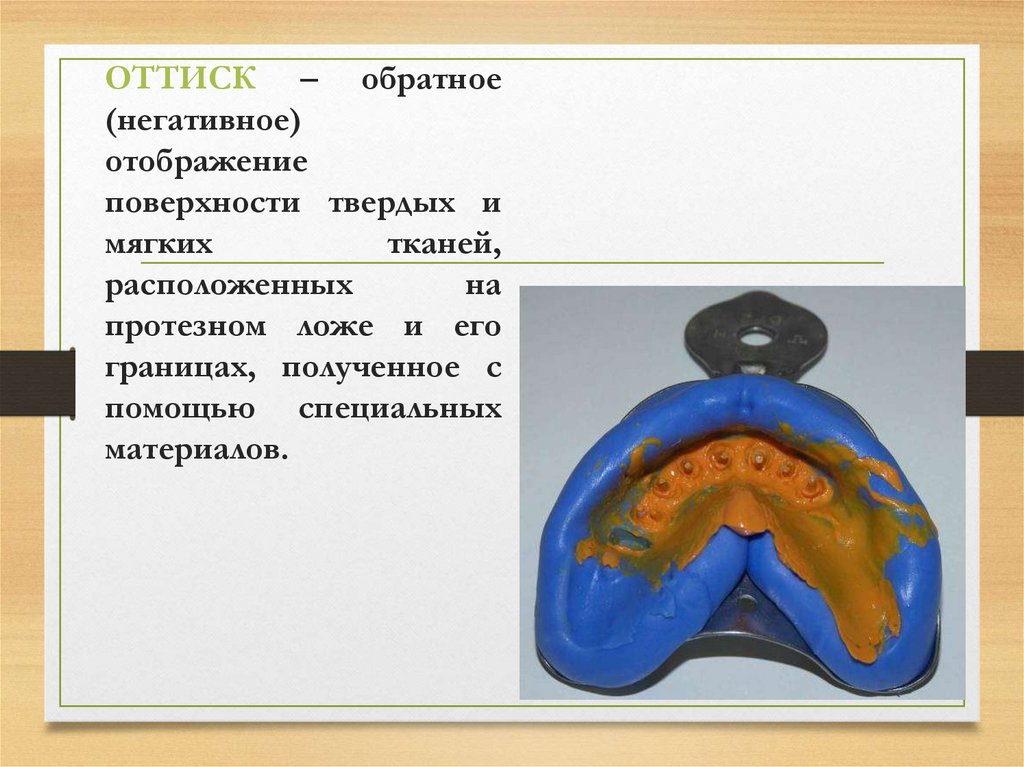
ОТТИСК – обратное(негативное)
отображение
поверхности твердых и
мягких
тканей,
расположенных
на
протезном ложе и его
границах, полученное с
помощью специальных
материалов.
58. Классификация оттисков по методике получения
ОТТИСКИАНАТОМИЧЕСКИЙ
ФУНКЦИОНАЛЬНЫЙ
ПОЛНЫЙ
ДЕКОМПРЕССИОННЫЙ
ЧАСТИЧНЫЙ
КОМПРЕССИОННЫЙ
С ДИФФЕРЕНЦИРОВАННОЙ
КОМПРЕССИЕЙ
59.
ОТТИСК ДОЛЖЕН ОТВЕЧАТЬ СЛЕДУЮЩИМТРЕБОВАНИЯМ:
- Четко отображать всю поверхность протезного
ложа;
- Иметь равномерную (4-5мм) толщину краев,
которые должны быть закруглены и правильно
оформлены;
- Плотно прилегать к оттискной ложке на всем
протяжении и фиксироваться на ней;
- На поверхности не должно быть признаков
дефектов и деформаций (пор, трещин, оттяжек).
60.
• ОТТИСКИ ПОЛУЧАЮТ ПРИ ПОМОЩИСТАНДАРТНЫХ ИЛИ ИНДИВИДУАЛЬНЫХ
ЛОЖЕК.
• Стандартные ложки выпускаются
промышленным способом из нержавеющий
стали или алюминия (многоразовые) и из
различных видов пластмасс (одноразовые).
Ложки классифицируют:
• по форме,
• по размерам,
• по способам применения.
61.
62.
63. Получение оттиска
• Послеопределения
центрального
соотношения
челюстей,
подбора ложки по размеру
приступают к получению
функционального оттиска.
• Для этого на внутреннюю
поверхность
жесткой
ложки наносят слепочную
массу.
64.
• Затем вводят ложку в полость рта65.
• Придерживают до структурированиямассы
66.
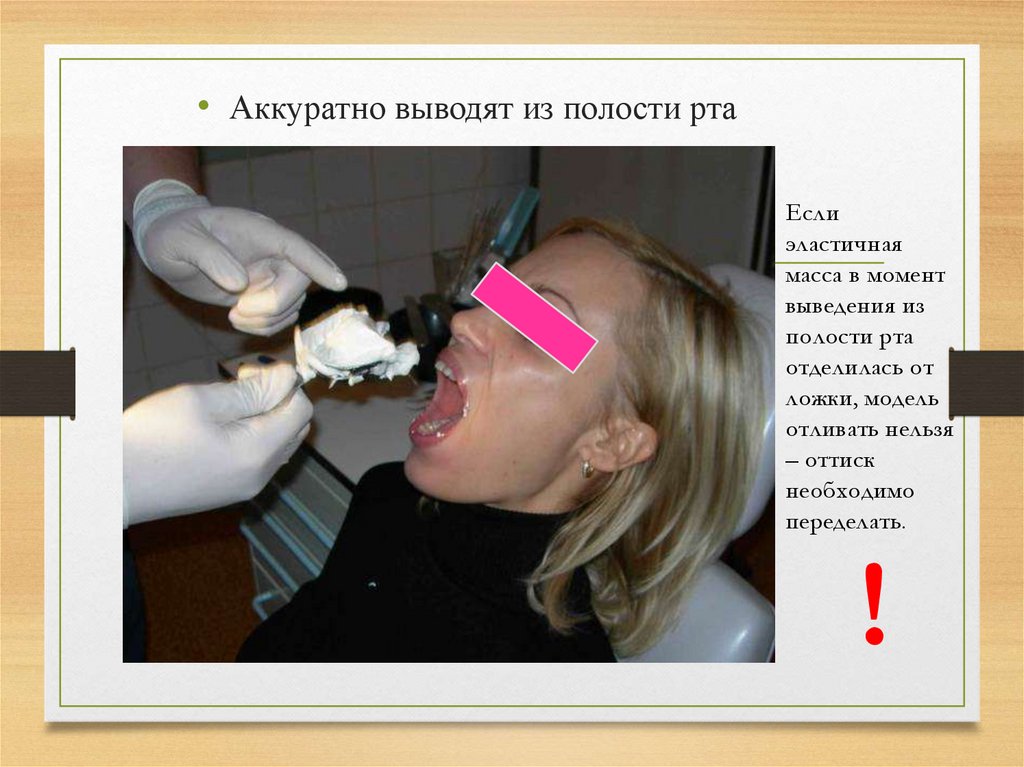
• Аккуратно выводят из полости ртаЕсли
эластичная
масса в момент
выведения из
полости рта
отделилась от
ложки, модель
отливать нельзя
– оттиск
необходимо
переделать.
!
67.
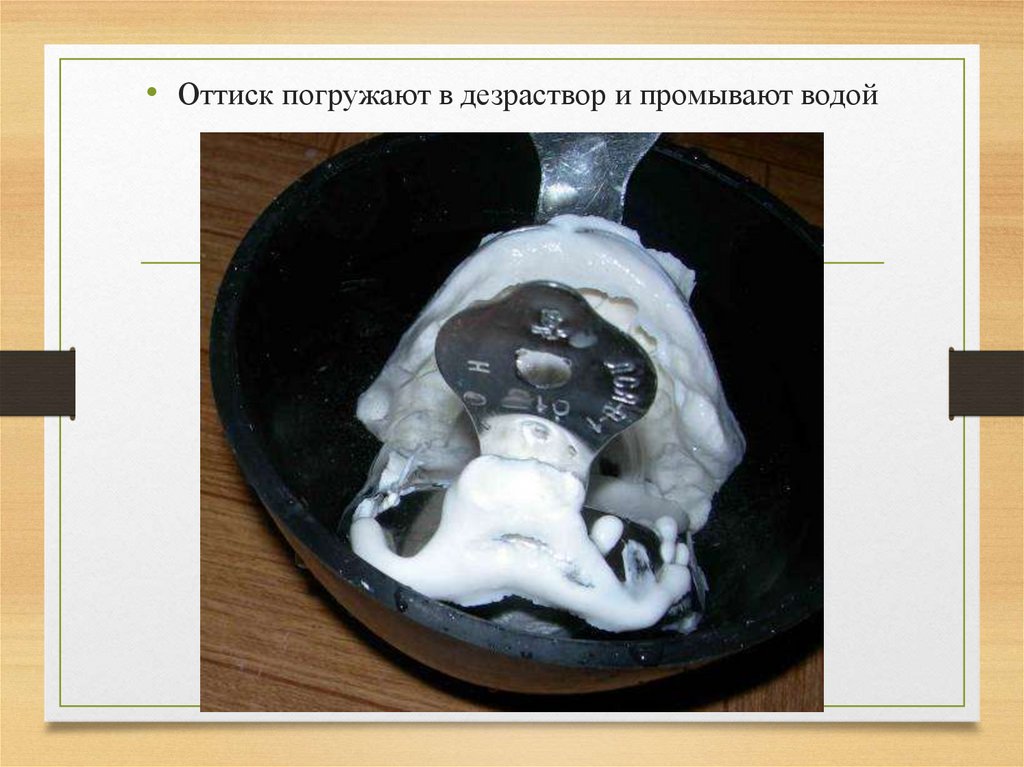
• Оттиск погружают в дезраствор и промывают водой68.
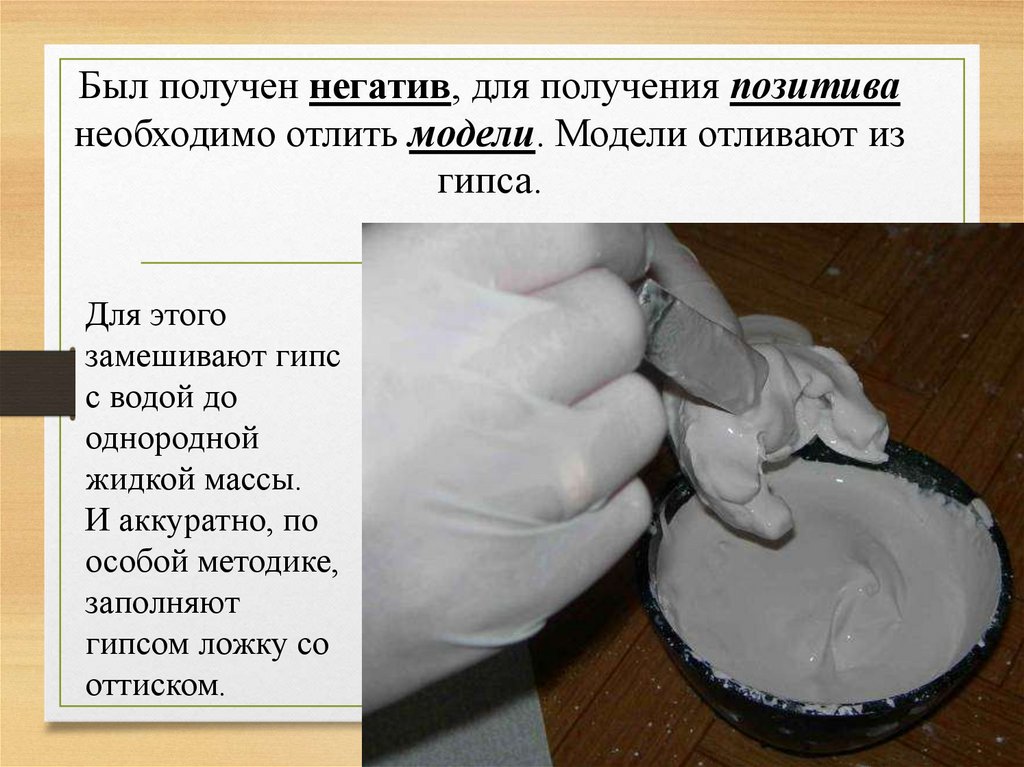
Был получен негатив, для получения позитиванеобходимо отлить модели. Модели отливают из
гипса.
Для этого
замешивают гипс
с водой до
однородной
жидкой массы.
И аккуратно, по
особой методике,
заполняют
гипсом ложку со
оттиском.
69.
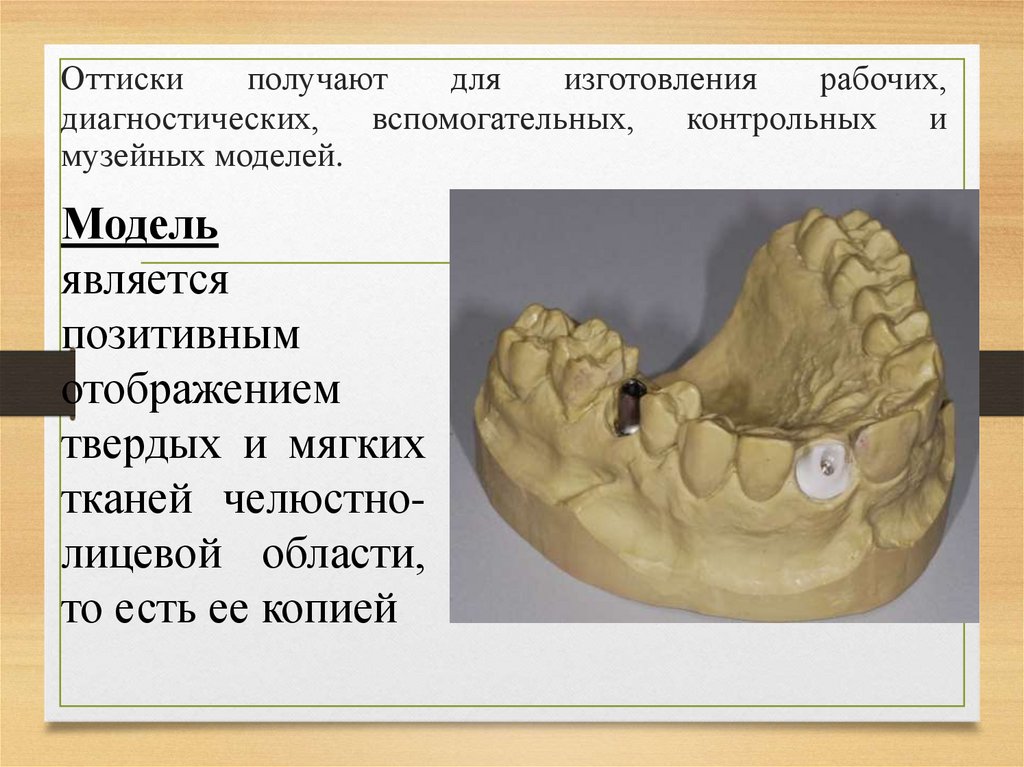
Оттискиполучают
для
изготовления
рабочих,
диагностических, вспомогательных, контрольных
и
музейных моделей.
Модель
является
позитивным
отображением
твердых и мягких
тканей челюстнолицевой области,
то есть ее копией
70. Замешивание гипса для моделей
• Температура воды и гипсового порошка должна быть 19—20°С.
• Порошок необходимо в воду засыпать медленно, при этом
дать ему время полностью в нее погрузиться.
• Потом в течение 1 мин. шпателем аккуратно перемешивать
массу. Следующее за ручным перемешиванием машинное,
должно длиться не более 30 сек.
• В форму состав выливается сразу по завершению
замешивания. Недопустимо увеличивать время заливания
смеси или добавлять в нее воду. Вынимать слепок можно
только после снижения температуры в модели.
71. Замешивание гипса аппаратным способом
72. Замешивание гипса ручным способом
73.
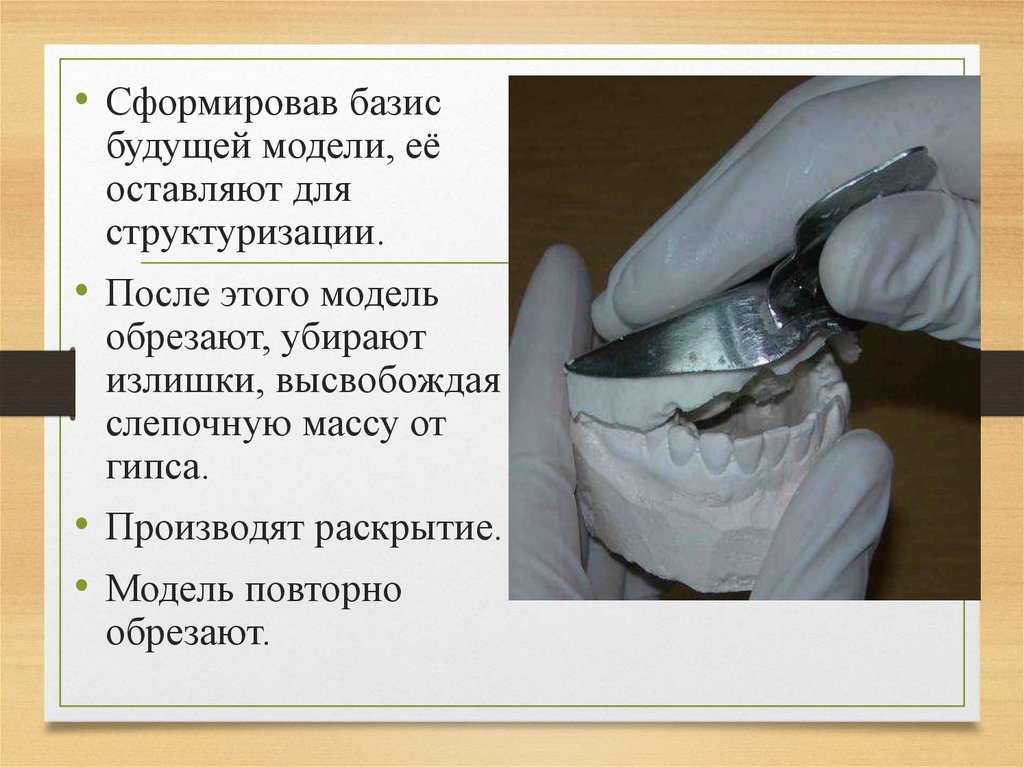
• Сформировав базисбудущей модели, её
оставляют для
структуризации.
• После этого модель
обрезают, убирают
излишки, высвобождая
слепочную массу от
гипса.
• Производят раскрытие.
• Модель повторно
обрезают.