



 industry
industrySimilar presentations:










Особенности технологии разливки стали на сортовых машинах непрерывного литья
1.
Министерство науки и высшего образования Российской ФедерацииФедеральное государственное бюджетное образовательное
учреждение высшего образования
Магнитогорский государственный технический университет им. Г.И. Носова
Многопрофильный колледж
Д.22.02.01.ДП.24
«Особенности технологии разливки стали на
сортовых машинах непрерывного литья заготовок
в условиях электросталеплавильного цеха
«ПАО ММК»
Выполнил: Назаров М. С.
Руководитель: Кунакбаева Альбина
Талгатовна
2.
Цель курсовой работы: Изучить особенности технологии разливкистали на сортовых машинах непрерывного литья заготовок в
условиях
электросталеплавильного
цеха
ПАО
«ММК»
Актуальность :Актуальность внедрения современных
технологий разливки стали на сортовых МНЛЗ в
электросталеплавильном цехе ПАО «ММК» обусловлена
необходимостью повышения качества заготовок, увеличения
производительности и снижения экономических потерь.
Особенности технологического процесса включают
комплексный подход к оптимизации оборудования и методов
обработки металла.
3.
Электросталеплавильный цехЭСПЦ – цех, предназначенный для выплавки стали из шихтовых материалов на агрегате
ДСП-180т.
В нем имеются такие агрегаты как: Две Дуговые Сталеплавильные Печи по 180 тонн,
Двухванный 170-тонный сталеплавильный агрегат Печь - ковш , Агрегат доводки стали и
усреднение металла по хим. составу , 2- ручьевая слябовая МНЛЗ. Электродуговые печи
используют электрическую дугу для плавления металлов, что позволяет достигать
высоких температур. Индукционные печи работают за счет индукционного нагрева,
обеспечивая более равномерный прогрев и меньшие потери энергии.
4.
Сортовая машина непрерывного литья заготовок5.
Технология разливки стали на сортовых МНЛЗв условиях электросталеплавильного цеха ПАО
«ММК»»
Разливка стали на сортовых машинах непрерывного литья заготовок (МНЛЗ) включает в себя
следующие ключевые этапы и технологии:
1. Подготовка оборудования: Металл из сталеразливочного ковша поступает в промежуточный ковш,
разогретый до 1100-1200 °C, а затем в кристаллизатор, где начинается затвердевание по периферии.
2. Кристаллизация и охлаждение: В кристаллизаторе происходит первичное охлаждение, а затем
слиток проходит зону вторичного охлаждения, где полностью затвердевает.
3. Электромагнитное перемешивание (ЭМП): Применяется для улучшения качества металла,
снижения сегрегации и удаления включений.
4. Автоматизация и контроль: Процесс разливки контролируется автоматически, включая
поддержание уровня металла, температуры и скорости разливки.
5. Технологические преимущества: Непрерывная разливка обеспечивает экономию металла и
энергии, а также повышает качество продукции.
6.
Методы разливки стали на сортовых МНЛЗМетоды разливки на сортовых машинах непрерывного литья заготовок (МНЛЗ) включают в
себя несколько ключевых технологий:
1. Закрытая струя разливки: Используется погружной стакан для защиты металла от
вторичного окисления, что улучшает качество заготовок.
2. Электромагнитное перемешивание (ЭМП): Улучшает качество металла, снижая
сегрегацию и удаляя включения, особенно в подповерхностной и осевой зонах.
3. Модернизация оборудования: Включает использование стопорных механизмов и
современных конструкций МНЛЗ для повышения эффективности и качества разливки.
4. Автоматизация и контроль: Процесс разливки контролируется автоматически для
поддержания стабильных условий и качества продукции.
7.
Современная технология производства сталиМартеновский метод выплавки стали
Сталеплавильное производство основано на эксплуатации печей. Сырье нагревается до +2000 градусов.
Процесс требует применения лома и руд для выделения кислорода.
На финальной стадии выплавки из чугунной шихты сливают шлаки и добавляют раскислитель.
Кислородно-конвертерный метод выплавки стали
Этот способ называют универсальным — наиболее популярным. На него приходится до 65 % мирового
объема выплавки стали. Технология предполагает продувку чугуна в конвертерном оборудовании через
подачу чистого кислорода.
Томасовский способ выплавки стали
Метод предложил в 1878 году С.Томас для оперативной переработки чугуна с содержанием фосфора 2 %.
Конвертер Томаса имеет смоло-доломитовую футеровку. Для производства стали в стальной сосуд
заливают чугун и продувают снизу при 1 200 градусах Цельсия. Происходит окисление марганца, углерода.
Продувка завершается после снижения уровня фосфора до 0,05 %. Время плавки — 20-25 минут.
Электротермическое получение сталей называют высокозатратным в финансовом плане, но вполне
эффективным. Эта методика призвана обеспечить сверхточный контроль качества путем регулировки
химсостава, процесса окисления. Суть метода в преобразовании электроэнергии в тепловую.
8.
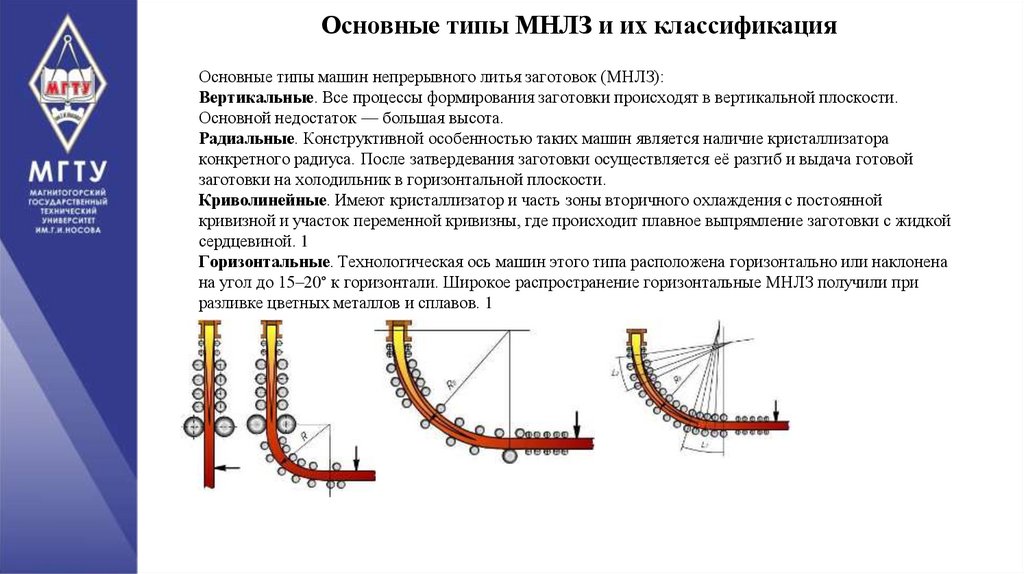
Основные типы МНЛЗ и их классификацияОсновные типы машин непрерывного литья заготовок (МНЛЗ):
Вертикальные. Все процессы формирования заготовки происходят в вертикальной плоскости.
Основной недостаток — большая высота.
Радиальные. Конструктивной особенностью таких машин является наличие кристаллизатора
конкретного радиуса. После затвердевания заготовки осуществляется её разгиб и выдача готовой
заготовки на холодильник в горизонтальной плоскости.
Криволинейные. Имеют кристаллизатор и часть зоны вторичного охлаждения с постоянной
кривизной и участок переменной кривизны, где происходит плавное выпрямление заготовки с жидкой
сердцевиной. 1
Горизонтальные. Технологическая ось машин этого типа расположена горизонтально или наклонена
на угол до 15–20° к горизонтали. Широкое распространение горизонтальные МНЛЗ получили при
разливке цветных металлов и сплавов. 1
9.
Основное оборудование сортовой МНЛЗСталеразливочный ковш. Служит для приёма стали из сталеплавильного агрегата, транспортирования и
последующего её литья.
Сталеразливочный стенд. Устройство для замены пустого ковша на полный. Состоит из опорной колонны,
поворотных частей с приводом поворота и подъёма ковшей и устройством для их взвешивания.
Промежуточные ковши. Служат для равномерного распределения стали между несколькими
кристаллизаторами при разливке на многоручьевых МНЛЗ.
Кристаллизатор. Водоохлаждаемая конструкция, которая совершает вертикальные колебания, чтобы
металл не застывал на стенках кристаллизатора и не образовывал трещин.
Система вторичного охлаждения. Криволинейный участок ручья, где на металл через форсунки
разбрызгивается вода.
Устройства для вытягивания заготовки. Например, тянущие ролики.
Оборудование для резки и перемещения слитка. Включает кислородный газовый резак, дисковую пилу
или ножницы.
10.
ЗаключениеВ заключении курсовой работы можно выделить следующие ключевые
аспекты технологии разливки стали на сортовых МНЛЗ в
электросталеплавильном цехе ПАО «ММК»: Внедрение сортовых машин
непрерывного литья заготовок (МНЛЗ) позволило ПАО «ММК»
полностью отказаться от устаревшей разливки в изложницы, обеспечив:
Повышение производительности до 2 млн тонн заготовок в год на каждой
из двух сортовых мнлз. Снижение энергозатрат за счет исключения этапа
обжима слитков. Автоматизацию процессов, включая контроль скорости
разливки и параметров охлаждения. Современные методы, применяемые в
ЭСПЦ, обеспечивают: Уменьшение дефектов (ликвационных полос,
трещин) на 65% за счет электромагнитного перемешивания в
кристаллизаторе. Повышение плотности осевой части заготовки
благодаря оптимизации режимов вторичного охлаждения.