")







 programming
programmingSimilar presentations:






")



Программирование( для начинающих пользователей)
1. Программирование( для начинающих пользователей)
(2004.7.12∼7.16)HANWHA MACHINERY CO.LTD
Отдел оборудования
2. Расположение и нумерация инструментов
• Расположениеинструмента
• Нумерация инструментов
HANWHA MACHINERY CO.LTD
3. 2х контурная система перемещений
HANWHA MACHINERY CO.LTD4. Блоки, Слова, Адреса
Слово: Буква алфавита + цифра
Адрес: буква алфавита
Блок: состоит из нескольких слов
Используемый алфавит:
C,F,G,H,M,N,O,P,R,S,T,U,V,W,X,T,Z
HANWHA MACHINERY CO.LTD
5. Функции и значения адресов
АдресN
G
X, U
Z, W
Y, V
Функция
Последовательный номер
Функция готовности
Перемещение по оси X
Перемещение по оси Z
Перемещение по оси Y
Значение
Используется при прогрессивной резке
Обозначение любой функции ЧПУ
X: абсолютное, U: инкрементное
Z: абсолютное, W: инкрементное
Y: абсолютное, V: инкрементное
R
угол R, радиус закругления
обозначение угла R или радиуса
F
S
Скорость подачи
Скорость шпинделя
T
M
Обозначение инструмента
Обозначение функции
обозначение скорости резания
обозначение
скорости
вращения
шпинделя
(об/мин.)
Обозначение номера инструмента и привязки.
Обозначение дополнительной функции
P
Повторяющийся номер
Время простоя
O
Номер программы
Обозначение
повторяющегося
программы
Обозначение времени простоя
Обозначение номера программы
C,H
Угол индексации шпинделя
C: абсолютное , H: инкрементное
M9xxxx
Вызов
программы
для Активизация программы для задней бабки в
обработки на задней бабке
программе обработки на передней бабке
номера
всп.
HANWHA MACHINERY CO.LTD
6. Начальная точка программы
Ось X: от центра пруткаОсь Z: до торца
Снятие
бабушки
отрезным
резцом
Люнет
HANWHA MACHINERY CO.LTD
7. Управление перемещением и интенсивностью подачи
• Абсолютные и инкрементныезначения
• Интенсивность подачи
Абсолютным значениям
соответствуют показатели X,Y,Z
Инкрементным значениям
соответствуют показатели U,V,W
ⓐ G00 X30.0 Z20.0 ;
G00 X5.0 Z30.0 ;
G00 C90.0 ;
G00 C180.0 ;
ⓑ G00 X30.0 Z20.0 ;
G00 U20.0 W10.0 ;
G00 C90.0 ;
G00 H190.0 ;
Подача/оборот (G99:ед.измерения
мм/об.)
Например: G99 G01 X10.0 F0.03 ;
Подача/мин.(G98: ед.измерения
мм/мин.)
Например: G98 G01 X10.0 F120 ;
Интенсивность подачи является
модальным кодом.
Подобное значение является
эффективным до смены кода.
HANWHA MACHINERY CO.LTD
8.
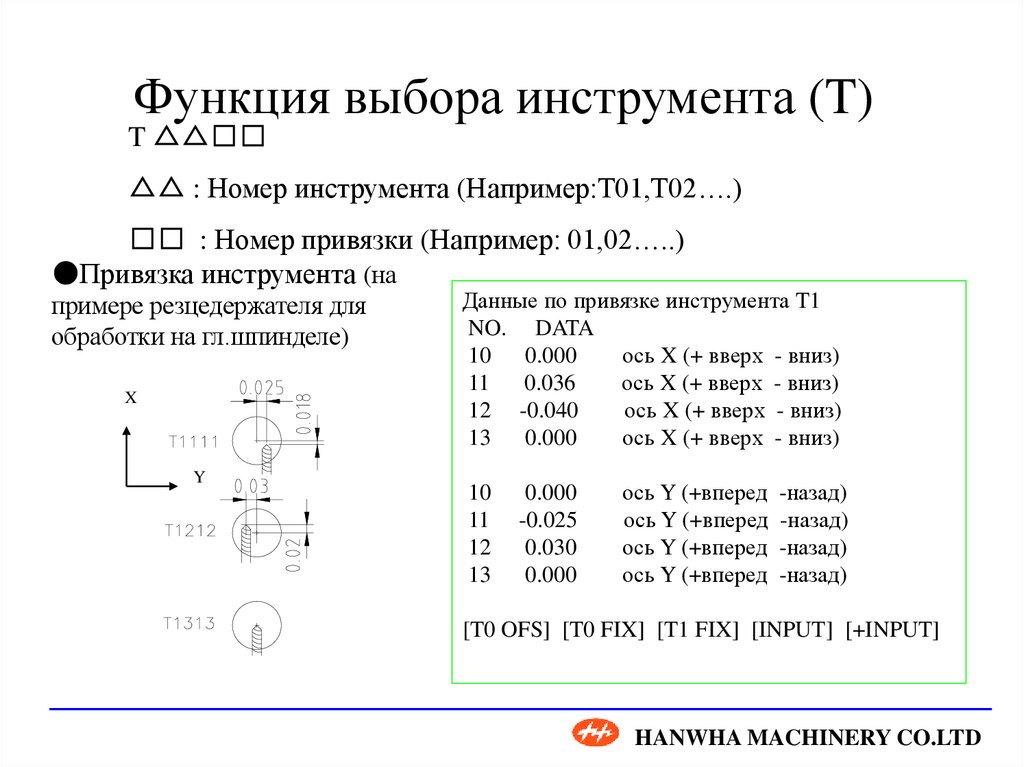
Функция выбора инструмента (T)T △△□□
△△ : Номер инструмента (Например:T01,T02….)
□□ : Номер привязки (Например: 01,02…..)
●Привязка инструмента (на
примере резцедержателя для
обработки на гл.шпинделе)
X
Y
Данные по привязке инструмента T1
NO. DATA
10 0.000
ось X (+ вверх - вниз)
11
0.036
ось X (+ вверх - вниз)
12 -0.040
ось X (+ вверх - вниз)
13
0.000
ось X (+ вверх - вниз)
10
11
12
13
0.000
-0.025
0.030
0.000
ось Y (+вперед -назад)
ось Y (+вперед -назад)
ось Y (+вперед -назад)
ось Y (+вперед -назад)
[T0 OFS] [T0 FIX] [T1 FIX] [INPUT] [+INPUT]
HANWHA MACHINERY CO.LTD
9.
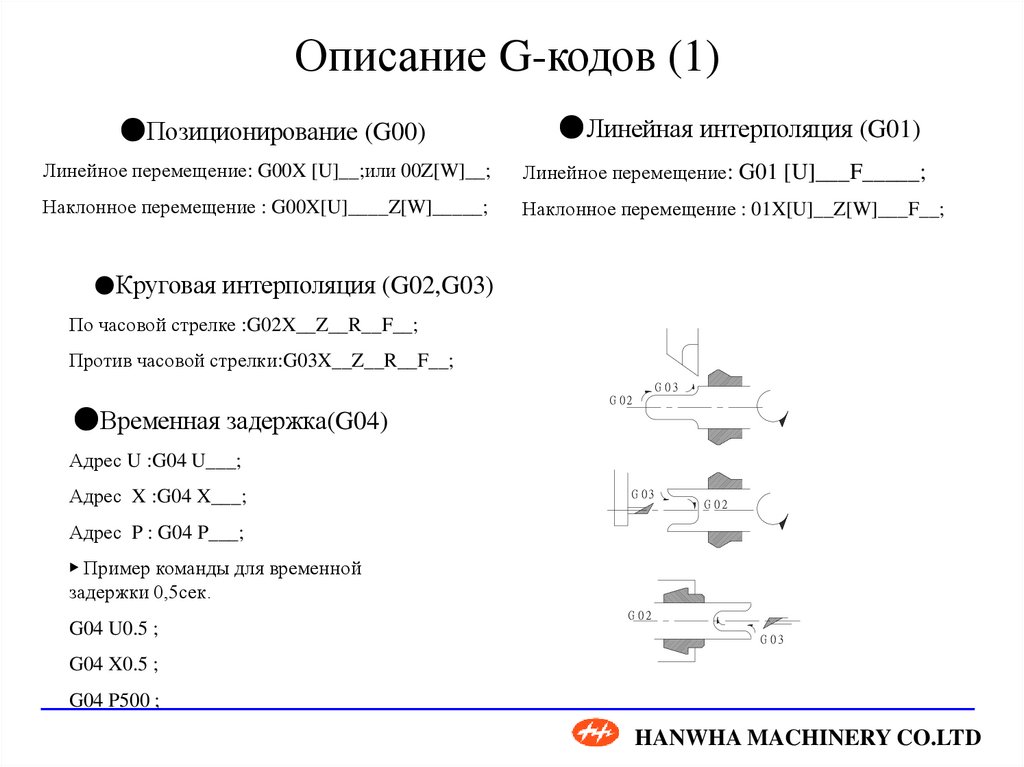
Описание G-кодов (1)●Позиционирование (G00)
●Линейная интерполяция (G01)
Линейное перемещение: G00X [U]__;или 00Z[W]__;
Линейное перемещение: G01 [U]___F_____;
Наклонное перемещение : G00X[U]____Z[W]_____;
Наклонное перемещение : 01X[U]__Z[W]___F__;
●Круговая интерполяция (G02,G03)
По часовой стрелке :G02X__Z__R__F__;
Против часовой стрелки:G03X__Z__R__F__;
G 03
●Временная задержка(G04)
G 02
Адрес U :G04 U___;
Адрес X :G04 X___;
G 03
G 02
Адрес P : G04 P___;
▶ Пример команды для временной
задержки 0,5сек.
G04 U0.5 ;
G 02
G 03
G04 X0.5 ;
G04 P500 ;
HANWHA MACHINERY CO.LTD
10.
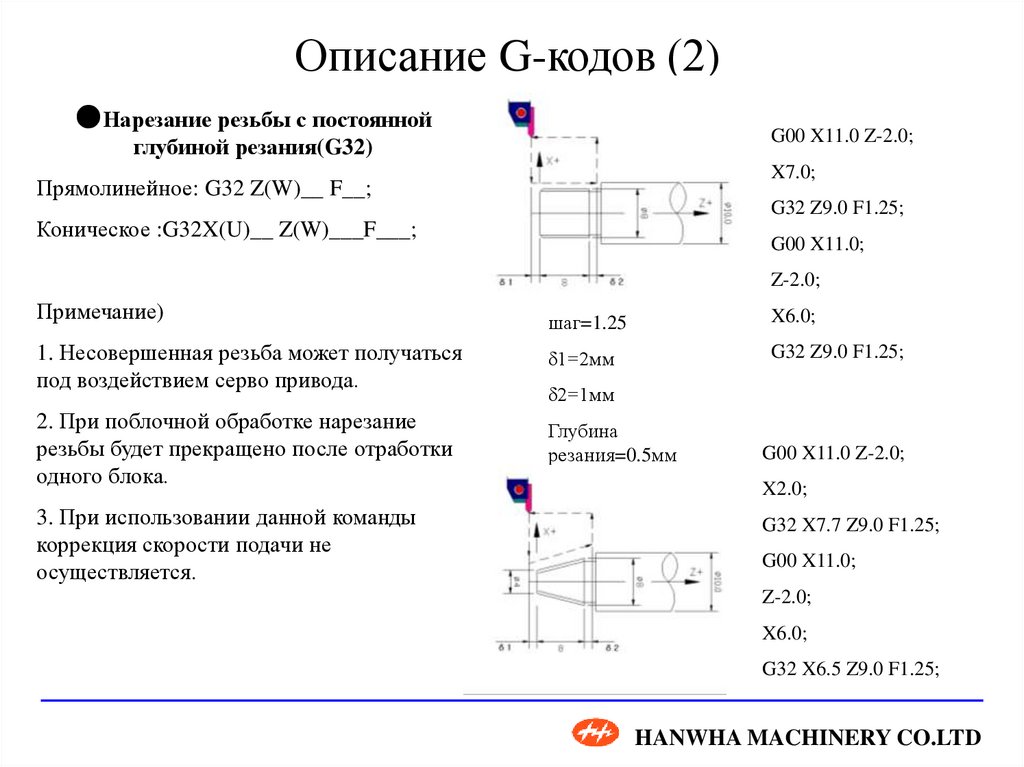
Описание G-кодов (2)●Нарезание резьбы с постоянной
G00 X11.0 Z-2.0;
глубиной резания(G32)
X7.0;
Прямолинейное: G32 Z(W)__ F__;
G32 Z9.0 F1.25;
Коническое :G32X(U)__ Z(W)___F___;
G00 X11.0;
Z-2.0;
Примечание)
шаг=1.25
X6.0;
1. Несовершенная резьба может получаться
под воздействием серво привода.
δ1=2мм
G32 Z9.0 F1.25;
2. При поблочной обработке нарезание
резьбы будет прекращено после отработки
одного блока.
Глубина
резания=0.5мм
3. При использовании данной команды
коррекция скорости подачи не
осуществляется.
δ2=1мм
G00 X11.0 Z-2.0;
X2.0;
G32 X7.7 Z9.0 F1.25;
G00 X11.0;
Z-2.0;
X6.0;
G32 X6.5 Z9.0 F1.25;
HANWHA MACHINERY CO.LTD
11.
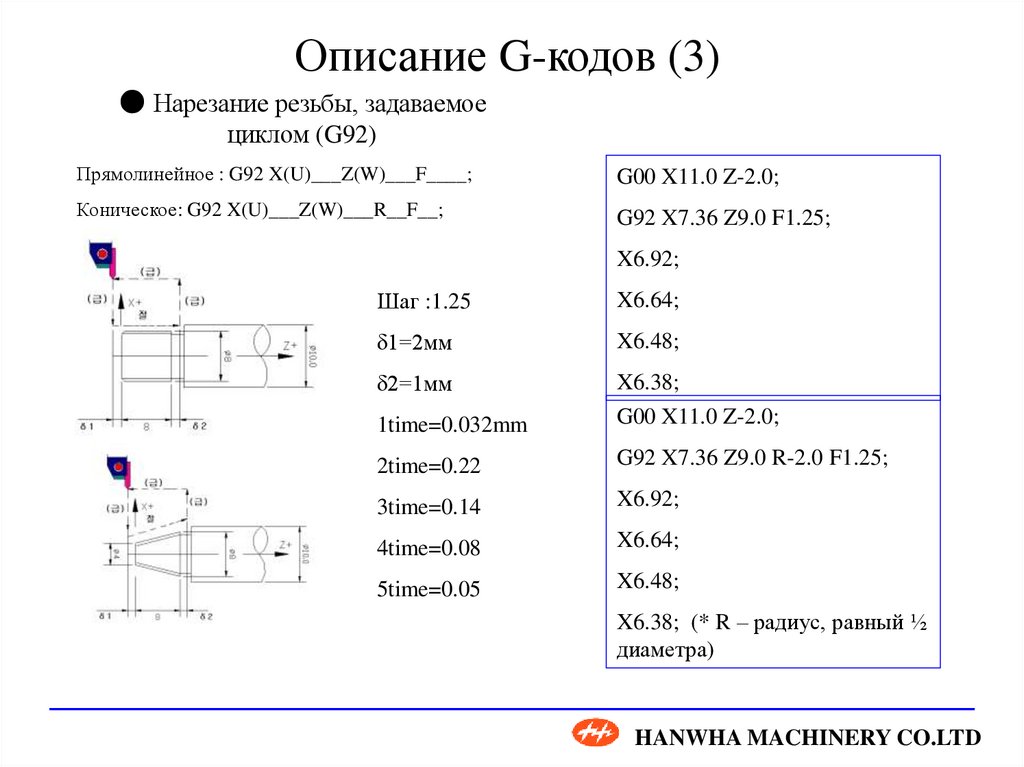
Описание G-кодов (3)● Нарезание резьбы, задаваемое
циклом (G92)
Прямолинейное : G92 X(U)___Z(W)___F____;
G00 X11.0 Z-2.0;
Коническое: G92 X(U)___Z(W)___R__F__;
G92 X7.36 Z9.0 F1.25;
X6.92;
Шаг :1.25
X6.64;
δ1=2мм
X6.48;
δ2=1мм
X6.38;
1time=0.032mm
G00 X11.0 Z-2.0;
2time=0.22
G92 X7.36 Z9.0 R-2.0 F1.25;
3time=0.14
X6.92;
4time=0.08
X6.64;
5time=0.05
X6.48;
X6.38; (* R – радиус, равный ½
диаметра)
HANWHA MACHINERY CO.LTD
12.
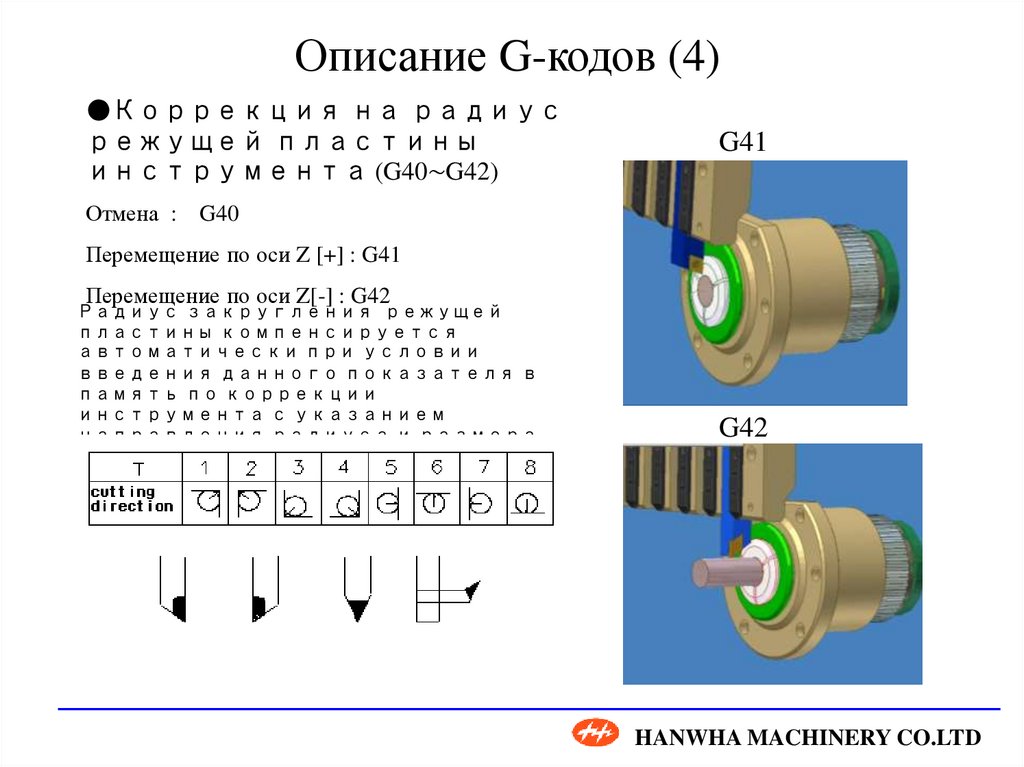
Описание G-кодов (4)●Коррекция на радиус
режущей пластины
инструмента (G40∼G42)
Отмена :
G41
G40
Перемещение по оси Z [+] : G41
Перемещение по оси Z[-] : G42
Радиус закругления режущей
пластины компенсируется
автоматически при условии
введения данного показателя в
память по коррекции
инструмента с указанием
направления радиуса и размера.
G42
HANWHA MACHINERY CO.LTD
13.
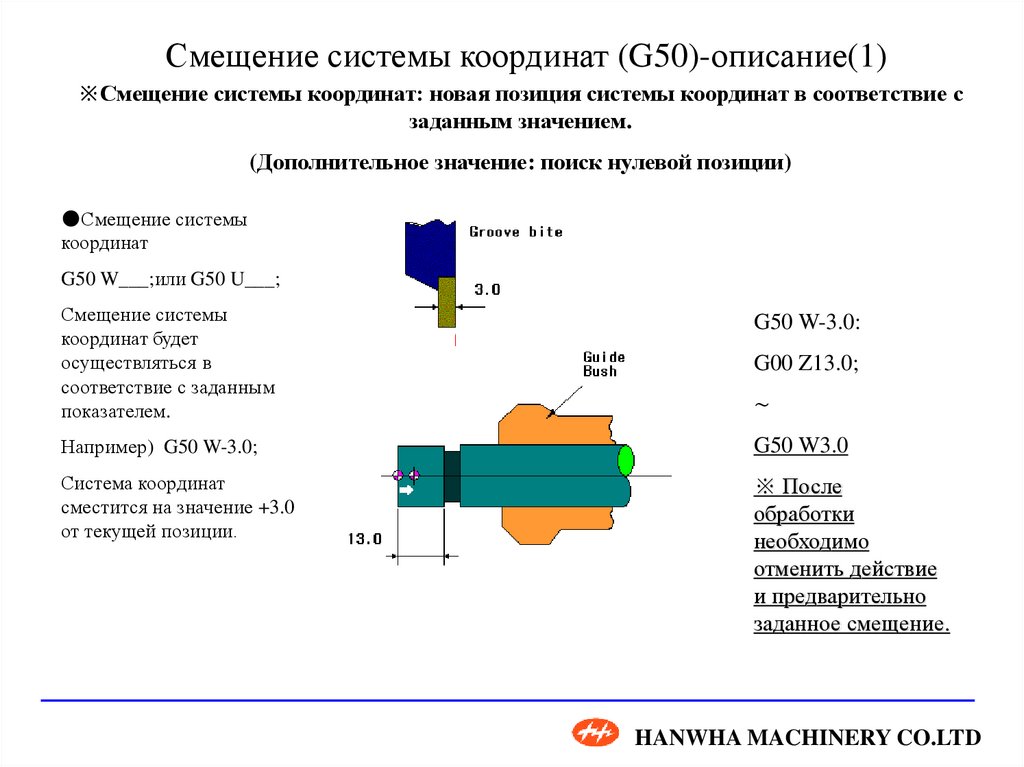
Смещение системы координат (G50)-описание(1)※Смещение системы координат: новая позиция системы координат в соответствие с
заданным значением.
(Дополнительное значение: поиск нулевой позиции)
●Смещение системы
координат
G50 W___;или G50 U___;
Смещение системы
координат будет
осуществляться в
соответствие с заданным
показателем.
G50 W-3.0:
G00 Z13.0;
∼
Например) G50 W-3.0;
G50 W3.0
Система координат
сместится на значение +3.0
от текущей позиции.
※ После
обработки
необходимо
отменить действие
и предварительно
заданное смещение.
HANWHA MACHINERY CO.LTD
14.
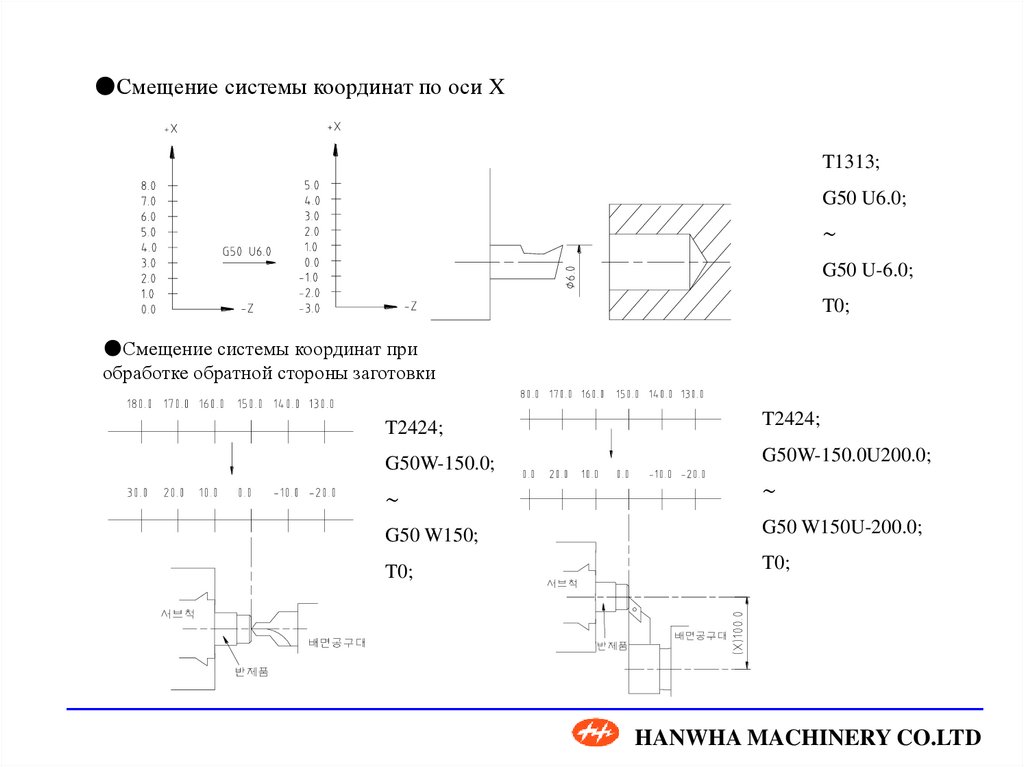
●Смещение системы координат по оси XT1313;
G50 U6.0;
∼
G50 U-6.0;
T0;
●Смещение системы координат при
обработке обратной стороны заготовки
T2424;
T2424;
G50W-150.0;
G50W-150.0U200.0;
∼
∼
G50 W150;
G50 W150U-200.0;
T0;
T0;
HANWHA MACHINERY CO.LTD
15.
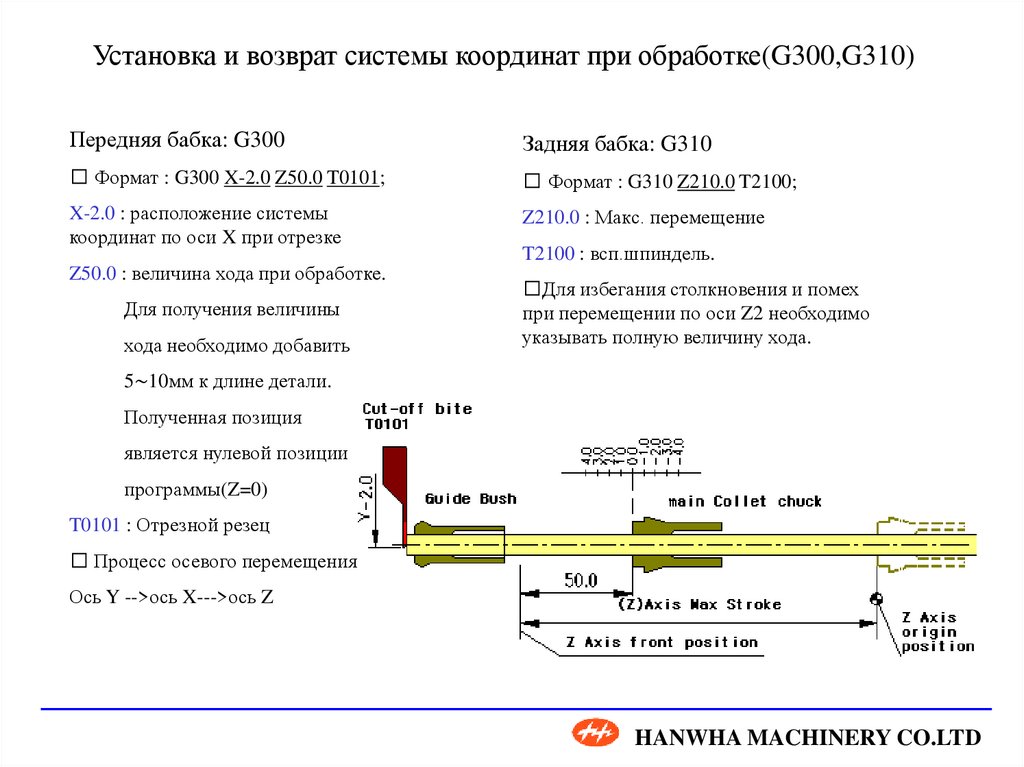
Установка и возврат системы координат при обработке(G300,G310)Передняя бабка: G300
Задняя бабка: G310
□ Формат : G300 X-2.0 Z50.0 T0101;
□ Формат : G310 Z210.0 T2100;
X-2.0 : расположение системы
координат по оси X при отрезке
Z210.0 : Макс. перемещение
Z50.0 : величина хода при обработке.
Для получения величины
хода необходимо добавить
T2100 : всп.шпиндель.
□Для избегания столкновения и помех
при перемещении по оси Z2 необходимо
указывать полную величину хода.
5∼10мм к длине детали.
Полученная позиция
является нулевой позиции
программы(Z=0)
T0101 : Отрезной резец
□ Процесс осевого перемещения :
Ось Y -->ось X--->ось Z
HANWHA MACHINERY CO.LTD
16.
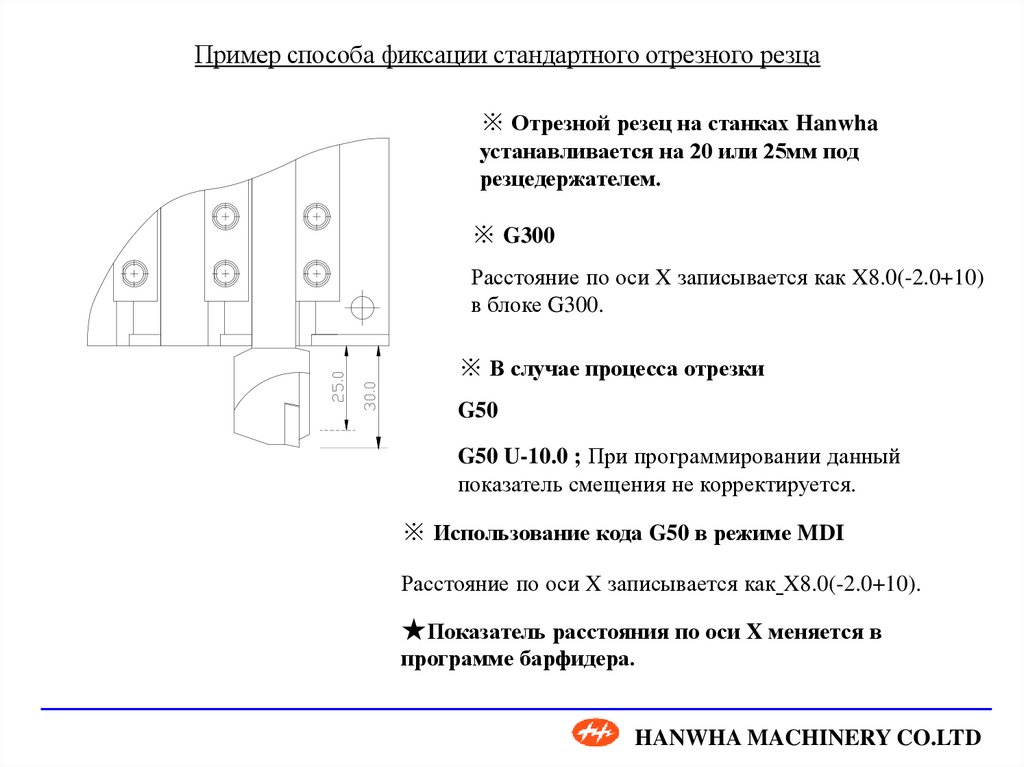
Пример способа фиксации стандартного отрезного резца※ Отрезной резец на станках Hanwha
устанавливается на 20 или 25мм под
резцедержателем.
※ G300
Расстояние по оси X записывается как X8.0(-2.0+10)
в блоке G300.
※ В случае процесса отрезки
G50
G50 U-10.0 ; При программировании данный
показатель смещения не корректируется.
※ Использование кода G50 в режиме MDI
Расстояние по оси X записывается как X8.0(-2.0+10).
★Показатель расстояния по оси X меняется в
программе барфидера.
HANWHA MACHINERY CO.LTD
17.
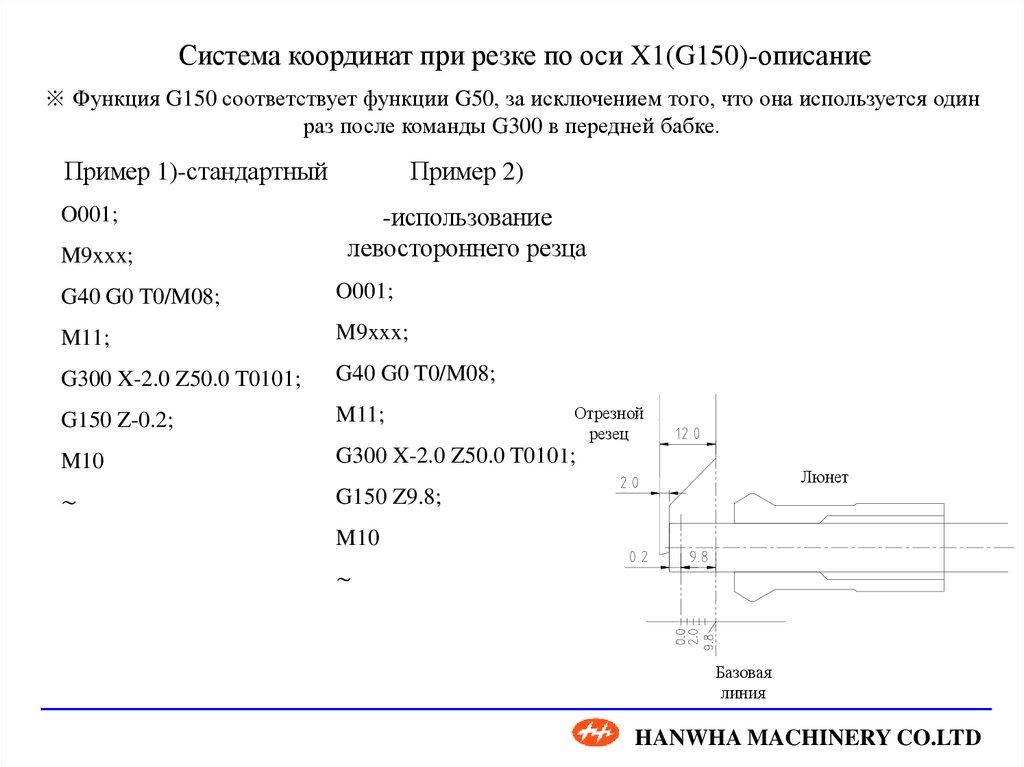
Система координат при резке по оси X1(G150)-описание※ Функция G150 соответствует функции G50, за исключением того, что она используется один
раз после команды G300 в передней бабке.
Пример 1)-стандартный
O001;
Пример 2)
M9xxx;
-использование
левостороннего резца
G40 G0 T0/M08;
O001;
M11;
M9xxx;
G300 X-2.0 Z50.0 T0101;
G40 G0 T0/M08;
G150 Z-0.2;
M11;
M10
G300 X-2.0 Z50.0 T0101;
∼
G150 Z9.8;
Отрезной
резец
Люнет
M10
∼
Базовая
линия
HANWHA MACHINERY CO.LTD
18.
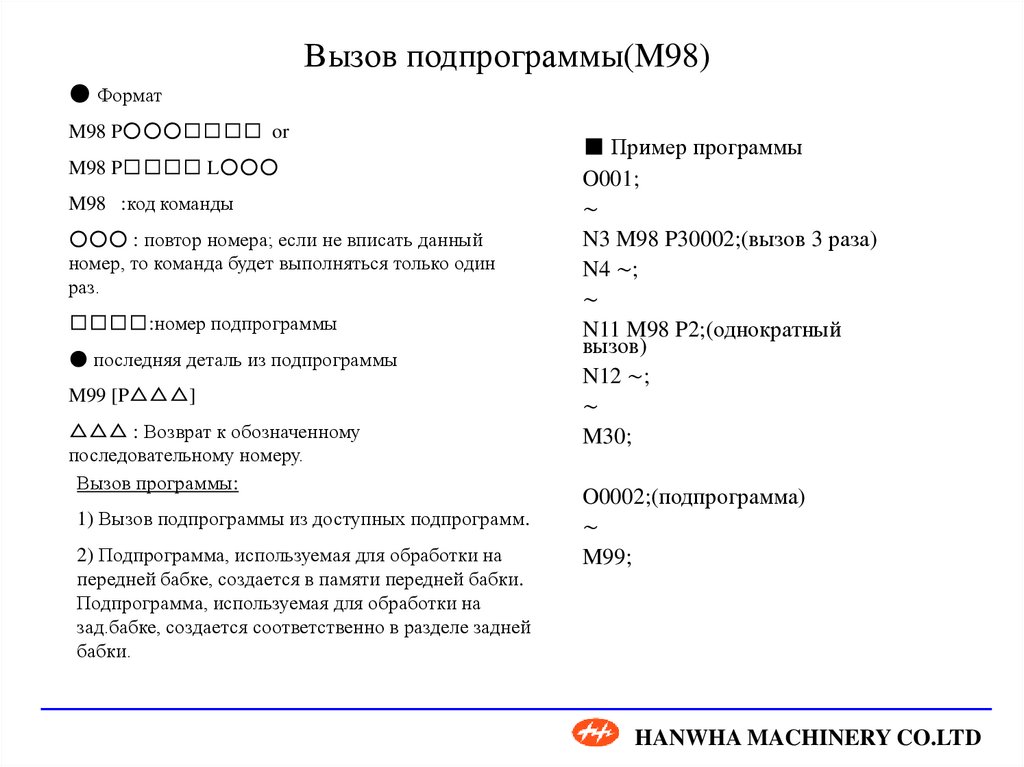
Вызов подпрограммы(M98)● Формат
M98 P○○○□□□□ or
M98 P□□□□ L○○○
M98 :код команды
○○○ : повтор номера; если не вписать данный
номер, то команда будет выполняться только один
раз.
□□□□:номер подпрограммы
● последняя деталь из подпрограммы
M99 [P△△△]
△△△ : Возврат к обозначенному
последовательному номеру.
Вызов программы:
1) Вызов подпрограммы из доступных подпрограмм.
2) Подпрограмма, используемая для обработки на
передней бабке, создается в памяти передней бабки.
Подпрограмма, используемая для обработки на
зад.бабке, создается соответственно в разделе задней
бабки.
■ Пример программы
O001;
∼
N3 M98 P30002;(вызов 3 раза)
N4 ∼;
∼
N11 M98 P2;(однократный
вызов)
N12 ∼;
∼
M30;
O0002;(подпрограмма)
∼
M99;
HANWHA MACHINERY CO.LTD
19.
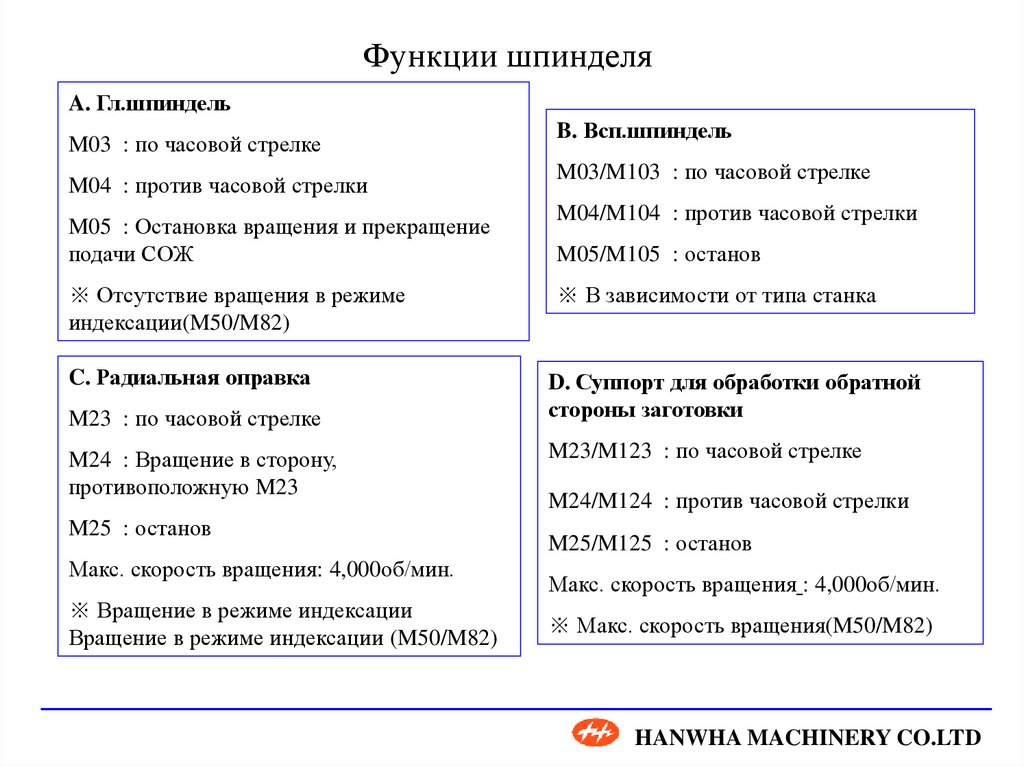
Функции шпинделяA. Гл.шпиндель
M03 : по часовой стрелке
M04 : против часовой стрелки
M05 : Остановка вращения и прекращение
подачи СОЖ
B. Всп.шпиндель
M03/M103 : по часовой стрелке
M04/M104 : против часовой стрелки
M05/M105 : останов
※ Отсутствие вращения в режиме
индексации(M50/M82)
※ В зависимости от типа станка
C. Радиальная оправка
D. Суппорт для обработки обратной
стороны заготовки
M23 : по часовой стрелке
M24 : Вращение в сторону,
противоположную M23
M25 : останов
Макс. скорость вращения: 4,000об/мин.
※ Вращение в режиме индексации
Вращение в режиме индексации (M50/M82)
M23/M123 : по часовой стрелке
M24/M124 : против часовой стрелки
M25/M125 : останов
Макс. скорость вращения : 4,000об/мин.
※ Макс. скорость вращения(M50/M82)
HANWHA MACHINERY CO.LTD
20.
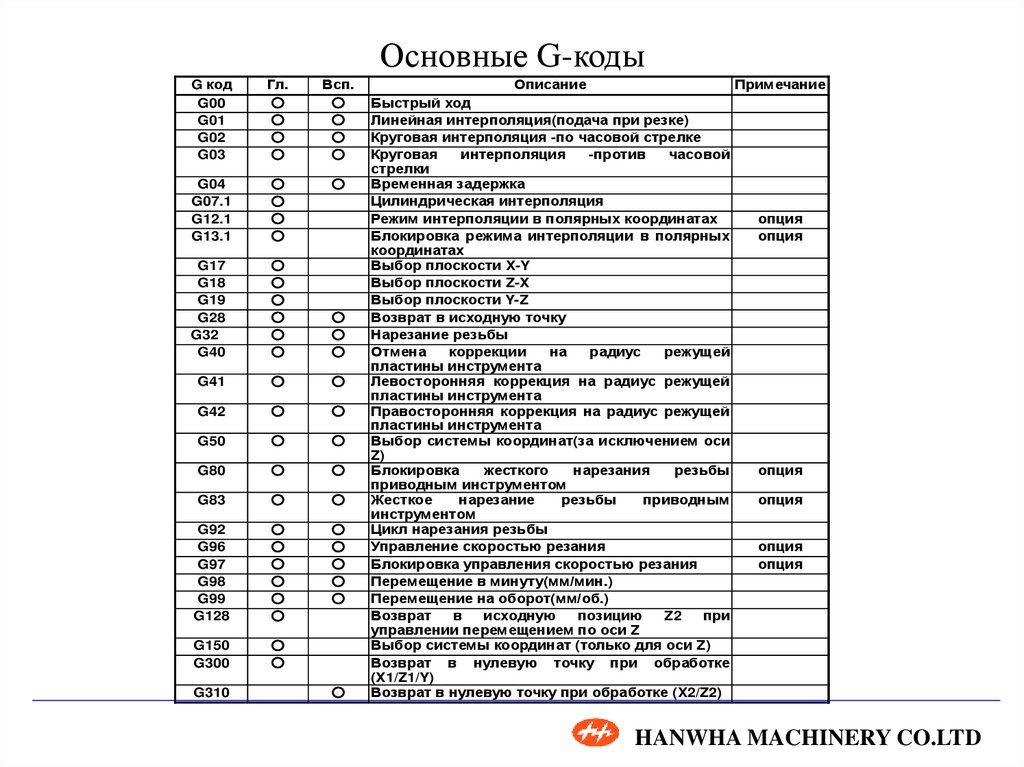
Основные G-кодыG код
G00
G01
G02
G03
Гл.
○
○
○
○
Всп.
○
○
○
○
G04
G07.1
G12.1
G13.1
○
○
○
○
○
G17
G18
G19
G28
G32
G40
○
○
○
○
○
○
○
○
○
G41
○
○
G42
○
○
G50
○
○
G80
○
○
G83
○
○
G92
G96
G97
G98
G99
G128
○
○
○
○
○
○
○
○
○
○
○
G150
G300
○
○
G310
○
Описание
Примечание
Быстрый ход
Линейная интерполяция(подача при резке)
Круговая интерполяция -по часовой стрелке
Круговая
интерполяция
-против
часовой
стрелки
Временная задержка
Цилиндрическая интерполяция
Режим интерполяции в полярных координатах
Блокировка режима интерполяции в полярных
координатах
Выбор плоскости X-Y
Выбор плоскости Z-X
Выбор плоскости Y-Z
Возврат в исходную точку
Нарезание резьбы
Отмена
коррекции
на
радиус
режущей
пластины инструмента
Левосторонняя коррекция на радиус режущей
пластины инструмента
Правосторонняя коррекция на радиус режущей
пластины инструмента
Выбор системы координат(за исключением оси
Z)
Блокировка
жесткого
нарезания
резьбы
приводным инструментом
Жесткое
нарезание
резьбы
приводным
инструментом
Цикл нарезания резьбы
Управление скоростью резания
Блокировка управления скоростью резания
Перемещение в минуту(мм/мин.)
Перемещение на оборот(мм/об.)
Возврат
в
исходную
позицию
Z2
при
управлении перемещением по оси Z
Выбор системы координат (только для оси Z)
Возврат в нулевую точку при обработке
(X1/Z1/Y)
Возврат в нулевую точку при обработке (X2/Z2)
опция
опция
опция
опция
опция
опция
HANWHA MACHINERY CO.LTD
21.
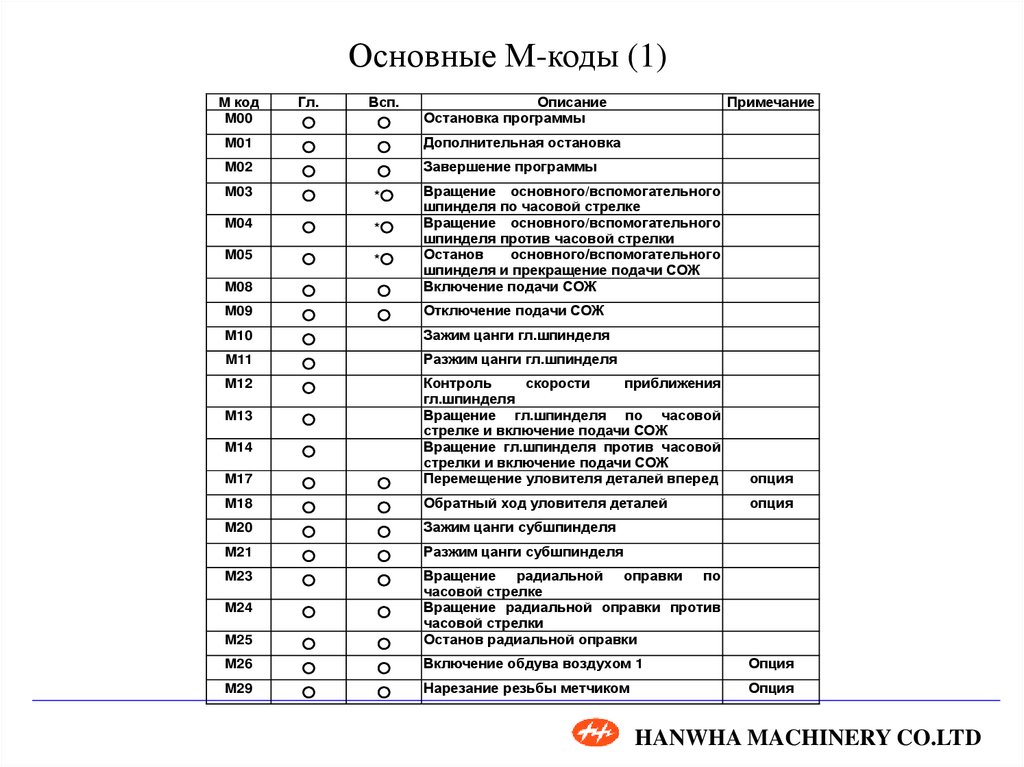
Основные М-коды (1)M код
M00
Гл.
Всп.
○
○
Описание
Остановка программы
Примечание
M01
○
○
Дополнительная остановка
M02
○
○
Завершение программы
M03
○
*○
M04
○
*○
M05
○
*○
M08
○
○
Вращение основного/вспомогательного
шпинделя по часовой стрелке
Вращение основного/вспомогательного
шпинделя против часовой стрелки
Останов
основного/вспомогательного
шпинделя и прекращение подачи СОЖ
Включение подачи СОЖ
M09
○
○
Отключение подачи СОЖ
M10
○
Зажим цанги гл.шпинделя
M11
○
Разжим цанги гл.шпинделя
M12
○
M13
○
M14
○
M17
○
○
Контроль
скорости
приближения
гл.шпинделя
Вращение гл.шпинделя по часовой
стрелке и включение подачи СОЖ
Вращение гл.шпинделя против часовой
стрелки и включение подачи СОЖ
Перемещение уловителя деталей вперед
опция
M18
○
○
Обратный ход уловителя деталей
опция
M20
○
○
Зажим цанги субшпинделя
M21
○
○
Разжим цанги субшпинделя
M23
○
○
M24
○
○
M25
○
○
Вращение
радиальной
оправки
по
часовой стрелке
Вращение радиальной оправки против
часовой стрелки
Останов радиальной оправки
M26
○
○
Включение обдува воздухом 1
Опция
M29
○
○
Нарезание резьбы метчиком
Опция
HANWHA MACHINERY CO.LTD
22.
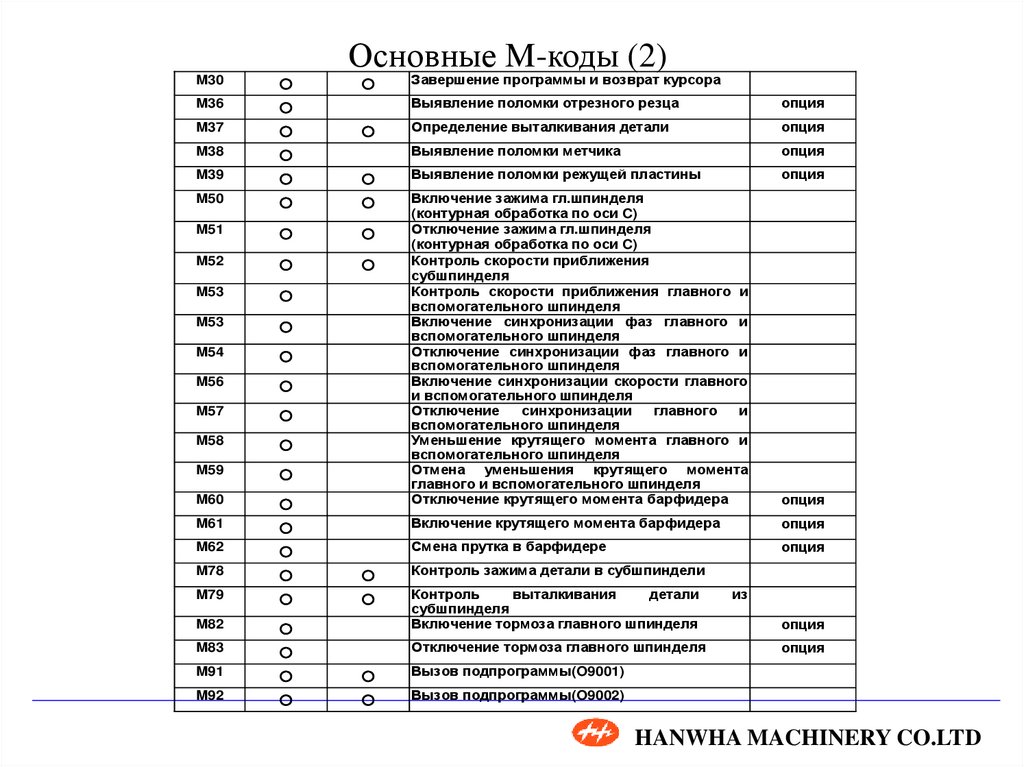
Основные M-коды (2)M30
○
M36
○
M37
○
M38
○
M39
○
M50
○
Завершение программы и возврат курсора
Выявление поломки отрезного резца
опция
Определение выталкивания детали
опция
Выявление поломки метчика
опция
○
Выявление поломки режущей пластины
опция
○
○
M51
○
○
M52
○
○
M53
○
M53
○
M54
○
M56
○
M57
○
M58
○
M59
○
M60
○
Включение зажима гл.шпинделя
(контурная обработка по оси C)
Отключение зажима гл.шпинделя
(контурная обработка по оси C)
Контроль скорости приближения
субшпинделя
Контроль скорости приближения главного и
вспомогательного шпинделя
Включение синхронизации фаз главного и
вспомогательного шпинделя
Отключение синхронизации фаз главного и
вспомогательного шпинделя
Включение синхронизации скорости главного
и вспомогательного шпинделя
Отключение
синхронизации
главного
и
вспомогательного шпинделя
Уменьшение крутящего момента главного и
вспомогательного шпинделя
Отмена уменьшения крутящего момента
главного и вспомогательного шпинделя
Отключение крутящего момента барфидера
опция
M61
○
Включение крутящего момента барфидера
опция
M62
○
Смена прутка в барфидере
опция
M78
○
○
Контроль зажима детали в субшпиндели
M79
○
○
M82
○
Контроль
выталкивания
детали
субшпинделя
Включение тормоза главного шпинделя
M83
○
Отключение тормоза главного шпинделя
M91
○
○
Вызов подпрограммы(O9001)
M92
○
○
Вызов подпрограммы(O9002)
○
из
опция
опция
HANWHA MACHINERY CO.LTD
23.
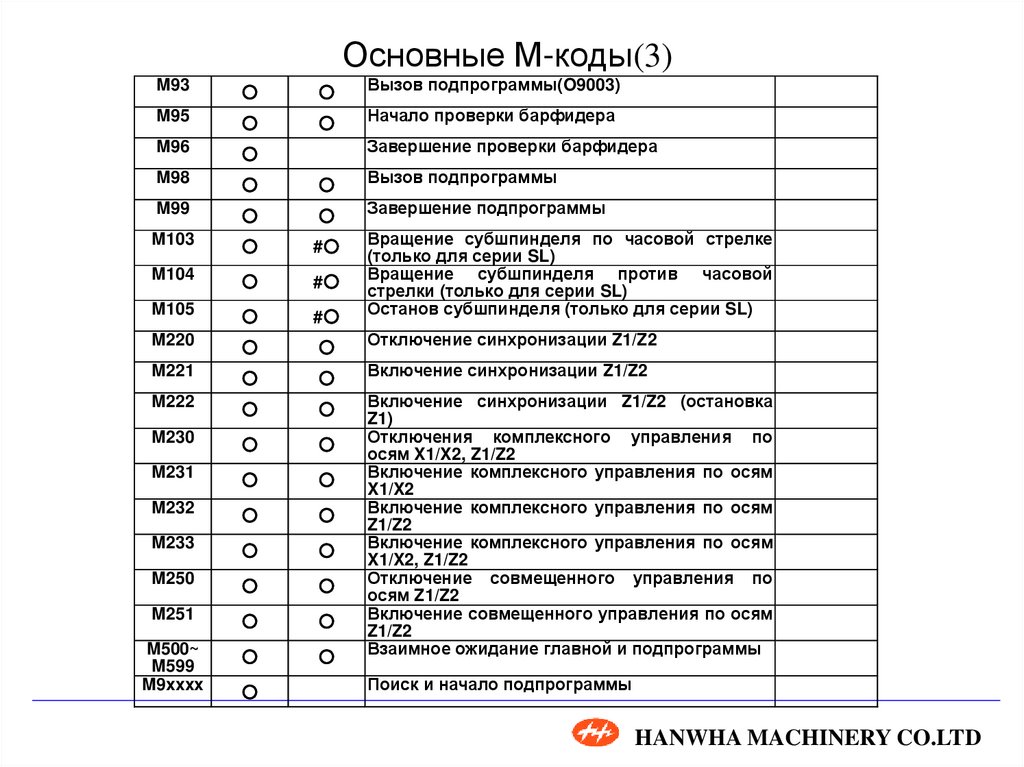
Основные М-коды(3)M93
○
○
Вызов подпрограммы(O9003)
M95
○
○
Начало проверки барфидера
M96
○
M98
○
○
Вызов подпрограммы
M99
○
○
Завершение подпрограммы
M103
○
#○
M104
○
#○
M105
○
#○
Вращение субшпинделя по часовой стрелке
(только для серии SL)
Вращение субшпинделя против часовой
стрелки (только для серии SL)
Останов субшпинделя (только для серии SL)
M220
○
○
Отключение синхронизации Z1/Z2
M221
○
○
Включение синхронизации Z1/Z2
M222
○
○
M230
○
○
M231
○
○
M232
○
○
M233
○
○
M250
○
○
M251
○
○
M500~
M599
M9xxxx
○
○
○
Завершение проверки барфидера
Включение синхронизации Z1/Z2 (остановка
Z1)
Отключения комплексного управления по
осям X1/X2, Z1/Z2
Включение комплексного управления по осям
X1/X2
Включение комплексного управления по осям
Z1/Z2
Включение комплексного управления по осям
X1/X2, Z1/Z2
Отключение совмещенного управления по
осям Z1/Z2
Включение совмещенного управления по осям
Z1/Z2
Взаимное ожидание главной и подпрограммы
Поиск и начало подпрограммы
HANWHA MACHINERY CO.LTD
24.
Последовательность программирования1.
Изучение чертежа
-.допуски, шероховатость, материал и т.д.
2. Определение схемы расположения режущего инструмента.
a. Определение тип инструмента, резцедержателя.
b. Определение количество поверхностей обрабатываемых на
передней и задней бабке.
※ Большинство поверхностей, обрабатываемых на зад.бабке, иногда
проблематично обработать на передней бабке.
c. Точная резка и резка на тяжелых режимах необходимо
обрабатывать на передней бабке.
d. Определение позиции отрезки и длины вылета прутка из люнета.
Это необходимо при выборе отрезного резца и типа цанги
всп.шпинделя.
3. Подготовка цанг главного, вспомогательного шпинделя, люнета
и барфидера.
4. Создание программы.
HANWHA MACHINERY CO.LTD
25.
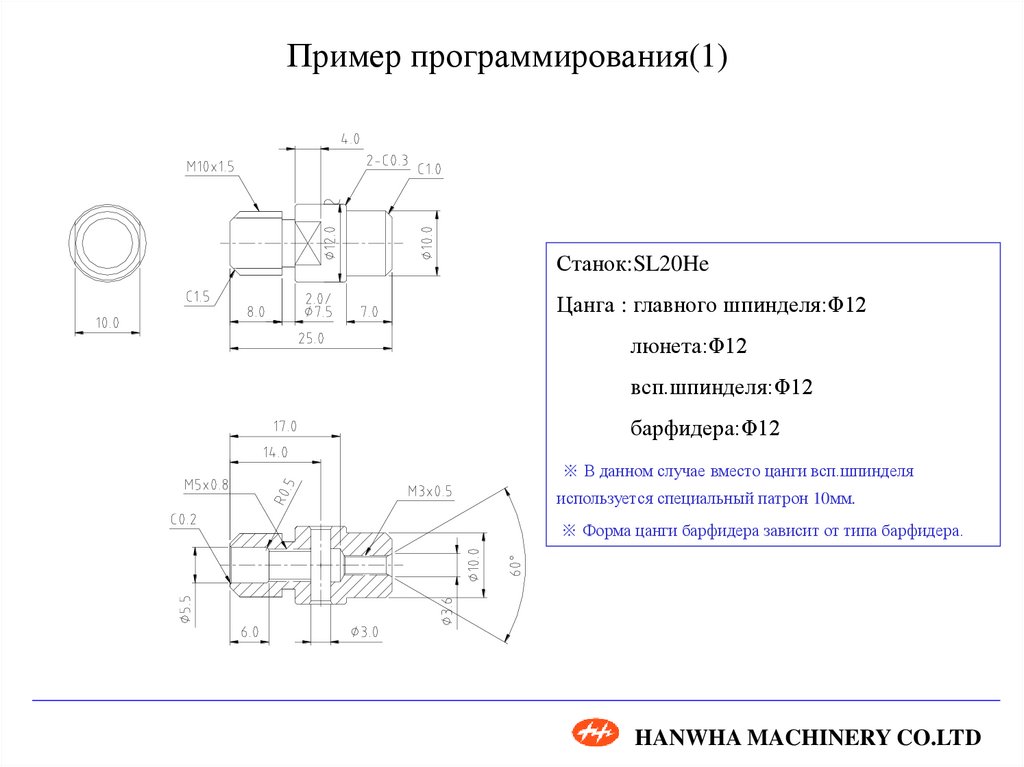
Пример программирования(1)Станок:SL20He
Цанга : главного шпинделя:Φ12
люнета:Φ12
всп.шпинделя:Φ12
барфидера:Φ12
※ В данном случае вместо цанги всп.шпинделя
используется специальный патрон 10мм.
※ Форма цанги барфидера зависит от типа барфидера.
HANWHA MACHINERY CO.LTD
26.
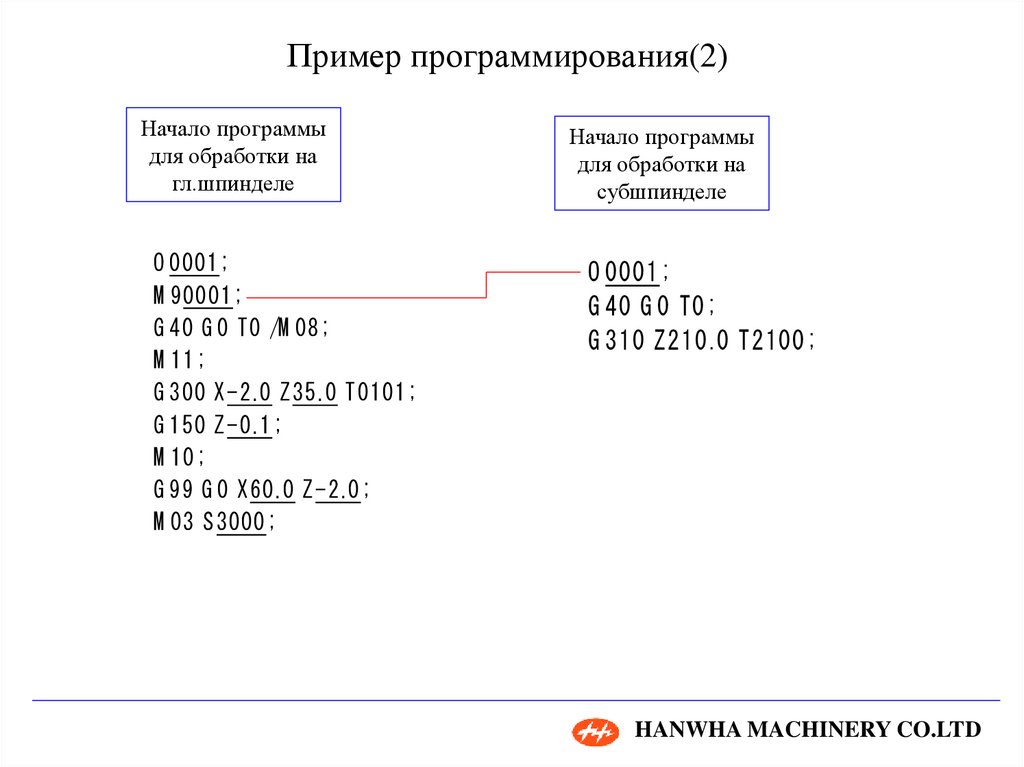
Пример программирования(2)Начало программы
для обработки на
гл.шпинделе
O 0001;
M 90001;
G 40 G 0 T0 /M 08;
M 11;
G 300 X-2.0 Z35.0 T0101;
G 150 Z-0.1;
M 10;
G 99 G 0 X60.0 Z-2.0;
M 03 S 3000;
Начало программы
для обработки на
субшпинделе
O 0001;
G 40 G 0 T0;
G 310 Z210.0 T2100;
HANWHA MACHINERY CO.LTD
27.
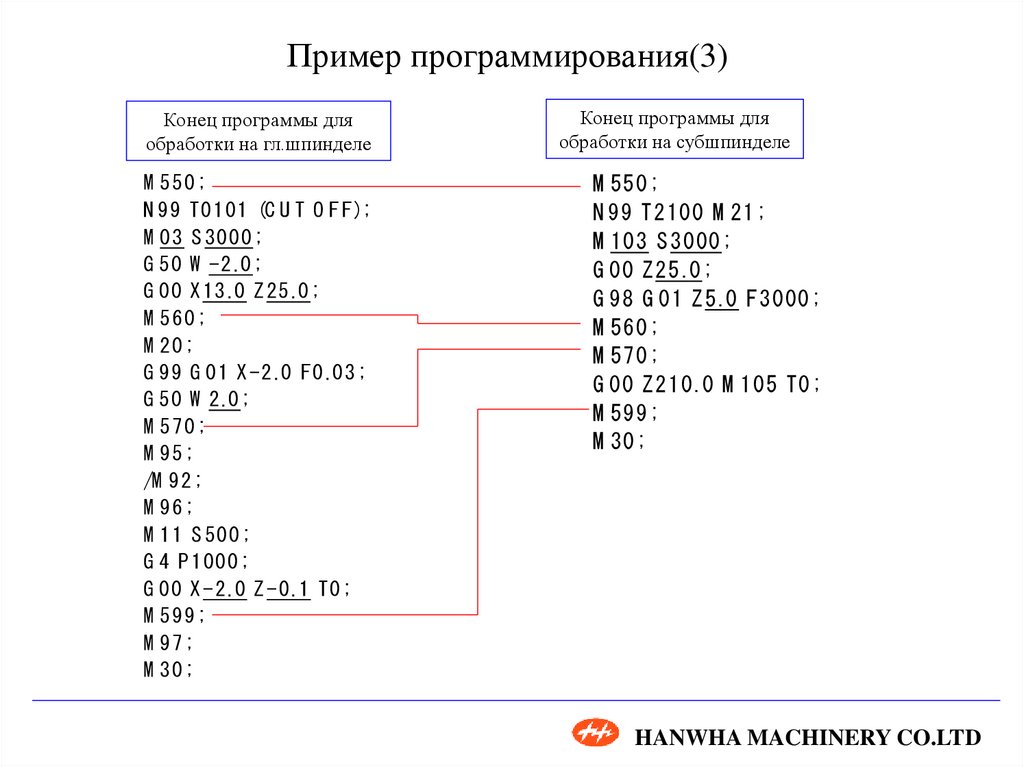
Пример программирования(3)Конец программы для
обработки на гл.шпинделе
M 550;
N 99 T0101 (C U T O FF);
M 03 S 3000;
G 50 W -2.0;
G 00 X 13.0 Z 25.0;
M 560;
M 20;
G 99 G 01 X -2.0 F0.03;
G 50 W 2.0;
M 570;
M 95;
/M 92;
M 96;
M 11 S 500;
G 4 P 1000;
G 00 X -2.0 Z -0.1 T0;
M 599;
M 97;
M 30;
Конец программы для
обработки на субшпинделе
M 550;
N 99 T2100 M 21;
M 103 S 3000;
G 00 Z25.0;
G 98 G 01 Z5.0 F3000;
M 560;
M 570;
G 00 Z210.0 M 105 T0;
M 599;
M 30;
HANWHA MACHINERY CO.LTD
28.
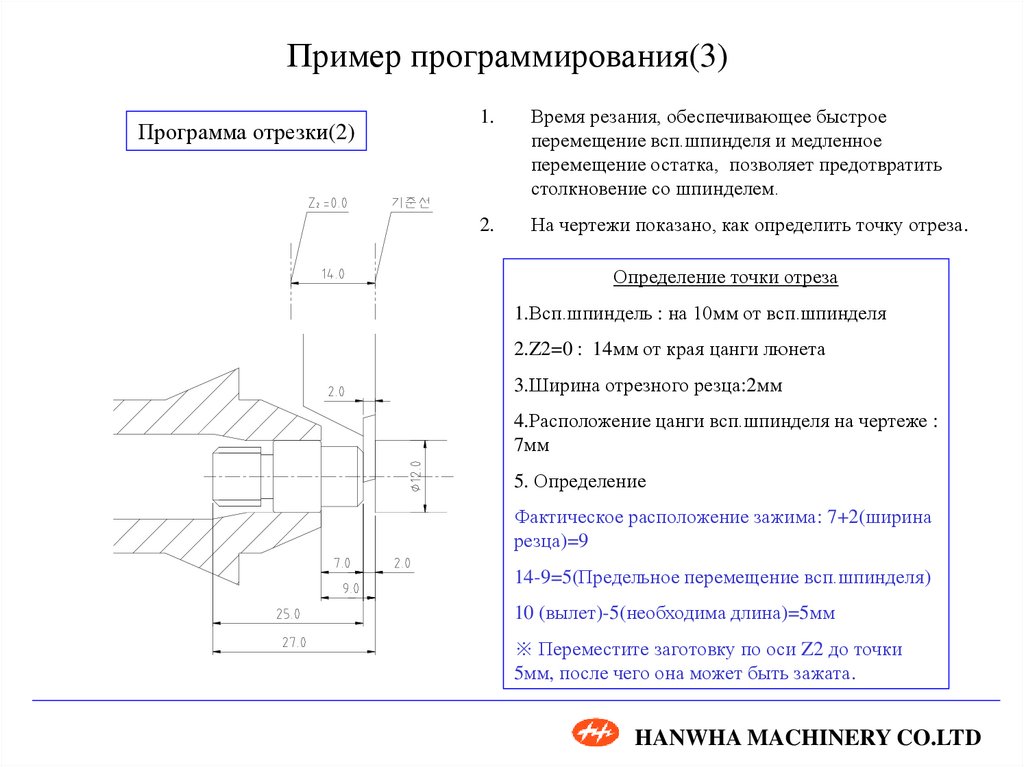
Пример программирования(3)Программа отрезки(2)
1.
Время резания, обеспечивающее быстрое
перемещение всп.шпинделя и медленное
перемещение остатка, позволяет предотвратить
столкновение со шпинделем.
2.
На чертежи показано, как определить точку отреза.
Определение точки отреза
1.Всп.шпиндель : на 10мм от всп.шпинделя
2.Z2=0 : 14мм от края цанги люнета
3.Ширина отрезного резца:2мм
4.Расположение цанги всп.шпинделя на чертеже :
7мм
5. Определение
Фактическое расположение зажима: 7+2(ширина
резца)=9
14-9=5(Предельное перемещение всп.шпинделя)
10 (вылет)-5(необходима длина)=5мм
※ Переместите заготовку по оси Z2 до точки
5мм, после чего она может быть зажата.
HANWHA MACHINERY CO.LTD
29.
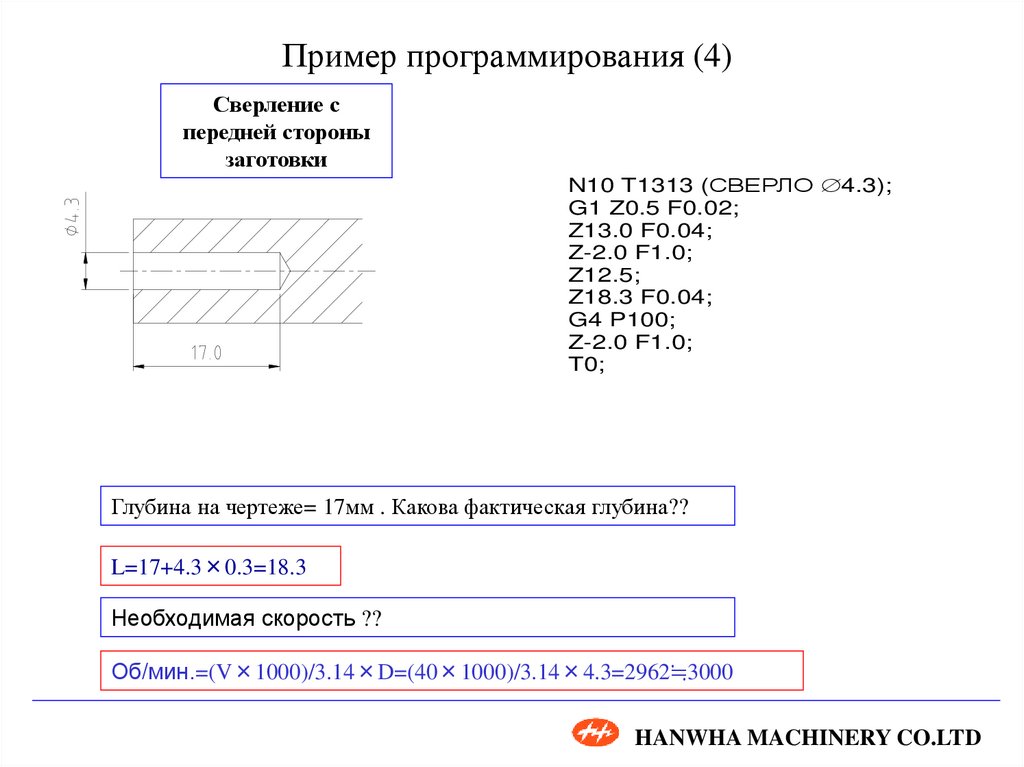
Пример программирования (4)Сверление с
передней стороны
заготовки
N10 T1313 (СВЕРЛО 4.3);
G1 Z0.5 F0.02;
Z13.0 F0.04;
Z-2.0 F1.0;
Z12.5;
Z18.3 F0.04;
G4 P100;
Z-2.0 F1.0;
T0;
Глубина на чертеже= 17мм . Какова фактическая глубина??
L=17+4.3×0.3=18.3
Необходимая скорость ??
Об/мин.=(V×1000)/3.14×D=(40×1000)/3.14×4.3=2962≒3000
HANWHA MACHINERY CO.LTD
30.
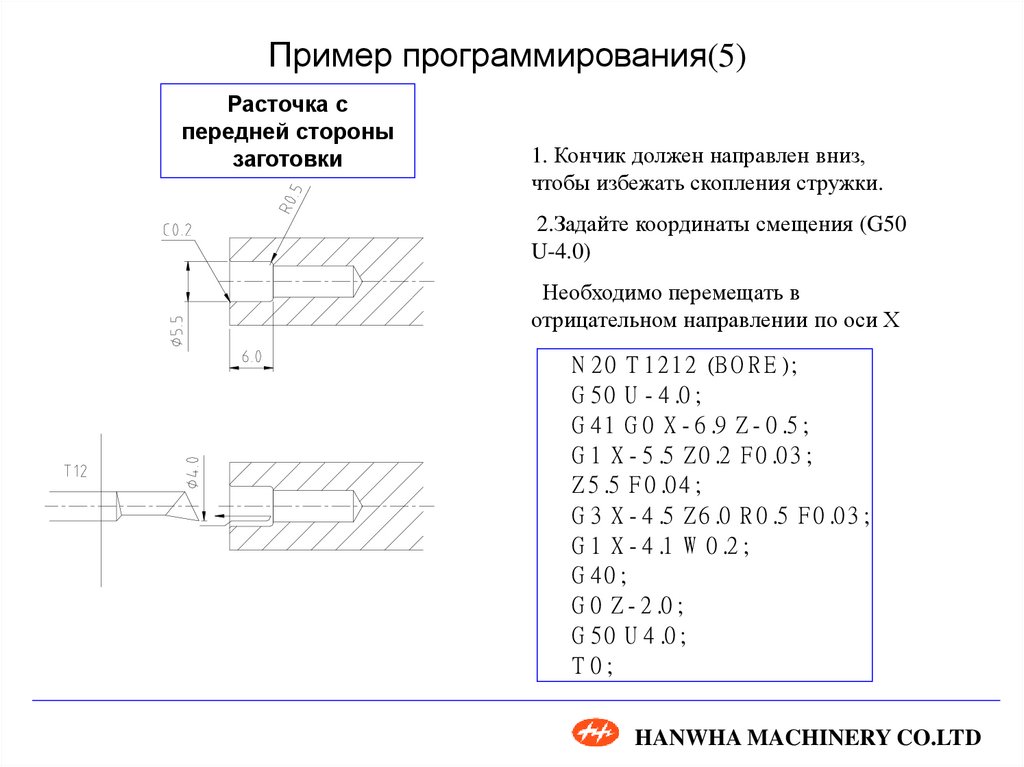
Пример программирования(5)Расточка с
передней стороны
заготовки
1. Кончик должен направлен вниз,
чтобы избежать скопления стружки.
2.Задайте координаты смещения (G50
U-4.0)
Необходимо перемещать в
отрицательном направлении по оси Х
N 20 T 1212 (B O R E );
G 50 U - 4.0;
G 41 G 0 X - 6.9 Z - 0.5;
G 1 X - 5.5 Z 0.2 F 0.03;
Z 5.5 F 0.04;
G 3 X - 4.5 Z 6.0 R 0.5 F 0.03;
G 1 X - 4.1 W 0.2;
G 40;
G 0 Z - 2.0;
G 50 U 4.0;
T 0;
HANWHA MACHINERY CO.LTD
31.
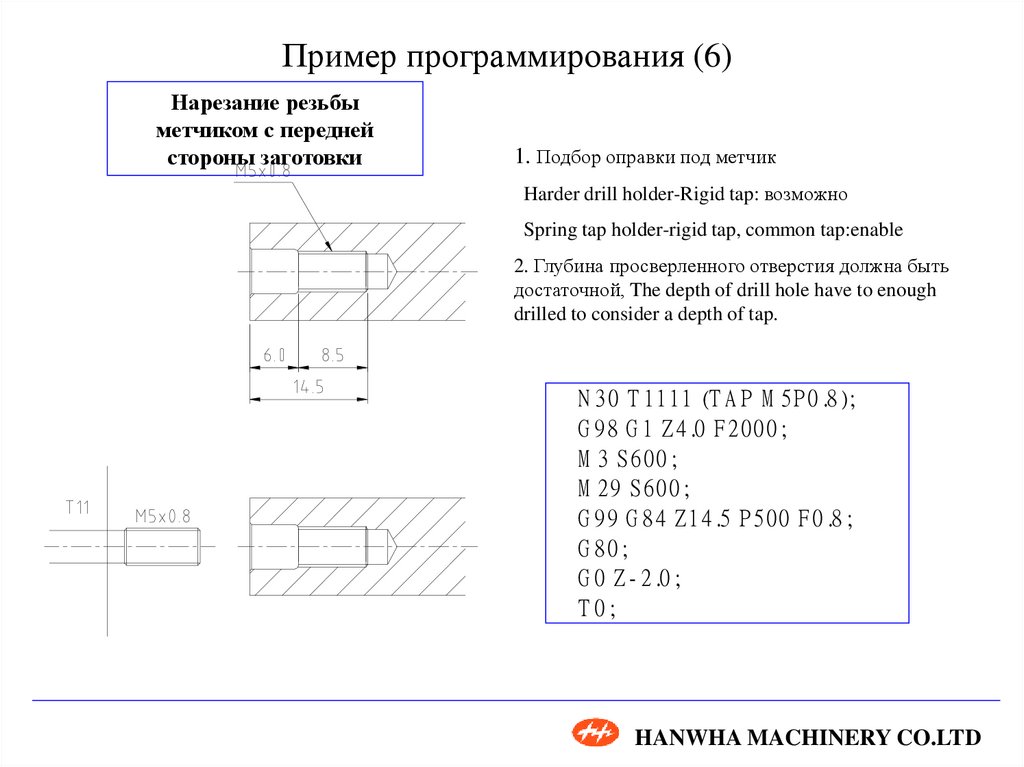
Пример программирования (6)Нарезание резьбы
метчиком с передней
стороны заготовки
1. Подбор оправки под метчик
Harder drill holder-Rigid tap: возможно
Spring tap holder-rigid tap, common tap:enable
2. Глубина просверленного отверстия должна быть
достаточной, The depth of drill hole have to enough
drilled to consider a depth of tap.
N 30 T 1111 (T A P M 5P 0.8);
G 98 G 1 Z 4.0 F 2000;
M 3 S 600;
M 29 S 600;
G 99 G 84 Z 14.5 P 500 F 0.8;
G 80;
G 0 Z - 2.0;
T 0;
HANWHA MACHINERY CO.LTD
32.
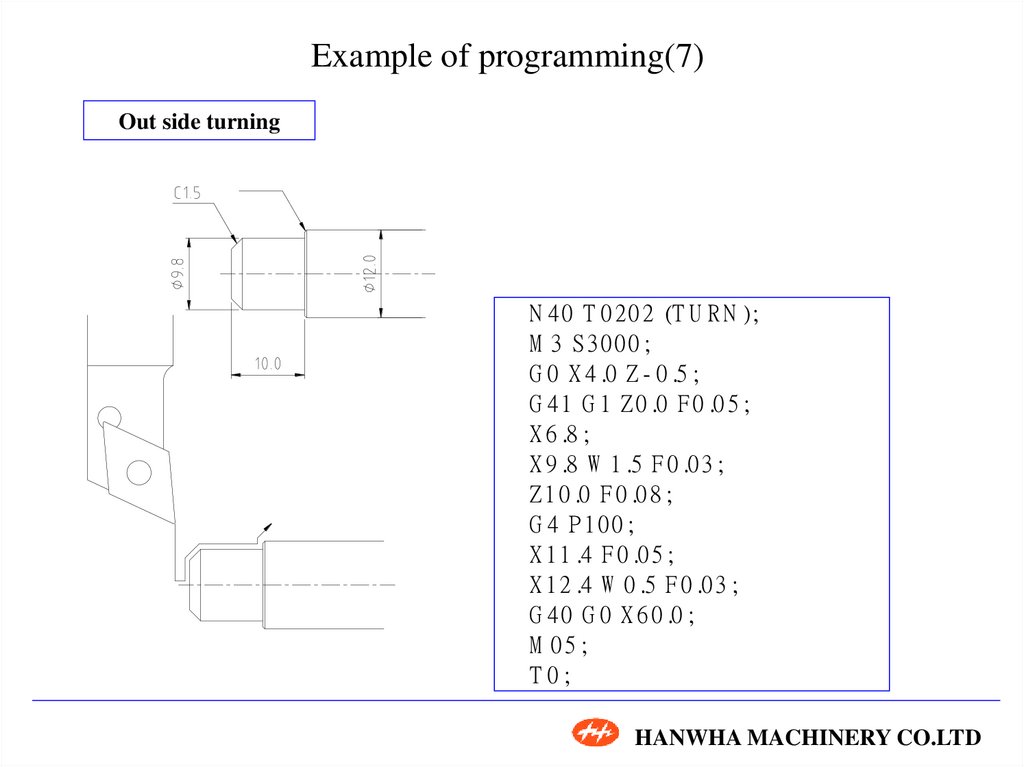
Example of programming(7)Out side turning
N 40 T 0202 (T U R N );
M 3 S 3000;
G 0 X 4.0 Z - 0.5;
G 41 G 1 Z 0.0 F 0.05;
X 6.8;
X 9.8 W 1.5 F 0.03;
Z 10.0 F 0.08;
G 4 P 100;
X 11.4 F 0.05;
X 12.4 W 0.5 F 0.03;
G 40 G 0 X 60.0;
M 05;
T 0;
HANWHA MACHINERY CO.LTD
33.
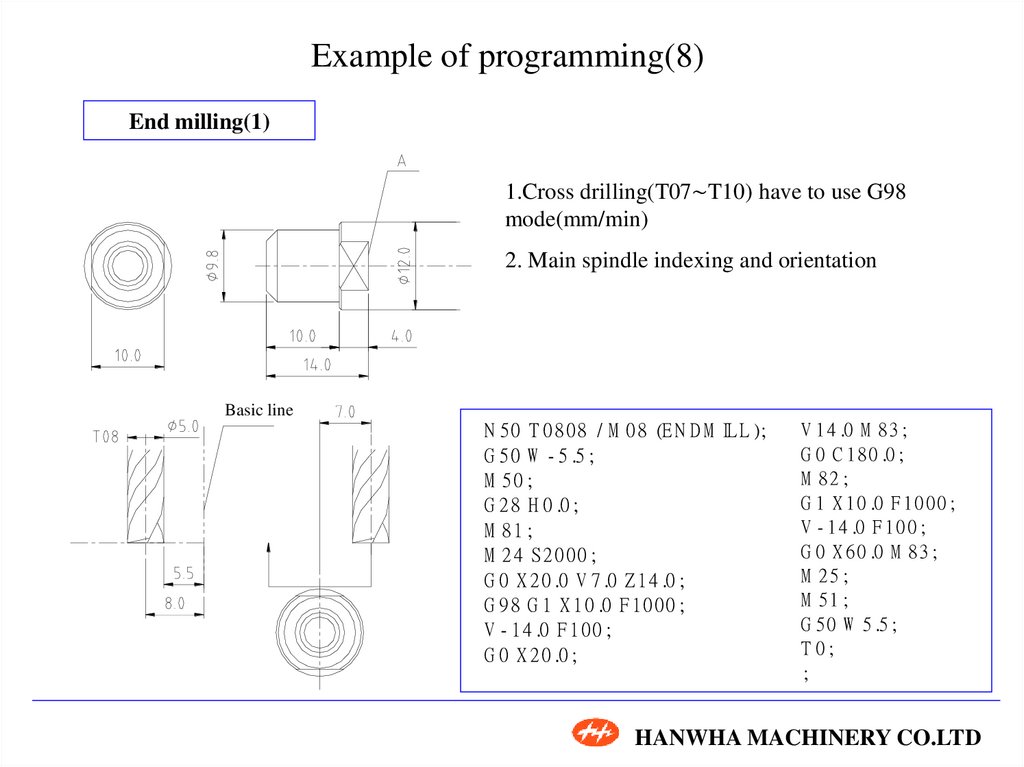
Example of programming(8)End milling(1)
1.Cross drilling(T07∼T10) have to use G98
mode(mm/min)
2. Main spindle indexing and orientation
Basic line
N 50 T 0808 / M 08 (E N D M IL L );
G 50 W - 5.5;
M 50;
G 28 H 0.0;
M 81;
M 24 S 2000;
G 0 X 20.0 V 7.0 Z 14.0;
G 98 G 1 X 10.0 F 1000;
V - 14.0 F 100;
G 0 X 20.0;
V 14.0 M 83;
G 0 C 180.0;
M 82;
G 1 X 10.0 F 1000;
V - 14.0 F 100;
G 0 X 60.0 M 83;
M 25;
M 51;
G 50 W 5.5;
T 0;
;
HANWHA MACHINERY CO.LTD
34.
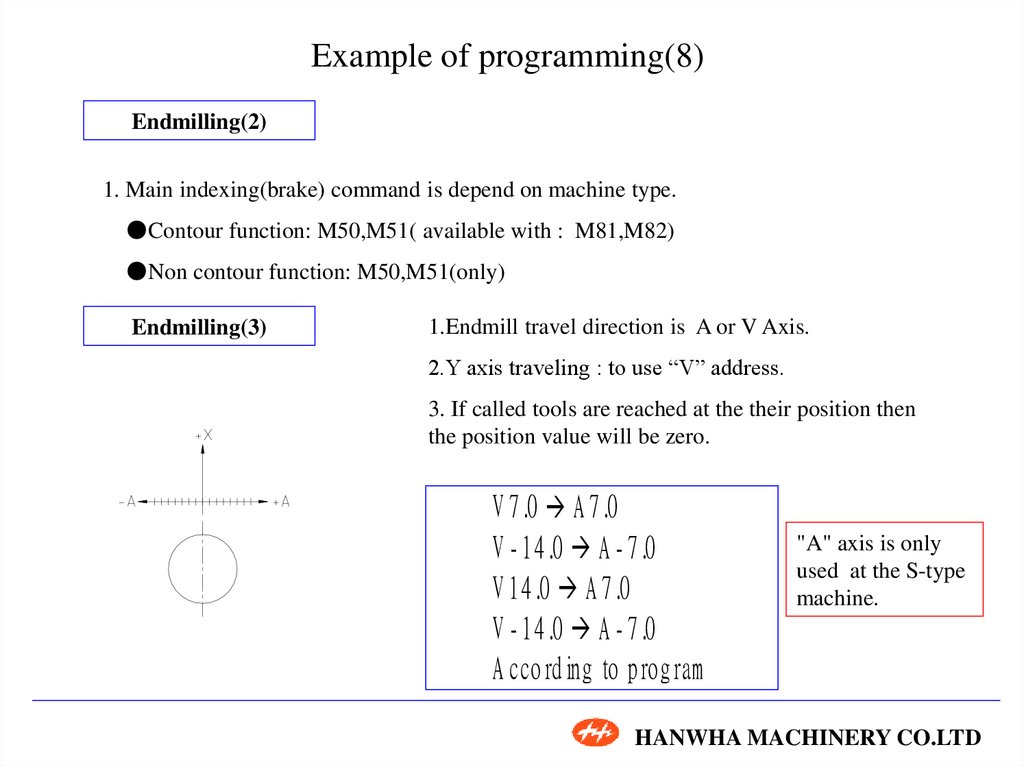
Example of programming(8)Endmilling(2)
1. Main indexing(brake) command is depend on machine type.
●Contour function: M50,M51( available with : M81,M82)
●Non contour function: M50,M51(only)
Endmilling(3)
1.Endmill travel direction is A or V Axis.
2.Y axis traveling : to use “V” address.
3. If called tools are reached at the their position then
the position value will be zero.
V 7.0 A 7.0
V -14.0 A -7.0
V 14.0 A 7.0
V -14.0 A -7.0
A ccording to program
"A" axis is only
used at the S-type
machine.
HANWHA MACHINERY CO.LTD
35.
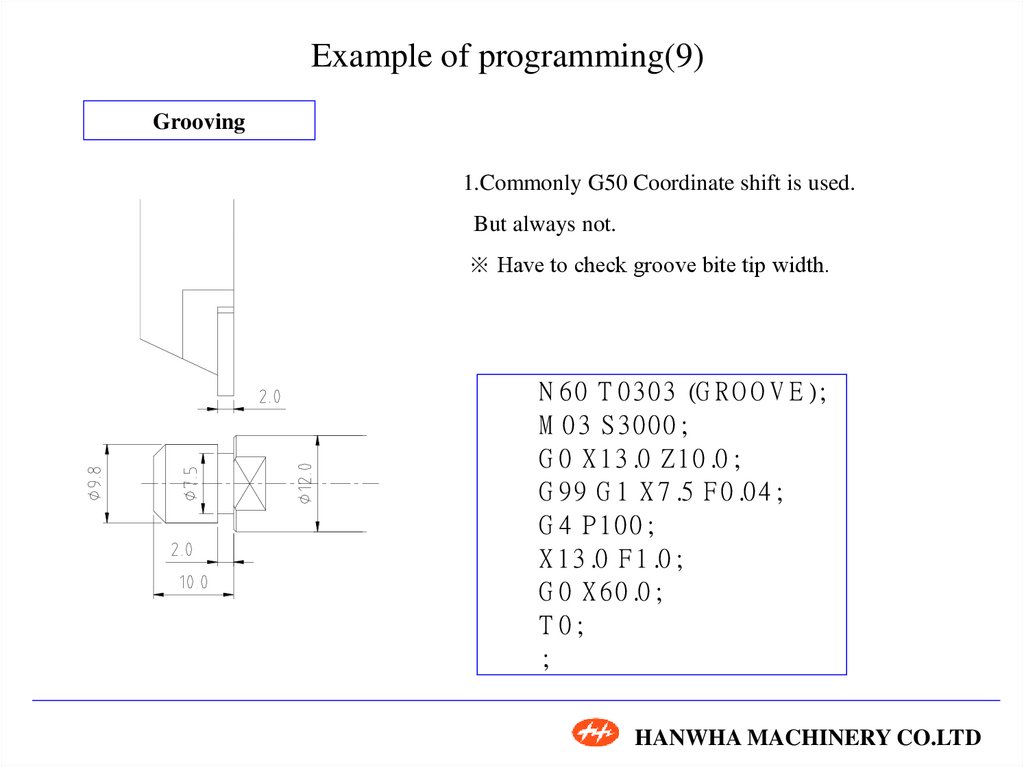
Example of programming(9)Grooving
1.Commonly G50 Coordinate shift is used.
But always not.
※ Have to check groove bite tip width.
N 60 T 0303 (G R O O V E );
M 03 S 3000;
G 0 X 13.0 Z 10.0;
G 99 G 1 X 7.5 F 0.04;
G 4 P 100;
X 13.0 F 1.0;
G 0 X 60.0;
T 0;
;
HANWHA MACHINERY CO.LTD
36.
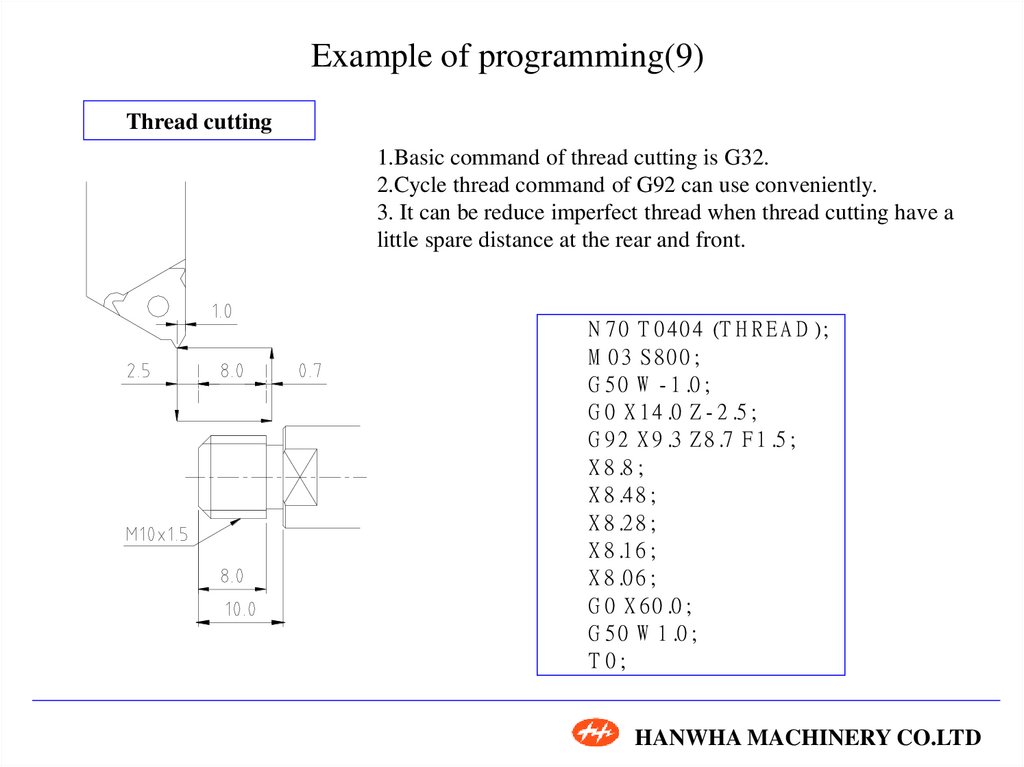
Example of programming(9)Thread cutting
1.Basic command of thread cutting is G32.
2.Cycle thread command of G92 can use conveniently.
3. It can be reduce imperfect thread when thread cutting have a
little spare distance at the rear and front.
N 70 T 0404 (T H R E A D );
M 03 S 800;
G 50 W - 1.0;
G 0 X 14.0 Z - 2.5;
G 92 X 9.3 Z 8.7 F 1.5;
X 8.8;
X 8.48;
X 8.28;
X 8.16;
X 8.06;
G 0 X 60.0;
G 50 W 1.0;
T 0;
HANWHA MACHINERY CO.LTD
37.
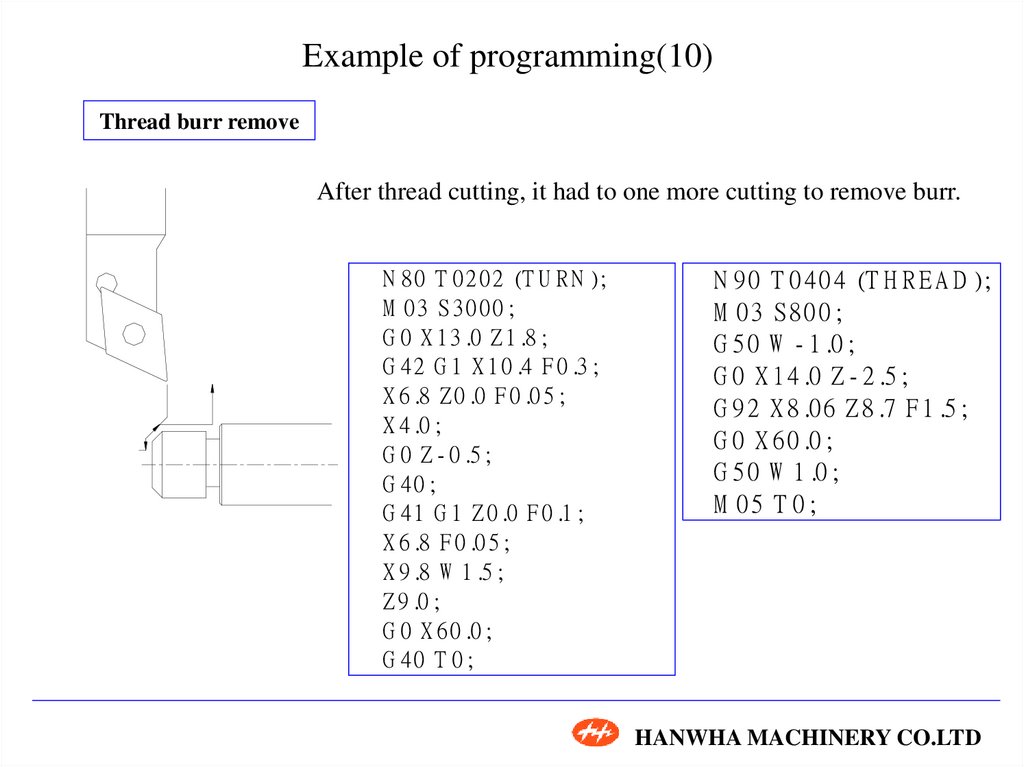
Example of programming(10)Thread burr remove
After thread cutting, it had to one more cutting to remove burr.
N 80 T 0202 (T U R N );
M 03 S 3000;
G 0 X 13.0 Z 1.8;
G 42 G 1 X 10.4 F 0.3;
X 6.8 Z 0.0 F 0.05;
X 4.0;
G 0 Z - 0.5;
G 40;
G 41 G 1 Z 0.0 F 0.1;
X 6.8 F 0.05;
X 9.8 W 1.5;
Z 9.0;
G 0 X 60.0;
G 40 T 0;
N 90 T 0404 (T H R E A D );
M 03 S 800;
G 50 W - 1.0;
G 0 X 14.0 Z - 2.5;
G 92 X 8.06 Z 8.7 F 1.5;
G 0 X 60.0;
G 50 W 1.0;
M 05 T 0;
HANWHA MACHINERY CO.LTD
38.
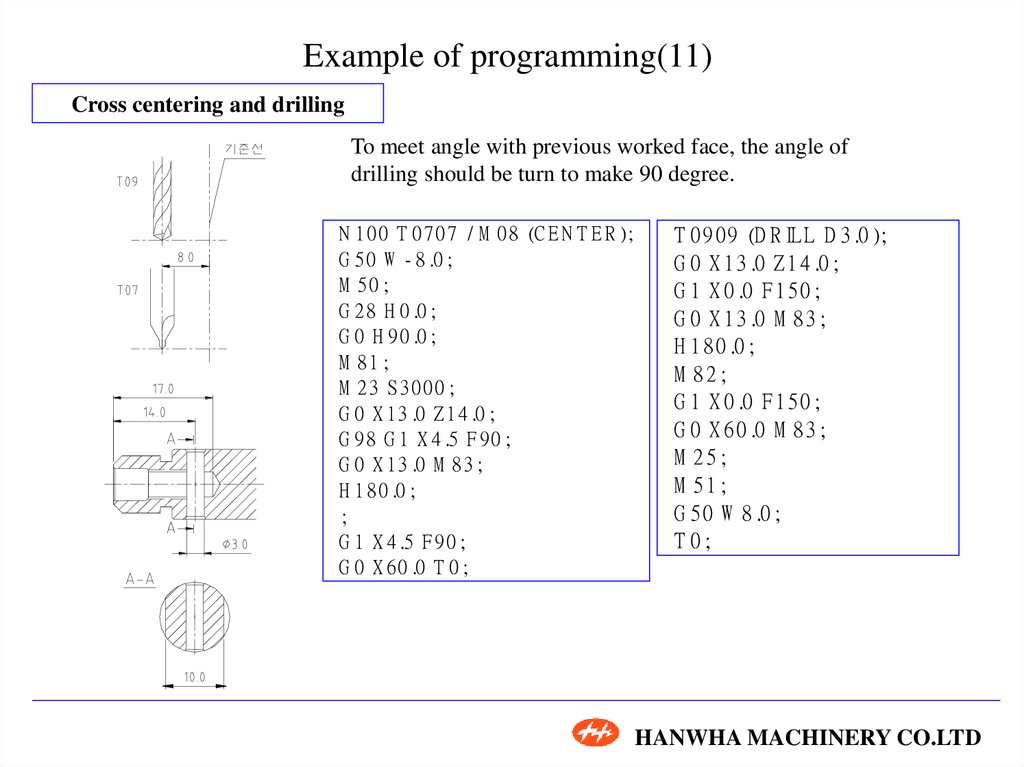
Example of programming(11)Cross centering and drilling
To meet angle with previous worked face, the angle of
drilling should be turn to make 90 degree.
N 100 T 0707 / M 08 (C E N T E R );
G 50 W - 8.0;
M 50;
G 28 H 0.0;
G 0 H 90.0;
M 81;
M 23 S 3000;
G 0 X 13.0 Z 14.0;
G 98 G 1 X 4.5 F 90;
G 0 X 13.0 M 83;
H 180.0;
;
G 1 X 4.5 F 90;
G 0 X 60.0 T 0;
T 0909 (D R IL L D 3.0);
G 0 X 13.0 Z 14.0;
G 1 X 0.0 F 150;
G 0 X 13.0 M 83;
H 180.0;
M 82;
G 1 X 0.0 F 150;
G 0 X 60.0 M 83;
M 25;
M 51;
G 50 W 8.0;
T 0;
HANWHA MACHINERY CO.LTD
39.
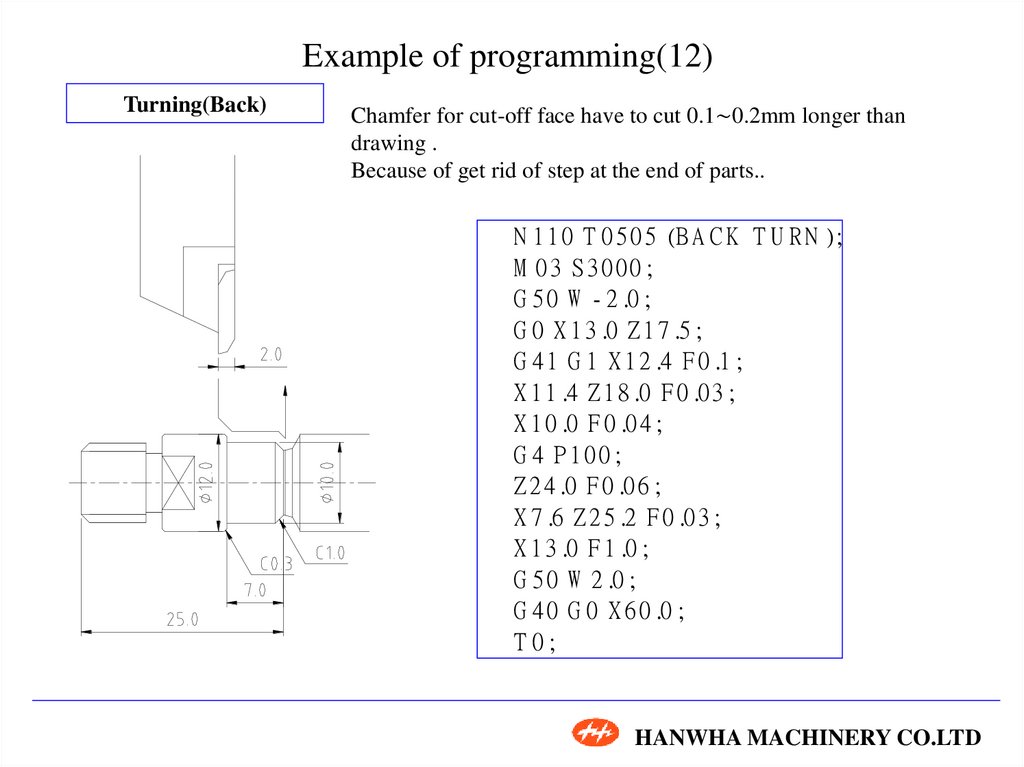
Example of programming(12)Turning(Back)
Chamfer for cut-off face have to cut 0.1∼0.2mm longer than
drawing .
Because of get rid of step at the end of parts..
N 110 T 0505 (B A C K T U R N );
M 03 S 3000;
G 50 W - 2.0;
G 0 X 13.0 Z 17.5;
G 41 G 1 X 12.4 F 0.1;
X 11.4 Z 18.0 F 0.03;
X 10.0 F 0.04;
G 4 P 100;
Z 24.0 F 0.06;
X 7.6 Z 25.2 F 0.03;
X 13.0 F 1.0;
G 50 W 2.0;
G 40 G 0 X 60.0 ;
T 0;
HANWHA MACHINERY CO.LTD
40.
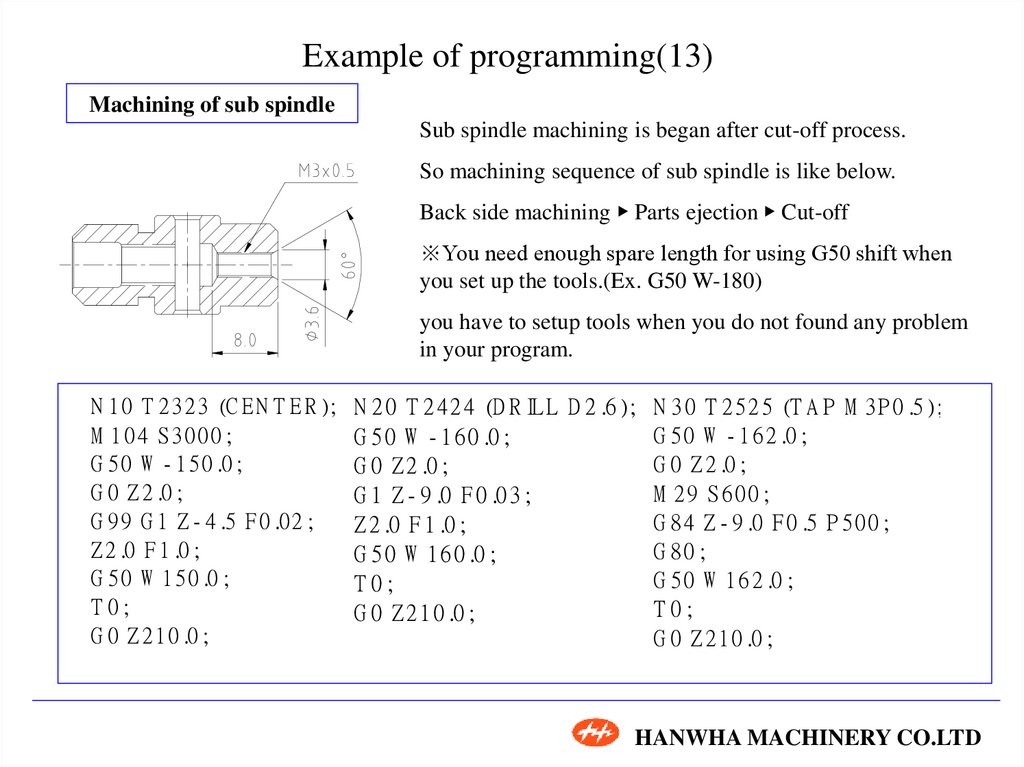
Example of programming(13)Machining of sub spindle
Sub spindle machining is began after cut-off process.
So machining sequence of sub spindle is like below.
Back side machining ▶ Parts ejection ▶ Cut-off
※You need enough spare length for using G50 shift when
you set up the tools.(Ex. G50 W-180)
you have to setup tools when you do not found any problem
in your program.
N 10 T 2323 (C E N T E R ); N 20 T 2424 (D R IL L D 2.6);
M 104 S 3000;
G 50 W - 160.0;
G 50 W - 150.0;
G 0 Z 2.0;
G 0 Z 2.0;
G 1 Z - 9.0 F 0.03;
G 99 G 1 Z - 4.5 F 0.02;
Z 2.0 F 1.0;
Z 2.0 F 1.0;
G 50 W 160.0;
G 50 W 150.0;
T 0;
T 0;
G 0 Z 210.0;
G 0 Z 210.0;
N 30 T 2525 (T A P M 3P 0.5);
G 50 W - 162.0;
G 0 Z 2.0;
M 29 S 600;
G 84 Z - 9.0 F 0.5 P 500;
G 80;
G 50 W 162.0;
T 0;
G 0 Z 210.0;
HANWHA MACHINERY CO.LTD
41.
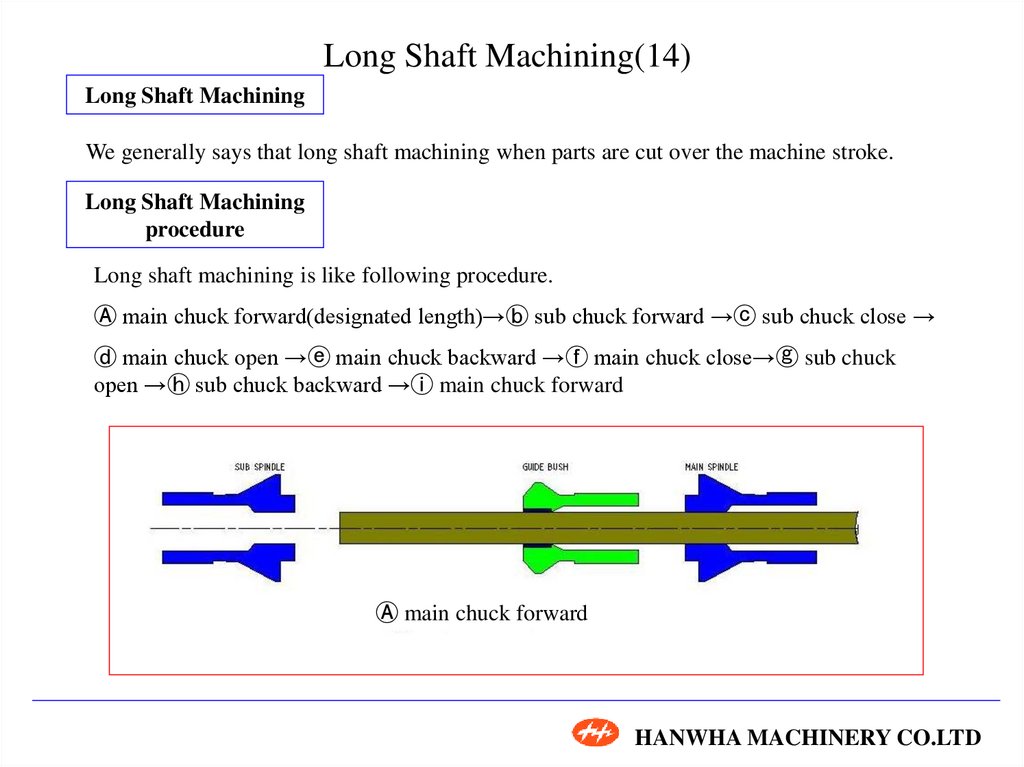
Long Shaft Machining(14)Long Shaft Machining
We generally says that long shaft machining when parts are cut over the machine stroke.
Long Shaft Machining
procedure
Long shaft machining is like following procedure.
Ⓐ main chuck forward(designated length)→ⓑ sub chuck forward →ⓒ sub chuck close →
ⓓ main chuck open →ⓔ main chuck backward →ⓕ main chuck close→ⓖ sub chuck
open →ⓗ sub chuck backward →ⓘ main chuck forward
Ⓐ main chuck forward
HANWHA MACHINERY CO.LTD
42.
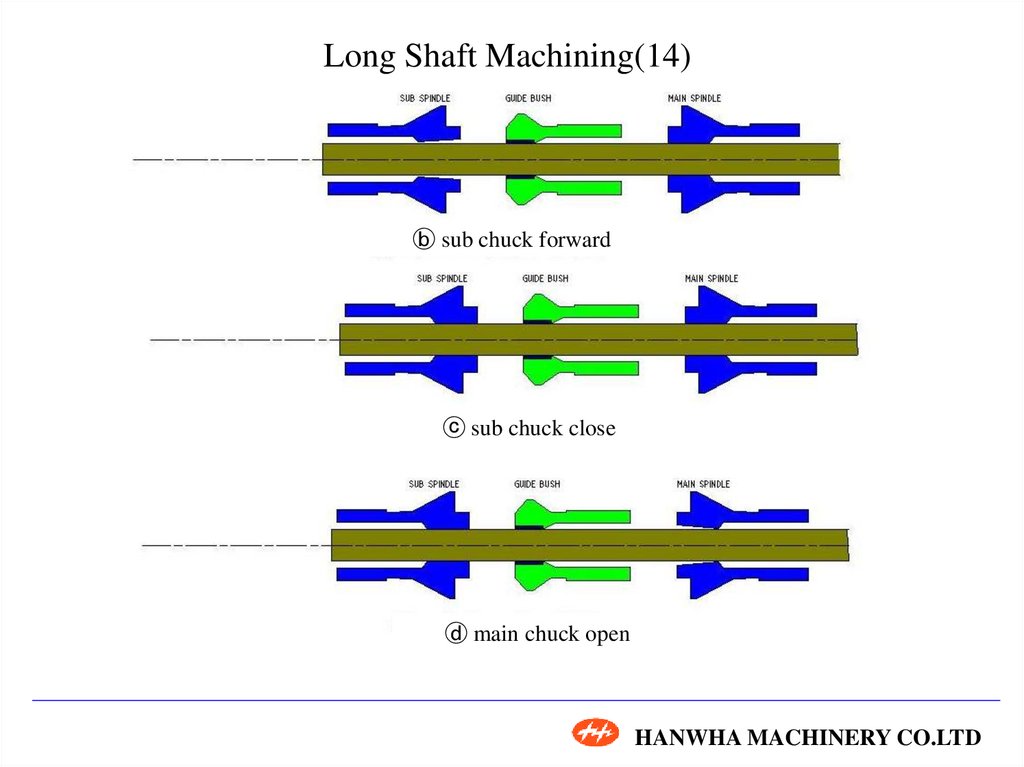
Long Shaft Machining(14)ⓑ sub chuck forward
ⓒ sub chuck close
ⓓ main chuck open
HANWHA MACHINERY CO.LTD
43.
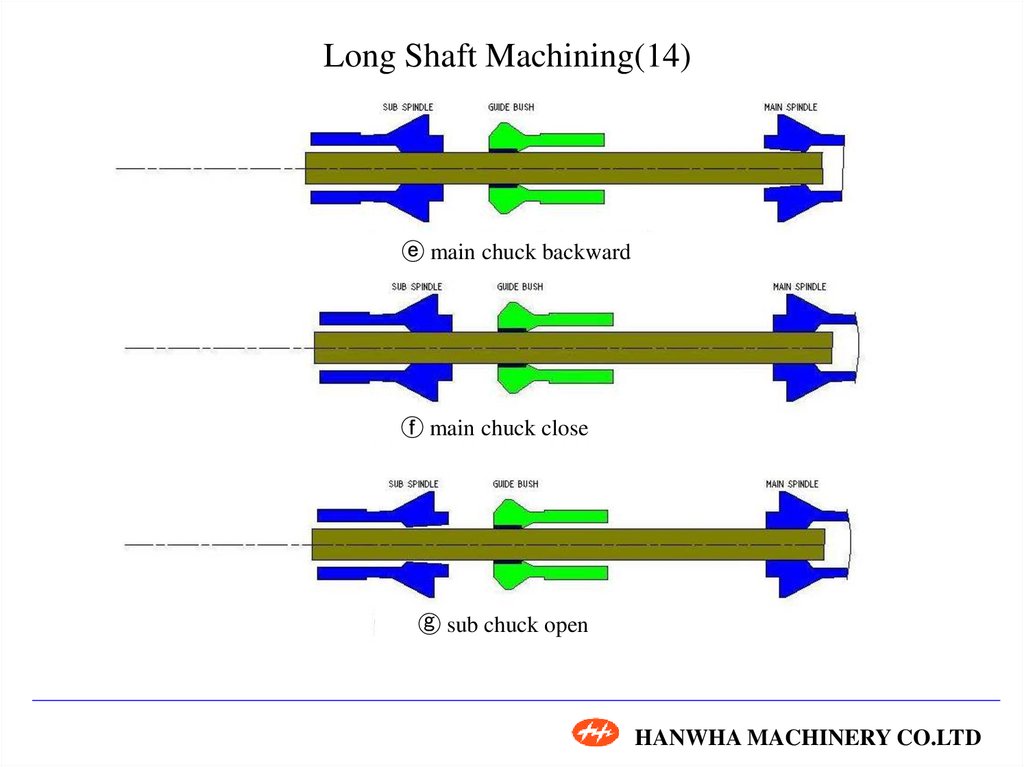
Long Shaft Machining(14)ⓔ main chuck backward
ⓕ main chuck close
ⓖ sub chuck open
HANWHA MACHINERY CO.LTD
44.
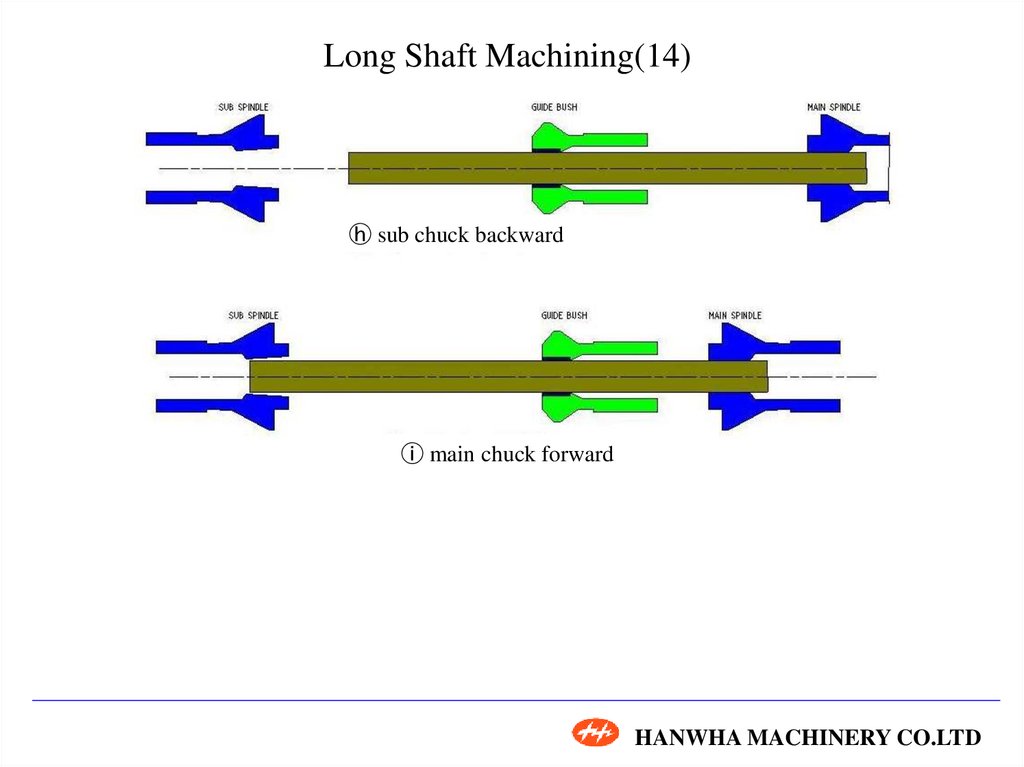
Long Shaft Machining(14)ⓗ sub chuck backward
ⓘ main chuck forward
HANWHA MACHINERY CO.LTD
45.
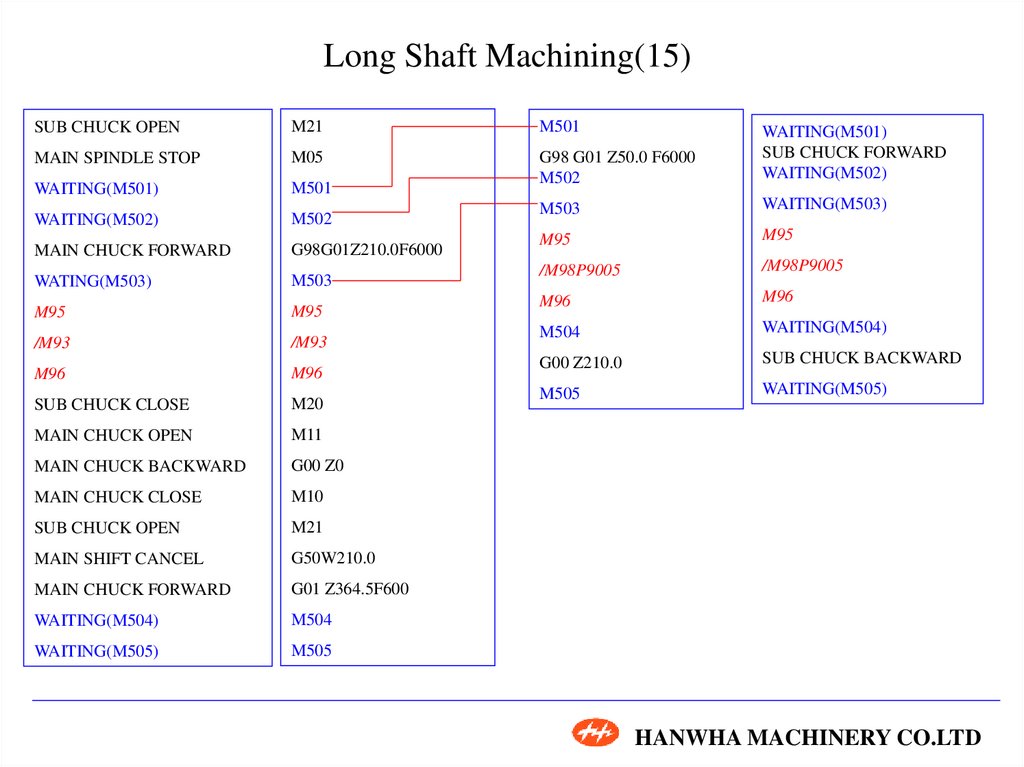
Long Shaft Machining(15)SUB CHUCK OPEN
M21
M501
MAIN SPINDLE STOP
M05
WAITING(M501)
M501
G98 G01 Z50.0 F6000
M502
WAITING(M501)
SUB CHUCK FORWARD
WAITING(M502)
M502
M503
WAITING(M503)
WAITING(M502)
G98G01Z210.0F6000
M95
M95
MAIN CHUCK FORWARD
M503
/M98P9005
/M98P9005
WATING(M503)
M95
M96
M96
M95
/M93
M504
WAITING(M504)
/M93
M96
G00 Z210.0
SUB CHUCK BACKWARD
M96
M20
M505
WAITING(M505)
SUB CHUCK CLOSE
MAIN CHUCK OPEN
M11
MAIN CHUCK BACKWARD
G00 Z0
MAIN CHUCK CLOSE
M10
SUB CHUCK OPEN
M21
MAIN SHIFT CANCEL
G50W210.0
MAIN CHUCK FORWARD
G01 Z364.5F600
WAITING(M504)
M504
WAITING(M505)
M505
HANWHA MACHINERY CO.LTD
46.
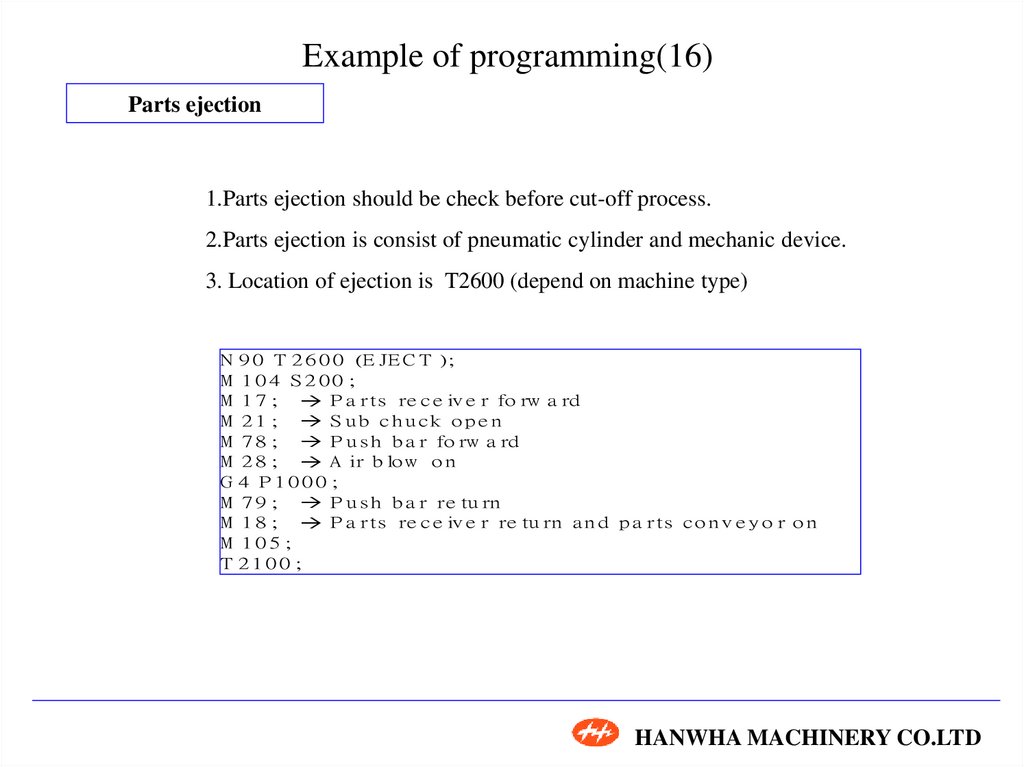
Example of programming(16)Parts ejection
1.Parts ejection should be check before cut-off process.
2.Parts ejection is consist of pneumatic cylinder and mechanic device.
3. Location of ejection is T2600 (depend on machine type)
N 9 0 T 2 6 0 0 (E JE C T );
M 104 S 200;
M 1 7 ; P arts re ce iv e r fo rw ard
M 2 1 ; S ub ch uck o p e n
M 7 8 ; P ush b ar fo rw ard
M 2 8 ; A ir b lo w o n
G 4 P 1000;
M 7 9 ; P ush b ar re turn
M 1 8 ; P arts re ce iv e r re turn and p arts co nv e y o r o n
M 105;
T 2100;
HANWHA MACHINERY CO.LTD
47.
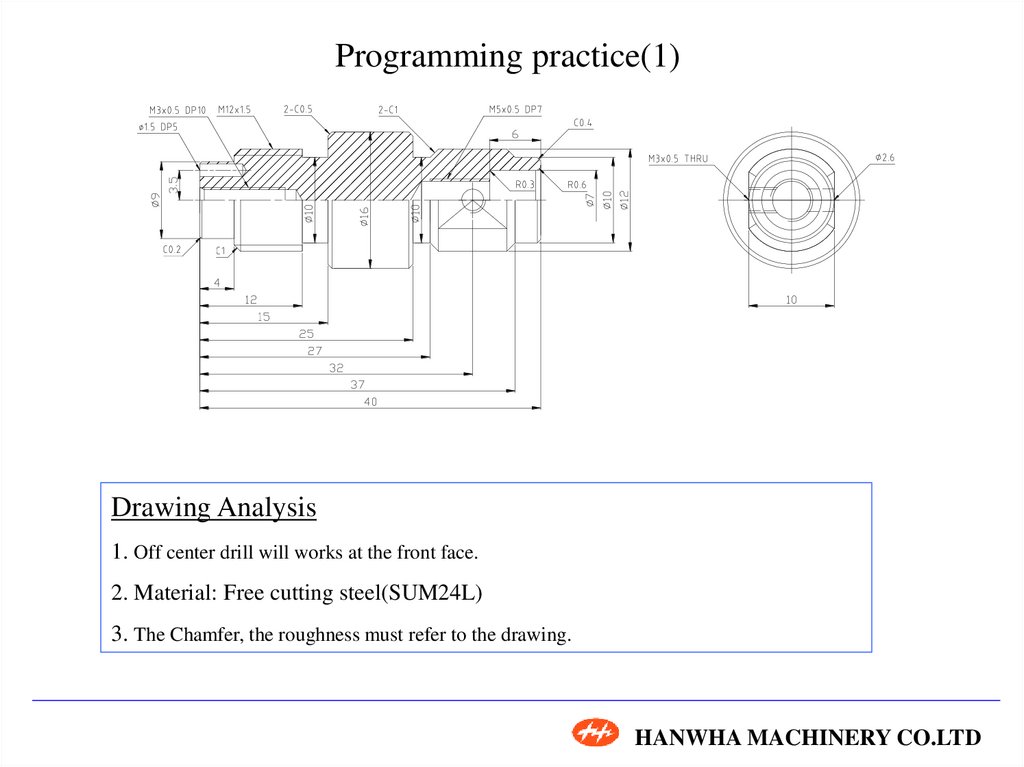
Programming practice(1)Drawing Analysis
1. Off center drill will works at the front face.
2. Material: Free cutting steel(SUM24L)
3. The Chamfer, the roughness must refer to the drawing.
HANWHA MACHINERY CO.LTD
48.
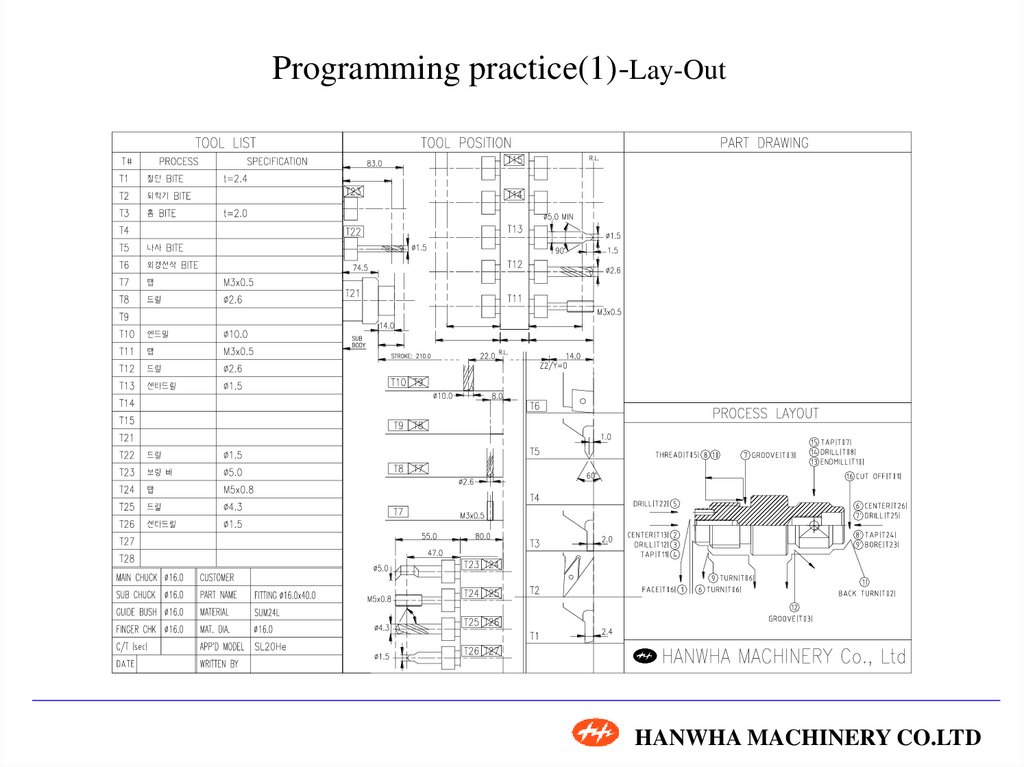
Programming practice(1)-Lay-OutHANWHA MACHINERY CO.LTD
49.
Programming practiceO1000;
M91000;
G40 G0 T0/M08;
M11;
G300 X-2.0 Z60.0 T0101;
G150 Z-0.1;
M10;
G99 G0 X40.0 Z-2.0
M03 S4000;
;
N10 T0606 (TURN);
G0X16.4 Z0;
G01 X-0.5 F0.1;
G0 X40.0 Z-2.0 T0;
;
N20 T1313 (CENTER);
G1 Z3.0 F0.05;
G04 P50;
G0 Z-2.0 T0;
;
N30 T1212 M3 S3000 (DRILL);
G01 Z7.8 F0.06;
Z-2.0 F2.0;
Z7.3;
Z12.0 F0.05;
G04 P50;
Z-2.0 F2.0;
T0;
N40 T1111 M3 S400 (TAP);
M29 S400;
G84 Z10.0 P500 F0.5;
G80;
G0 X40.0 Z-2.0 M05 T0;
;
N50 T0101;
G0 X40.0;
M50;
G0 Z28.0;
M501;
M505;
G0 H180.0;
M506
M510;
M51;
G0 X40.0 Z-2.0 M3 S3800;
;
N60 T0606 (TURN);
G99 G0 X16.4 Z-0.2;
G01 X8.2 F0.5;
X9.0 W0.4 F0.03;
Z4.0 F0.04;
G04 P50;
X9.9 F0.1;
X11.9 W1.0 F0.03;
Z15.0 F0.04;
G4 P20;
X15.0 F0.08;
X17.0 W1.0 F0.03;
G0 X40.0 Z-2.0 T0;
;
N70 T0303 M3 S3500 (GROOVE);
G0 X16.4 Z14.0;
G01 X10.0 F0.03;
G04 P50;
W1.0 F0.015;
G04 P50;
X16.4 F0.5;
G0 X40.0 T0;
;
N80 T0505 (THREAD);
M3 S800;
G50 W-1.0;
G0 X17.0 Z2.0;
G92 X11.5 Z13.0 F1.5;
X11.24;
X10.86;
X10.68;
X10.52;
X10.38;
X10.26;
X10.16;
X10.1;
X10.06;
G50 W1.0;
G0 X40.0 T0;
HANWHA MACHINERY CO.LTD
50.
Programming practiceN90 T0606 (DEBURR-TURN);
M3 S3800;
G0 X17.0 Z5.5;
G1 X12.9 F0.3;
X9.9 W-1.5 F0.05;
X9.0;
G0 X40.0 W-1.0;
T0;
;
N100 T0505 (DEBURR-THREAD)
M3 S800;
G50 W-1.0;
G0 X17.0 Z2.0;
G92 X10.06 Z13.0 F1.5;
G50 W1.0;
G0 X40.0 T0;
;
N110 T0202 (B-TURN);
G50 W-12.0;
G0 X16.4 Z43.0;
G01 X9.0 Z40.1 F0.02;
X10.0 W-0.5 F0.04;
Z37.0 F0.05;
G4 P20;
X12.0 W-1.0 F0.03;
Z25.0 F0.05;
G4 P50;
X15.0 F0.08;
X16.4 W-0.7 F0.03;
G50 W12.0;
G0 X40.0 T0;
;
N120 T0303 (GROOVE);
G50 W-2.0;
G0 X16.4 Z25.0;
G1 X12.2 F0.1;
X10.0 F0.03;
G4 P50;
X13.0 W1.5;
G50 W2.0;
G0 X40.0 M5 T0;
N130 T1010/M8 (ENDMILL);
G50 W-22.0;
M50;
M24 S1000;
G98 G0 X19.0 Z32.0;
G0 V-11.0;
G1 X10.0 F1000;
V22.0 F60;
G0 X19.0;
H180.0;
G1 X10.0 F1000;
V-22.0 F60;
X19.0 F1000;
G50 W22.0;
G0 X40.0 T0;
N140 T0808 (DRILL);
G50 W-8.0;
M24 S2000;
G0 X17.0 Z32.0;
G98 G1 X11.0 F1000;
X9.2 F40;
G4 P20;
U0.5 F2000;
X0.0 F80;
G04 P50;
X11.0 F1000;
G0 X18.0 ;
H180.0;
G01 X11.0 F1000;
X9.2 F40;
G4 P20;
U0.5 F2000;
X0.0 F80;
G4 P50;
X11.0 F1000;
G0 X40.0 M25 T0;
N150 T0707 (TAP);
M23 S400;
G98 G0 X12.0 Z32.0;
G1 X2.0 F180;
M25;
M24 S400;
G1 X12.0 F200;
G50 W8.0;
G0 X40.0 M25 T0;
M51;
;
HANWHA MACHINERY CO.LTD
51.
Programming practiceM595;
N99 T0101 M3 S3000;
G50 W-2.4;
G99 G0 X16.4 Z40.0;
G1 X11.0 F0.04;
M596;
M20;
X-0.5 F0.02;
M597;
X-2.0 F0.04;
G50 W2.4;
M95;
/M92;
M96;
M11 S500;
G4 P1000;
G0 X-2.0 Z-0.1 T0;
M97;
M599;
M30;
O1000;
G40 G0 T0;
G310 Z210.0 T2200;
;
N10 T2222 (OFF CENTER DRILL)
M501;
G50 W-22.5;
G0 X-7.0 Z2.0;
M103 S3000;
G98 G1 Z-0.5 F45;
G4 P50;
W0.5 F1000;
Z-4.5 F120;
G4 P50;
Z2.0 F2000;
Z-4.0;
Z-6.5 F120;
G4 P50;
Z2.0 F2000;
M505;
M506;
G1 Z-0.5 F45;
G4 P50;
W0.5 F1000;
Z-4.5 F120;
G4 P50;
Z2.0 F2000;
Z-4.0;
Z-6.5 F120;
G4 P50;
Z2.0 F2000;
G50 W22.5;
G0 Z210.0;
M105;
M510;
N20 T2626 M104 S2000 (CENTER);
G50 W-127.0;
G0 Z2.0;
G98 G1 Z0.5 F2000;
Z-5.0 F80;
G04 P20;
Z1.0 F2000;
G50 W127.0;
G0 Z210.0 T0;
;
N30 T2525 (DRILL);
G50 W-135.0;
G0 Z2.0;
G1 Z0.0 F2000;
Z-10.0 F120;
Z2.0 F2000;
Z-9.5;
Z-16.5 F120;
G4 P50;
Z2.0 F2000;
G0 Z10.0 T0;
;
N40 T2424 M104 S400 (TAP);
G0 Z3.0;
M29 S400;
G84 Z-13.0 P500 F320;
G80;
G0 Z10.0 T0;
HANWHA MACHINERY CO.LTD
52.
Programming practiceN50 T2323 M104 S2000;
G50 U-5.0;
G0 X-8.2 Z2.0;
G1 Z0.0 F600;
G3 X-7.0 Z-0.6 R0.6 F60;
G1 Z-5.7 F80;
G2 X-6.4 Z-6.0 R0.3 F60;
X-4.2;
Z2.0 F1000;
G50 U5.0 W135.0;
G0 Z210.0 M105 T0;
;
N60 T2600 (EJECT);
G0 X-2.0;
M17;
M21;
M78;
G4 P1000;
M79;
M18;
T2100;
;
M595;
;
N99 T2100 (CUT OFF);
M103 S3000;
G0 Z30.0 M21;
G98 G1 Z2.4 F2000;
M596;
M597;
G0 Z210.0 M105 T0;
M599;
M30;
HANWHA MACHINERY CO.LTD
53.
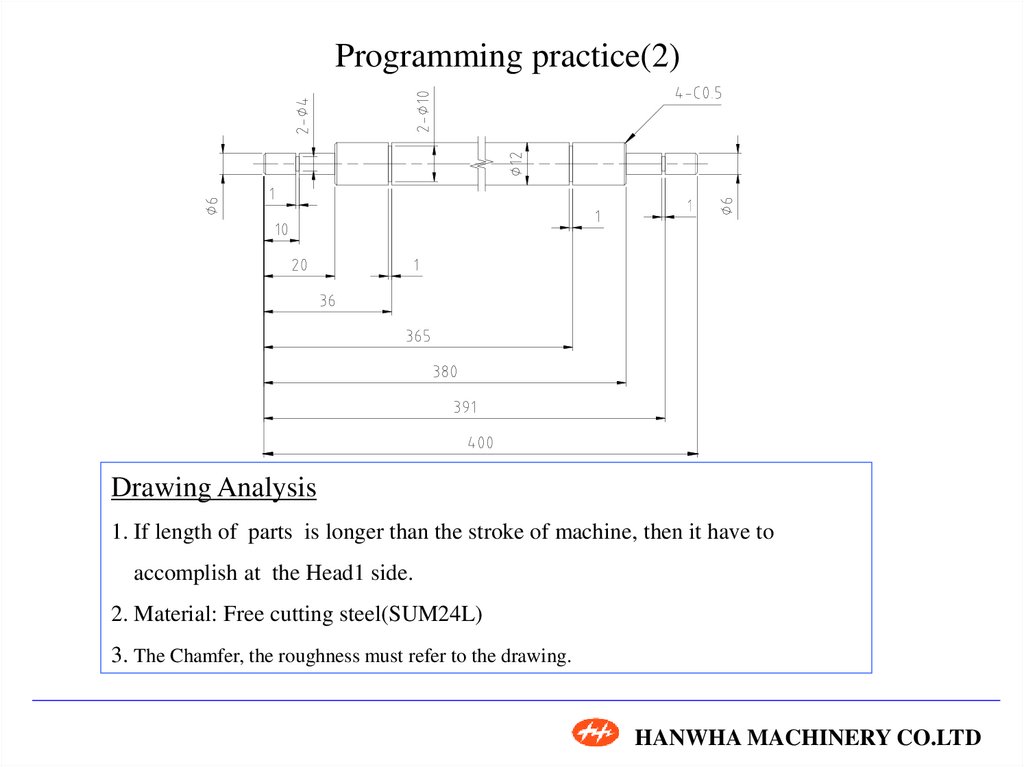
Programming practice(2)Drawing Analysis
1. If length of parts is longer than the stroke of machine, then it have to
accomplish at the Head1 side.
2. Material: Free cutting steel(SUM24L)
3. The Chamfer, the roughness must refer to the drawing.
HANWHA MACHINERY CO.LTD
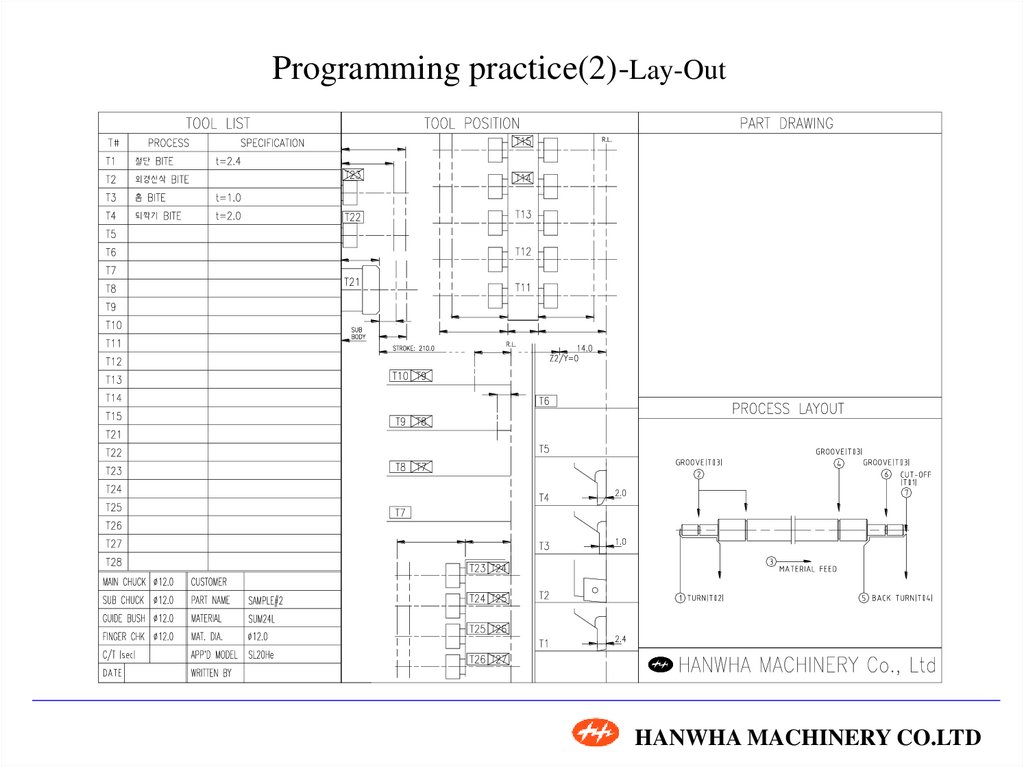
54.
Programming practice(2)-Lay-OutHANWHA MACHINERY CO.LTD
55.
Programming practiceO2000;
M92000;
N8000;
G40 G0 T0 /M08;
M11;
G300 X-2.0 Z210.0 T0101 ;
G150 Z-0.1 ;
M10 ;
M03 S3000 ;
G00 X30.0 Z-1.0 ;
;
N10 T0202 (TURN);
G00 X14.0 Z0 ;
G99 G01 X-0.5 F0.05 ;
X5.0 F0.2 ;
X6.0 Z0.5 F0.03 ;
Z20.0 ;
G04 P100 ;
X11.0 F0.1 ;
X12.6 W0.8 F0.03 ;
G00 X30.0 ;
N20 T0303 (GROOVE);
G00 X6.6 Z9.6 ;
M98 P4100 ;
G00 X12.6;
Z35.6 ;
M98 P4100 ;
G00 X30.0;
;
N30 M21 (FEED);
M05 ;
M501;
M502;
G98 G01 Z210.0 F6000
M503;
M95 ;
/M93 ;
M96 ;
M20 ;
M11 ;
G00 Z0 /M08 ;
M10 ;
M21 ;
G50 W210.0 ;
;
N40 T0303 (GROOVE);
G01 Z364.6 F6000 ;
M504;
M505;
M03 S3000 ;
G0 X12.6;
M98 P4100 ;
N50 T0404 (B-TURN);
M21;
M506;
M03 S3000 ;
G50 W-2.0 ;
M507;
M56;
M221;
M20;
G0 X12.6 Z379.2;
G01 X11.0 Z380.0 F0.02 ;
X6.0 ;
G04 P100 ;
Z399.5 F0.03 ;
X4.6 Z400.2 F0.02 ;
G00 X30.0 ;
M21;
G50 W2.0 ;
M550;
M220;
M57;
;
N60 T0303 (GROOVE);
G00 X 6.6 Z390.6 ;
M98 P4100 ;
M508;
;
N99 T0101 (CUT OFF);
M3 S3000;
G50 W-2.4 ;
G00 X12.4 Z400.0 ;
M509;
M20 ;
X-0.5 F0.02 ;
M510;
X-2.0 F0.03 ;
G50 W2.4 ;
M95 ;
/M92 ;
M96 ;
M11 S500;
G4 P1000;
G50 W-210.0 ;
G00 Z-0.1 T0 ;
M97;
M512;
M30 ;
HANWHA MACHINERY CO.LTD
56.
Programming practiceO2000;
N8001;
G40 G0 T0;
G310 Z210.0 T2100;
;
M501;
G98 G01 Z50.0 F6000;
;
M502;
M503;
M95;
/M98 P9005;
M96;
;
M504;
G0 Z210.0;
;
M505;
M506;
G0 Z0.0 M103 S3000;
;
M507;
M221;
M550;
M220;
M508;
;
N99 T2100 M103 S3000;
M21;
G98 G1 Z9.0 F2000;
M509;
M510;
G0 Z210.0 M105 T0;
M512;
M30;
HANWHA MACHINERY CO.LTD
57.
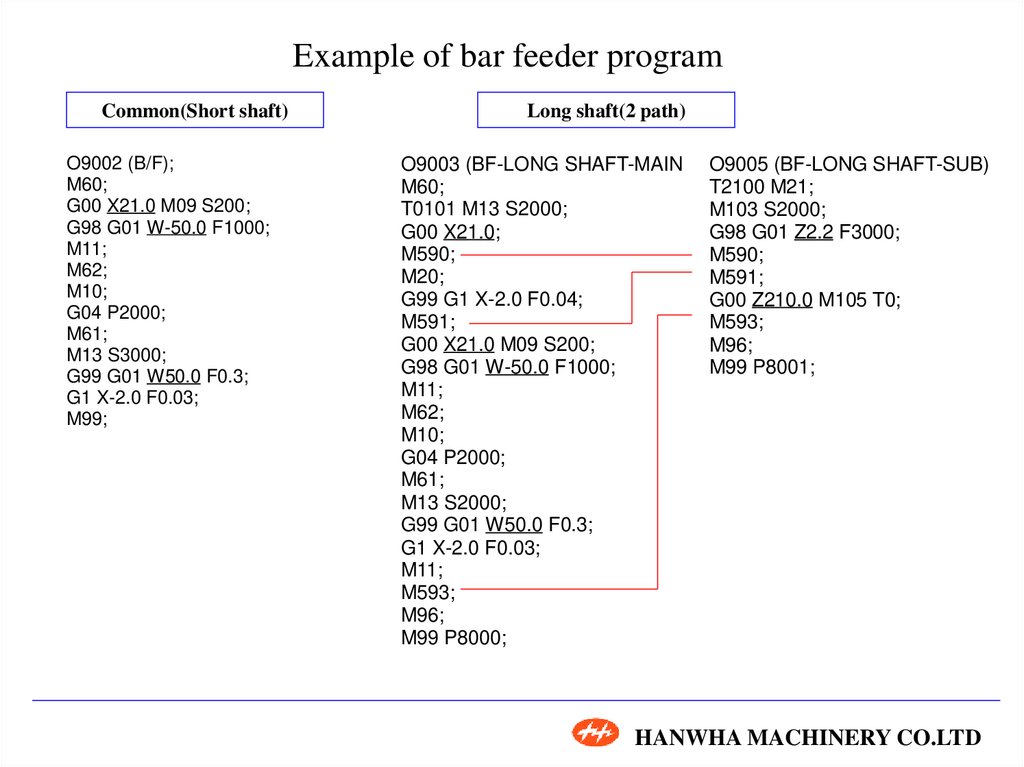
Example of bar feeder programCommon(Short shaft)
O9002 (B/F);
M60;
G00 X21.0 M09 S200;
G98 G01 W-50.0 F1000;
M11;
M62;
M10;
G04 P2000;
M61;
M13 S3000;
G99 G01 W50.0 F0.3;
G1 X-2.0 F0.03;
M99;
Long shaft(2 path)
O9003 (BF-LONG SHAFT-MAIN); O9005 (BF-LONG SHAFT-SUB);
M60;
T2100 M21;
T0101 M13 S2000;
M103 S2000;
G00 X21.0;
G98 G01 Z2.2 F3000;
M590;
M590;
M20;
M591;
G99 G1 X-2.0 F0.04;
G00 Z210.0 M105 T0;
M591;
M593;
G00 X21.0 M09 S200;
M96;
G98 G01 W-50.0 F1000;
M99 P8001;
M11;
M62;
M10;
G04 P2000;
M61;
M13 S2000;
G99 G01 W50.0 F0.3;
G1 X-2.0 F0.03;
M11;
M593;
M96;
M99 P8000;
HANWHA MACHINERY CO.LTD